виды и особенности сборки торсиона Роман Волков, блог Малоэтажная Страна
Я всегда мечтал, чтобы на загородном участке был витиеватый забор вместе с такими же воротами и калиткой. Кроме того, мне еще хотелось преобразить дом с помощью оригинального кованого экстерьерного декора, а в саду установить красивую мебель с металлическими узорами. Чтобы воплотить задуманное в реальность, решил собрать станок для холодной ковки своими руками. Расскажу вам о распространенных видах таких приспособлений, какой из них я сделал самостоятельно. Читайте мой пост и узнаете об особенностях его изготовления.
Вариант устройства для холодной ковки
Разновидности станков для ковки холодного металла
Из горячего металла профессиональные кузнецы делают штучные изделия. Более легким процессом является изготовление художественных элементов из не разогретых труб, полос, прутков и другого металлопроката. Когда выполняется холодная ковка своими руками, станки для начинающих облегчают физический труд. К такому оборудованию относятся следующие распространенные устройства:
К такому оборудованию относятся следующие распространенные устройства:
- Гнутик.
Это оборудование является гибочным станком. На нем можно изогнуть металлопрокат под нужным углом. Еще имеется возможность задать радиус и получить художественные элементы в виде волны.
- Штамповочное приспособление.
Данное оборудование позволяет делать хомуты в декоративном исполнении. Еще с его помощью создают волну с маленьким шагом и фасонные элементы, которые предназначены для размещения на концах конструкций.
Вариант приспособления для штамповки холодным способом
- Улитка.
Такое оборудование представляет собой кондуктор для холодной ковки своими руками. Приспособление позволяет закрутить заготовку из металла в завиток или спираль.
- Торсион.
Это оборудование предназначено, чтобы скручивать металл в продольном направлении.
Для полноценного изготовления металлических конструкций с художественными элементами в домашней мастерской нужно иметь все перечисленные станки. Я решил начать оснащать свое частное рабочее место с создания торсионного гибочного устройства.
Собственноручное изготовление торсиона
Если обладаешь навыками использования электрического и ручного инструмента, умеешь сваривать металлические детали и понимаешь принцип работы изготавливаемого оборудования для скручивания металлопроката способом холодной ковки, тогда его несложно сделать своими руками. Тем более самостоятельная сборка такого приспособления позволяет в полной мере реализовать свои творческие идеи. Кроме того, изготовленную самоделку всегда можно будет усовершенствовать.
Самодельное торсионное приспособление
Подготовительный этап
Главным условием правильного и быстрого изготовления приспособления для холодной ковки своими руками – чертежи, которые должны быть грамотно разработаны.
- чертеж основы создаваемого приспособления;
- схема сборки изготавливаемого оборудования;
- графическое изображение отдельных узлов собираемого изделия.
Во время разработки станка тщательно продумывал, как будут двигаться его подвижные элементы.
Изготавливал кузнечное оборудование холодной ковки своими руками после подготовки следующих материалов, а также инструментов:
- трубы с толстыми стенками и прямоугольным сечением;
- сварочного аппарата;
- измерительного и разметочного инструмента;
- листа толстой стали;
- угошлифовальной машинки для резки металла;
- крепежного инструмента.
Шлифовальный электроинструмент подготовил также для зачистки сварных швов и концов нарезанных деталей.
Особенности сборка торсионного станка-самоделки
Некоторая часть домашних умельцев предпочитает не делать торсион для холодной ковки своими руками, так как умудряется скручивать заготовки из металла с помощью своей физической силы. Они надежно зажимают один конец прутка. Для этого применяют тиски. Потом начинают вращать второй его конец при помощи обычного ворота.
Они надежно зажимают один конец прутка. Для этого применяют тиски. Потом начинают вращать второй его конец при помощи обычного ворота.
Применяя такой метод, металлическая заготовка как скручивается, так и выгибается. В частности ее зафиксированный конец особенно сильно изгибается. Из-за этого мною было принято решение сделать станок-самоделку, чтобы заготовка не выгибалась во время скручивания.
Скрученный квадрат в торсионе
В создаваемом приспособлении предусмотрел направляющую. Ее сделал в виде желоба небольшой ширины. Для создания направляющей использовал трубу, у которой срезал верхнюю часть в продольном направлении. В результате получилась металлическая деталь с сечением в виде буквы U.
При ее изготовлении особое внимание уделил протяженности желоба, так как закручиваемая заготовка всегда будет уменьшаться. По этой причине предусмотрел, чтобы направляющая была короче деформируемого металла. Еще особое внимание уделил ширине желоба. Ведь заготовка во время скручивания станет расширяться. Из-за этого предусмотрел, чтобы ширина желоба была примерно на 50 % больше ширины изготавливаемого элемента определенной конструкции.
Из-за этого предусмотрел, чтобы ширина желоба была примерно на 50 % больше ширины изготавливаемого элемента определенной конструкции.
Многие физически сильные люди скажут, что лучше скручивать, например, металлические прутья без использования специально изготовленного приспособления. Однако даже у них такая работа займет приличное количество времени. Поэтому лучше выполнить изготовление самодельного станка для холодной ковки своими руками, чертежи и размеры которого разрабатываются и просчитываются заранее.
Чертеж приспособления для продольного скручивания
Самостоятельно можно сделать простой или универсальный торсионный станок-самоделку. Первый вариант представляет собой усовершенствованные тиски, а второй – позволит дополнительно делать методом холодной ковки довольно популярные элементы, к которым относится корзина и фонарь.
Когда металл будет деформироваться, мне придется прикладывать достаточно большое физическое усилие, потому что изначально разрабатывался станок с ручным приводом. При этом на опору самодельного приспособления станет действовать существенная нагрузка. По этой причине мне пришлось продумать изготовление очень прочного основания создаваемого оборудования.
При этом на опору самодельного приспособления станет действовать существенная нагрузка. По этой причине мне пришлось продумать изготовление очень прочного основания создаваемого оборудования.
Основу будущего станка сделал из двух швеллеров. Их я сварил друг с другом. Вместо швеллеров можно было бы использовать двутавр или пруты с квадратным сечением. Чтобы сделать устойчивое основание, использовал куски швеллера. Из них были изготовлены лапки. Данные детали я приварил к основе приспособления.
Затем приступил к изготовлению других частей, без которых не получилось бы сделать полноценный инструмент для холодной ковки своими руками. К ним относится шпиндель и сзади расположенная бабка.
Торсионное устройство с задней бабкой
Каждую из этих частей создаваемого оборудования оснастил патроном. Ведь они нужны, чтобы можно было размещать металлические заготовки. При этом предусмотрел высокопрочные винтовые зажимы, которые гарантированно позволят осуществлять надежное крепление.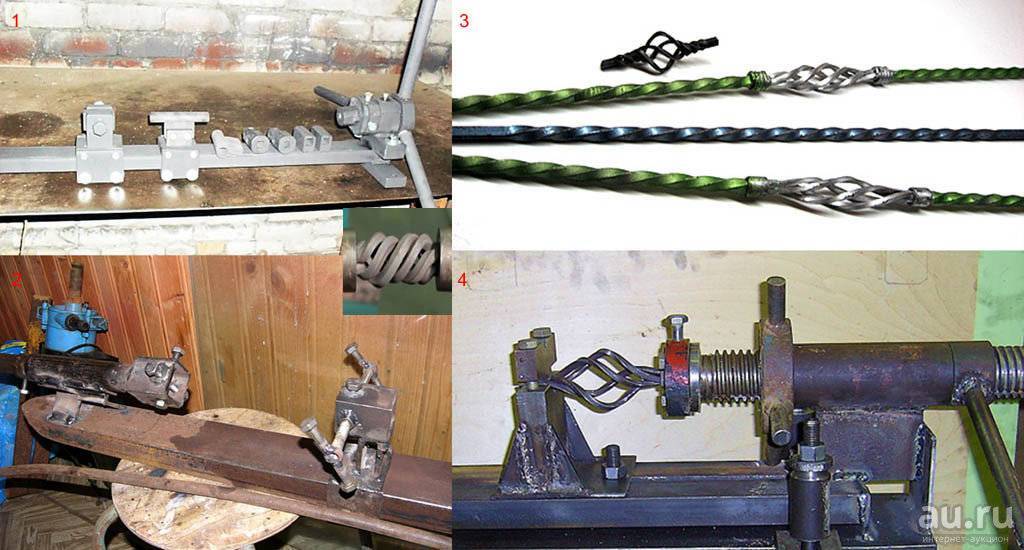
Заднюю бабку сконструировал таким образом, чтобы она скользила по направляющей. Такое решение было принято из-за уменьшения длины скручиваемых заготовок. Для изготовления бабки использовал тиски. Чтобы их фиксировать на основе, в конструкции создаваемого приспособления предусмотрел наличие болтов М16. Для данных метизов просверлил отверстия. Они были сделаны во втулке, которую разместил на одной оси с узловой зажимной частью.
Когда изготавливал шпиндель, то его оснастил поворотной ручкой. В ее конструкции предусмотрел 4 рычага. Они необходимы, чтобы удобно вращать подвижную часть данного узла. При этом все рычаги из металлических прутков сделал длиной по 630 мм. Такой их размер позволил легче скручивать заготовки. Кроме того, на всех рычагах сделал накладки из резины. Благодаря им руки не скользят по металлическим пруткам во время вращения подвижного элемента шпинделя.
Торсион с 4-х рычажной ручкой
Если собираются в универсальном исполнении самодельные станки для холодной ковки металла своими руками, чертежи которых всегда подготавливают заранее, обязательно предусматривается особая конструкция подвижного узла.
Из-за двойной комплектации такого узла приходится делать подвижную бабку с винтом, который позволит ее стопорить.
Когда требуется сделать деталь какой-либо конструкции, которая будет скручена только частично, то есть не по всей своей длине, тогда в станочном изделии предусматривают ограничительные элементы. При их выполнении используют принцип изготовления сзади расположенной бабки. Другими словами, они должны не только скользить, но и иметь винтовые зажимы.
Частично разобранный торсион с винтовыми зажимами
Установка электрического привода на торсион
Как-то был в гостях у товарища, который тоже увлекается созданием станков-самоделок. Именно у него подсмотрел принцип устройства торсионного приспособления для скручивания металлических заготовок способом холодной ковки. Кроме того, мне понравилось, что его оборудование было оснащено электрическим приводом.
Именно у него подсмотрел принцип устройства торсионного приспособления для скручивания металлических заготовок способом холодной ковки. Кроме того, мне понравилось, что его оборудование было оснащено электрическим приводом.
Установка электромотора на торсион позволяет увеличить продуктивность изготовления закрученных заготовок. Такой вариант исполнения способствует повышению скорости работы. Благодаря электрическому приводу удается закрутить в винтовую волну большее количество прутьев, чем ручным способом. Кроме того, после установки электродвигателя я перестал сильно уставать.
В видеоролике рассказывается про виды и применение станочного оборудования для ковки холодного металла:
Закручивать металл ручным способом достаточно сложно. Помимо этого, не всегда получается сделать одинаковые заготовки, так как вращение выполняется неравномерно. Именно для повышения качества изготовления закручиваемых металлических элементов для определенных конструкций я решил усовершенствовать ручной торсион, оснастив его электромотором.
В результате у меня получился производительный торсионный электрический станок для холодной ковки своими руками. Усовершенствование первоначального варианта выполнял при использовании:
- пары дифференциала в зубчатом исполнении;
- полуоси от легкового авто, которая монтируется на главном мосту;
- защитного кожуха.
Эти детали позволили сделать надежный привод электрического типа для торсиона. У установленного движка мощность составила 3000 Вт, а частота вращения – 900 об/мин.
С одним из простых вариантов торсиона с ручным приводом для скручивания металлопроката поможет познакомиться данный видеоролик:
Коротко о главном
Домашние умельцы для своих мастерских обычно изготавливают гнутики, штамповочные приспособления, улитки и торсионы, которые позволяют выполнять ковку холодного металла. Я решил для начала собрать торсионное устройство, чтобы скручивать проволоку, квадрат, шестигранник и т. д.
д.
Перед изготовлением приспособы разработал чертежи, сборочные схемы, приготовил материалы, инструменты. Затем сделал направляющий элемент с желобом. Потом подготовил прочную основу из швеллеров. Далее, изготовил шпиндель, сзади расположенную бабку и патроны для них. В завершение собрал устройство, установил поворотную ручку и электропривод.
Напишите в комментариях, как думаете – станки для ковки холодным способом лучше делать самостоятельно или покупать в готовом виде?
|
|
Главная » Разное » Самодельные станки для холодной ковки металла своими руками Станки для холодной ковки своими рукамиОдин из способов украшения участков — использовать кованные изделия. Какие вообще устройства используютсяСодержание статьи Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. Какие же устройства используют:
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства. Самодельные «Улитки»По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности. Один из самодельных станков для холодной ковки Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки. Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание. Чертеж станка для холодной ковки «Улитка» Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий. Вариант крепления рычага Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные. Рычаг должен быть надежным, с усилением На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался. Вариант кондукторов для улитки Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом. Как сделать подобный станок для холодной ковки — в следующем видео. Торсионный станокКак уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку. В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию. Держатель для троса — отличный фиксатор для прутка Далее надо каким-то образом обеспечить захват и кручение второй части заготовки.
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно. Видео про самодельные приспособления и станки для холодной ковки
 youtube.com/embed/FGR32VzjHWI» frameborder=»0″ allowfullscreen=»allowfullscreen»> youtube.com/embed/FGR32VzjHWI» frameborder=»0″ allowfullscreen=»allowfullscreen»>
Китай Ручная ковка машины, Китай Ручная ковка машины Производители и поставщики на Alibaba.com Механический кузнечно-прессовый станок с механическим управлением plc Механический кузнечно-прессовый станок 200ton с механическим управлением 200шт. Механический кузнечный пресс с механическим управлением 200ton Фотографии Технические данные ПУНКТ КОДЕКС Jh41-25 Jh41-45 Jh41-60 Jh41-80 Jh41-125 Номинальная вместимость Pe KN 250 450 600 800 1250 Ход слайдов S мм 80 120 140 160 180 Ход слайдов Фиксированный spm Времена / мин 100 80 70 60 50 Переменный (необязательно) spm Времена / мин 60-100 50-80 45-70 40-60 35-50 Макс.Высота высечки h4 мм 250 270 300 320 350 Регулировка высоты высечки t мм 50 60 70 80 90 Глубина горловины C1 мм 210 225 270 310 350 Расстояние между колоннами d1 мм 450 515 560 610 670 Размер нижнего ползуна FB b мм 250 340 400 460 520 LR a мм 360 410 480 540 620 Размер отверстия хвостовика Диаметр d мм 40 50 50 50 70 Глубина I мм 65 60 70 65 90 Размер валика FB D мм 400 440 520 600 680 LR C мм 720 825 930 950 1100 Толщина h5 мм 80 110 130 140 155 Диаметр отверстия отверстия для станины ¢ мм 150 150 150 180 200 Габаритные размеры FB A мм 1496 1585 1540 1765 2040 LR B мм 945 1075 1200 1200 1320 Высота H мм 2120 2391 2570 2725 3035 Мощность двигателя кВт 3 5. plc Механический кузнечно-прессовый станок 200ton с механическим управлением 200шт. Механический кузнечный пресс с механическим управлением 200ton Фотографии Технические данные ПУНКТ КОДЕКС Jh41-25 Jh41-45 Jh41-60 Jh41-80 Jh41-125 Номинальная вместимость Pe KN 250 450 600 800 1250 Ход слайдов S мм 80 120 140 160 180 Ход слайдов Фиксированный spm Времена / мин 100 80 70 60 50 Переменный (необязательно) spm Времена / мин 60-100 50-80 45-70 40-60 35-50 Макс. 200 тонн Металлообрабатывающее оборудование 20000 Q1. Вы производитель или трейдер? Q2. Как получить точную цитату? Q4. Как ваша фабрика делает в отношении контроля качества? Q5. Как насчет вашего времени доставки? Q6. Каков гарантийный срок машины? Q7. Что такое сервисное обслуживание вашего завода? У нас есть полный комплекс услуг (проект «под ключ»), что означает, что мы можем не только предоставить пресс и пресс-форму, но и выполнить индивидуальный заказ в соответствии с вашим специальным заказом. |
 Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.  В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки. По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.
По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.

 Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток. 5 5.5 7.5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД ПУНКТА ПУНКТ Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная емкость Pe KN 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 250 Слайд Штрихи Фиксированный SPM раз / мин 45 45 30 30 30 Переменная (необязательно) SPM раз / мин 30-45 25-45 20-30 20-30 20-30 Макс. Высота высечки h4 мм 400 450 500 500 550 Регулировка высоты высечки t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер ползуна FB b мм 580 650 700 700 750 LR a мм 700 880 950 950 1020 Размер отверстия хвостовика Диаметр d мм 70 70 70 70 70 Глубина I мм 100 100 130 130 130 Размер валика FB D мм 760 840 880 880 950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18.
5 5.5 7.5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД ПУНКТА ПУНКТ Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная емкость Pe KN 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 250 Слайд Штрихи Фиксированный SPM раз / мин 45 45 30 30 30 Переменная (необязательно) SPM раз / мин 30-45 25-45 20-30 20-30 20-30 Макс. Высота высечки h4 мм 400 450 500 500 550 Регулировка высоты высечки t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер ползуна FB b мм 580 650 700 700 750 LR a мм 700 880 950 950 1020 Размер отверстия хвостовика Диаметр d мм 70 70 70 70 70 Глубина I мм 100 100 130 130 130 Размер валика FB D мм 760 840 880 880 950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18. 5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Кузнечный пресс 200 тонн Характеристики: 1. Сваренный корпус из стали, обработка при отпуске, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленвал, компактная конструкция; 3. Коленчатый вал подвергается шлифовальной обработке после высокочастотной закалки; 4. удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический двойной балансный цилиндр, который уравновешивает скользящий блок и вес пуансона, чтобы уменьшить шум и удар Управление 6.PLC и импортированный двойной клапан безопасности; 7.Мокрое сцепление и гидравлическая защита от перегрузки.
5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Кузнечный пресс 200 тонн Характеристики: 1. Сваренный корпус из стали, обработка при отпуске, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленвал, компактная конструкция; 3. Коленчатый вал подвергается шлифовальной обработке после высокочастотной закалки; 4. удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический двойной балансный цилиндр, который уравновешивает скользящий блок и вес пуансона, чтобы уменьшить шум и удар Управление 6.PLC и импортированный двойной клапан безопасности; 7.Мокрое сцепление и гидравлическая защита от перегрузки. Высота высечки h4 мм 250 270 300 320 350 Регулировка высоты высечки t мм 50 60 70 80 90 Глубина горловины C1 мм 210 225 270 310 350 Расстояние между колоннами d1 мм 450 515 560 610 670 Размер нижнего ползуна FB b мм 250 340 400 460 520 LR a мм 360 410 480 540 620 Размер отверстия хвостовика Диаметр d мм 40 50 50 50 70 Глубина I мм 65 60 70 65 90 Размер валика FB D мм 400 440 520 600 680 LR C мм 720 825 930 950 1100 Толщина h5 мм 80 110 130 140 155 Диаметр отверстия отверстия для станины ¢ мм 150 150 150 180 200 Габаритные размеры FB A мм 1496 1585 1540 1765 2040 LR B мм 945 1075 1200 1200 1320 Высота H мм 2120 2391 2570 2725 3035 Мощность двигателя кВт 3 5.5 5.5 7.5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД ПУНКТА ПУНКТ Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная емкость Pe KN 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 250 Слайд Штрихи Фиксированный SPM раз / мин 45 45 30 30 30 Переменная (необязательно) SPM раз / мин 30-45 25-45 20-30 20-30 20-30 Макс.
Высота высечки h4 мм 250 270 300 320 350 Регулировка высоты высечки t мм 50 60 70 80 90 Глубина горловины C1 мм 210 225 270 310 350 Расстояние между колоннами d1 мм 450 515 560 610 670 Размер нижнего ползуна FB b мм 250 340 400 460 520 LR a мм 360 410 480 540 620 Размер отверстия хвостовика Диаметр d мм 40 50 50 50 70 Глубина I мм 65 60 70 65 90 Размер валика FB D мм 400 440 520 600 680 LR C мм 720 825 930 950 1100 Толщина h5 мм 80 110 130 140 155 Диаметр отверстия отверстия для станины ¢ мм 150 150 150 180 200 Габаритные размеры FB A мм 1496 1585 1540 1765 2040 LR B мм 945 1075 1200 1200 1320 Высота H мм 2120 2391 2570 2725 3035 Мощность двигателя кВт 3 5.5 5.5 7.5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД ПУНКТА ПУНКТ Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная емкость Pe KN 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 250 Слайд Штрихи Фиксированный SPM раз / мин 45 45 30 30 30 Переменная (необязательно) SPM раз / мин 30-45 25-45 20-30 20-30 20-30 Макс. Высота высечки h4 мм 400 450 500 500 550 Регулировка высоты высечки t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер ползуна FB b мм 580 650 700 700 750 LR a мм 700 880 950 950 1020 Размер отверстия хвостовика Диаметр d мм 70 70 70 70 70 Глубина I мм 100 100 130 130 130 Размер валика FB D мм 760 840 880 880 950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18.5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Кузнечный пресс 200 тонн Характеристики: 1. Сваренный корпус из стали, обработка при отпуске, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленвал, компактная конструкция; 3. Коленчатый вал подвергается шлифовальной обработке после высокочастотной закалки; 4.
Высота высечки h4 мм 400 450 500 500 550 Регулировка высоты высечки t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер ползуна FB b мм 580 650 700 700 750 LR a мм 700 880 950 950 1020 Размер отверстия хвостовика Диаметр d мм 70 70 70 70 70 Глубина I мм 100 100 130 130 130 Размер валика FB D мм 760 840 880 880 950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18.5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Кузнечный пресс 200 тонн Характеристики: 1. Сваренный корпус из стали, обработка при отпуске, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленвал, компактная конструкция; 3. Коленчатый вал подвергается шлифовальной обработке после высокочастотной закалки; 4. удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический двойной балансный цилиндр, который уравновешивает скользящий блок и вес пуансона, чтобы уменьшить шум и удар Управление 6.PLC и импортированный двойной клапан безопасности; 7.Мокрое сцепление и гидравлическая защита от перегрузки.
удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический двойной балансный цилиндр, который уравновешивает скользящий блок и вес пуансона, чтобы уменьшить шум и удар Управление 6.PLC и импортированный двойной клапан безопасности; 7.Мокрое сцепление и гидравлическая защита от перегрузки.
 (Включая билет в оба конца и стоимость проживания)
(Включая билет в оба конца и стоимость проживания) Все, что вам нужно для создания домашней кузни
Конечно, на начальных этапах вам нужно решить, с какого типа кузнечного дела вы хотите начать. Хотя между каждым типом металлоконструкций есть сходства, они различаются в зависимости от того, что вы производите. Кузнечное дело — самый популярный вид кузнечного дела, и оно предлагает обширный список возможных кованых изделий. После того, как вы решили, вам нужно будет начать собирать все необходимое для создания домашней кузницы.
Хотя между каждым типом металлоконструкций есть сходства, они различаются в зависимости от того, что вы производите. Кузнечное дело — самый популярный вид кузнечного дела, и оно предлагает обширный список возможных кованых изделий. После того, как вы решили, вам нужно будет начать собирать все необходимое для создания домашней кузницы.
Рабочая зона
Приступая к обустройству рабочей зоны, подумайте о том, чтобы найти место, где вы сможете работать без помех. Вам понадобятся ровные поверхности, открытое пространство, и оно должно быть чистым. Обязательно уберите с нового рабочего места все легковоспламеняющиеся предметы.
Не оставляйте рядом предметы и материалы, которые могут загромождать пол и привести к тому, что кто-то споткнется или упадет. Вы же не хотите, чтобы в вашей новой кузнице возникали какие-либо опасности. Убедитесь, что место, которое вы обустроили, также оснащено чистящими средствами, такими как тряпки для протирания вещей, метла и совок для подметания мусора. Кроме того, вам понадобится место для вентиляции вашего оборудования. Кузница должна иметь возможность всасывать воздух и выпускать его.
Кроме того, вам понадобится место для вентиляции вашего оборудования. Кузница должна иметь возможность всасывать воздух и выпускать его.
Сбор инструментов
Для начала вам понадобится несколько инструментов. Начните с основных требований, а по мере оттачивания навыков вы сможете выковать себе дополнительные инструменты. Эти типы материалов могут быть получены из нескольких различных источников. Некоторые инструменты можно найти в магазинах инструментов, а предметы, необходимые для ковки, можно найти в Cast Master Elite.
Наковальня
Стальные наковальни, также известные как кузнечные наковальни, в основном используются в кузнечном деле. Их вес может варьироваться от менее десяти фунтов до пары сотен. Наковальни бывают разных форм и размеров. Наковальни, используемые в этом виде кузнечного дела, обычно имеют наибольшую концентрацию массы под забоем. Однако они не обязательно должны быть изготовлены из стали. Некоторые изготовлены из чугуна.
Тиски
Тиски предназначены для удерживания на месте нагретых металлов во время ковки или манипулирования ими. Они предназначены для интенсивного использования и выдерживают большие нагрузки. При кузнечном деле этот инструмент является одним из наиболее важных для приобретения и называется сплошными коробчатыми тисками или кузнечными тисками. Они могут прослужить более двухсот лет и передаваться из поколения в поколение, если тиски хорошего качества.
Они предназначены для интенсивного использования и выдерживают большие нагрузки. При кузнечном деле этот инструмент является одним из наиболее важных для приобретения и называется сплошными коробчатыми тисками или кузнечными тисками. Они могут прослужить более двухсот лет и передаваться из поколения в поколение, если тиски хорошего качества.
Молоток
Как правило, в кузнечном деле и во многих других видах металлоконструкций используется молоток с поперечным закалыванием (также называемый поперечным штифтом). У него есть клин на конце головки, который наклонен горизонтально к рукоятке молотка. Это молот, с которого вы должны начать, но со временем вы можете выковать свои собственные молоты, чтобы использовать их в зависимости от ваших потребностей.
Зажимы
Зажимы используются в кузнечном деле, они похожи на тиски, только меньше по размеру. Они используются для крепления любого предмета, который вы кузнеете, к наковальне и могут удерживать его на месте. Зажимы легко регулируются и бывают разных размеров и форм в зависимости от выполняемой работы.
Зажимы легко регулируются и бывают разных размеров и форм в зависимости от выполняемой работы.
Щипцы
Щипцы позволяют кузнецам захватывать, перемещать и вращать металл в раскаленной кузне. При использовании коксовой горнилы, где используется уголь, щипцы могут помещать металл глубоко в угли, которые быстро сгорают, чтобы нагреть предмет, который вы поместили в угли. Это еще один инструмент, с помощью которого вы можете начать создавать дополнительные наборы по мере роста вашего мастерства. Однако для начала рассмотрим щипцы для тиглей Cast Master Elite, которые рассчитаны на экстремально высокие температуры.
Кузница
Кузня является неотъемлемой частью всего процесса ковки — она нагревает металл, который вы хотите отлить; ты вообще не мог бы заниматься ковкой, если бы у тебя ее не было. Существуют различные типы кузниц. И уголь, и пропан являются жизнеспособными источниками топлива для горна, но пропан обеспечивает больший контроль.
Инвестиции в нашу газовую кузницу для продажи обеспечивают больше удобства и чистоты во время работы. Как упоминалось ранее, кузницам нужно много воздуха и топлива для правильной работы. При работе с пропаном у вас есть вентилятор, а не сильфон, в сопровождении коксовой печи.
Как упоминалось ранее, кузницам нужно много воздуха и топлива для правильной работы. При работе с пропаном у вас есть вентилятор, а не сильфон, в сопровождении коксовой печи.
Обучение
Обучение кузнечному делу — непрерывный процесс. Вы всегда будете совершенствовать свои методы и находить способы быть более эффективными. Как только вы освоите кузнечное дело, вы сможете даже учить других или хотя бы наставлять их. Об этой сделке можно многое узнать, и все же, учитывая, как долго она существует, в ней мало что изменилось. Этот тип металлоконструкций установлен, а используемые инструменты и методы подтверждены веками успеха.
Пройдите курс обучения
В начале пройдите курс обучения, чтобы убедиться, что вы полностью понимаете все, что нужно для создания домашней кузницы. Следуя указаниям профессионала и наблюдая за динамикой и структурой лучшего магазина, вы сможете получить полное представление о том, как создать магазин, чтобы он был безопасным и эффективным. Понимание причин порядка оборудования и операций станет более ясным. Вы также сможете освоить основные принципы безопасной работы в домашних условиях.
Понимание причин порядка оборудования и операций станет более ясным. Вы также сможете освоить основные принципы безопасной работы в домашних условиях.
Найти наставника
Наставник не связан с вашим учителем. Когда вы берете урок, ваш учитель должен сосредоточиться на нескольких людях и их методах. Вы хотите иметь возможность получить поддержку один на один, чтобы убедиться, что вы работаете тщательно и что ваши развивающиеся навыки не нуждаются в корректировке. (Или, если они нуждаются в настройке, наставник может помочь вам сделать это.)
Проведение времени с опытным кузнецом может помочь вам установить методы и протоколы для обслуживания и правил области кузницы. Кроме того, вы можете наблюдать друг за другом, чтобы определить навыки, которые необходимо улучшить с вашей стороны, и эффективные способы выполнения задач. Если вы не можете найти наставника, спросите своего классного руководителя, не знает ли он кого-нибудь, кто мог бы помочь. Прежде чем отнимать чужое время, убедитесь, что вы серьезно относитесь к изучению всего этого.
Практика
Старая поговорка «Практика делает совершенным» всегда будет верной. Обучение работе с металлом потребует времени, усилий, а также означает, что поначалу вы сделаете много ошибок. Будьте нежны с собой. Каждый имел первый опыт кузнечного дела и должен был работать оттуда. Это потребует приверженности и самоотверженности, если вы хотите преуспеть в этом.
Вне зависимости от того, начинаете ли вы заниматься кузнечным делом в качестве хобби, искусства или для начала бизнеса, над вашими навыками нужно будет работать. Сбор материалов и понимание их правильного использования является ключевым в начале. Остальное придет со временем.
Популярные статьи
- Основные типы печей для литья металлов
- Самые распространенные методы кузнечного дела, которые вам нужно знать
- 5 советов по приготовлению отличной пиццы в личной печи для пиццы
Как сделать кузницу своими руками в домашних условиях
Если вам нравится изготавливать ножи и другие металлические инструменты, вы можете подумать о создании собственной кузницы. Это не так сложно, как вы думаете, и у вас будут неограниченные возможности совершенствовать свои навыки работы с металлом.
Это не так сложно, как вы думаете, и у вас будут неограниченные возможности совершенствовать свои навыки работы с металлом.
Кузнецы используют кузницы для нагрева и придания формы металлическим предметам уже тысячи лет. Несмотря на достижения в области технологий, они остались практически такими же по назначению и конструкции. В этом руководстве команда Red Label Abrasives покажет вам, как сделать и использовать горн на древесном угле или пропане в домашних условиях, а также даст несколько советов по поиску абразивов, которые могут превратить ваши ножи в произведения искусства.
Важное примечание: Перед началом работы наденьте защитное снаряжение. Сюда входят защитные очки, респиратор и рубашка с длинными рукавами для защиты кожи. Затем установите кузницу на открытом воздухе. Хорошо проветриваемые рабочие места предотвращают накопление угарного газа. Если вы работаете в гараже, откройте дверь и установите датчик угарного газа. Использование самодельной кузницы — это тоже то, что вы делаете на свой страх и риск. Red Label не несет ответственности за любой ущерб или травмы, вызванные использованием самодельной кузницы.
Red Label не несет ответственности за любой ущерб или травмы, вызванные использованием самодельной кузницы.
Как сделать горн на древесном угле в домашних условиях
В этом пошаговом руководстве рассказывается, как сделать горн на твердом топливе, работающий на горячем угле. Он недорог в изготовлении и может нагреваться до температур, достаточных для качественной кузнечной сварки.
Необходимые материалы
- Контейнер из нержавеющей стали
- Четыре болта M6 40 мм и четыре болта с шайбами
- Стальная труба
- Песок
- Гипс
- Электродрель и сверло 6 мм
- Древесный уголь
- Источник воздуха — рукоятка, сильфон или воздушный компрессор
Шаг 1. Проделайте отверстие и добавьте ножки
В каждом углу стального лотка проделайте отверстие с помощью долота или пробойника. Затем просверлите отмеченные отверстия с помощью дрели и сверла на 6 мм. Вставьте болт M6 в каждое отверстие и прикрепите шайбу и гайку. Это поднимет вашу кузницу и поможет с изоляцией.
Это поднимет вашу кузницу и поможет с изоляцией.
Шаг 2. Просверлите отверстие для подключения подачи воздуха
Чтобы подключить подачу воздуха к стальной трубе, просверлите отверстие в одной стороне металлического резервуара. Вставьте трубу так, чтобы она выступала примерно на 6 дюймов из отверстия. Эта фурма обеспечивает вашу кузницу кислородом. Вы можете толкать уголь вдоль более холодных сторон, когда он остывает в горне, и иметь запас тепла на стороне вашей фурмы.
Шаг 3: Подсоедините подачу воздуха
Поддерживайте подачу кислорода, присоединив к трубе источник воздуха. Можно использовать все типы воздуходувок, от воздушных компрессоров до ручных кривошипов. Возможно, потребуется сделать переходник, если ширина подачи воздуха отличается от фурмы.
Шаг 4. Изоляция кузницы
Используя смесь 50/50 гипса и песка, покройте основание подноса огнеупорным покрытием. Смешайте сухие ингредиенты вместе и добавьте воду до консистенции глины. Вы стремитесь к 1 см покрытия вокруг внутренней части лотка. Оставьте его сохнуть на несколько часов.
Оставьте его сохнуть на несколько часов.
Шаг 5. Заправьте горн топливом
Этот горн, работающий на древесном угле, легко запустить. Подожгите его, используя тот же метод, что и для угольного гриля, и включите подачу воздуха. Как только он достигнет желаемой температуры для работы с металлом, все готово!
Как сделать пропановую кузницу в домашних условиях
Эту пропановую кузницу, которую также легко собрать, можно использовать для изготовления ножей, кузнечного дела или всего, что требует большого количества тепла.
Необходимые расходные материалы
Материалы:
- Резервуар для воздуха, фреоновый баллон, баллон с пропаном или стальная труба шириной не менее 10 дюймов
- Одеяло и плита Kaowool (высокотемпературная минеральная вата)
- Огнеупорные кирпичи
- Наносимый кистью огнеупор, такой как ITC-100
- Жаростойкий клей для печей
- Краска для барбекю, устойчивая к высоким температурам
- Железная труба или стальной фитинг для пропановой горелки
- Стальной плоский шток 1/8″ x 3/4″
- Листовая сталь калибра 14 или аналогичной толщины
- Стальная труба квадратного сечения 1 дюйм
- Винты с крупной резьбой 3/4 дюйма
- Болты 2″ x 10-32
- Мини-шлифовальный станок с дисками для тонкого пропила
- Дрель и напильники
- 10-32 кран
- Пропановая горелка или сварочный аппарат
- Пропановая горелка для кузницы
Шаг 1: Сборка корпуса кузницы
Переносной баллон с воздухом идеально подходит для корпуса кузни, но вы также можете использовать что-то подобное, например, использованный баллон с пропаном или фреоном. Если у него нет встроенной подставки, добавьте несколько ножек с помощью трубок или больших болтов. Используйте предмет размером и формой с циркуль, чтобы определить размер отверстия. Затем используйте мини-шлифовальную машину с тонким отрезным диском, чтобы отрезать оба конца резервуара.
Если у него нет встроенной подставки, добавьте несколько ножек с помощью трубок или больших болтов. Используйте предмет размером и формой с циркуль, чтобы определить размер отверстия. Затем используйте мини-шлифовальную машину с тонким отрезным диском, чтобы отрезать оба конца резервуара.
Шаг 2: Добавьте монтажную трубу горелки
Чтобы установить горелку, нажмите и приварите трубный патрубок к днищу горна.
- Поместите трубку на верхнюю часть горна под углом.
- Отметьте отверстие и вырежьте его.
- Нарежьте трубный ниппель с помощью метчика с резьбой 10-32.
- Приварите ниппель к баку. Если у вас нет сварочного аппарата, можно использовать мангал.
Этап 3. Установка пола кузницы
Выровняйте дно кузницы огнеупорным кирпичом, который является прочным материалом для пола и может быть заменен, если вы будете выполнять кузнечную сварку. Вырежьте кирпичи, чтобы они соответствовали дну резервуара. Разрежьте один кирпич на куски шириной 1 дюйм и используйте их в качестве прокладок, чтобы поднять кирпичи пола. После размещения кирпичей скрепите их между собой с помощью высокотемпературного печного цемента.
После размещения кирпичей скрепите их между собой с помощью высокотемпературного печного цемента.
Шаг 4: Добавьте одеяло и доску из каовула
Утеплите горн с помощью одеяла и доски из каовула. Для одеяла вам нужны два слоя толщиной 1 дюйм. Доска, которая будет использоваться для открытия и задней стенки горна, также должна быть толщиной 1 дюйм.
Важное примечание: При работе с керамическими материалами наденьте респиратор хорошего качества и пропылесосьте все волокна после резки. Это предотвратит попадание волокон в легкие.
Измерьте окружность кузницы и отрежьте одеяло по размеру с помощью острого универсального ножа. Установите два слоя, не забудьте прорезать отверстие для пропановой горелки и поместите часть одеяла между прокладками внизу.
Используйте керамическую доску, чтобы создать заднюю стенку, которая является выпускным отверстием и позволяет работать с более длинными кусками металла в кузне. Сделайте шаблон, накинув кусок пластика на отверстие и обведя его. Затем перенесите рисунок на кусок картона и обведите его на керамической доске. Вырезать с помощью канцелярского ножа.
Затем перенесите рисунок на кусок картона и обведите его на керамической доске. Вырезать с помощью канцелярского ножа.
Шаг 5: Установите переднее отверстие
Установите съемное переднее отверстие, чтобы обеспечить доступ к внутренней части кузницы. Вставьте отверстия под болты в кусок квадратной трубы 1 x 1 дюйм и установите 10–32 болта. Затем приварите или припаяйте квадратный шток к корпусу горна.
Изготовьте передний U-образный кронштейн из листового металла 14 калибра. Просверлите несколько отверстий для крепления доски, затем согните и приварите кусок плоской стали к U-образному кронштейну.
Отрежьте кусок керамической плиты так, чтобы он был больше отверстия кузницы, но при этом оставался достаточно широким, чтобы в него входили входящие или выходящие щипцы. Затем используйте грубые винты, чтобы прикрепить его к U-образному кронштейну.
Этап 6: Создание огнеупорной футеровки
Необходимо стабилизировать керамическую плиту и мат, чтобы волокна не переносились в воздух во время работы горна. Вы можете нанести ITC-100 HT кистью после смешивания до консистенции блинного теста. Накройте все открытые поверхности керамического волокна и дайте высохнуть.
Вы можете нанести ITC-100 HT кистью после смешивания до консистенции блинного теста. Накройте все открытые поверхности керамического волокна и дайте высохнуть.
Этап 6. Установка пропановой горелки
Покрасьте горн жаропрочной краской, особенно там, где металл открыт. Затем поместите пропановую горелку в отверстие горна и закрепите ее болтами, убедившись, что сопло находится на одном уровне с внутренней стороной стенки горна.
Шаг 7: Подготовка горна к использованию
Наденьте защитные очки и используйте длинную зажигалку для барбекю, чтобы зажечь горн. Поместите пламя рядом с соплом горелки внутри. Медленно включите пропан, и горн должен загореться.
Не включайте горн на полную мощность, пока огнеупор не затвердеет. Запустите горн при более низкой температуре на 15-20 минут, чтобы керамические волокна и огнеупорная футеровка затвердели. После этого кузница готова к использованию.
Превосходные шлифовальные ленты для изготовления ножей
Ваша новая кузница может формировать металл для ваших проектов.