Характеристика — станок — Большая Энциклопедия Нефти и Газа, статья, страница 1
Характеристика — станок
Cтраница 1
Характеристика станка: размеры заготовки: ф 200 X 1250 мм, число скоростей шпинделя 14; пределы чисел оборотов 71 — 1420 об / мин; пределы подач копировального суппорта 20 — 700 мм / мин; поперечных подач — 18 — 400 мм / мин; мощность главного электродвигателя 28 кет. [1]
Характеристика станка; наибольший диаметр шлифования 80 мм; наибольшая длина шлифования: сквозного 250 мм, врезного 145 мм; частота вращения шлифовального круга 1370 об / мин; частота вращения ведущего круга от 11 до 150 об / мин; мощность электродвигателя главного движения 13 кВт, габаритные размеры 2945X1885X2120 мм; масса 6850 кг. [2]
Характеристика станка: размер рабочей поверхности стола 320×1000 мм; наибольшее расстояние от оси шпинделя до стола 630 мм; диаметр шлифовального круга 450 мм; частота вращения шлифовального круга 1460 об / мин; автоматическая поперечная подача на ход стола 1 — 30 мм; автоматическая вертикальная подача на ход стола 0 005 — 0 1 мм; скорость продольного перемещения стола 2 — 40 м / мин; скорость быстрого перемещения шлифовальной бабки 0 4 м / мин; мощность электродвигателя привода шлифовального круга 10 кВт; габаритные размеры 3410 X 2020 X Х2290 мм. [3]
Характеристика станка: диаметр стола 400 мм; диаметр шлифовального круга 350 мм, частота вращения шлифовального шпинделя 1900 об / мин; частота вращения стола 20 — 200 об / мин; перемещение шлифовальной бабки за один оборот лимба 0 375 мм; автоматическая вертикальная ч подача 0 0025 — 0 03 мм / мин, мощность эле ктро-двигателя шлифовального круга 7 кВт; габаритные размеры 2055x1565x1935 мм. Станок обеспечивает параллельность поверхности образца его основанию 0 006 мм по всей длине. [4]
Характеристикой станка называется шаг винтовой канавки, которая будет профрезерована на данном станке при передаточном отношении сменных зубчатых колес, соединяющих винт станка и валик привода делительной головки, равном единице. [5]Зная характеристику станка и шаг винтовой канавки, подставляем эти значения в формулу ( 70) и далее — подбираем сменные колеса соответственно перечню на стр. [6]
Определить характеристику станка, если известно, что характеристика делительной головки есть 40, а шаг винта продольной подачи стола 56 мм. [7]
А — характеристика станка, равная произведению шага винта продольной подачи на характеристику делительной головки: А SN; Н — шаг спирали, отнесенный к полной окружности кулачка. [9]
При выявлении эксплоатационных характеристик станка были определены производительность станка, удобство установки резца, подлежащего доводке, на подручнике станка при помощи приспособлений, прилагаемых к столу, и возможность доводки резцов различных форм и размеров, а также возможность доводки других видов режущего инструмента. [11]
Кроме того, в характеристику станка входят наибольшее расстояние от переднего конца шпинделя до торца револьверной головки. [13]
Таким образом, для определения характеристики станка предварительно необходимо определить характеристику делительной головки. [14]
Величина допуска Лд всегда известна из характеристики станка, но строителю-проектировщику необходима для расчета фундамента не эта величина, а допускаемое значение амплитуды колебаний последнего Ая. Однако машиностроитель, как правило, не в состоянии задать величину Ал, что создает значительные затруднения. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Токарный станок с ЧПУ: технические характеристики, описание, плюсы
ТокарныйТокарный станок с ЧПУ, технические характеристики которого использует электроника, может работать с высокой точностью. Применяю в мелкосерийном производстве.
В настоящей статье рассмотрим токарный станок с ЧПУ, технические характеристики которого задействованы специальными программами числового управления, а также целой системой приводов, двигателей. Рассматривая описание таких станков, нужно отметить, что они оборудованы специальными револьверными головками, которые обеспечивают автоматическую замену инструментов.
Токарные станки обычно применяют для обрабатывания всевозможных вращательных поверхностей сферического, цилиндрического или конического вида, нарезания внутренней резьбы. Такой агрегат может работать с достаточно высокой точностью. Применяются подобные устройства чаще при мелкосерийном производстве.
Функциональное оснащение токарных приспособлений дает возможность практично применять их в виде не дорогостоящих многозадачных систем, которые способны взять на себя выполнение различных производственных заданий при небольшой их себестоимости за минимально короткие сроки.
Об оснащении и некоторых особенностях
Основные узлы станка и жесткие закаленные направляющие, для гарантии выполнения точных работ, требуют к себе применения специальной импульсной смазки. Охлаждение их смазочно-охлаждающими жидкостями (СОЖ), подведенными непосредственно к каждому инструменту, дает доступность обработки детали, используя высокие режимы резки, что существенно увеличивает сроки их изнашиваемости.
К тому же для улучшения работы оператора:
- пиноль задней бабки управляется гидрофицированным прибором;
- производится автоматическое транспортирование стружки;
- патрон можно разжимать или зажимать механизированным способом;
- станок оснащен специальной борштангой для расточки глубоких отверстий и одной револьверной головкой.
Подобное оснащение оборудования под программным управлениеми и техническими характеристиками такого вида, существенно расширяет область их технологических возможностей, повышается класс точности.

О технических свойствах устройств типа РТ305М
Токарный станок РТ305М с ЧПУ, технические характеристики коего дают возможность выполнять ротационную вытяжку изделий цилиндрического, а также сферического или конического типа, может производить все необходимые действия токарно-производственного режима.
Технические свойства этого устройства, его жесткость дают возможность использования его в качестве твердосплавного или быстрорежущего инструмента для обрабатывания цветных или черных металлов. Основными техническими характеристиками таких установок являются:
- максимальный допуск диаметра детали, установленной над станиной, может быть до 500мм;
- детали, для обработки могут быть диаметром до 350мм;
- отверстия шпинделя допускаются диаметром до 110мм;
- максимальная толщина стального листа имеет предел прочности не более 120кг/мм2;
- максимальный вес деталей, устанавливаемых на оборудовании, может достигать до 3000кг;
- станина имеет ширину 560мм;
- мощность двигателя в киловаттах – 22.
При всех этих характеристиках, такая установка имеет цельную, литую из чугуна, станину, а жесткость ей придают ребра и коробчатые формы конструкции. Также к техническим характеристикам токарного станка относят наличие двух закаленных призматического вида направляющих, которые способны многократно уменьшать диапазон движения и направления каретки станка, что способствует повышению качества обрабатывания деталей.
О назначении
Такие специализированные токарно-давильные устройства программного управления обычно предназначаются для выполнения операций связанных токарной обработкой изделий. Станки с ЧПУ на основе устройств РТ305М, устанавливают для раскатывания деталей, у которых впоследствии завальцовывают и подрезают торцы.
О преимуществах устройств с ЧПУ
Главным преимуществом специального токарно-давильного станка с ЧПУ РТ305М, является высокий показатель степени автоматизации производства, так как вмешательство оператора устройства в его технологический процесс сведено минимально. Главной задачей обслуживающего персонала при числовом управлении установкой, является токарная обработка изделий, практически выполняя только лишь подготовительные и заключительные производственные операции, например:
- установка и закрепление детали;
- снятие уже обработанного изделия;
- техническая наладка инструментов.
Важно. Оператор наладчик, при подобном программном управлении, способен проводить техническое обслуживание одновременно нескольких таких токарных устройств с ЧПУ.

К преимуществам использования токарных приспособлений с числовым управлением также относят:
- производственная гибкость, при которой для обрабатывания разных изделий достаточно только заменить или скорректировать управляющую программу;
- бесконечное число повторяющих циклов при достаточно высоком уровне параметра обработки деталей;
- возможность такой обработки изделий, которая порой недоступна на обычных простых токарных устройствах;
- долгий срок эксплуатации токарных станков с ЧПУ, технические характеристики, которых на порядок выше, по сравнению с обычными станками, особенно при использовании автоматической подачи СОЖ (смазочно-охлаждающих жидкостей) в области резки.

О функциональности токарных устройств
На таких токарных станках ЧПУ благодаря наличию специальных программ, можно выполнять токарные операции в патронах, к примеру:
- расточку;
- обточку;
- нарезку резцами внутренней резьбы;
- обработку таких изделий как крышки, втулки.
Для этого в станке используют специальные центровые инструменты. Применяя закаленные шлифовальные направляющие скольжения можно делать обработку деталей, имеющих большую толщину снимания припуска. При этом все направляющие плоскости шлифуются, имеют специальное антифрикционное покрытие, позволяющее достигать наиболее точного расположения необходимых узлов, перемещений.
vseochpu.ru
Определение технических характеристик станка
Стр 1 из 3Следующая ⇒
Содержание
1. Определение технических характеристик станка
2. Разработка кинематики станка, описание компоновки
3. Проектирование и описание кинематической схемы станка
4. Динамические, прочностные и др. расчеты узлов проектируемых узлов и деталей станка
5. Описание конструкции и системы смазки спроектированных узлов
6. Описание систем управления станком
Заключение
Список литературы
Введение
Современные металлорежущие станки — это высокоразвитые машины, включающие механические, электрические, электронные, гидравлические, пневматические и другие методы осуществления движением и управления циклом.
По конструкции и назначению трудно найти более разнообразные машины, чем металлорежущие станки. На них обрабатывают всевозможные детали – от мельчайших элементов часов и приборов до деталей, размеры которых достигают многих метров (турбины), прокатных станов. На станках обрабатывают и простые цилиндрические, и поверхности, описываемые сложными математическими уравнениями или заданные графически. При этом достигаются высокая точность обработки, измеряемая нередко долями микрометра. На станках обрабатывают детали из сталей и чугунов, из цветных, специальных жаропрочных, мягких твердых и других материалов. Современное станкостроение развивается быстрыми темпами. В решениях правительства по развитию станкостроения особое внимание обращено на опережающее развитие выпуска станков с числовым программным управлением, развитием производства тяжелых и уникальных станков.
Сверлильные станки предназначены для сверления глухих и сквозных отверстий, рассверливания, зенкерования, развертывания, растачивания и нарезания резьбы. Сверлильные станки подразделяются на вертикально-сверлильные настольные и наклонные, радиально-сверлильные, для глубокого сверления, центровальные и многошпиндельные.
Определение технических характеристик станка
Общий вид наиболее распространенного универсального одношпиндельного вертикально-сверлильного станка показан на рис. 1. Станок предназначен для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства, в ремонтно-механических и инструментальных цехах.
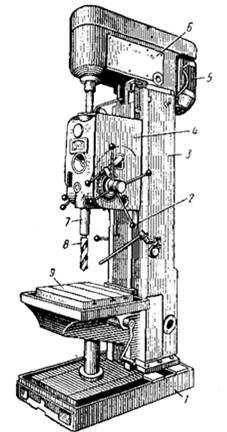
Рис.1 — Вертикально-сверлильный станок.
На фундаментной плите 1 смонтирована колонна 3 коробчатой формы. В ее верхней части размещена шпиндельная головка 6, несущая электродвиатель 5 и шпиндель 7 с инструментом 8. На вертикальных направляющих колонны установлена шпиндельная бабка 4, внутри которой размещён механизм подачи, осуществляющий вертикальное перемещение шпинделя. Поднимать и опускать шпиндель можно механически и вручную, с помощью штурвала 2. Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол 9. Его устанавливают на различной высоте, в зависимости от размеров обрабатываемых деталей.
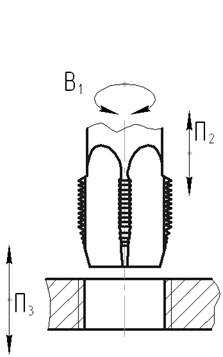
Синтез методов и кинематики формообразования поверхностей резанием
Кп+Сл Кп+Cл
ФV(В1) ФV(В1)
ФS(П2) ФS(П2)
Уст(П3) Уст(П3)
Кп+Кс
ФV(В1)
ФS(П2)
Уст(П3)
Основные технические характеристики вертикально-сверлильных станков, близких по типоразмеру:
| Параметры | 2А150 | 2Г175 | 2Н175М |
| Наибольший условный диаметр сверления в стали | |||
| Рабочая поверхность стола | 500х560 | 560х630 | 710х1250 |
| Наибольшее расстояние от торца шпинделя до рабочей поверхности стола | |||
| Вылет шпинделя | 200-760 | ||
| Наибольший ход шпинделя | - | - | |
| Наибольшее вертикальное перемещение | |||
| сверлильной (револьверной) головки | |||
| стола | - | - | |
| Конус Морзе отверстия шпинделя | 1,2 или 3 | ||
| Число скоростей шпинделя | |||
| Частота вращения шпинделя об/мин | 22-1000 | 18-800 | 22-1000 |
| Число подач шпинделя (револьверной головки) | |||
| Подача шпинделя (револьверной головки), мм/об | 0,05-2,25 | 0,018-4,5 | 0,05-2,24 |
| Мощность электродвигателя в кВт | 7,0 | ||
| Габаритные размеры: | |||
| длина | |||
| ширина | |||
| высота | |||
| Масса, кг. |
В качестве станка-прототипа выбираю вертикально-сверлильный станок 2А150 исходя из анализа его кинематики и технических характеристик.
Разработка кинематики станка, описание компоновки
Выбор и описание компоновки станка
Компоновка станка в значительной степени влияет на технико-экономические показатели. От компоновки зависит: жёсткость конструкции; тепловой баланс и температурная деформация; универсальность станка и его переналаживаемость; металлоёмкость; трудоёмкость изготовления, сборки; ремонтопригодность.
Рассмотрим три варианта компоновки вертикально-сверлильного станка и выберем один:
Структурная формула данной компоновки: 0ZCv
Недостаток: ограниченные габариты обрабатываемой детали, трудность в сборки, при износе стола, куда устанавливается деталь, нету возможности замены его, при малых габаритах обрабатываемой детали уменьшается жесткость шпинделя, т.к. увеличивается величина вылета.
 Структурная формула данной компоновки: Z0ZCv
Структурная формула данной компоновки: Z0ZCv
Рисунок 2 — Структурная схема вертикально-сверлильного станка.
Основным формообразующими движениями при сверлильных операциях являются: главное – вращательное движение В1 и движение подачи П2 шпинделя станка. Кинематические цепи, осуществляющие эти движения, имеют самостоятельные органы настройки iv и is, посредством которых устанавливается необходимая скорость вращения инструмента и его подача.
Вращение шпинделя осуществляется по цепи: от электродвигателя М по коробки скоростей iv, которая обеспечивает 12 частот вращения, передаётся на шпиндель 2. (М- iv-2)
Подача осуществляется по цепи: от электродвигателя М через коробку скоростей iv, через коробку подач is, которая обеспечивает 9 подач, вращение сообщается реечному колесу К, которое передаёт вращение на пиноль шпинделя с рейкой t. (М- iv-1- is-К-t)
Рисунок 5 — Кинематическая схема привода.
Заключение
Вертикально-сверлильные станки классифицируются по основным размерам: наибольшему диаметру обрабатываемого отверстия D.
По точности различают станки нормальной точности – Н, повышенной точности – П, высокой точности – В, особо высокой точности – А, особо точные – С.
Станком-прототипом данного спроектированного станка является вертикально-сверлильный станок модели 2А150.
На спроектированном станке могут выполняться следующие операции:
• сверление глухих, сквозных и ступенчатых отверстий;
• зенкерование отверстий;
• развёртывание отверстий;
• нарезание внутренней резьбы метчиком;
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Металлорежущие станки / Под. ред. Тепинкиевича. М:. Машиностроение, 1973.-472 с.
2. Металлорежущие станки/ Под. ред. Пуша. М. Машиностроение, 1985.-256 с.
3. Станки с числовым программным управлением / Под. ред. Лещенко. М:. Машиностроение, 1988
4. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. В 2-х частях –М.: Машиностроение,1974 ч.1 — 406 с., ч.2 – 200 с.
5. Свирщевский Ю.Н., Макейчик Н.П. Расчет и конструирование коробок скоростей и подач. – Минск: Вышэйшая шк.,1976 – 590 с.
6. Анурьев В.И. Справочник конструктора-машиностроителя М:. Машиностроение, т.11980 – 728 с., т.2 1981 – 559 с., т.3 1982 – 557 с.
7. Ничипорчик. Детали машин в примерах и задачах М:. Машиностроение, 1981.
8. Кузьмин. Расчеты деталей машин. М:. Машиностроение, 1985
Содержание
1. Определение технических характеристик станка
2. Разработка кинематики станка, описание компоновки
3. Проектирование и описание кинематической схемы станка
4. Динамические, прочностные и др. расчеты узлов проектируемых узлов и деталей станка
5. Описание конструкции и системы смазки спроектированных узлов
6. Описание систем управления станком
Заключение
Список литературы
Введение
Современные металлорежущие станки — это высокоразвитые машины, включающие механические, электрические, электронные, гидравлические, пневматические и другие методы осуществления движением и управления циклом.
По конструкции и назначению трудно найти более разнообразные машины, чем металлорежущие станки. На них обрабатывают всевозможные детали – от мельчайших элементов часов и приборов до деталей, размеры которых достигают многих метров (турбины), прокатных станов. На станках обрабатывают и простые цилиндрические, и поверхности, описываемые сложными математическими уравнениями или заданные графически. При этом достигаются высокая точность обработки, измеряемая нередко долями микрометра. На станках обрабатывают детали из сталей и чугунов, из цветных, специальных жаропрочных, мягких твердых и других материалов. Современное станкостроение развивается быстрыми темпами. В решениях правительства по развитию станкостроения особое внимание обращено на опережающее развитие выпуска станков с числовым программным управлением, развитием производства тяжелых и уникальных станков.
Сверлильные станки предназначены для сверления глухих и сквозных отверстий, рассверливания, зенкерования, развертывания, растачивания и нарезания резьбы. Сверлильные станки подразделяются на вертикально-сверлильные настольные и наклонные, радиально-сверлильные, для глубокого сверления, центровальные и многошпиндельные.
Определение технических характеристик станка
Общий вид наиболее распространенного универсального одношпиндельного вертикально-сверлильного станка показан на рис. 1. Станок предназначен для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства, в ремонтно-механических и инструментальных цехах.
Рис.1 — Вертикально-сверлильный станок.
На фундаментной плите 1 смонтирована колонна 3 коробчатой формы. В ее верхней части размещена шпиндельная головка 6, несущая электродвиатель 5 и шпиндель 7 с инструментом 8. На вертикальных направляющих колонны установлена шпиндельная бабка 4, внутри которой размещён механизм подачи, осуществляющий вертикальное перемещение шпинделя. Поднимать и опускать шпиндель можно механически и вручную, с помощью штурвала 2. Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол 9. Его устанавливают на различной высоте, в зависимости от размеров обрабатываемых деталей.
Синтез методов и кинематики формообразования поверхностей резанием
Кп+Сл Кп+Cл
ФV(В1) ФV(В1)
ФS(П2) ФS(П2)
Уст(П3) Уст(П3)
Кп+Кс
ФV(В1)
ФS(П2)
Уст(П3)
Основные технические характеристики вертикально-сверлильных станков, близких по типоразмеру:
| Параметры | 2А150 | 2Г175 | 2Н175М |
| Наибольший условный диаметр сверления в стали | |||
| Рабочая поверхность стола | 500х560 | 560х630 | 710х1250 |
| Наибольшее расстояние от торца шпинделя до рабочей поверхности стола | |||
| Вылет шпинделя | 200-760 | ||
| Наибольший ход шпинделя | - | - | |
| Наибольшее вертикальное перемещение | |||
| сверлильной (револьверной) головки | |||
| стола | - | - | |
| Конус Морзе отверстия шпинделя | 1,2 или 3 | ||
| Число скоростей шпинделя | |||
| Частота вращения шпинделя об/мин | 22-1000 | 18-800 | 22-1000 |
| Число подач шпинделя (револьверной головки) | |||
| Подача шпинделя (револьверной головки), мм/об | 0,05-2,25 | 0,018-4,5 | 0,05-2,24 |
| Мощность электродвигателя в кВт | 7,0 | ||
| Габаритные размеры: | |||
| длина | |||
| ширина | |||
| высота | |||
| Масса, кг. |
В качестве станка-прототипа выбираю вертикально-сверлильный станок 2А150 исходя из анализа его кинематики и технических характеристик.
Рекомендуемые страницы:
lektsia.com
виды, технические характеристики и область применения
Для того чтобы просверлить отверстия в детали с точным размещением осей, необязательно требуется сверлильный станок. Выполнить сверление, а также некоторые фрезерные работы можно при помощи одного только расточного станка.
Что это за станок и для чего он нужен?

Расточные станки относятся к группе сверлильных металлорежущих станков и предназначаются для обработки крупных корпусных деталей, которые нельзя обрабатывать иным способом. Помимо сверления и фрезерования торцевых поверхностей, о которых говорилось ранее, на этих аппаратах можно выполнять:
- растачивание;
- зенкерование;
- центрирование отверстий;
- нарезание резьбы;
- обтачивание и подрезание торцов.
Кроме того, расточной станок может пригодиться для точного измерения и разметки линейных размеров заготовки. Например, можно быстро отмерить межцентровые расстояния осей нескольких отверстий, не прибегая к использованию специальных приборов и приспособлений.
Виды расточных станков

Всего есть два основных вида станков:
- Горизонтально-расточной станок, который используется для черновой и чистовой обработки заготовок больших размеров. Он имеет горизонтальное расположение шпинделя. Главным его движением является поступательно-вращательное движение шпинделя относительно своей оси. Вспомогательные движения: вертикальное перемещение бабки шпинделя, перемещение стола по двум координатам, перемещения задней стойки и люнета. Как и на любом другом, на горизонтальном станке есть возможность настройки необходимого значения скорости и подачи.
- Координатно-расточной станок, который используют в тех случаях, когда нужно достичь максимальной точности выполнения отверстия или группы отверстий. Для успешного сверления координатные станки оснащены всеми необходимыми приспособлениями. Например, каждый такой аппарат имеет поворотный стол для обработки отверстий в полярной системе координат или при наклоне.
Популярными моделями станков являются: 2А78, 2А450, 2435П, 2620 и 2622А. Кроме того, некоторые модели дополнительно оснащены стойками с численным программным управлением (ЧПУ) и устройствами цифровой индикации (УЦИ), которые упрощают и ускоряют работу.
Цифровое и буквенное обозначение
Согласно стандартной классификации расточной станок относится к сверлильной группе, что обозначается первой цифрой «2» в названии модели. Цифры «4» и «7» говорят о том, что аппарат относится к координатно-расточным и горизонтально-расточным металлорежущим станкам соответственно.
Буквы, находящиеся между цифрами, обозначают модернизацию относительно базовой модели. Например, базовая модель станка 2А450 – это 2450.
Буквы, находящиеся после цифр, говорят о точности. Например, 2622А – расточной станок особо высокой точности, а 2435П – повышенной.
Две цифры в конце названия обозначают максимальный диаметр обработки.
Технические характеристики

Чтобы выбрать расточной станок для обработки конкретного типа деталей, необходимо обратить внимание на основные технические характеристики. К таковым относятся:
- Наибольший диаметр растачиваемого отверстия и обтачиваемого торца. Например, у горизонтально-расточного станка модели 2620 – это 320 и 530 мм. Соответственно, невозможно обработать отверстие или торец больше этих размеров.
- Размеры рабочей поверхности стола, которые следует выбирать в зависимости от габаритов заготовки.
- Мощность двигателя. Эта характеристика влияет на дальнейший выбор мощности, скорости и подачи для обработки детали.
- Максимальный вес обрабатываемой детали. Например, у координатно-расточного станка модели 2Е440А предел по весу – 320 кг.
- Размеры станка. В производственных условиях на эту характеристику никто не обратил бы внимания. Но если выбирать станок для работы в домашних условиях, тогда нужно учесть максимальную длину, ширину и высоту, так как слишком большой аппарат не поместится, например, в гаражное помещение.
fb.ru
Характеристика станка
масса размер мощность макс. скорость шпинделя мин. скорость шпинделя Наибольшая длина обрабатываемой детали, мм Наибольший диаметр детали обрабатываемой над суппортом, мм Наибольший диаметр детали обрабатываемой над станиной, мм | 3005 2795_1275_1190 7,5 1600 13 1000 220 400 |
3. Токарно-винторезный станок с ЧПУ 16А20.
4.Зубофрезерный станок 72Н. предназначен для фрезерования цилиндрических и косозубых зубчатых колес, валов-шестерней,звездочек и червячных зубчатых колес с высокой точностью ( ISO 1328 1:1995 ) и производительностью.
5.Плоскошлифовальные станки компании предназначены для шлифования плоских и профильных поверхностей различных деталей.
6.Настольный горизонтально-фрезерный станок НГФ-110-Ш4 предназначен для выполнения фрезерных операций по обработке горизонтальных плоскостей, пазов и других поверхностей. (http://www.rosstan.ru/ecatalog/metall/281/)
7.Вертикальные фрезерные станки предназначены для выполнения разных фрезерных операций выполняемых с помощью цилиндрических, дисковых, фасонных, торцевых, модульных, червячных и других фрез.
8.Станок фрезерно-расточный с автоматической сменой инструмента и числовым программным управлением предназначен для комплексной обработки деталей из различных конструкционных материалов, выполняет операции сверления, зенкерования, развертывания, получистового и чистового растачивания отверстий, нарезания резьбы метчиками и фрезами, все виды фрезерования.
Область применения : обработка пресс-форм, штампов, лопаток, турбин, моноколес, шнеков и других деталей сложной формы в предприятиях различных отраслях промышленности.
Квалификационный состав основных рабочих цеха (по профессиям), необходимых для выполнения производственного плана:
Таблица 8
Численность сотрудников цеха
№ п/п | Должность | Количество |
1 | Зуборезчик | 2 |
2 | Наладчик станков и манипуляторов с программным управлением | 2 |
3 | Оператор станков с программным управлением | 7 |
4 | Протяжчик | 2 |
5 | Резчик на пилах, ножовках и станках | 4 |
6 | Сверловщик | 2 |
7 | Токарь | 12 |
8 | Токарь-расточник | 15 |
9 | Токарь-револьверщик | 4 |
10 | Фрезеровщик | 7 |
11 | Шлифовщик | 9 |
Состав вспомогательных рабочих цеха:
водитель автопогрузчик,
водитель электро-тележки,
грузчик,
заточник,
машинист крана,
подсобный рабочий,
стропальщик.
Состав руководителей и специалистов цеха :
начальник цеха,
начальник П Р Б,
начальник участка,
мастер,
диспетчер,
экономист,
инженер-технолог.
В основном производстве находится 72 единицы оборудования. Из них 90 % в эксплуатации свыше 20 лет. Повышен износ оборудования, многие станки требуют еженедельный ремонт, за счет этого происходит увеличение производственного процесса обработок и изготовления деталей, что конечно же негативно сказывается на производстве всего предприятия. Также существует небольшая проблема простоя оборудования, за счет нехватки специалистов, которые могли бы работать за ним. Все эти причины приводят к необходимости технического перевооружения, за счет которого уменьшится производственный процесс в цеху, увеличиться норма выработки деталей, что приведет к сокращению затрат и увеличению прибыли на предприятии.
Таким образом есть смысл заменить оборудование на более новые и прогрессивные для настоящего времени модели. Так как участок токарных работ более всех загружен есть смысл начать с технического перевооружения именно этого участка механического цеха 02, затем уже участок зуборезных и фрезерных станков, а затем остальные.
Токарный участок механического цеха 02 имеет 31 станок. Наиболее загруженными станками являются токарно-винторезные станки модели КА-280, они составляют 31% от всех станков. Число обрабатываемых деталей за день одним станком составляет 75 деталей.
Также на участке простаивает токарно-винторезный станок с ЧПУ 16А20, за не имением квалифицированного специалиста, поэтому есть смысл продать этот станок и купить на вырученные деньги необходимое оборудование.
Рассмотрены станки для дальнейшего приобретения.
studfiles.net
Характеристика — станок — Большая Энциклопедия Нефти и Газа, статья, страница 2
Характеристика — станок
Cтраница 2
Тип основания выбирается в зависимости от характеристик станка. [16]
Установлены зависимости основных параметров ПВЛ от настроечных характеристик просечно-вытяжного станка, что позволит изготавливать ПВЛ с заранее установленными технологическими параметрами. Исследован характер растекания жидкости по поверхности ПВЛ при различном положении листа относительно потока жидкости. [17]
Для бурения принимают скорость вращения по характеристике станка, находящуюся в пределах подсчитанных значений или ближайшую к ним. [19]
Число 240 и является в данном случае характеристикой станка. [20]
Удовлетворение всем этим и другим требованиям зависит от характеристик станка и режущего инструмента, мощности главного привода и электромеханических свойств приводов подач и систем управления. [22]
В паспорте станка, работающего абразивным инструментом, помимо характеристики станка, должны быть указаны размеры защитного кожуха, а также форма и максимальные размеры применяемых на станке инструментов по каждому профилю отдельно. [23]
В паспорте станка, работающего абразивным инструментом, помимо характеристики станка, должны быть указаны основные размеры применяемого на станке инструмента по каждому профилю отдельно. [24]
При бурении габбро применялась свободная подача, так как характеристика станка не позволяет осуществлять подачу менее 0 063 мм / об, а при бурении крепких пород проходка на один оборот, как правило, меньше указанной величины. [25]
Схема обработки в основном зависит от конфигурации и размеров детали, характеристики станка и партионности изготовляемых деталей. В машиностроении использование всех суппортов станка иногда ограничивается отсутствием нужной партии обрабатываемых деталей. В этих случаях проектируют такую схему обработки, которая предусматривает одновременное изготовление деталей разных наименований с использованием всех суппортов. На столе станка детали устанавливаются в несколько рядов; при этом детали дополнительно подобранных наименований устанавливаются в отдельный ряд. [26]
Третий способ измерения износа заключается в получении суммарных ( интегральных) характеристик станка или механизма. Этот способ еще не дает ответа на вопрос о том, какие детали или сопряжения необходимо ремонтировать и на какую величину надо изменить их размер. Такой способ лишь дает сигнал о нарушении правильности работы станка или механизма и необходимости его ремонта. [27]
Балансировочный станок общего назначения определяет дисбаланс ротора произвольной конфигурации в заданном характеристикой станка диапазоне его массово-геометрических параметров. Техническая характеристика станка общего назначения включает пределы изменения масс и геометрических размеров ( диаметров и линейных размеров) роторов, которые могут быть отбалансированы на нем. Станки общего назначения выполняют статическую и динамическую балансировки. В пределах одной и той же гаммы станки общего назначения могут быть как зарезонансного, так и дорезонансного типа. Для расширения универсальности на станках определяют только дисбаланс ротора, т.е. эти станки являются чисто измерительными и не оснащены механизмами коррекции дисбаланса. В связи с этим станки общего назначения менее производительны, чем специальные, и применяются в основном в ремонтном, мелкосерийном и частично в серийном производстве. [28]
Паспорт является основным техническим документом, в котором содержатся основные технические данные и характеристики станка: наибольшие размеры обрабатываемых заготовок деталей, пределы частот вращения шпинделя, пределы подач; наибольшее усилие, допускаемое механизмом подач; мощность электродвигателя главного привода; габаритные размеры и масса станка. [29]
Чтобы определить передаточное отношение сменных шестерен, необходимо кроме величины шага винтовой линии знать характеристику станка. [30]
Страницы: 1 2 3 4
www.ngpedia.ru
Техническая характеристика станка — КиберПедия
Наибольшее расстояние между центрами, мм: 3 200
Наибольший диаметр обрабатываемой заготовки, мм: 3 200
Наибольшая масса заготовки, кг: 16 000
Частота вращения шпинделя, мин-1: 0,8—63
Мощность привода шпинделя, кВт: 30
Масса, кг: 58 000
В передней бабке 4, жестко закрепленной на плите 1, размещена коробка скоростей. Основание 2 суппорта с продольными направляющими и заднюю бабку 6 можно переставлять по плите в требуемые положения и закреплять на ней болтами, головки которых входят в пазы плиты. Обрабатываемую заготовку закрепляют на планшайбе 5 в кулачках или с помощью прихватов и болтов (при необходимости ее поддерживают центром задней бабки). Движение подачи осуществляется от отдельного электродвигателя; суппорту 3 можно сообщать продольное и поперечное движение подачи.
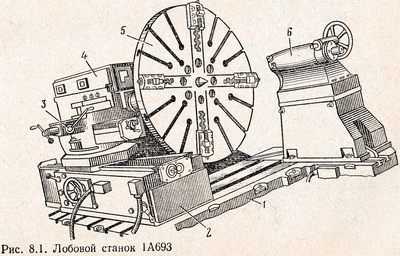
Из-за невысокой точности, сложности установки заготовки, а также низкой производительности лобовые станки применяют редко. Они вытеснены более совершенными карусельными станками.
Затыловочный станок. Конструкция. Принцип работы. Назначение.Универсальный токарно-затыловочный станок предназначен для затылования одно- и многозаходных червячных модульных фрез, а также гребенчатых, дисковых и фасонных фрез и инструментов с прямыми, косыми или торцовыми зубьями. На этом станке можно выполнять также все виды токарных работ в полуавтоматическому цикле.Станок имеет:
- самоконтрящийся механизм отвода резца,
- закаленные направляющие под каретку,
- заднюю бабку,
- цельную гайку ходового винта,
- быстроходный отбойный механизм с бесступенчатой коррекцией величины отбоя при работе станка.
Раздельный привод главного движения с автоматической коробкой скоростей обеспечивает независимость настроек винторезной, отбойной цепей и цепи спиралей, частоты вращения шпинделя, регулирования скорости обратного холостого хода, возможность изменения частоты вращения шпинделя на ходу и отключение вращения шпинделя при работающей цепи затылования для насечки червячных шеверов.
Принцип работы станка
Затылуемый инструмент закрепляют на оправке в центрах станка. Инструмент получает вращательное движение со скоростью резания. Режущий инструмент устанавливают в затыловочном суппорте, которому сообщается возвратно-поступательное движение в направлении, перпендикулярном к оси центров (затыловочное движение, согласованное с вращением заготовки), и продольное перемещение по направляющим станины (рис. 1).
При затыловании цилиндрических фрез продольное перемещение суппорту сообщается от ходового вала, а при затыловании червячных фрез — от ходового винта. При затыловании дисковых фрез продольное перемещение суппорта отсутствует.
Сверлильные станки.Сверлильный станок – это тип промышленного оборудования, предназначенный для выполнения операций сверления, зенкерования, рассверливания и растачивания отверстий. Данный тип техники позволяет также нарезать резьбы, вырезать детали из листового материала. В процессе обработки изделий используют специальные рабочие инструменты (сверло, метчик, зенкер, развертка и др.).
Вертикально-сверлильные станки. Принцип работы. Кинематическая схема. Назначение.Вертикально-сверлильное оборудование является одним из самых распространенных на производстве предприятий, занимающихся обработкой различных материалов. Машины этого типа используются для обработки отверстий в малогабаритных заготовках. В процессе работы с целью совмещения осей рабочего инструмента и отверстия заготовка передвигается относительно неподвижного сверла (или зенкера, развертки). Основное движение в станке – это вращение шпинделя (происходит от вертикального электродвигателя через зубчатую передачу). Движение подачи происходит от шпинделя к гильзе.
Горизонтально-сверлильные станки. Назначение. Принцип работы. Этот тип оборудования предназначен для горизонтальной обработки различных деталей и заготовок. Сверлильный блок располагается в торцевой части относительно конструкции, а также имеет функцию смещения по высоте. Для этого в станке присутствует вертикально расположенные направляющие.
Специфика работы подобных моделей заключается в возможности обработки массивных деталей. Для этого конструкция оборудования должна включать в себя относительно большой рабочий стол. Для надежной фиксации деталей рекомендуется использовать магнитное основание. Чаще всего горизонтально-сверлильные установки применяются для комплектации больших производственных линий.
Специфика эксплуатации оборудования:
· наличие устройств для точного позиционирования сверла;
· поворотный механизм рабочего стола. С его помощью происходит смещение детали, что повышает производительность комплекса;
· сверлильный блок рассчитан на максимально возможные механические нагрузки. Это позволяет обрабатывать детали из специальных инструментальных сортов стали.
Основным недостатком данных моделей является высокая стоимость. Также следует учитывать трудоемкость обслуживания из-за сложности конструкции.
Многошпиндельные сверлильные станки.Для одновременного формирования нескольких отверстий необходимо использовать многошпиндельные модели. Особенностью их конструкции является наличие нескольких обрабатывающих блоков. Они могут иметь горизонтальное или вертикальное расположение.
Данный тип оборудования применяется только для массового производства, эксплуатация его в домашних условиях или небольших частных мастерских нецелесообразна. Несмотря на множество положительных качеств, многошпиндельные станки отличаются сложностью в настройке, характеризуются большими размерами.
Особенности конструкции многошпиндельных станков:
· требователен к компоновке рабочего стола. Зачастую этот тип оборудования устанавливается в потоковом производстве. Поэтому подача заготовки должна выполняться автоматически;
· схема настройки параметров сверлильных шпинделей. Каждый из них может выполнять различные типы операций, что усложняет настройку.
Сверлильное оборудование этого типа не является особо популярным. Чаще всего их разрабатывают для конкретного производственного процесса.
Заточные станки, универсально- заточные станки для заточки сверл.станок для заточки и переточки металлорежущего инструмента.
Преимущественное применение имеют заточные станки имеющие абразивные шлифовальные круги.
Станки подразделяются на универсальные, предназначенные для заточки режущих инструментов различных видов, и специализированные, для заточки инструментов только одного вида.
Универсальные станки комплектуются нормальными и специальными приспособлениями служащими для установки и закрепления разнообразных режущих инструментов: зенкеров, развёрток, метчиков, плашек, фрез, фрезерных головок, свёрл, фасонных резцов. Универсальные заточные станки предназначены для заточки и доводки основных видов инструмента из инструментальной стали, твердого сплава и минералокерамики абразивными, алмазными, шлифовальными и эльборовыми кругами.
Многоцелевые станки этого типа применяются для шлифования, заточки и переточки, доводки слесарного, металлорежущего и дереворежущего инструмента: ленточных, дисковых и круглых сегментных пил, кромок правых и левых сверл, фасонных острозаточенных и торцовых фрез, пильных цепей бензопил, фасонных плоских строгальных и фуговальных ножей, токарных резцов.
Универсальный заточной станок — технические параметры:
- точность доводки, заточки и шлифовки инструмента;
- диапазон регулирования скорости вращения круга;
- скорость подачи инструмента;
- диапазон угла заточки;
- скорость выполнения операции;
- с охлаждением затачиваемой поверхности и без него;
- наличие вентиляции и отсоса пыли, бесшумность работы.
По компоновке многоцелевые заточные станки бывают настольного и напольного исполнения. Традиционно привод осуществляется с помощью электродвигателя через клиноременную передачу.
Станки для заточки ленточных пил, сверл и другого инструмента комплектуются специальными приспособлениями и оснасткой: системой водяного охлаждения (СОЖ), синусной линейкой, оптическими устройствами, приспособлениями для заточки конкретных видов инструмента.
Расточные станкипредназначены для растачивания, сверления, зенкерования, нарезания внутренней и наружной резьб, обтачивания цилиндрических поверхностей, подрезки торцов, цилиндрического и торцового фрезерования крупноразмерных заготовок в условиях индивидуального и серийного производства. Иногда на расточных станках можно производить окончательную обработку заготовки корпусной детали без перестановки ее на другие станки.
Горизонтально-расточные станки. Назначение. Конструкция.Горизонтально-расточный станок имеет горизонтальный шпиндель, расположенный в бабке. Несмотря на эту особенность, данный вид является наиболее распространенным в использовании. Стол позволяет совершать перемещения, как в продольном, так и в поперечном направлении, существует возможность в ручном и автоматизированном повороте стола. Главное движение в данном виде станков – это вращение шпинделя. Существуют тяжелые, малые и средние горизонтально-расточные станки, в зависимости от диаметра шпинделя. У среднего стол перемещается в продольном и поперечном, у тяжелого стол отсутствует, а заготовку устанавливают на станине.
Малые и средние станки имеют основные узлы:
— передняя стойка
— шпиндельная бабка
— станина
— стол
— задняя стойка.
Обработка глубоких отверстий. Назначение планетарного механизма.
Координатно-расточные станки. Назначение. Конструкция.Наиболее точными являются координатно-расточные станки, в процессе производства они совершают меньше погрешностей благодаря возможности задавать координаты. В целом работа данного вида оборудования не отличается от других видов. Такие станки получили применение в машиностроении и металлургии при расточке деталей средних размеров, контрольно-измерительных инструментов и эталонных образцов. Разделяют одностоечные и двухстоечные станки. В одностоечных перемещение стола осуществляется в продольном и поперечном направлении и вертикальное перемещение шпиндельной бабки. В двухстоечных стол имеет только продольное перемещение и поперечное перемещение шпиндельной бабки. Также последними изменениями являются модели с автоматизированным программным управлением, что значительно упрощает работу и повышает производительность на предприятии.
Гильотины по металлу, прессножницы. Конструкция. Назначение.Гильотина, гильотинные ножницы (фр. guillotine) — механическое устройство для резки материалов, имеющие в своей конструкции косой подвижный нож, двигающийся в одной плоскости без изменения угла наклона. Предназначены для прямой продольной и поперечной резки листового и полосового материала из стали, цветных металлов и их сплавов на начальном этапе производства. Основное преимущество ножниц гильотинного типа состоит в том, что в момент реза, давление на разрезаемый материал производится не по всей длине реза, что снижает требуемое усилие. Чем больше угол наклона, тем меньше усилие и хуже качество реза[1][2]. Гильотина — это общее название механизмов[источник не указан 1493 дня], служащих для обрубания кабелей, резки металлических листов, бумаги и других операций, связанных с рубящим движением.
Основное назначение механической гильотины — рубка листового материала на заготовительном производстве. Ножницы предназначены для выполнения прямолинейных резов, вырезы таким инструментом не выполняются. Для удержания материала во время реза, некоторые гильотины имеют в своём составе прижим — пресс с механическим или гидравлическим приводом[3]. Пресс снижает эффект вытягивания материала из под ножа и рез получается ровнее. Кроме того, наличие прижима позволяет с успехом резать стопки материала. В типографиях гильотины с прижимом применяются для форматирования (нарезки) больших кип бумаги.
Тот же принцип применяется в механизмах для резки листового (прокатного) металла (станки гильотинного типа, гильотинные ножницы), а также для обрубки кабелей в аварийных ситуациях, например, в случае необходимости сброса испытываемого на подвесе двигателя с летающей лаборатории, все связанные с этим двигателем провода обрубаются гильотиной, а не отключаются. В мясоперерабатывающей промышленности имеются дробилки гильотинного типа. Приспособление для обрезки кончиков сигар устроено по тому же принципу и называется гильотинкой.
Хонинговальные станки.Хонинговальный станок
шлифовально-притирочный металлорежущий станок дляхонингования (См. Хонингование). Различают Х. с.: вертикальные, горизонтльные и наклонные, одно- имногошпиндельные, для внешнего и внутреннего хонингования, универсальные, полуавтоматические иавтоматические. В шпинделе Х. с. закрепляется режущий инструмент — хонинговальная головка (хон), оснащенная мелкозернистыми абразивными брусками. Главное движение инструмента Х. с. (вращательное.) создаётся отдельным электродвигателем или гидротурбиной, а движение подачи (прямолинейное, возвратно-поступательное) — обычно гидроприводом. Кроме того, имеется механизм радиальной подачи абразивныхбрусков в хонинговальной головке, который обеспечивает быстрый подвод брусков к обрабатываемойповерхности, а также автоматическую компенсацию их износа во время работы. Наиболее распространеныполуавтоматические Х. с. для хонингования сквозных и глухих отверстий.
механическая ножовка,трезной ножовочный станок (механическая ножовка) модели Н-1, предназначенный для резания проката например круглого, квадратного, двутаврового) в плоскости, перпендикулярной оси заготовки.ленточнопильные станкитанок, рабочим органом которого является ленточная пила (пила в виде замкнутой ленты, натянутой на шкивы и непрерывно обращающейся вокруг них). По расположению этой пилы станки подразделяются на горизонтальные и вертикальные[1]. Предназначен для резки дерева или металла[2]. Есть также специализированные ленточнопильные станки для резки пищевых замороженных продуктов..На станке используется в качестве рабочего инструмента ленточная пила.
Различают станки маятникового типа, работающие на одной опоре по принципу качения маятника (одноколонные), двухколонные- с гидравлическим приводом регулирования скорости подачи, а также гильотина (или ножницы), с опускающейся пильной рамой.
Также различают станки с ручным управлением, полуавтоматические станки с автоматическим возвратом рамы и автоматические станки, позволяющие автоматизировать цикл по программе, включая рез и подачу на определенную длину материала.
По применению в пилении различных материалов различают использование ленточных пил в зависимости от материала изготовления: биметаллические ленточные пилы и ленточные пилы с твердосплавными напайками, применяемые для пиления сложных материалов.
Круглопи́льныйстано́к (устаревшее название: стационарная циркулярная пила) — станок, предназначенный для продольной, поперечной распиловки и распиловки под углом древесины и других материалов. Режущим инструментом в данном станке является круглая пила.
Конструкция[править | править вики-текст]
Основные элементы круглопильного станка: станина, пильный вал, механизм подачи, приводы пильного вала. Круглопильные станки могут быть однодисковыми и многодисковыми. По способу подачи распиливаемого материала различают станки с ручной и автоматической подачей.
cyberpedia.su