Правила заточки токарных резцов по металлу: инструмент, угол, доводка
Из всех технологических процедур, выполняемых над металлическими деталями, точение считается самой популярной. Ввиду этого заточка токарных резцов по металлу имеет большое значение. Ее нужно осуществлять правильно. Порядок проведения заточки токарных резцов зависит от материала, из которого сделан инструмент, назначения резца (фасонный, проходной, для нарезки резьбы, для расточки).

Как сила резания зависит от угла затачивания
Сила резания зависит от углов заточки, в особенности от переднего. Чем больше данный угол, тем меньше сила резания и тем проще отделять металлическую стружку. Однако это не означает, что передний угол возможно неограниченно увеличивать. При чрезмерном увеличении надежность резца по металлу уменьшается. Его кромка подвергается сильному износу, выкрашиванию. Ввиду этого, когда подбирают величину переднего угла, стараются не только уменьшить силу резания, но и получить прочную кромку, стойкий к износу металлорежущий инструмент.
Иногда используют токарные резцы с отрицательным передним углом (от – 5 до -10 градусов). Обычно такие инструменты используются при обточке твердых либо закаленных металлов.
Особенности затачивания
Есть некоторые особенности, которые необходимо принимать во внимание, осуществляя затачивание резцов для токарного станка своими руками. Задняя часть инструмента обрабатывается за 3 шага:
- Сначала выполняют обработку задней части под углом, который равен заднему углу державки. Обычно он больше, чем задний угол резания (примерно на 5 градусов).
- На втором шаге осуществляют обработку задней части режущей пластинки. Ее затачивают под углом, который превышает задний угол резания на 2 градуса.
- Теперь нужный угол формируется посредством доводки. Процедура выполняется на узкой фаске, которая прилегает к рабочей кромке.
За несколько шагов затачивается и передняя часть инструмента для токарного станка. Сначала затачивание осуществляется на угол, который равен углу режущей пластинки. Угол резания, формируемый на передней части инструмента, создают посредством чистового затачивания либо доводки.
Заточка резца облегчается, если применять особые накладки, устанавливаемые промеж опорной поверхности и станочного стола. Для того чтобы точно и качественно заточить инструмент, можете изменить конструкцию стола, добавить возможность регулировать его по высоте и поворотному углу. После подобного изменения использовать накладки будет не нужно.

Для заточки резца рабочая кромка должна быть расположена на одной линии с серединой абразивного круга. Стоит принимать во внимание, в каком направлении вращается точило. Так вы сведете к минимуму шанс того, что режущая пластинка оторвётся от резцовой державки. При вращении точила пластинка должна быть прижата к державке, а не оторвана от нее.
Разумеется, что по окончании затачивания резца нужно выполнять проверку правильности исполнения. Легче всего проделывать это особым шаблоном. Можете сделать его либо купить в магазине. Если будете изготавливать шаблон собственноручно, используйте листовую сталь.
Большая твердость подобного трафарета, которую он приобретет после закаливания, позволит применять его продолжительный срок. Делая шаблон, нужно вырезать на нем отверстия, которые соответствуют ходовым углам затачивания. Лишь после создания отверстий трафарет закаливают. Стоит учесть, что от того, насколько точно изготовлен подобный шаблон, зависит правильность затачивания режущего инструмента.
Для выполнения доводки применяют оселки из меди, присадочные элементы. Для доводки инструментов из твердых сплавов используют особую пасту, борный карбид, который смочен керосином. Для инструментов из иных металлов применяют оселки с малым уровнем абразивности. Их смачивают автомобильным маслом либо керосином.
Типы затачивания
Крупные предприятия, занимающиеся обработкой металлов обязательно располагают необходимыми для затачивания инструментов специалистами и оборудованием. Владельцы небольших мастерских выполняют заточку собственноручно.
Заточка резцов может быть выполнена одним из следующих методов:
- Абразивный (на шлифовочном круге).
- Механико-химический (выполняется обработка специальными средствами).
- С помощью особых приборов.
Абразивное затачивание выполняется на заточном, токарном устройстве либо на шлифовочном брусочке. Вручную трудно наточить резец, соблюдая требуемые углы. Дополнительную сложность создает нагрев металла, приводящий к потере свойств. Ввиду этого качество затачивания прямо зависимо от навыков рабочего.
Резцы из твердых сплавов точат на зеленом карборунде. Инструменты из разных видов стали проходят обработку шлифовочными кругами, сделанными из среднетвердого корунда. Начальное обрабатывание осуществляется оселками с абразивом 36-46, завершающее – 60-80. Перед тем как устанавливать круг на станочное устройство, нужно удостовериться в том, что он целостен. При обработке он может сломаться, травмировать токаря, изменить углы токарного резца.

Механико-химический способ дает возможность эффективно и быстро заточить резец, предотвращает образование сколов, трещинок. Данный метод используется для заточки больших инструментов из твердых сплавов. Они проходят обработку купоросным раствором. В результате химической реакции образуется тончайшая защитная пленка, смываемая частичками абразива, которые присутствуют в растворе. Процедура выполняется в станочном устройстве, которое оборудовано резервуаром с передвижным шлифовальником. Зафиксированный инструмент перемещается возвратно-поступательно. Кроме того, резец прижимается к абразиву (150 г на кв. см).
Заточку алмазных резцов выполняют на специальном оборудовании электрокорундовыми/кремниевыми кругами.
Углы затачивания
Далее будет приведен список углов заточки для всех распространенных материалов. Первая дробь указывает на задний угол при черновом обрабатывании, вторая – на задний угол при чистовой обработке. Третья дробь показывает величину переднего угла. В числителе указываются углы для резцов, которые точат и растачивают детали, а в знаменателе – для инструментов, строгающих заготовки.
- Сталь (твердость меньше восьмисот Мегапаскалей) – 8/6, 12/8, 15/12.
- Сталь (твердость больше восьмисот Мегапаскалей) – 8/6, 12/8, 10/10.
- Сталь (твердость больше тысячи Мегапаскалей) – 8/6, 12/10, 10/8.
- Серый чугун (твердость по Бриннелю меньше двухсот двадцати) – 6/6, 10/10, 12/8.
- Серый чугун (твердость по Бриннелю больше двухсот двадцати) – 6/6, 10/10, 8/5.
- Ковкий чугун – 8/8, 10/10, 8/8.
Основной угол в плане должен составлять 30 – 45 градусов. Ширина фаски зависит от сечения резцовых стержней.
Какие абразивные круги используются для затачивания токарных инструментов
Затачивание проходного инструмента по державке и под углом 5 градусов выполняется кругом из электрокорунда, имеющим зернистость сорок — пятьдесят, твердость СМ1/2. Окружная скорость круга составляет 25 м/с.
Подготовительное затачивание осуществляется изделиями из черного кремниевого карбида, имеющими зернистость двадцать пять — сорок, твердость М3-СМ1. Финальное затачивание отрезного инструмента выполняется кругами из зеленого кремниевого карбида, имеющими зернистость шестнадцать — двадцать пять, твердость М3-СМ1.
Параметры точильных кругов для стальных и твердосплавных резцов прописаны в таблице режимов затачивания. Там же можно посмотреть окружные скорости кручения.
В настоящее время финальное затачивание рекомендуется проводить посредством алмазного круга. В особенности это актуально для пластин из твердых сплавов. Окружная скорость круга при подготовительном/финальном затачивании не должна превышать двенадцать — пятнадцать метров в секунду.
Проведение доводки
После затачивания инструментов их доводят борным карбидом на диске из чугуна, вращающемся со скоростью 1-2 м/с. Диск должен вращаться по направлению от опоры инструмента к рабочей кромке.
При выполнении доводки лезвия и поверхности инструмента последовательно притираются. Кроме того, удаляются неровности, резцы доводятся до блеска.
Для чего проводить доводку? Дело в том, что при токарном обрабатывании инструмент изнашивается и затупляется по причине трения пластины о стружку и заготовку. Чем ровнее пластина, тем слабее трение, медленнее изнашивание инструмента.
Доводка осуществляется абразивными пастами, состоящими из борного карбида. Намочите диск для доводки керосином. Нанесите на него пасту (зигзагообразно), поднесите инструмент к диску. При использовании керосина можете применять пасту ГОИ. В случае если вы применяете современную пасту, смачивать диск керосином необязательно.

Стол подручника должен стоять так, чтобы резцовые лезвия находились чуть ниже либо на одной линии с серединой диска. Диск должен вращаться направлено к резцовой пластине.
При прижатии инструмента и выполнении доводки частички пасты измельчаются. Когда они проходят через кромки, на резце не появляется сколов, потертостей. Зерна пасты обеспечивают устранение неровностей с резцовой поверхности.
Для того чтобы более подробно изучить процедуру доводки, можете посмотреть обучающее видео. Помните, что качественно сделанная доводка обеспечит продолжительную эксплуатацию резца без повторного затачивания.
oxmetall.ru
углы, станки, видео, своими руками
Технологические операции, проводимые на токарном станке с заготовками при помощи специальных приспособлений, связаны с получением в итоге изделия нужной конфигурации, представленной на чертеже. А чтобы точение было рациональным, точным необходима заточка токарных резцов по металлу, которая выполнит необходимый профиль, углы требуемой величины и соответствующие параметры рабочей части. Подготовке такого средства придается серьезное значение.
 Заточка токарного резца по металлу
Заточка токарного резца по металлуНазначение резца, конструкция, виды
Для получения деталей из слитка металла при точении на токарном оборудовании используют специальный инструмент. Изготавливают из стали, причем твердость материала выше, чем этот показатель у обрабатываемой заготовки. Стержень-державка и рабочая головка, главные элементы конструкции резца из металла, за счет первого инструмент закрепляется на токарном станке.
Функция второй составляющей, заключается в срезании слоя поверхности металла при обработке. Стержень-державка или тело резца в сечении квадратной формы или прямоугольной. Основная режущая кромка рабочей головки в сечении фасонная (клин) иди прямая. Режущей части из металла при эксплуатации требуется регулярная заточка. В современных условиях существует достаточный выбор резцов.
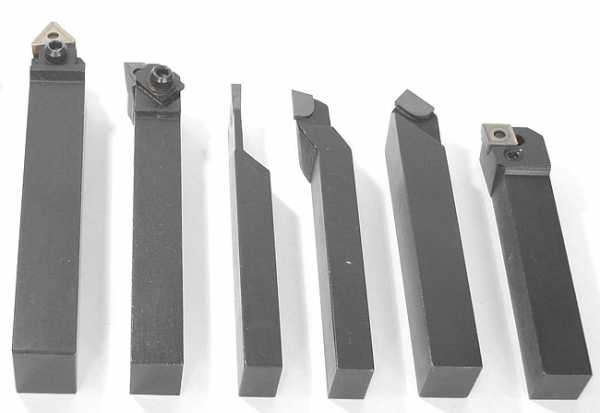
Токарные резцы для обработки металла со сменными пластинами
Подбирая снасть, следует учесть такой показатель, как углы. Классификация видов выглядит следующим образом:
- проходные;
- отрезные;
- подрезные;
- расточной;
- фасонные;
- канавочные:
- фасочные;
- упорный;
Проходные, этим типом устройства обрабатывают цилиндрические болванки. Инструмент отрезного вида используют для обрезки прутков. Обрезка выполняется под заданным углом. Приспособление отрезного типа служит и для прорезания в них канавок различного назначения. Подрезные, данный тип приспособлений используют для торцевания болванок и уменьшения уступов. Расточной, это средство используют для обработки отверстий нужного диаметра в заготовках или деталях токарном станке.
Канавочный — назначение такого устройства состоит в формировании внутренних и наружных канавок на цилиндрической поверхности, выдерживая нужные углы. Иногда требуется функция отрезного типа, когда необходимо убрать часть металла заготовки. Резьбонарезные, этим устройством на токарных станках нарезают резьбу. Фасонный — предназначение этого резца состоит формировании выступов и канавок на обрабатываемой болванке, при это получаются углы с требуемыми параметрами.
Фасочные — этим устройством после заточки выполняют внутренние и наружные фаски на изделии. Упорный используют для точения деталей из металла с уступами небольших размеров. Для снижения вибрации при работе на токарном станке требуется выверять его положение. Упорный применяют для нежестких деталей.
Виды резцов подразделяют еще по направлению обработки токарном оборудовании на левые и правые, по материалу, из которого они изготовлены, по способу присоединения режущей части к державке и другим параметрам.
Порядок и правила заточки инструмента
Для предупреждения появления сколов и задиров на обрабатываемых деталях, поломки и других нежелательных факторов при работе на токарном агрегате, требуется правильная заточка резца. Эта процедура выполняется при изготовлении нового или износе старого устройства. Сам процесс заточки резцов заключается в придании требуемой формы и необходимого угла затупившемуся или новому приспособлению.
Восстановить режущую часть, можно применяя специальное оборудование по металлу при достаточном уровне мастерства и знаний работника. Ведь от правильной заточки токарных резцов зависит трудоемкость и производительность. На крупных предприятиях созданы подразделения занятые подготовкой оснастки. На малых заточка выполняется токарем.
На данный момент существуют следующие способы заточки токарных резцов:
- абразивный;
- химико-механический;
- с использованием специальных приспособлений;
Углы заточки в зависимости от вида точения стали и чугуна
Абразивная заточка резца выполняется на специальном заточном агрегате или стандартном наждаке. При использовании последнего варианта трудно выдержать нужные углы при обработке приспособления. Агрегаты для заточки имеют два круга. Абразив из белого электрокорунда используют для точения резца из быстрорежущей стали. Заточка устройств из твердых сплавов выполняется кругом из карбида кремния зеленого цвета.
Алмазным диском делают финишную шлифовку на токарном или другом агрегате. Химико-механический способ подразумевает точение в специальном составе. Точность заточки проверяют шаблонами.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Заточка токарных резцов по металлу — инструмент, угля и порядок заточки резцов
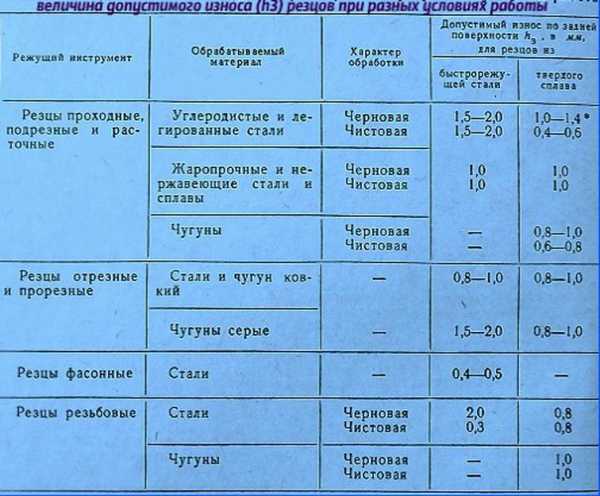
Заточка резца необходима для придания требуемой формы и угла рабочей поверхности. Производится она при превышении допустимых параметров износа резца, или перед началом работы новым инструментом. Данная операция позволяет значительно продлить срок эксплуатации оснастки, но требует строго соблюдения технологии работ.
Когда необходима заточка резца
В процессе точения происходит трение стружки о переднюю поверхность инструмента и обрабатываемой детали о заднюю в зоне реза. При одновременном значительном повышении температуры происходит постепенный износ детали.
При превышении максимально допустимой величины износа резец не может быть использован для дальнейшего проведения работ и требует заточки и доводки по передней и задней поверхности.
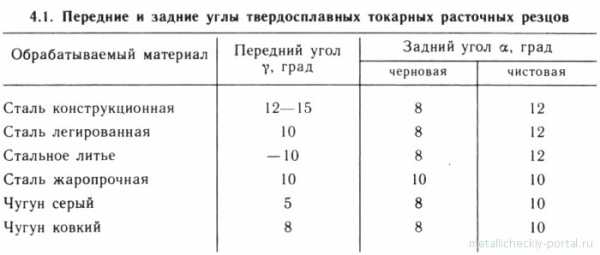
Допустимая величина износа указана в таблице ниже
Инструмент для заточки
Для абразивной заточки резца может быть использован заточной или токарный станок. Для твердосплавного инструмента используется зеленый карборунд средней твердости. Для первичной обработки абразив круга должен составлять 36-46, при завершении процесса – 60-80. Для высокого качества заточки необходим целый круг, без дефектов и нарушения геометрии.
Для заточки токарных резцов широко применяются и алмазные круги, что обеспечивает высокую чистоту режущих поверхностей. В сравнении с карборундовыми кругами чистота поверхности резца повышается на два класса, увеличивается производительность работ. Применение алмазных кругов увеличивает и ресурс работы инструмента – возможное количество переточек резца увеличивается на 20-30%. Но следует учесть, что экономически целесообразно применение заточки алмазным инструментом при припуске не более 0,2 мм. При большем значении рекомендует предварительная заточка карборундовым кругом.
Порядок и особенности
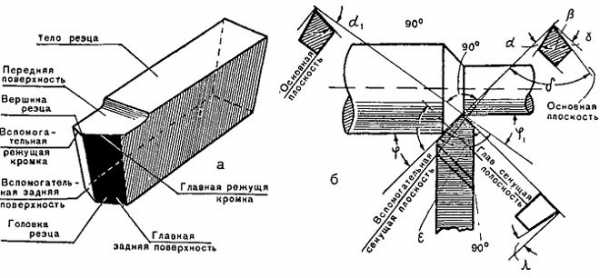
В зависимости от характера износа и конструкции оснастки производится заточка по передней, задней или обеим поверхностям. На рисунке ниже указаны все поверхности токарного резца
Для стандартных резцов, как правило, применяется заточка по всем режущим поверхностям. При незначительном износе восстанавливается геометрия только задней поверхности. Оснастка для многорезцовых станков восстанавливается только по задней поверхности, фасонная – только по передней.
Стандартный порядок заточки:
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления конца.
Параметры заточки задней поверхности указаны на рисунке ниже

На рисунке (а) указана задняя поверхность с одной плоскостью заточки, на рисунке (б) – с несколькими. При напайке твердосплавных пластин задняя поверхность имеет три плоскости:
- по фаске высотой не меньше чем 1,5 мм под углом а;
- по оставшейся высоте под углом а+3°;
- по державке под углом а+5°.
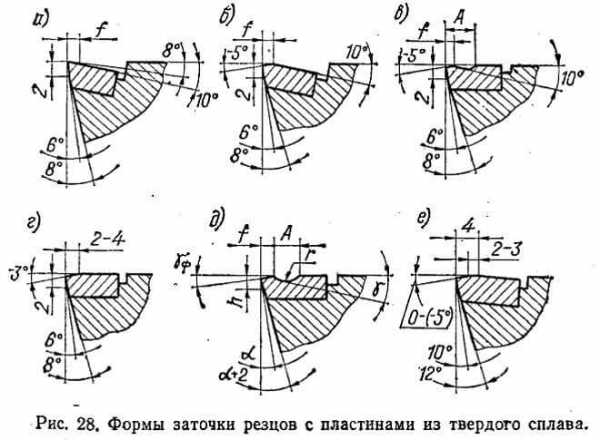
Заточка передней поверхности твердосплавных резцов имеет гораздо большее количество разновидностей (см. рис. ниже).
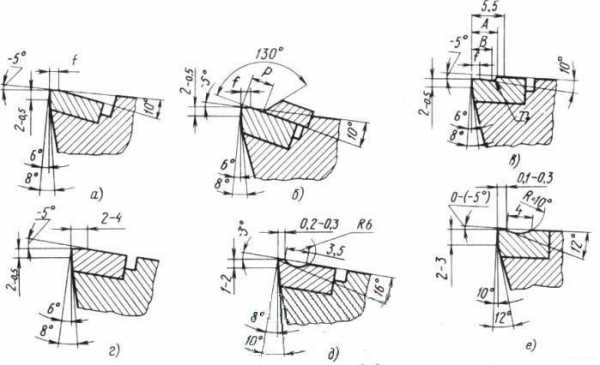
Основные формы:
- Плоская с положительным передним углом (а).
- Плоская с отрицательным углом (б).
- Криволинейная с отрицательным углом (в).
- Плоская с отрицательным углом для черновой обработки (г).
- Криволинейные с отрицательным углом для нержавеющих сталей (д), и других материалов (е)
В процессе заточки необходимо чтобы режущая кромка обрабатываемого инструмента располагалась на линии центра заточного станка или ниже не более чем на 3-5 мм. Направление вращения круга должно обеспечить прижим пластинки к державке, т. е. идти на пластинку. В процессе работы желательна непрерывная подача охлаждающей жидкости. При периодическом охлаждении возможно перенапряжение структуры материала и появление микротрещин.
При заточке необходим легкий нажим и постоянное перемещение вдоль поверхности круга для формирования ровной поверхности. После завершения заточки геометрия инструмента проверяется с помощью шаблонов или специальных приборов.
Доводка инструмента
После заточки необходима последовательная притирка рабочих поверхностей в том же порядка, как производилась заточка. При доводке необходимо удалить все шероховатости и отполировать поверхность до зеркального блеска. Чем чище поверхность, тем ниже трение при точении и выше стойкость инструмента.
Доводка осуществляется с помощью абразивных паст карбида бора на вращающемся чугунном диске (не более 2 м/с). Может использоваться паста ГОИ или другие специальные материалы для полировки. Для полировки паста наносится на диск. Далее, при вращении диска, резец прижимается и зерна абразивной пасты сглаживают имеющиеся шероховатости. Таким образом, полностью восстанавливается геометрия и первоначальная чистота рабочей поверхности резца, обеспечивается его пригодность к дальнейшей эксплуатации.
mekkain.ru
Резцы по дереву своими руками: самодельный инструмент, заточка, использование
Сегодня многие умельцы в домашних условиях делают замечательные поделки из дерева. Для таких работ нужен хороший инструмент. Вопрос, как сделать резцы по дереву в домашних условиях, актуален не только для любителей декоративно-прикладного творчества, но и для плотников, токарей и представителей других смежных профессий. О резцах по металлу читайте здесь.
Резцы по дереву
 Для работ на токарном станке по дереву нужен не один резец, а несколько. Причём все резцы имеют разную форму и предназначение. Существует два основных вида таких резцов:
Для работ на токарном станке по дереву нужен не один резец, а несколько. Причём все резцы имеют разную форму и предназначение. Существует два основных вида таких резцов:
- Для грубой, первоначальной обработки.
- Для придания формы и окончательной доработки.
Несмотря на нюансы применения, все резцы для работы на токарном станке по дереву имеют общие принципы изготовления и требования к форме. Любой резец состоит из лезвия (около 30 см в длину) и рукоятки (не менее 20 см). В свою очередь, рукоятка состоит из деревянного держака и металлического кольца для фиксации металлического резака.
Основная рабочая плоскость делится на три части: лезвие — самая острая часть, тело — плоскость резца, которая используется для держания и упора, хвостовик — узкая часть, применяемая для крепления в рукоятке.

В набор токарных резцов по дереву входит разный инструмент. Резцы по своей функциональности делятся на четыре основные группы:
- Чтобы отрезать заготовку применяют отрезные.
- Чтобы придать цилиндрическую форму — расточные.
- Для точения двухгранных выемок и выступов — подрезные.
- Для создания овальных выемок — фасонные.
Схема изготовления
Большое значение в качества резца играет выбор металла для рабочего полотна. Многие мастера используют для этого старые напильники, рашпили и другие инструменты, сделанные из высококачественной стали. Автомобильные рессоры могут стать замечательным материалом для будущего замечательного инструмента. Однако такой резец после заточки следует закалить.
Для изготовления рукоятки лучше использовать твёрдые породы древесины (груша, слива, яблоня, дуб, бук). Приготовив материалы для будущего орудия труда, можете приступить к следующим шагам:
 Выточите рукоятку.
Выточите рукоятку.- Насадите фиксирующее кольцо на рукоятку. Следите, чтобы кольцо плотно прилегало к поверхности.
- Просверлите отверстие малого диаметра в торце рукоятки для вставки основного полотна.
- Если сталь для полотна не закалённая, то самое время его закалить.
- Заточите на точильном станке хвостовик. Он должен быть острым на конце.
- Вбейте полотно в рукоятку. Проверьте надёжность крепления.
- Заточите лезвие полотна нужной конфигурации. Используйте для заточки шлифовальные круги разной зернистости. Угол заточки может быть от 20 до 60 градусов, в зависимости от предназначения инструмента и личных предпочтений мастера.
- Проверьте визуально готовый резец на наличие трещин, сколов и других изъянов, которые сразу устраните.
 Выточите рукоятку.
Выточите рукоятку.Работать резцами начинайте на мягких породах древесины (тополь, берёза, липа). Убедившись, что инструмент надёжный переходите на обработку более твёрдых пород.
Регулярно проверяйте стамески для токарного станка по дереву на надёжность и прочность. От этого зависит ваша безопасность.
Применение на практике
Изготовленные собственноручно инструменты радуют, и возникает вопрос, что можно сделать на токарном станке с их помощью. Токарные работы очень востребованы в строительстве и дизайне, а также декоративном искусстве. Например, фигурные балясины для лестницы внутри дома или крыльца. Красивый подсвечник на камине или журнальном столике может украсить и разнообразить вид любого интерьера. Точёные шахматные фигуры — мечта любителей этой древней игры.
Прежде чем приступить, нужно проверить надёжность станины, на которой установлен станок. Также осматриваются крепления и прочность передней и задней бабки, подручника и исправность всех фиксаторов. Сразу нужен правильный рабочий режим, чтобы неоцентрованную заготовку не вырвало большой скоростью вращения.

После того как мастер решил, что собирается сделать, нужно приготовить болванку для будущего изделия. По чертежу определите размеры и в соответствии с этими данными выбирается нужная заготовка.
Отцентрируйте торцы бруска. Для большей безопасности и удобства состругайте рубанком ребра бруска и придайте ему форму восьмигранника.
 При переходе на более тонкую обработку на первое место выходит техника безопасности. Следите, чтобы правильно установить рекомендованными станковые скорости вращения. Нарушение установленных норм обработки может привести к несчастному случаю, если это работа на станке с большим диапазоном скоростей вращения. Помните, что правила безопасности написаны для блага людей, чтобы без проблем для жизни и здоровья выполнять токарные работы по дереву. Своими руками можно всё испортить, если не последуете проверенным временем рекомендациям.
При переходе на более тонкую обработку на первое место выходит техника безопасности. Следите, чтобы правильно установить рекомендованными станковые скорости вращения. Нарушение установленных норм обработки может привести к несчастному случаю, если это работа на станке с большим диапазоном скоростей вращения. Помните, что правила безопасности написаны для блага людей, чтобы без проблем для жизни и здоровья выполнять токарные работы по дереву. Своими руками можно всё испортить, если не последуете проверенным временем рекомендациям.
Изготовив свой первый резец, мастер обычно хочет продолжить совершенствоваться в этом нелёгком деле. Помните, что правильно сделанный и заточенный инструмент залог эффективной работы на токарном станке. Следуйте полезным советам и постоянно осваивайте новые приёмы и приспособления.
obrabotkametalla.info
Заточка резцов для токарного станка по дереву
Как заточить резец для токарного станка по дереву? :
Работа токарных станков невозможна без применения режущей оснастки. Чаще всего оборудование снабжается резцами, которые позволяют выполнять большинство обрабатывающих операций. Среди них можно выделить растачивание, нарезку канавок и резьбы, подрезание и т. д. Отдельная группа режущего инструмента используется для предварительной подготовки древесины. Оператор ликвидирует лишнюю массу заготовки, позволяя интегрировать ее в рабочую зону для выполнения более точных целевых операций. Но в любом случае резец для токарного станка по дереву должен иметь оптимальную заточку. Привести характеристики оснастки в надлежащий вид помогает специальное оборудование, но для начала стоит разобраться с конструкцией самого резца.

Как устроен резец?
Основу представляет металлический стержень, который условно можно подразделить на две части: рабочую головку и хвостовик. Режущая часть имеет форму треугольника с задними и передними вспомогательными поверхностями, по которым в процессе резки сходит стружка. Обработка выполняется главной режущей кромкой, которую мастера называют вершиной. Это место пересечения вспомогательной и главной кромок.
Что касается заточки, имеет значение состояние именно этой части. Вершина может быть закругленной или острой. Также инструмент имеет разные форматы. Обычно учитывается размер державки – в среднем от 8 до 25 мм. Для универсальных работ лучше приобретать набор резцов по дереву для токарного станка, в который входит более 10 экземпляров. В стандартном комплекте предусматриваются резцы с разной формой, что позволяет делать пазы, канавки, снимать фаску и выполнять фигурную обработку.

Разновидности токарных резцов
Общий сегмент токарных резцов в главной классификации предполагает подразделение оснастки по назначению – для дерева и металла. В данном случае рассматривается первый тип. От резцов по металлу такие модели отличаются материалом изготовления. Технологи применяют инструментальные марки стали, в то время как обработка металла реализуется резцами, выполненными из углеродистых твердых сплавов.
Также разные виды резцов для токарного станка по дереву отличаются конструкцией. Рабочая часть может быть прямой, отогнутой, оттянутой или изогнутой. Выбор того или иного вида резца определяется методом обработки древесины, характеристиками резки и оборудованием. К слову, параметры интеграции оснастки в зону крепления тоже обуславливают различия в конструкции хвостовика. Современные станки ориентируются на универсальность, то есть возможность работы с державками прямоугольного, круглого или квадратного типа. Причем в данном аспекте различия между резцами по металлу и дереву чаще всего не проводятся.
Как делают резцы своими руками?
Как видно, резец достаточно просто устроен, и рядовой токарный станок вполне может быть обеспечен самодельным аналогом. Обычно такие изделия создаются на основе напильников и рашпилей. Домашние мастера лишь переделывают их под формат конкретного токарного оборудования. За основу можно брать также автомобильные рессоры или отрезки арматурного стержня. Но в таких случаях потребуется больше усилий при доработке формы элемента.
Далее самодельные резцы для токарного станка по дереву тщательно подвергаются механической подгонке под нужный типоразмер. Это первая заточка, в рамках которой будет сформирована рабочая кромка. Недостатком самодельного резца является то, что заготовка может иметь внутренние дефекты, полученные в результате предыдущей эксплуатации. Тот же напильник после длительного применения по первому назначению из-за напряжения в структуре часто наделяется пустотами, что сокращает его рабочий ресурс.

Почему важна заточка резца?
Потребность в выполнении этой операции, на первый взгляд, аналогична заточке кухонных ножей. Острое лезвие эффективнее справляется с задачами резки, требуя меньше усилий и времени. Но в случае с коррекцией станочной оснастки имеют место и другие технологические нюансы. Качественно выполненная заточка является профилактической мерой, позволяющей исключить риск срыва рабочей головки в процессе эксплуатации.
Кроме того, предупреждаются негативные деформационные явления в виде образования сколов и задиров. Очевидно, что в своем качестве повышается и непосредственно работа на токарном станке по дереву. Резцы, получившие правильную заточку, формируют ровные пазы и канавки, не говоря о фигурных операциях. Влияют на качество работы и другие факторы, но острота вершины инструмента является ключевым условием для достижения оптимального результата.

Оборудование для заточки
Поскольку резец изготавливается на основе инструментальной стали, заточка его должна выполняться на оборудовании с высокой мощностью. Для таких нужд используют расточные машины в разных конфигурациях. Базовый состав конструкции включает два фиксатора-основания и выдвижной подручник с упором V-образной формы. В качестве дополнения могут применяться регулируемые подручники, расширяющие возможности крепления заготовки.
Например, если необходимо доработать косой резец для токарного станка по дереву, то может потребоваться и насадка соответствующей формы. В этом случае и поможет регулируемый подручник. Но чаще всего используются универсальные модели держателей, предназначенные для широкого спектра типовых резцов. Фиксирующая основа обычно крепится под элементами, которые выполняют заточку. Взаимное расположение функциональных сторон в этой части определяется параметрами заточки. Современные модели точильных станков также позволяют обслуживать лезвия скребков, оснастку рубанков и стамесок.
Заточка абразивными кругами
Точильный станок представляет собой лишь техническую базу для организации механического взаимодействия между обрабатываемым инструментом и абразивом. Заточка производится изготовленными из электрокорунда дисками при их вращении с частотой порядка 3000 об/мин. Абразив может выполняться из других материалов разной степени твердости, но в любом случае он должен исключать перегревы режущей кромки.
Например, в некоторых случаях рекомендуется низкочастотная заточка на уровне 2000 об/мин с применением 20-сантиметрового круга из окиси алюминия. Получается в некотором роде эффект «мягкой» заточки, который выгоден, если используется среднеформатный или маломощный токарный станок по дереву. Как заточить резец абразивным диском? Опытные мастера рекомендуют производить заточку с небольшим прижимом инструмента к вращающемуся диску. При этом должна обеспечиваться и равномерность, что достигается перемещениями лезвия из стороны в сторону. Если используется станок с выдвижным подручником, то важно следить, чтобы пятно контакта абразива и резца располагалось выше, чем ось вращения круга.

Доводка характеристик резца
Это более точная операция, выполняемая на станках с алмазными кругами. Данный способ заточки чаще используют, когда нужно убрать явные дефекты. К примеру, если резец для токарного станка по дереву имеет заусенцы, трещины или зазубрины. При этом рабочий процесс осуществляется под механическим управлением. То есть обрабатываемый инструмент фиксируется в тисках и контролируется гидравлическим или электроприводом. Оператор регулирует параметры смещений резца в соответствии с требованиями к параметрам его коррекции.
Общие рекомендации по выполнению заточки
Еще перед началом заточки должно быть тщательно проверено состояние станка и шлифовального круга. При ручной работе резец необходимо опирать на подручную опорную часть, а не удерживать его на весу. Как правило, сам подручник устанавливается в 3-5 мм от абразивного диска. Для исключения риска критических перегревов заточка резцов для токарного станка по дереву выполняется с периодическим охлаждением водой. Это позволяет также избежать образования мелких трещин, возникающих при экстремально высокой термической нагрузке.

Заключение
График проведения заточки определяется условиями эксплуатации инструмента. В обязательном порядке данная операция выполняется после изготовления или радикальной коррекции формы рабочей головки. Каждый резец для токарного станка по дереву имеет свой эталонный шаблон. Это образец, по которому оценивается качество заточки. Мастер проверяет корректность сформированных углов и поверхностей. Также на современных линиях производства существуют пункты с электронным контролем инструмента, которые анализируют характеристики применяемых режущих деталей в автоматическом режиме.
www.syl.ru
Токарные резцы по дереву – основные виды и особенности их изготовления. Плоские и косые прямые, отрезные, полукруглые плоские, желобчатые
Все фото из статьи
Для того чтобы изготавливать различные декоративные элементы из деревянных заготовок на токарных станках, требуются специальные приспособления – токарные резцы по дереву. Можно приобрести их в готовом виде, но набор такого инструмента зачастую стоит очень дорого, поэтому мы рассмотрим вариант самостоятельного изготовления.
Работы довольно просты, главное – иметь под рукой необходимый инструмент и оборудование.

На фото: так выглядит стандартный набор, с помощью которого можно выполнять практически любую работу
Что потребуется для проведения работ
Рассмотрим, какие материалы и приспособления понадобятся в первую очередь для того, чтобы изготовить самодельные резцы для токарного станка по дереву:
| Заточной станок | Подойдет и компактный вариант для домашнего использования, главное – чтобы на нем был качественный абразивный круг, а для выполнения заточки некоторых вариантов изделий желательно иметь заточные диски разной конфигурации. |
| Заготовки под резцы | Для этих целей необходимо использовать твердые марки стали, чаще всего встречается вариант Р6М5. Домашние мастера зачастую приспосабливают старые напильники, метчики и другие подручные элементы (обоймы от подшипников и т.д.). |
| Деревянные ручки | Для того, чтобы было удобно работать с инструментом, необходимо оборудовать их ручкой, которую можно изготовить все на том же токарном станке, а можно приобрести несколько штук в готовом виде. Они есть в продаже в любом хозяйственном магазине, и их цена достаточно демократична. |
Важно! При проведении работ следует использовать защитные приспособления: перчатки и очки. Также следует использовать одежду, закрывающую все открытые участки, чтобы искры не стали причиной ожога.

Вращающийся абразивный круг представляет повышенную опасность, проводите работы осторожно и не спеша
Основные виды резцов
Для того, чтобы в домашних условиях проводить обработку древесины, необходимо несколько основных конфигураций инструмента. Резцы для токарных работ по дереву изготавливаются по-разному в зависимости от их типа (см.также статью «Электрический лобзик по дереву: устройство и принцип действия, критерии выбора»).
Плоские прямые
Этот вид приспособлений предназначен для обработки поверхности и создания каких-либо выемок и пазов в изделиях, основными особенностями можно считать следующие факторы:
- С помощью данного варианта очень быстро и легко делаются прямоугольные выемки.
- Ширина лезвия может варьироваться в широких пределах, стандартный диапазон – от 4 до 40 миллиметров.
- Угол заточки составляет от 25 до 45 градусов, это зависит как от используемой заготовки, так и от ваших предпочтений. Если вы поработаете с инструментом какое-то время, то будете знать, какой вариант подходит вам лучше всего.
- Ниже представлен стандартный вариант, вы можете взять его за основу, а можете сделать свою конфигурацию.
Такой вариант среди мастеров называется скребок
Изготовление происходит следующим образом:
- Берется плоский напильник нужной ширины, если его торец обломан или поврежден, то его надо выровнять.
- Далее режущая часть аккуратно затачивается, при этом контролируйте, чтобы угол был равномерным по всей ширине кромки.
- В последнюю очередь ставится ручка, в случае с напильником она уже может присутствовать, но даже если ее нет, установить этот элемент не составит труда.
Совет! Мы рекомендуем изготовить 2-3 варианта разной ширины, это позволит выполнять разнообразные задачи в процессе изготовления того или иного изделия.
Косые прямые
Заточка токарных резцов по дереву рассматриваемого типа осуществляется с обеих сторон
Такие резцы токарные по дереву своими руками изготавливаются также очень быстро и просто, инструкция выглядит следующим образом:
- Вначале следует определиться с шириной будущего приспособления, она, как и в вышеописанном варианте, может составлять от 4 до 40 миллиметров, толщина должна быть достаточной для обеспечения надежности инструмента в процессе работы.
- В первую очередь срезается угол торца, он должен составлять 70-75 градусов, именно этот вариант обеспечивает наилучшее удобство в работе и максимальную производительность труда.
- Заточка резцов для токарного станка по дереву производится под углом 25 градусов с каждой стороны, при этом важно следить, чтобы кромка лезвия была прямой, без каких-либо изъянов, так как от этого напрямую зависит качество проводимых работ.
Стоит отметить, что это самый широко используемый вариант, характеризующийся своей универсальностью:
- Мейсель, как еще называется данный вариант, применяется для чистовой обработки поверхности.
- С помощью данного инструмента очень легко обрабатывать выпуклые элементы.
- Стороной с тупым углом можно делать закругления.
- Также косой резец отлично подходит для торцевания изделий и из отрезки.
Отрезные

Этот вариант представляет собой угловой резец, грани которого затачиваются с одной стороны
Его основные сферы использования:
- Как понятно из названия, с его помощью отрезаются заготовки.
- Также можно проводить первичную обработку элементов и их черновое выравнивание.
Изготовление производится следующим образом:
- Рабочая часть торца отрезается под углом 40-45 градусов.
- Угол заточки должен составлять от 30 до 40 градусов.
- Длина выбирается в зависимости от того, как удобнее вам.
Полукруглые плоские
С помощью такого варианта можно делать на заготовке полукруглые выемки
Этот вариант используется для более качественной обработки поверхности, а также для создания выемок на изделии.
Его изготовление происходит так:
- В первую очередь необходимо обточить торец на наждаке до получения нужной формы.
- Далее надо заточить кромку под углом от 25 до 40 градусов.
- Если вы будете вытачивать изделия с различными декоративными элементами и выемками, то следует изготовить несколько таких резцов.
Желобчатые
Этот вариант имеет целый ряд особенностей:
- Форма лезвия представляет собой желоб, ширина может быть различной, но обычно варьируется в пределах от 20 до 30 мм.
- Основное предназначение этого варианта – черновое снятие древесины, при этом поверхность после обработки будет не очень гладкой.
- Также данный вариант используется для создания вогнутых форм, а также для выборки выемок при производстве лобового точения.

Резец с рабочей частью полукруглой формы по-другому называется рейер
Ввиду довольно сложной конфигурации изготовить этот вариант не так просто, как все вышеописанные. Многие просто приобретают этот вариант в магазине, а остальные делают самостоятельно.
Но если вы решили обойтись своими силами, то данная глава поможет вам разобраться в данном виде работ:
- Заготовкой для изготовления резца будет выступать метчик для нарезания резьбы по металлу соответствующего диаметра. Не нужно брать новое изделие, достаточно и изношенного варианта, ведь нам неважно состояние рабочей части.
- Далее необходимо обработать торцевой участок так, чтобы на расстоянии 8-10 сантиметров получился полукруг, то есть удаляется половина элемента.
- После этого делается углубление, чтобы создать желобок на рабочей части, все эти работы невозможны без наличия оборудования для металлообработки.
- Заточке подвергается нижняя выпуклая часть, угол должен быть от 30 до 40 градусов, в конечном итоге у вас получится вариант наподобие того, что показан на фото.

Так должна выглядеть рабочая часть в готовом варианте
Углы заточки токарных резцов по дереву в домашних условиях определить сложно, поэтому за точностью гнаться не стоит, лучше после доработать поверхность, чем испортить ее изначально. Работы требуют минимальных навыков работы с металлом, и небольшая практика позволит вам добиться отличного результата.
Вывод
Изготовить резцы для обработки дерева на токарном станке по силам каждому, кто имеет под рукой набор нужного оборудования. Видео в этой статье расскажет больше информации по некоторым вопросам, затронутым в данной теме (читайте также статью «Шлифовальный станок по дереву: разновидности и особенности эксплуатации»).
загрузка…
rubankom.com
Заточка токарных резцов по дереву
Во время обработки дерева, используемые резцы и стамески проводят снятие слоя древесины. Со временем инструмент притупляется, что оказывает влияние на качество обработки. Именно поэтому достаточно важным вопросом можно назвать то, как заточить стамеску по дереву.

Зажим для заточки токарных резцов по дереву
Что можно использовать?
Провести заострение можно двумя методами:
- Ручной подразумевает отсутствие механизации всего процесса, то есть, от начала до конца все выполняется вручную. Этот способ менее производительный, добиться необходимого результата довольно сложно.
- Есть также приспособление, при помощи которого заточка стамесок и резцов по дереву упрощается. Подобные станки также имеют специальный камень, который проводит снятие металла.
Два вышеприведенных способа обработка используется в производстве. Ручной метод позволяет быстро заострить инструмент в случае малого износа режущей кромки и при отсутствии механических повреждений. Специальное приспособление позволяет восстановить режущую поверхность, удалить различные дефекты.
Особенности станков
Приспособление, на котором проводится заточка токарных резцов по дереву и других инструментов, имеющее точильный камень называют заточным станком. Зачастую он имеет вертикальное расположение камня, когда ось вращения проходит в горизонтальной плоскости.
Существует огромное количество вариантов исполнения подобного оборудования. К наиболее востребованным можно отнести:
- Станок с двумя точильными камнями. Позволяет установить два разных абразива для ускорения процесса обработки. При выполнении рассматриваемой работы некоторые проводят переустановку используемого абразива, один из которого имеет более крупную крошку абразива, другой меньшую. Для того чтобы не нужно было выполнять постоянную переустановку подобные станки имеют два выходных вала, на которых можно крепить круг.
- Станок, который имеет ванну для охлаждения поверхности абразива. Эта конструктивная особенность позволяет избежать сжигания металла во время обработки. Из-за сильного трения поверхность начинает нагреваться, металл при нагреве может изменить свои эксплуатационные качества. Именно поэтому нужно избегать пригорания металла путем использования охлаждающей ванночки с водой.
При выборе стоит обращать внимание на показатель мощности, возможность регулировки показателей работы, максимальный диаметр камня, наличие защитного кожуха и другие показатели.
Особенности выполнения работы
Режущая кромка многих резцов по дереву создается двумя плоскостями, расположенными под определенным углом. Если плоскость становится ровной, то инструмент становится непригодным. Таким образом, можно сказать, что приспособление для заточки резца нужно использовать для получения двух плоскостей, расположенных под углом относительно горизонтальной плоскости.
Можно выделить несколько основных моментов, которые касаются проведения процесса заточки резца по дереву:
- Заточка должна выполняться на вису без упора. Некоторые конструкции станков имеют специальные столики, которые зачастую демонтируют.
- Вначале проведения работы не нужно сильно давить, так как большое усилие может привести к соскакиванию или повреждению обрабатываемой поверхности.
- Угол, которые создается между инструментом и камнем определяет особенности режущей кромки.
Вышеприведенная информация касается случая, когда не используется специальное приспособление во время заточки. Другими словами, результат зависит от умений мастера, Режущая кромка получается «не идеальной».
Зачастую для выполнения поставленной задачи нужна высокая точность, чего достигнуть, ориентируясь только на опыт, нельзя. Для этого используется специальное приспособление – калибр. Для его использования на станке должно быть крепление, которое позволяет провести фиксацию калибра. Суть подобного вспомогательного инструмента заключается в установке нужного угла, а также вылета резца по дереву. Работу можно выполнить без особых навыков с высокой точностью.
Стамеска-скребок Стамеска-крючок Мейсель РейерВ заключение отметим, что не стоит забывать о технике безопасности. Во время заточки есть вероятность появления искр и разброса кусочков металла. Поэтому нужно надеть специальные защитные очки во время выполнения работы.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Резцы для обработки дерева на токарных станках: особенности использования и разновидности
 Токарный станок по дереву считается незаменимым помощником во время тщательной обработки древесины. При помощи такого инструмента можно вытачивать балясину для крыльца, а также конструировать лестницу для мансарды. Токарный станок помогает настоящим мастерам изготавливать точёные детали к разнообразным наличникам, создавать оригинальные элементы для внутренней и внешней отделки дома, детали для сбора мебели, а также многие другие конструкции.
Токарный станок по дереву считается незаменимым помощником во время тщательной обработки древесины. При помощи такого инструмента можно вытачивать балясину для крыльца, а также конструировать лестницу для мансарды. Токарный станок помогает настоящим мастерам изготавливать точёные детали к разнообразным наличникам, создавать оригинальные элементы для внутренней и внешней отделки дома, детали для сбора мебели, а также многие другие конструкции.
Основа токарного станка по дереву – это однофазный электрический двигатель, мощность которого составляет около одного киловатта. Некоторые производители во время производственного процесса применяли трехфазные двигателя, которые имеют номинальную мощность около 1,5 киловатта. Стоит отметить, что последний агрегат работает исключительно по конденсаторной схеме. Специалисты рекомендуют мастерам останавливать свой выбор на электрических двигателях, которые имеют пониженное число оборотов за одну минуту. Но при этом такое значение не должно превышать отметки 1500.
Особенности использования токарных резцов по дереву
Сегодня на строительном рынке представлен большой и широкий ассортимент токарных резцов по дереву. Каждый желающий сможет сделать такое приобретение. Но многие специалисты утверждают, что такие приспособления можно сделать своими руками и не тратить много денежных средств. Также представленные резцы по дереву можно адаптировать для собственных нужд.
Резцы состоят из заднего, заострённого и переднего угла. Стоит отметить, что угол заострения в первую очередь зависит от материала, который необходимо обработать. Мастера используют острые углы для работы с древесиной. Форма стружки зависит от значения переднего угла.
Как самостоятельно изготовить резцы по дереву?
Каждый человек сможет изготовить самодельные резцы, которые станут незаменимым помощником для обработки поверхностей. Для выполнения необходимо выполнить следующие этапы работы:
- Подбор оптимальной конфигурации напильников или рашпилей. В дальнейшем ими можно обрабатывать деревянные и металлические поверхности;
- Рашпили могут быть старыми, изношенными и даже практически негодными для изначального использования;
- Все взятые детали затачиваются таким образом, чтобы они были не сильно острыми. Опытные мастера делают заточку под определённым углом, к примеру, 50-60 градусов;
- Косой плоский резец затачивается с каждой стороны под углами по 40 градусов.
Чтобы обрабатывать дерево на токарном станке необходимо использовать отрезные резцы, заточенные с двух сторон для грубого и первичного выравнивания заготовки, полукруглые проходные резцы. Они станут полезными для того, чтобы обработать поверхность после грубой зачистки.
 При помощи такого инструмента можно удалить имеющиеся зазубрины, а также изготовить полукруглую выемку. Для работы со станком необходимо использовать косой плоский резец, которые поможет закруглить все грани, подрезать основание или торцовые части детали.
При помощи такого инструмента можно удалить имеющиеся зазубрины, а также изготовить полукруглую выемку. Для работы со станком необходимо использовать косой плоский резец, которые поможет закруглить все грани, подрезать основание или торцовые части детали.
Для того чтобы доработать или довести до совершенства деревянных деталей нужно применять маленькие полукруглые токарные и плоские прямые резцы.
Как правильно использовать деревянный токарный станок?
 Сегодня токарные станки по дереву широко используются для создания многофункциональных деталей для мебели. Также при помощи таких инструментов можно сделать красивые и оригинальные элементы декора. Сюда можно отнести подсвечники, чашечки, игрушки, волчки и многие другие.
Сегодня токарные станки по дереву широко используются для создания многофункциональных деталей для мебели. Также при помощи таких инструментов можно сделать красивые и оригинальные элементы декора. Сюда можно отнести подсвечники, чашечки, игрушки, волчки и многие другие.
Токарные станки по дереву различаются между собой по размерной сетке в зависимости от любительских моделей. Они подходят для использования на промышленных станках, имеющие вес около нескольких сотен килограмм. Все представленные модели изготавливаются с применением базовой комплектации составных элементов.
Первым делом необходимо подобрать наиболее подходящий станок. Сегодня среди большого и разнообразного выбора представлены настольные токарные станки, которые идеально подойдут для небольшого проекта, к примеру, перьев. Более габаритные станки используются для выточки балясин, используемые для изготовления мебели и перил. Существует несколько параметров, по которым следует различать токарные станки:
- Длина станины позволяет определить максимальную длину бруска, который можно вытачивать при помощи резца;
- Диаметр обточки над станиной подразумевает под собой допустимый диаметр бруска;
- Лошадиная сила. Это показатель единицы мощности мотора, которая способна определить вес бруска для обтачивания без нагрузки на резец и станок;
- Обороты двигателя за одну минуту. Стоит отметить, что большое количество станков, которые представлены на строительном рынке имеют постоянную скорость. Техника, где есть низкие скоростные режимы можно без особых усилий обрабатывать куски дерева, имеющие неправильную форму. В то же время станки с предельно большим количеством полных оборотов за считаные минуты справятся с полированием материала на завершающих этапах работы.
Во время выбора станка для работы с резцами необходимо обратить особенное внимание на материал и вес. Модели из чугунной станины и стальной рамы имеют достаточно прочную, а также крепкую платформу для работы. Но они не включены в категорию мобильных станков, поэтому их трудно переставлять с одного места на другое. Если мастера работают и хранят собственный агрегат в многолюдных мастерских, то стоит подумать о покупке более компактной и лёгкой модели.
 В качестве инструментов для работы в токарном станке используются специальные резцы. Они имеют длинные ручки изогнутой формы, чтобы мастера могли крепко и надёжно держать инструмент в руки, а также прикладывать необходимые усилия.
В качестве инструментов для работы в токарном станке используются специальные резцы. Они имеют длинные ручки изогнутой формы, чтобы мастера могли крепко и надёжно держать инструмент в руки, а также прикладывать необходимые усилия.
Благодаря удобным ручкам можно аккуратно контролировать лезвие, и при этом мастера не будут быстро чувствовать утомляемость. Обычные деревянные резцы не подходят для работы из-за короткой ручки.
Разновидности резцов, которые используются для станков по дереву
Существует несколько видов резцов, которые можно найти в любом магазине и рынке:
- Стамески. Они оснащены лезвием специальной заточки и формы, чтобы вытачивать гладкие поверхности. Имеются также стамески с накатным роликом для придания заготовке рифленности.
- Скребки. Чаще всего они достаточно ровные или немного изогнутые резцы, чтобы скоблить дерево цилиндрической или плоской формы. При помощи такого инструмента можно выполнять черновую обработку древесины;
- Отрезные резцы имеют лезвия в форме ложки, помогающие создавать чашки и другие конструкции полукруглой формы;
- Косые резцы, желобчатые стамески, вогнутые зубила и полукруглые резцы.
Чтобы ознакомиться со всеми тонкостями, прочими деталями и максимально подробной техникой безопасности необходимо ознакомиться с инструкцией к применению. Необходимо всегда хранить это руководство, чтобы подключать или использовать вспомогательное оборудование для станка. Руководство помогает регулярно проводить техническое обслуживание и проверку на исправность.
- Автор: Александр Романович Чернышов
- Распечатать
stanok.guru
i-perf.ru
Резец для токарного станка по металлу. Виды и заточка резцов для токарного станка по металлу
Условно любой резец для токарного станка по металлу представлен двумя элементами: головкой и державкой.
Головка — это исполняющая часть, состоящая из ряда плоскостей и режущих кромок с определенным углом. В зависимости от требуемого вида заточки резцу задается определенный угол.
Державка отвечает за фиксацию резца в держателе токарного устройства. Она имеет квадратную или же прямоугольную форму. Существует ряд стандартных размеров сечений каждой формы.
Разновидности конструкции
Существуют следующие виды резцов для токарного станка по металлу:
- Прямые. Державка и головка расположены на одной или параллельных осях.
- Изогнутые. Державка имеет согнутую форму при взгляде на нее сбоку.
- Отогнутые. Головка изогнута к державке при взгляде сверху.
- Оттянутые. Ширина державки больше, чем у головки. Головка располагается на одной оси с державкой или же смещена по отношению к ней.

Если опираться на общеизвестную классификацию устройств в соответствии с ГОСТ, то они подразделяются на следующие виды:
- Обладающие режущей кромкой на основе легированной стали. Инструмент монолитный. Он может быть изготовлен из инструментального вида стали. В настоящее время к его использованию прибегают крайне редко.
- Начиненные напайками из твердых сплавов. Кромка-пластина припаяна к головке. Это наиболее часто встречаемый вид.
- Пластины из твердых сплавов, фиксируемые посредством механического способа. Режущая пластина закреплена на головке при помощи винтов и прижимов. За основу сменных резцов берутся металл и металлокерамика. Это самый редкий вид.
Классификация по направлению подающего движения
- Левая модель подается слева при взятии в левую руку. Главная рабочая кромка расположена над большим пальцем.
- Правая модель, соответственно, подается справа. Главная рабочая кромка находится под большим пальцем. В практике она встречается чаще.
Способы установки приспосбления
Резец для токарного станка по металлу может различаться по способу установки относительно поверхности для обработки:
- Радиальный вид. При обрабатывании резец принимает прямой угол к оси заготовки для обработки. Такой способ широко применим в промышленных предприятиях. Резец имеет унифицированную конструкцию крепления на станках. Он также обладает более удобным выбором геометрических положений режущей части.
- Тангенциальные. При обрабатывании резец располагается к оси заготовки под углом, отличным от прямого. Обладает более сложным способом крепления и применяется на токарных приспособлениях, позволяющих производить обработку высокой чистоты.
Различие по методу обработки
Резцы можно подразделить и по способу обработки:
- чистовой;
- черновой;
- получистовой;
- для работ, производимых с особой тонкостью.
На неровность обрабатываемой детали оказывает влияние радиус закругленности верхушки приспособления. Гладкая поверхность достигается при использовании резца, заточенного под большим радиусом.
Виды токарных резцов
Резец для токарного станка по металлу имеет множество видов. Самыми распространенными являются:
- Проходной. Он создает контуры детали при вращении, а также обеспечивает обточку, подрезку при подаче в поперечном и продольном направлении.
- Расточной вид создает разнообразные пазы, углубления и отверстия. Может выполнить сквозные отверстия.
- Подрезная модель применятся лишь для поперечного направления подачи для обточки деталей, обладающих ступенчатой формой и торцевых.
- Отрезной. Его подача осуществляется в поперечном направлении по отношению к оси вращения. Он производит пазы и канавки вокруг детали, применяется для отделения готового изделия.
- Резьбовой. Нарезает резьбу любого вида на деталях с любой формой сечения. Этот вид может быть изогнутым, прямым или же круглым.
- Фасонный. Он производит обточку детали сложной конструкции, может вынуть различные фаски изнутри и снаружи.
Набор резцов для токарного станка по металлу можно приобрести в специализированных магазинах или же заказать через Интернет.

Основа резцов
Материалы, из которых изготавливаются приспособления, подразделяются на три категории:
- Первая предназначена для режущих приспособлений, используемых при низкой скорости. Это инструментальные или же углеродистые металлы с показателем твердости закаливания 60-64. При повышении температуры резца для токарного инструмента выше 200-240 градусов качество его резки заметно снижается, поэтому на практике их применяют нечасто. К этой группе можно отнести приспособления на основе хромовольфрама, хромокремния и легированной стали с уровнем стойкости к температуре до 300 градусов.
- Вторая категория резцов применятся при высоком уровне вращения головки токарного станка. Основу таких устройств составляет сталь с высокой категорией нарезания Р12 Р9 или Р9К5Ф2. После закалки материал твердеет до показателя 62-65 и сохраняет все свои свойства при температуре 650 градусов. Не подлежит протирке длительное время.
- Третью категорию составляют резцы на основе металлокерамики. Это твердосплавные приспособления, которые функционируют при высокой скорости станка и выдерживают температуру нагревания до 1000 градусов. Чугунные и некоторые детали из цветных сплавов точат устройствами на основе вольфрамокобальта (ВК6 для чистового и получистового исполнения, ВК8 для первичного обрабатывания). Сталь обтачивается твердым сплавом титановольфрамокобальтом Т15К6. При этом производится чистая обработка.
Приспособления для настольных токарных станков
Резцы для настольного токарного станка по металлу обладают малым сечением 8 х 8 и 10 х 10 мм. Они применяются для обрабатывания деталей малых размеров.

Резцы в форме сменных пластин
Резец для токарного станка по металлу категории Т5 К10 используется для первичной и прерывистой обточки. На основе кубического нитрида бора делаются сменные пластины для обрабатывания металлов, отличающихся особой твердостью, в том числе и чугуна. Цветные металлы обтачиваются посредством поликристаллического алмаза.
Пластины могут быть сменными. Они вставляются в державку. Некоторые модели содержат стружколомы, отлично дробящие стружку при невысокой подаче и поверхностной обточке. Такого рода пластины применяются при высокочистовой резке нержавейки и других видов стали.
Затачивание резцов
Любые виды резцов, помимо сменных пластин, время от времени подлежат затачиванию. Заточка резцов для токарного станка по металлу обеспечивает достижение требуемых величин углов и формы. В промышленных условиях она осуществляется на специализированных агрегатах.

Процесс этот в домашних условиях можно произвести посредством химических реактивов и кругов для шлифовки. Ручная заточка по уровню качества уступает промышленной. Главное здесь — правильная подборка шлифовального круга.
Для затачивания резцов из твердых сплавов берется круг из зеленого карборунда. Токарные резцы из углеродистых материалов затачивают кругами из корунда.
Затачивание рекомендовано выполнять при посредстве охлаждения (равномерная подача холодной воды на место контакта круга с обрабатываемым резцом). Можно осуществлять и сухую заточку, но после этого деталь не следует опускать в холодную воду, так как она может треснуть.
Стандартная схема процесса затачивания
В первую очередь обработке подлежит основная задняя грань, затем задняя вспомогательная и только потом передняя часть. В самом конце процесса обрабатывается вершина приспособления (радиус закругления). Затачиваемый резец следует постоянно передвигать на поверхности круга для шлифовки и слегка прижимать к образиву.
Обязательная составляющая процесса — это доводка резца, а точнее режущих граней (участков возле кромки, ширина которых достигает 4 мм).
Устройства из твердых сплавов затачивают при помощи оселков из меди, которые смазываются специальным составом в виде пасты или же смесью керосина и карбида бора.
Остальные виды резцов затачивают оселком с низким видом абразивности, смоченным машинным маслом или керосином.
Изготовление самодельных резцов
Можно изготовить и самодельные резцы для токарного станка по металлу. За основу таких устройств берутся ненужные сломанные сверла.

Центровки на основе сверл не ломаются. В особенности они подходят токарным станкам старой модификации. Они подлежат многократной переточке. Срок их службы достигает 30 лет.
Самодельные резцы для мини токарного станка по металлу изготавливаются из сегмента пилы Геллера. Он нарезается отрезным диском.

Как осуществить правильный выбор резца?
Выбирая резец, необходимо принять во внимание ряд рекомендаций.
Определите, с какого рода металлом вам предстоит работать, какие операции по обрабатыванию вы намечаете и какой степени нагрузку при этом испытает резец.
Решите, что является главным — точность соблюдения геометрии изделия или уровень обработки его поверхности. В зависимости от этого подбирается резец в соответствии с классифицирующими признаками и геометрическими пропорциями.
Обозначьте для себя, насколько является важным соблюдение условия износостойкости приспособления и как долго она должна оставаться неизменной.
fb.ru
На заводах резцы затачиваются обычно на точилах или на заточных станках специально обученными заточниками. Но токарь и сам должен уметь затачивать резцы.
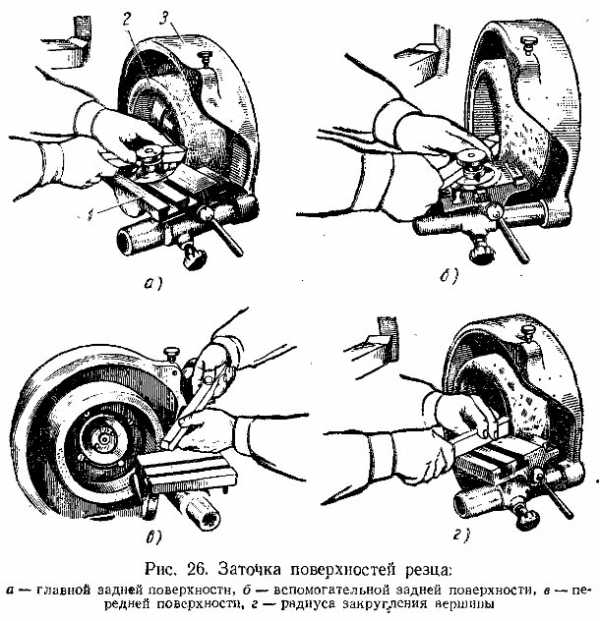
При затачивании резца устанавливаются на подручниках 1 (рис. 26, а). Шлифовальный круг 2 должен быть огражден предохранительным кожухом 3. Порядок заточки следующий: сначала затачивают главную заднюю поверхность (рис. 26, а), затем главную вспомогательную (рис. 26, б) и, наконец, переднюю пверхность резца (рис. 26, в). После заточки этимх поверхностей закругляют вершину резца (рис. 26, г). Во время заточки резцов на заточных станках необходимо соблюдать следующие правила:
Проверка правильности углов затачиваемого резца. Наиболее простой способ контроля заточки углов — это проверка шаблоном. Вырезами шаблона проверяют угол заострения (рис. 27, а), а его боковыми гранями, скошенными под углом 6-12°, — задний угол резца (рис. 27, б). Для контроля резец и шаблон устанавливают на плиту и прижимают заднюю поверхность резца к боковой грани шаблона отсутствие просвета между ними говорит о правельности заточки задней поверхности и, следовательно, заднего угла. Недостаток этого способа контоля заглючается в том, что для каждого типа резцов необходимо иметь отдельный шаблон. От этого недостатка свободны резцовые угломеры.
Показанный на рис. 27, в резцовой угломер служит для измерения переднего заднего углов резца. Он состоит из чугунной плиты 8 с вертикальной стойкой 1, по которой перемещается вверх и вниз ползунок 2. На ползунке закреплена пластина 3 с делениями до 90°. Относительно укрепленной в пластине 3 оси 5 можно поворачивать рычаг 4, нижняя часть которого представляет собой угломер с двумя гранями, расположенными под углом 90°. Верхний конец рычага с нанесенной не нем риской скользит вдоль делений пластины 3. При контроле резец устанавливают основной плоскостью на плите и режущей кромкой перпендикулярно к плоскости рычага 4. Чтобы измерить передний угоол, нужно приложить грань 6 к передней поверхности резца, а для измерения заднего угла проложить грань 7 к задней поверхности резца. Правельность прилегания проверяют на просвет. Показания риски рычага 4, отсчитанные по шкале пластины 3, дают величину этих углов. Качество заточки режущей кромки обычно контролируют лупой с 10-20 кратным увеличением. Ружещая кромка после заточки и доводки должна быть острой и не иметь скругления, трещин и рисок. Резцы с такими дефектами нужно переточить снова. |

machinetools.aggress.ru