Масса арматуры А500с — Справочник массы
главная ⇒ строймат ⇒ прокат ⇒ арматура
Вес одного погонного метра свариваемой рифлёной арматуры диаметром 14 (мм) равняется 1.21 (кг).
Стандартный вес рифлёной арматуры A500С:
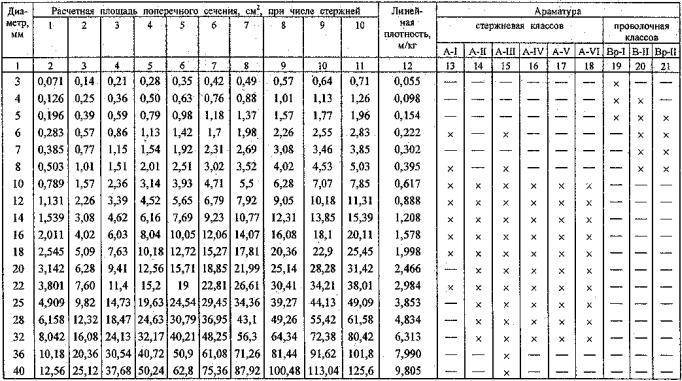
Вес погонного метра арматуры класса A500С разного диаметра:
- 6 (мм) – 0.222 (кг), 8 (мм) – 0.395 (кг), 10 (мм) – 0.617 (кг), 12 (мм) – 0.888 (кг), 14 (мм) – 1.21 (кг), 16 (мм) – 1.58 (кг), 18 (мм) – 2 (кг), 20 (мм) – 2.47 (кг), 22 (мм) – 2.98 (кг).
Рифлёная сварная арматура данной категории изготовляется из низкоуглеродистой стали обыкновенного качества (ГОСТ 380-94) марок 35Г2С и 35ГС, содержание углерода составляет не более 0.22%.
Требования к качеству, масса, размеры, прочие характеристики сварной арматуры периодического профиля класса A500С регламентируются нормамиГОСТ Р 52544-2006.
Важно: область применения А500С — армирование несущих конструкций (ГОСТ 10884-94) или простейших железобетонных конструкций (ГОСТ 5781-81).
| Общая масса арматуры А500С | |||
|---|---|---|---|
| Чертеж Чертеж и параметры типовой модели | d (мм) Предел диаметра арматуры в (мм) | m (кг) Предел массы арматуры в (кг) | Норматив Нормативный документ |
Арматура А1 | от 6 (мм) до 80 (мм) | от 0.222 (кг) до 39.460 (кг) | ГОСТ 5781-82 |
| Таблица массы арматуры А500С | |||
|---|---|---|---|
| d (мм) Диаметр арматуры в (мм) | m (кг) Предел массы арматуры в (кг) | В тонне (м) Погонных метров арматуры в тонне в (м) | |
| 6 (мм) | 0.222 (кг) | 4504.5 (м) | |
| 8 (мм) | 0.395 (кг) | 2531.65 (м) | |
| 10 (мм) | 0.617 (кг) | 1620.75 (м) | |
| 12 (мм) | 0. 888 (кг) 888 (кг) | 1126.13 (м) | |
| 14 (мм) | 1.21 (кг) | 826.45 (м) | |
| 16 (мм) | 1.58 (кг) | 632.91 (м) | |
| 18 (мм) | 2 (кг) | 500 (м) | |
| 20 (мм) | 2.47 (кг) | 404.86 (м) | |
| 22 (мм) | 2.98 (кг) | 335.57 (м) | |
| 25 (мм) | 3.85 (кг) | 259.74 (м) | |
| 28 (мм) | 4.83 (кг) | 207.04 (м) | |
| 32 (мм) | 6.31 (кг) | 158.48 (м) | |
| 36 (мм) | 7.99 (кг) | 125.16 (м) | |
| 40 (мм) | 9.87 (кг) | 101.32 (м) | |
| 12.48 (кг) | 80.13 (м) | ||
| 50 (мм) | 15.41 (кг) | 64. 89 (м) 89 (м) | |
| 55 (мм) | 18.65 (кг) | 53.62 (м) | |
| 60 (мм) | 22.19 (кг) | 45.07 (м) | |
| 70 (мм) | 30.21 (кг) | 33.1 (м) | |
| 80 (мм) | 39.46 (кг) | 25.34 (м) | |
АРМАТУРА А500С ВЕС 1 МЕТРА ТАБЛИЦА
АРМАТУРА А500С ВЕС 1 МЕТРА ТАБЛИЦА
Таким образом, достигается необходимая прочность и гибкость одновременно. Стоит отметить, что существуют рекомендации по выбору того или класса и диаметра проката. Однако иногда Арматуру периодического профиля используют при создании некоторых металлоизделий и металлоконструкций как с покрытием, так и без него: стальные пожарные лестницы, заборы, напольные, оконные и дверные решетки. Просим Вас уточнять текущие цены и наличие интересующей продукции по. телефону + или направляйте Ваш заказ . Легко сваривается, но некоторые предпочитают связывать конструкции вязальной проволокой. Исходя из этих данных, мы можем узнать, сколько весят прутки композитной и стальной арматуры: m АКП-8 = V1 × ρ1 = 0,00005024 × 1393,3 = 0,07 кг = 70 г. m А500С-12 = V2 × ρ2 = 0,00011304 × 7856 = 0,888 кг = 888 г. Результаты по весу, мы занесли в таблицы. Стальной пруток арматуры А500С-12 (2): S2 = π × r22 = π × (d2꞉2)22. V2 = π × (d2꞉2)2 × L2 = 3,14 × 0,0062 × 1 = 0,00011304 м3.
Исходя из этих данных, мы можем узнать, сколько весят прутки композитной и стальной арматуры: m АКП-8 = V1 × ρ1 = 0,00005024 × 1393,3 = 0,07 кг = 70 г. m А500С-12 = V2 × ρ2 = 0,00011304 × 7856 = 0,888 кг = 888 г. Результаты по весу, мы занесли в таблицы. Стальной пруток арматуры А500С-12 (2): S2 = π × r22 = π × (d2꞉2)22. V2 = π × (d2꞉2)2 × L2 = 3,14 × 0,0062 × 1 = 0,00011304 м3.
2. Технические характеристики и полезные сведения. Считается, что это оптимальный диаметр стальной арматуры, который сегодня можно использовать при создании ленточного фундамента. Однако при расчете окончательной массы проката для проекта с помощью таблиц или специальных калькуляторов специалисты рекомендуют делать поправку в сторону увеличения в 3-5%. Характеристика арматуры 12 мм. В последние годы цена на Арматуру А500С меняется очень динамично, что сильно затрудняет публикацию актуальной цены, соответствующей настоящему моменту. Точный расчет массы армированных конструкций также необходим на всех этапах проведения строительных работ. В нашем случае метровые прутки: Композитная арматура АКП-8 (1): S1 = π × r12 = π × (d1꞉2)2.
В нашем случае метровые прутки: Композитная арматура АКП-8 (1): S1 = π × r12 = π × (d1꞉2)2.
Арматура а500с вес
Купить арматуру 12мм А3. вес которой рассчитывается за погонный метр, вы можете в компaнии «ТРАСТ МЕТАЛЛ». V1 = π × (d1꞉2)2 × L1 =3,14 × 0,0042 × 1 = 0,00005024 м3. Исходя из рекомендаций специалисты по формулам рассчитывают необходимый диаметр стержней для каждого проекта, массу арматуры 12 мм, необходимое количество проката и многое другое. Отличается данный вид арматуры прочностью, жесткостью и надежностью. Вес арматуры. Покупая арматуру с профилем, самое главное в ней это вес, а дальше Вам решать стальную или полимерную брать. Не сваривается.
Арматура а500с вес 1 метра таблица
Арматура 12 а500с вес 1 метра. Наиболее востребованным в строительстве диаметром арматуры на сегодняшний день является прокат диаметром 12 мм. Плотность стали (2): ρ2= 7856 кг/ м3. Из данных расчетов видно, что вес композитной арматуры, на порядок, меньше веса стальной арматуры. Обращаем ваше внимание на то, что в расчетах используются справочные величины теоретического веса погонного метра арматуры согласно нормативным документам. Масса рассчитывается с помощью умножения веса погонного метра на суммарную длину стержней. При расчете нельзя забывать о том, что по физико-механическим свойствам композитная арматура, к примеру, АКП-8 (диаметр 8мм) эквивалентна стальной арматуре А500С 12мм, а вес легче.
Обращаем ваше внимание на то, что в расчетах используются справочные величины теоретического веса погонного метра арматуры согласно нормативным документам. Масса рассчитывается с помощью умножения веса погонного метра на суммарную длину стержней. При расчете нельзя забывать о том, что по физико-механическим свойствам композитная арматура, к примеру, АКП-8 (диаметр 8мм) эквивалентна стальной арматуре А500С 12мм, а вес легче.
Когда необходимо вести расчет массы арматуры? Специалистам необходимо точно знать, сколько весит арматура 12 мм при подготовке проектной документации. Вес 1м арматуры 12 мм — 0,888 кг в погонном метре , ее стоимость и условия доставки уточняйте у операторов нашей компании по указанным на сайте телефонам. Для начала поясним, что вес арматуры вычислить можно, это очень трудный и долгий способ, но знать его надо, дабы в дальнейшем вы могли пояснить поставщикам свою правоту в том, что в место одной тонны арматуры привезено полтонны. Поэтому сравним два прутка: -стеклопластиковая арматура АКП-8 (d1=0,008 м. Данная информация необходима для оценки стоимости строительства, закупки необходимого объема арматуры, контроля за расходом материала и т.д. Вес арматуры 12 мм.
Данная информация необходима для оценки стоимости строительства, закупки необходимого объема арматуры, контроля за расходом материала и т.д. Вес арматуры 12 мм.
Однако эта арматура имела как достоинства: низкая цена и хорошая свариваемость, так и недостатки: избыточная пластичность и низкая стойкость от коррозии. Стержни круглого сечения могут иметь рифленую или гладкую поверхность. Как вычислить вес арматуры, стальной или стеклопластиковой, умножив вес одного метра арматуры (необходимого диаметра) на метраж. Конструкция связывается вязальной проволокой. — большая часть проектов переведена на Арматуру класса А500С, которая производится из более дешевой углеродистой стали 3, но термо — механически упрочняется. Сплав, из которого изготовлена арматура, помимо непосредственно стали различных марок может иметь в своем составе углерод и иные добавки.
Арматура а500с вес 1 метра
Однако рекомендуется сгибать арматуру класса А3 под углом более 90 градусов. Мы осуществляем продажу арматуры, как оптом, так и в розницу по Москве и Московской области. Арматура А500С. От веса арматуры, зависит облегчение конструкции, что не мало важно. У многих застройщиков, но не у всех, имеются специальные весы, которые взвешивают арматуру. Арматура, в зависимости от механических свойств и «узора» периодического профиля, подразделяется на классы АII (А300), АIII (А400), АIV (А600) и АV Кроме того в последние годы получила широкое применения арматура класса А500С, не имеющая аналогов по ГОСТ 5781-82, поэтому выпускаемая производителями по техническим условиям (ТУ) или СТО АСЧМ 7-93 – являющимся стандартом ассоциации предприятий по стандартизации продукции черной металлургии. Правильное наименование в соответствии с СТО АСЧМ 7-93 Прокат периодического профиля из арматурной стали, но специалисты чаще ее называют просто Арматура – так короче.
Арматура А500С. От веса арматуры, зависит облегчение конструкции, что не мало важно. У многих застройщиков, но не у всех, имеются специальные весы, которые взвешивают арматуру. Арматура, в зависимости от механических свойств и «узора» периодического профиля, подразделяется на классы АII (А300), АIII (А400), АIV (А600) и АV Кроме того в последние годы получила широкое применения арматура класса А500С, не имеющая аналогов по ГОСТ 5781-82, поэтому выпускаемая производителями по техническим условиям (ТУ) или СТО АСЧМ 7-93 – являющимся стандартом ассоциации предприятий по стандартизации продукции черной металлургии. Правильное наименование в соответствии с СТО АСЧМ 7-93 Прокат периодического профиля из арматурной стали, но специалисты чаще ее называют просто Арматура – так короче.
Арматура
L1=1 м), -стальная арматура А500С-12 (d2=0,012 м, L2=1м). Арматуру А500С изготавливают следующих диаметров: — 6, 8, 10, 12, 14 мм – в мотках (бунтах) или прутках — 16, 18, 20, 22, 25, 28, 32, 36, 40 мм – в прутках. Вес композитной (стеклопластиковой) // стальной арматуры: Диаметр композитной // стальной арматуры, мм. Плотность материалов имеет табличные значения : композитный материал, из которого изготовлена композитная (стеклопластиковая) арматура (1): ρ1= 1393,3кг/м3. А частникам, остается только набраться терпения и посчитать вес и плотность арматуры самостоятельно.
Вес композитной (стеклопластиковой) // стальной арматуры: Диаметр композитной // стальной арматуры, мм. Плотность материалов имеет табличные значения : композитный материал, из которого изготовлена композитная (стеклопластиковая) арматура (1): ρ1= 1393,3кг/м3. А частникам, остается только набраться терпения и посчитать вес и плотность арматуры самостоятельно.
Стоит отметить, что сегодня арматура класса А3 также активно используется не только для обустройства фундаментов, но и для перекрытий, дачного строительства и т.п. Выбор класса арматуры необходимо доверить специалистам. Именно такой процент расхождения, как считают эксперты, существует между фактическим весом металлопроката и данными, приведенными в таблицах. Как следует из названия, основное применение Арматуры А500С – для армирования железобетонных конструкций и изделий. Для определения объема прутка, нужно знать диаметр и длину. Некоторое время Российские производители выпускали Арматуру А400С из углеродистой марки стали 3. Чтобы найти массу каждого прутка, нам нужно знать объем и плотность: 1. Поэтому в последствие произошло фактическое раздвоение этого класса: — меньшая часть проектов по-прежнему содержит Арматуру А3 35ГС (А400) из марки стали, обладающую достаточно высокой пластичностью даже при низких температурах и довольно высокой стойкостью от коррозии. Вы можете узнать, сколько весит метр арматуры 12 мм из расчетной таблицы.
Чтобы найти массу каждого прутка, нам нужно знать объем и плотность: 1. Поэтому в последствие произошло фактическое раздвоение этого класса: — меньшая часть проектов по-прежнему содержит Арматуру А3 35ГС (А400) из марки стали, обладающую достаточно высокой пластичностью даже при низких температурах и довольно высокой стойкостью от коррозии. Вы можете узнать, сколько весит метр арматуры 12 мм из расчетной таблицы.
Таким образом, периодический профиль выполняет декоративные функции и функции предотвращения скольжения (лестницы, напольные решетки). Вес арматуры в погонном метре. Масса берется из таблицы расчета. Поставляется данный вид проката в бутах или прутках.
Смотрите также
1 МЕТР АРМАТУРЫ ВЕСИТ
Теперь читатель знает, сколько весит один метр. Арматура класса А3 имеет поперечное рифление. При вязке каркасов, сеток, а также при возведении…
1 ПОГОННЫЙ МЕТР АРМАТУРЫ СКОЛЬКО ВЕСИТ
На сайте металлобазы «Аксвил» вы можете купить арматуру в Минске оптом и в розницу.
 Вес арматуры стальной рифленой А3. Таблица расчета веса арматуры…
Вес арматуры стальной рифленой А3. Таблица расчета веса арматуры…400 МЕТРОВ АРМАТУРЫ СКОЛЬКО ВЕСИТ
Вес арматуры калькулятор и таблицы теоретической массы. Точную информацию узнавайте у производителей. Вес стальной арматуры — величина справочная, точные…
АРМАТУРА 6 МЕТРОВ ВЕС
Выступы в виде ребер, рифления на поверхности стержневой арматурной стали периодического профиля или ребристой проволочной стали значительно улучшают…
АРМАТУРА 1 МЕТР ВЕС
Вес получается умножением объема на удельный вес арматуры который равен 7850 кг/м3. При отсутствии таблицы, вес погонного метра арматуры можно рассчитать…
 Вес арматуры стальной рифленой А3. Таблица расчета веса арматуры…
Вес арматуры стальной рифленой А3. Таблица расчета веса арматуры…API 5L | Американская продукция для трубопроводов
American Piping Products имеет запасы труб API 5L марок B, X42, X52, X60, X65 и X70.
Размеры
- Бесшовные от 2″ NPS до 36″ OD
- ERW от 2″ NPS до 24″ OD
- DSAW от 20″ до 48″ OD
Объем
Стандарт ANSI/API 5L определяет производство бесшовных и сварных стальных труб двух уровней (PSL1 и PSL2) для использования в качестве трубопровода при транспортировке нефти и природного газа.
Процесс
Слитки, блюмы, биллеты, рулоны или плиты, используемые для производства труб, должны изготавливаться в кислородной, электрической или мартеновской печах в сочетании с ковшовым рафинированием. Для PSL2 сталь должна быть раскислена и расплавлена в соответствии с мелкозернистой практикой. Рулон или пластина, используемые для трубы PSL2, не должны иметь ремонтных сварных швов.
Состояние поставки
| ПСЛ | Состояние поставки | Труба 9 класса0028 |
|---|---|---|
| ПСЛ1 | После прокатки, нормализованной, нормализованной формовки | А |
| После прокатки, нормализации прокатки, термомеханической прокатки, термомеханической штамповки, нормализации формовки, нормализации, нормализации и отпуска или, по согласованию, Q&T только SMLS | Б | |
| После прокатки, нормализующей прокатки, термомеханической прокатки, термомеханической формовки, нормализации формовки, нормализации, нормализации и отпуска | Х42, Х46, Х52, Х56, Х60, Х65, Х70 | |
| ПСЛ 2 | в состоянии проката | БР, С42Р |
| Прокат нормализационный, формованный, нормализованный или нормализованный и отпущенный | БН, С42Н, С46Н, С52Н, С56Н, С60Н | |
| Закалка и отпуск | БК, X42Q, X46Q, X56Q, X60Q, X65Q, X70Q, X80Q, X90Q, X100Q | |
| Термомеханический прокат или термомеханическая формовка | БМ, Х42М, Х46М, Х56М, Х60М, Х65М, Х70М, Х80М | |
| Термомеханический прокат | С90М, С100М, С120М | |
| Достаточность (R, N, Q или M) для марок PSL2 относится к стали марки |
Химические требования
Химический состав для трубы PSL 1 с t ≤ 0,984”
| Марка стали | Массовая доля, % на основе анализа плавки и продукта a,g | ||||||
|---|---|---|---|---|---|---|---|
| С | Мн | Р | С | В | № | Ти | |
| макс б | макс б | макс. | макс. | макс. | макс. | макс. | |
| Бесшовная труба | |||||||
| А | 0,22 | 0,9 | 0,3 | 0,3 | – | – | – |
| Б | 0,28 | 1,2 | 0,3 | 0,3 | в, д | в, д | д |
| Х42 | 0,28 | 1,3 | 0,3 | 0,3 | д | д | |
| Х46 | 0,28 | 1,4 | 0,3 | 0,3 | д | д | д |
| Х52 | 0,28 | 1,4 | 0,3 | 0,3 | д | д | д |
| Х56 | 0,28 | 1,4 | 0,3 | 0,3 | д | д | д |
| Х60 | 0,28 д | 1,40 е | 0,3 | 0,3 | ф | ф | ф |
| Х65 | 0,28 д | 1,40 е | 0,3 | 0,3 | ф | ф | ф |
| Х70 | 0,28 д | 1,40 е | 0,3 | 0,3 | ф | ф | ф |
| Сварная труба | |||||||
| А | 0,22 | 0,9 | 0,3 | 0,3 | – | – | – |
| Б | 0,26 | 1,2 | 0,3 | 0,3 | в, д | в, д | д |
| Х42 | 0,26 | 1,3 | 0,3 | 0,3 | д | д | д |
| Х46 | 0,26 | 1,4 | 0,3 | 0,3 | д | д | д |
| Х52 | 0,26 | 1,4 | 0,3 | 0,3 | д | д | д |
| Х56 | 0,26 | 1,4 | 0,3 | 0,3 | д | д | д |
| Х60 | 0,26 д | 1,40 е | 0,3 | 0,3 | ф | ф | ф |
| Х65 | 0,26 д | 1,45 д | 0,3 | 0,3 | ф | ф | ф |
| Х70 | 0,26е | 1,65 е | 0,3 | 0,3 | ф | ф | ф |
а. Cu ≤ = 0,50% Ni; ≤ 0,50%; Кр ≤ 0,50%; и Mo ≤ 0,15%, Cu ≤ = 0,50% Ni; ≤ 0,50%; Кр ≤ 0,50%; и Mo ≤ 0,15%, б. Для каждого снижения на 0,01 % ниже установленной максимальной концентрации по углероду допускается увеличение на 0,05 % сверх установленной максимальной концентрации по Mn, максимум до 1,65 % для марок ≥ L245 или B, но ≤ L360 или X52; максимум до 1,75% для марок > L360 или X52, но < L485 или X70; и до максимум 2,00% для марки L485 или X70., с. Если не оговорено иное, NB + V ≤ 0,06%, d. Nb + V + TI ≤ 0,15%, е. Если не оговорено иное., ф. Если не оговорено иное, NB + V = Ti ≤ 0,15%, г. Преднамеренное добавление B не допускается, а остаточный B ≤ 0,001% | |||||||
Химический состав для трубы PSL 2 с t ≤ 0,984”
| Марка стали | Массовая доля, % на основании анализа плавки и продукта | Углерод Эквивалент | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| С | Си | Мн | Р | С | В | № | Ти | Другое | СЕ IIW | CE ПКм | |||||||||||
| макс б | макс. | макс б | макс. | макс. | макс. | макс. | макс. | макс. | макс. | ||||||||||||
| Бесшовные и сварные трубы | |||||||||||||||||||||
| БР | 0,24 | 0,4 | 0,025 | 0,015 | с | с | 0,04 | е, л | 0,43 | 0,25 | |||||||||||
| С42Р | 0,24 | 0,4 | 1,2 | 0,025 | 0,015 | 0,06 | 0,05 | 0,04 | е, л | 0,43 | 0,25 | ||||||||||
| БН | 0,24 | 0,4 | 1,2 | 0,025 | 0,015 | с | с | 0,04 | е, л | 0,43 | 0,25 | ||||||||||
| С42Н | 0,24 | 0,4 | 1,2 | 0,025 | 0,015 | 0,06 | 0,05 | 0,04 | е, л | 0,43 | 0,25 | ||||||||||
| С46Н | 0,24 | 0,4 | 1,4 | 0,025 | 0,015 | 0,07 | 0,05 | 0,04 | д, д, л | 0,43 | 0,25 | ||||||||||
| С52Н | 0,24 | 0,45 | 1,4 | 0,025 | 0,015 | 0,1 | 0,05 | 0,04 | д, д, л | 0,43 | 0,25 | ||||||||||
| С56Н | 0,24 | 0,45 | 1,4 | 0,025 | 0,015 | 0. 10f 10f | 0,05 | 0,04 | д, д, л | 0,43 | 0,25 | ||||||||||
| С60Н | 0,24f | 0,45f | 1.40f | 0,025 | 0,015 | 0.10f | 0,05f | 0.04f | г, ч, л | По договоренности | |||||||||||
| БК | 0,18 | 0,45 | 1,4 | 0,025 | 0,015 | 0,05 | 0,05 | 0,04 | е, л | 0,43 | 0,25 | ||||||||||
| С42К | 0,18 | 0,45 | 1,4 | 0,025 | 0,015 | 0,05 | 0,05 | 0,04 | е, л | 0,43 | 0,25 | ||||||||||
| С46К | 0,18 | 0,45 | 1,4 | 0,025 | 0,015 | 0,05 | 0,05 | 0,04 | е, л | 0,43 | 0,25 | ||||||||||
| С52К | 0,18 | 0,45 | 1,5 | 0,025 | 0,015 | 0,05 | 0,05 | 0,04 | е, л | 0,43 | 0,25 | ||||||||||
| С56К | 0,18 | 0,45f | 1,5 | 0,025 | 0,015 | 0,07 | 0,05 | 0,04 | е, л | 0,43 | 0,25 | ||||||||||
| С60К | 0,18f | 0,45f | 1,70f | 0,025 | 0,015 | г | г | г | ч, л | 0,43 | 0,25 | ||||||||||
| С65К | 0,18f | 0,45f | 1,70f | 0,025 | 0,015 | г | г | г | ч, л | 0,43 | 0,25 | ||||||||||
| X70Q | 0,18f | 0,45f | 1,80f | 0,025 | 0,015 | г | г | г | ч, л | 0,43 | 0,25 | ||||||||||
| С80К | 0,18f | 0,45f | 1,90f | 0,025 | 0,015 | г | г | г | я, к | По договоренности | |||||||||||
| С90К | 0. 16f 16f | 0,45f | 1,9 | 0,02 | 0,01 | г | г | г | дж, к | По договоренности | |||||||||||
| X100Q | 0,16f | 0,45f | 1,9 | 0,02 | 0,01 | г | г | г | дж, к | По договоренности | |||||||||||
| Сварная труба | |||||||||||||||||||||
| БМ | 0,22 | 0,45 | 1,2 | 0,025 | 0,015 | 0,05 | 0,05 | 0,04 | е, л | 0,43 | 0,25 | ||||||||||
| С42М | 0,22 | 0,45 | 1,3 | 0,025 | 0,015 | 0,05 | 0,05 | 0,04 | е, л | 0,43 | 0,25 | ||||||||||
| С46М | 0,22 | 0,45 | 1,3 | 0,025 | 0,015 | 0,05 | 0,05 | 0,04 | е, л | 0,43 | 0,25 | ||||||||||
| С52М | 0,22 | 0,45 | 1,4 | 0,025 | 0,015 | д | д | д | е, л | 0,43 | 0,25 | ||||||||||
| С56М | 0,22 | 0,45f | 1,4 | 0,025 | 0,015 | д | д | д | е, л | 0,43 | 0,25 | ||||||||||
| Х60М | 0,12f | 0,45f | 1,60f | 0,025 | 0,015 | г | г | г | ч, л | 0,43 | 0,25 | ||||||||||
| С65М | 0,12f | 0,45f | 1,60f | 0,025 | 0,015 | г | г | г | ч, л | 0,43 | 0,25 | ||||||||||
| С70М | 0,12f | 0,45f | 1,70f | 0,025 | 0,015 | г | г | г | ч, л | 0,43 | 0,25 | ||||||||||
| Х80М | 0,12f | 0,45f | 1,85f | 0,025 | 0,015 | г | г | г | и, к | . 043f 043f | 0,25 | ||||||||||
| Х90М | 0,1 | 0,55f | 2.10f | 0,02 | 0,01 | г | г | г | я, к | – | 0,25 | ||||||||||
| Х100М | 0,1 | 0,55f | 2.10f | 0,02 | 0,01 | г | г | г | я, к | – | 0,25 | ||||||||||
| а. SMLS t>0,787», пределы CE должны быть согласованы. Пределы CEIIW применяются, если C > 0,12%, и ограничения CEPcm применяются, если C ≤ 0,12%, b. Для каждого уменьшения на 0,01 % ниже установленного максимума для C допускается увеличение на 0,05 % выше установленного максимума для Mn, максимум до 1,65 % для марок ≥ L245 или B, но ≤ L360 или X52; максимум до 1,75 % для марок > L360 или X52, но < L485 или X70; максимум до 2,00% для сортов ≥ L485 или X70, но ≤ L555 или X80; и не более 2,20 % для сортов > L555 или X80.  , , с. Если не оговорено иное, Nb = V ≤ 0,06%, d. Nb = V = Ti ≤ 0,15%, е. Если не оговорено иное, Cu ≤ 0,50%; Ni ≤ 0,30% Cr ≤ 0,30% и Mo ≤ 0,15%, f. Если не оговорено иное, г. Если не оговорено иное, Nb + V + Ti ≤ 0,15%, ч. Если не оговорено иное, Cu ≤ 0,50 % Ni ≤ 0,50 % Cr ≤ 0,50 % и MO ≤ 0,50 %, i. Если не оговорено иное, Cu ≤ 0,50 % Ni ≤ 1,00 % Cr ≤ 0,50 % и MO ≤ 0,50 %, Дж. В ≤ 0,004%, тыс. Если не оговорено иное, Cu ≤ 0,50 % Ni ≤ 1,00 % Cr ≤ 0,55 % и MO ≤ 0,80 %, л. Для всех марок труб PSL 2, за исключением тех, для которых отмечены сноски j, применяется следующее. Если не оговорено иное, преднамеренное добавление B не допускается, а остаточный B ≤ 0,001%. | |||||||||||||||||||||
Механические свойства
| Марка трубы | Свойства при растяжении – тело трубы из SMLS и сварных труб PSL 1 | Шов сварной трубы | ||
|---|---|---|---|---|
| Предел текучести a | Прочность на растяжение a | Удлинение | Прочность на растяжение b | |
Rt0,5 PSI мин. | об/мин PSI мин. | (в 2 дюймах Af % мин.) | об/мин PSI мин. | |
| А | 30 500 | 48 600 | в | 48 600 |
| Б | 35 500 | 60 200 | в | 60 200 |
| Х42 | 42 100 | 60 200 | в | 60 200 |
| Х46 | 46 400 | 63 100 | в | 63 100 |
| Х52 | 52 200 | 66 700 | в | 66 700 |
| Х56 | 56 600 | 71 100 | в | 71 100 |
| Х60 | 60 200 | 75 400 | в | 75 400 |
| Х65 | 65 300 | 77 500 | в | 77 500 |
| Х70 | 70 300 | 82 700 | в | 82 700 |
а. Для промежуточного класса разница между указанным минимальным пределом прочности на разрыв и указанным минимальным пределом текучести для тела трубы должна быть такой же, как и для следующего более высокого класса. Для промежуточного класса разница между указанным минимальным пределом прочности на разрыв и указанным минимальным пределом текучести для тела трубы должна быть такой же, как и для следующего более высокого класса. | ||||
| б. Для промежуточных марок указанная минимальная прочность на растяжение для сварного шва должна быть такой же, как определена для корпуса с использованием примечания а. | ||||
| г. Указанное минимальное удлинение Af, выраженное в процентах и округленное до ближайшего процента, определяется с использованием следующего уравнения: | ||||
| Где C равно 1 940 для расчета с использованием единиц Si и 625 000 для расчета с использованием единиц USC | ||||
| Axc — площадь поперечного сечения применимого образца для испытаний на растяжение, выраженная в квадратных миллиметрах (квадратных дюймах), как показано ниже: | ||||
– Для образцов с круглым поперечным сечением: 130 мм2 (0,20 дюйма2) для образцов диаметром 12,7 мм (0,500 дюйма) и 8,9 мм (0,350 дюйма); и 65 мм2 (0,10 дюйма2) для испытательных образцов диаметром 6,4 мм (0,250 дюйма). | ||||
| – Для образцов полного сечения, меньшее из a) 485 мм2 (0,75 дюйма2) и b) площади поперечного сечения образца, рассчитанной с использованием указанного наружного диаметра и указанной толщины стенки трубы, округлено до ближайших 10 мм2 (0,10 дюйма2) | ||||
| – Для образцов в полоску, меньшее из a) 485 мм2 (0,75 дюйма2) и b) площади поперечного сечения образца, полученной с использованием указанной ширины образца и указанной толщины стенки трубы , округлено до ближайших 10 мм2 (0,10 дюйма2) | ||||
| U – указанная минимальная прочность на растяжение, выраженная в мегапаскалях (фунтах на квадратный дюйм) | ||||
| Марка трубы | Свойства при растяжении – тело трубы из SMLS и сварных труб PSL 2 | Шов сварной трубы | |||||
|---|---|---|---|---|---|---|---|
| Предел текучести a | Прочность на растяжение a | Соотношение а,с | Удлинение | Прочность на растяжение d | |||
Rt0,5 PSI мин. | об/мин PSI мин. | R10,5IRм | (2 дюйма) | РМ (psi) | |||
| Аф % | |||||||
| Минимум | Максимум | Минимум | Максимум | Максимум | Минимум | Минимум | |
| БР, БН, БК, БМ | 35 500 | 65 300 | 60 200 | 95 000 | 0,93 | ф | 60 200 |
| С42, С42Р, С2К, С42М | 42 100 | 71 800 | 60 200 | 95 000 | 0,93 | ф | 60 200 |
| С46Н, С46К, С46М | 46 400 | 76 100 | 63 100 | 95 000 | 0,93 | ф | 63 100 |
| С52Н, С52К, С52М | 52 200 | 76 900 | 66 700 | 110 200 | 0,93 | ф | 66 700 |
| С56Н, С56К, С56М | 56 600 | 79 000 | 71 100 | 110 200 | 0,93 | ф | 71 100 |
| С60Н, С60К, С60М | 60 200 | 81 900 | 75 400 | 110 200 | 0,93 | ф | 75 400 |
| С65К, С65М | 65 300 | 87 000 | 77 600 | 110 200 | 0,93 | ф | 76 600 |
| С70К, С65М | 70 300 | 92 100 | 82 700 | 110 200 | 0,93 | ф | 82 700 |
| С80К, С80М | 80,. 500 500 | 102 300 | 90 600 | 119 700 | 0,93 | ф | 90 600 |
| а. Для промежуточного класса см. полную спецификацию API5L. | |||||||
| б. для марок > X90 см. полную спецификацию API5L. | |||||||
| г. Это ограничение распространяется на секторы с D > 12.750 в | |||||||
| д. Для промежуточных марок указанная минимальная прочность на разрыв для сварного шва должна быть той же величиной, которая была определена для тела трубы с помощью опоры а. | |||||||
| эл. для труб, требующих продольных испытаний, максимальный предел текучести должен быть ≤ 71 800 фунтов на квадратный дюйм | |||||||
| ф. Заданное минимальное удлинение Af, выраженное в процентах и округленное до ближайшего процента, определяется с использованием следующего уравнения: | |||||||
| Где C равно 1 940 для расчета с использованием единиц Si и 625 000 для расчета с использованием единиц USC | |||||||
| Axc — площадь поперечного сечения применимого образца для испытаний на растяжение, выраженная в квадратных миллиметрах (квадратных дюймах), как показано ниже: | |||||||
– для образцов с круглым поперечным сечением, 130 мм2 (0,20 дюйма2) для образцов диаметром 12,7 мм (0,500 дюйма) и 8,9 мм (0,350 дюйма); и 65 мм2 (0,10 дюйма2) для испытательных образцов диаметром 6,4 мм (0,250 дюйма). | |||||||
| – Для образцов полного сечения, меньшее из a) 485 мм2 (0,75 дюйма2) и b) площади поперечного сечения образца, полученной с использованием указанного наружного диаметра и указанной толщины стенки трубы, округлено до ближайших 10 мм2 (0,10 дюйма2) | |||||||
| – Для полосовых образцов: меньшее из a) 485 мм2 (0,75 дюйма2) и b) площади поперечного сечения образца, рассчитанной с использованием указанной ширины образца и указанной толщины стенки трубы. , округлено до ближайших 10 мм2 (0,10 дюйма2) | |||||||
| U – указанная минимальная прочность на растяжение, выраженная в мегапаскалях (фунтах на квадратный дюйм) | |||||||
| г. Меньшие значения для R10,5IRm могут быть установлены по договору | |||||||
| ч. для марок > x90 см. полную спецификацию API5L. | |||||||
Гидростатические испытания
Труба, выдерживающая гидростатические испытания без утечек через сварной шов или тело трубы. Соединения не должны подвергаться гидростатическим испытаниям при условии, что используемые секции труб прошли успешные испытания.
Соединения не должны подвергаться гидростатическим испытаниям при условии, что используемые секции труб прошли успешные испытания.
Испытание на изгиб
Ни на одной части образца для испытаний не должно быть трещин и не должно происходить раскрытия сварного шва.
Испытание на сплющивание
Критерии приемки для испытания на сплющивание должны быть следующими:
- Трубы EW D<12,750 дюйма:
- X60 с T 500 дюймов. Сварной шов не должен открываться до тех пор, пока расстояние между пластинами не станет менее 66 % исходного наружного диаметра. Для всех сортов и стен 50%.
- Для труб с D/t > 10 не должно быть раскрытия сварного шва до того, как расстояние между пластинами станет менее 30% исходного наружного диаметра.
- Другие размеры см. в полной спецификации API 5L.
Испытание на удар CVN для PSL2
Для труб многих размеров и марок PSL2 требуется CVN. Бесшовная труба подлежит испытанию в организме. Сварную трубу испытывают в теле, сварном шве и околошовной зоне. См. полную спецификацию API 5L для получения таблицы размеров и марок и требуемых значений поглощаемой энергии.
Сварную трубу испытывают в теле, сварном шве и околошовной зоне. См. полную спецификацию API 5L для получения таблицы размеров и марок и требуемых значений поглощаемой энергии.
Допуски: Внешний диаметр, овальность и толщина стенки
| Указанный наружный диаметр D (дюймы) | Допуск на диаметр, дюймы d | Допуск овальности в | ||||
|---|---|---|---|---|---|---|
| Труба, кроме конца | Конец трубы a,b,c | Труба кроме конца | Конец трубы a,b,c | |||
| Труба SMLS | Сварная труба | Труба SMLS | Сварная труба | |||
| < 2,375 | от -0,031 до + 0,016 | – 0,031 до + 0,016 | 0,048 | 0,036 | ||
| ≥2,375 до 6,625 | 0.020Д для | 0,015Д для | ||||
| +/- 0,0075D | – от 0,016 до + 0,063 | |||||
| По договоренности за | По договоренности за | |||||
| >6,625 до 24,000 | +/- 0,0075D | +/- 0,0075D, но не более 0,125 | +/- 0,005D, но не более 0,063 | 0. 020D 020D | 0.015D | |
| >24 до 56 | +/- 0.01D | +/- 0,005D, но не более 0,160 | +/- 0,079 | +/- 0,063 | 0,015D для но не более 0,060 | 0,01D для но не более 0,500 |
| Для | Для | |||||
| По договоренности | По договоренности | |||||
| для | для | |||||
| >56 | По согласованию | |||||
| а. Конец трубы включает длину 4 дюйма на каждом из концов трубы | ||||||
| б. Для труб SMLS допуск применяется для t≤0,984 дюйма, а допуски для более толстых труб должны быть согласованы | ||||||
г. Для расширенной трубы с D≥8,625 дюйма и для нерасширенной трубы допуск диаметра и допуск овальности могут быть определены с использованием расчетного внутреннего диаметра или измеренного внутреннего диаметра, а не указанного наружного диаметра. | ||||||
| д. Для определения соответствия допуску диаметра диаметр трубы определяется как длина окружности трубы в любой окружной плоскости, деленная на число Pi. | ||||||
| Толщина стенки | Допуски |
|---|---|
| т дюймов | дюймов |
| Труба SMLS b | |
| ≤ 0,157 | -1,2 |
| > 0,157 до < 0,948 | + 0,150 т / – 0,125 т |
| ≥ 0,984 | + 0,146 или + 0,1t, в зависимости от того, что больше |
| – 0,120 или – 0,1 т, в зависимости от того, что больше | |
| Труба сварная c,d | |
| ≤ 0,197 | +/- 0,020 |
| > 0,197 до < 0,591 | +/- 0,1т |
| ≥ 0,591 | +/- 0,060 |
а. Если в заказе на поставку указан минусовой допуск для толщины стенки, меньший применимого значения, указанного в этой таблице, плюсовой допуск для толщины стенки должен быть увеличен на величину, достаточную для сохранения применимого диапазона допусков. | |
| б. Для труб с D ≥ 14,000 дюйма и t ≥ 0,984 дюйма допуск на толщину стенки локально может превышать плюсовой допуск по толщине стенки еще на 0,05 т при условии, что плюсовой допуск по массе не превышен. | |
| в. Положительный допуск на утолщение стенки не применяется к зоне сварки | .|
| д. Полную информацию см. в полной спецификации API5L | .|
Справочные документы
API 5L 45th Edition для полной спецификации, включая приложения и полные требования к испытаниям и отчетности.
Стандартные / качественные трубы– JASCO
— ASTM A53 SCH 40–80 / SASO
GTC — BPE — GPE
Некоторые приложения- Водопроводные линии
- Ограждение
- Системы пожаротушения
- Барьеры
Примечание:
Допустимые отклонения веса и размеров:1- Внешний диаметр:
- 1 ½ дюйма и меньше: ± 0,4 мм.
- 2 дюйма и больше: ± 1%.

2- Толщина: — Толщина стенки: — 12,5%.
3- Вес: + 10%.
— EN 10255 (BS 1387-85)
Некоторые приложения- Перекачка воды
- Оросительные системы
- Мосты
- Автомобильные листы
- Фонарные столбы
- Молочные фермы
Примечание:
- Размеры и вес соответствуют ISO 65.
- Гидростатическое испытательное давление: 700 фунтов на квадратный дюйм (50 кг/см²)
- Допуски и толщина: легкая: -8%, средняя: -10%.
— BS Коммерческий BS21
Некоторые приложения- Стальная конструкция
- Ограждение
- Поручни
- Молочные фермы
- Кровля
Примечание:
- Прочность на растяжение: 33–47 кгс/мм².
- Удлинение 5,65 √S°: 20% (мин).
- Гидростатическое давление для испытаний: 50 кг/см² (700 PSI).
- Стандартная длина: 6 м.
- Масса трубы зависит от наружного диаметра и толщины стенки.

— Жесткие стальные трубы электропроводки UL-6 / ANSI C80.1, горячее цинкование
Примечание:
- Допуск: номинальный размер 12–41 мм ±0,38 мм, номинальный размер 53 — 155 мм ± 1% .
- Указанная длина рассчитана на длину кабелепровода 3,05 м (10 футов) при присоединении муфты кабелепровода с прямой резьбой.
— Трубы для строительных лесов
Старые трубы каркаса EN 39— Внутренний диаметр труб должен позволять вставлять манометр диаметром 37,7 мм в течение как минимум длина 200мм.
Трубы для строительных лесов EN 10219
Примечание:
Допуски :- Внешний диаметр: ±1%, минимум ±0,5 мм и максимум ±1,0 мм.
- Толщина стенки: ±10%
- Длина: 0, ±15 мм
- Масса: + 6% на отдельные поставляемые длины.
- Толщина стенки (Вес) Tol: = ± 5%
- Толщина цинкового покрытия = 40 микрон
- Цинковое покрытие Вес = 285 г/м²
Примечание:
Другие спецификации лесов могут быть изготовлены в соответствии с требованиями заказчика.