Описание токарных проходных резцов, особенности строения, маркировка и классификация
 Резец проходного типа создан для совершения обточки разной поверхности наружного типа на деталях вращениях, куда стоит отнести конические поверхности с большой общей длиной и диаметром, цилиндрические валки и другие детали. В отличие от прямых, резцы проходного типа, отогнутые в сторону, получили наибольшее распространение, так как они заключают в себе универсальные возможности функционирования.
Резец проходного типа создан для совершения обточки разной поверхности наружного типа на деталях вращениях, куда стоит отнести конические поверхности с большой общей длиной и диаметром, цилиндрические валки и другие детали. В отличие от прямых, резцы проходного типа, отогнутые в сторону, получили наибольшее распространение, так как они заключают в себе универсальные возможности функционирования.
При помощи своей общей формы они способны обрабатывать детали даже в особых сложнодоступных местах. Резцы используются для производства деталей, черновой, а также чистовой обработки отдельных заготовок в процессе машиностроения и станкостроения. Почти в любой профессиональной токарной мастерской проходной резец считается незаменимым компонентом для всего процесса обработки.
Работа таким типом устройства происходит как при продольной, так и при поперечной подаче. Им можно производить обточку поверхности, снимать фаски и подрезать основные торцы, то есть все главные операции, которые помогут пригодиться в такой работе. Их стоит отнести к широкопрофильным инструментам, и обладают они сразу несколькими вариациями по диаметру, габаритам и остальным параметрам. Они способны качественно проявлять себя в работе с жёсткими компонентами. Резец проходного типа отогнутый создаётся по стандартам ГОСТа 18869−73.
Разновидности токарных проходных резцов
Такие инструменты можно разделить сразу как на черновые, так на чистовые разновидности.
Чистовые имеют сравнительно небольшой радиус общего закругления. Это помогает получить более точно обработанную поверхность в приборе. Их принято использовать на конечной стадии изготовления и для создания небольших деталей. Если на производстве хотят получить большую гладкость, а также чистоту, то чаще всего используют лопаточные резцы, которые помогают добиться наилучшего эффекта.
 Черновые разновидности можно использовать для процесса грубой обработки. При всём этом общий радиус закругления у них будет намного ниже, но и крепость намного сильнее. Они могут хорошо подойти в то время, когда нужно снимать большое число металла с полученной заготовки. Рабочий ресурс в этом случае у них будет гораздо выше. Именно по этой причине, с экономической точки рассмотрения такого вопроса, обработка сразу несколькими типами резцов происходит значительно выгоднее и бюджетнее. Точность при этом у них меньше, но первый этап устранения они проходят в разы быстрее.
Черновые разновидности можно использовать для процесса грубой обработки. При всём этом общий радиус закругления у них будет намного ниже, но и крепость намного сильнее. Они могут хорошо подойти в то время, когда нужно снимать большое число металла с полученной заготовки. Рабочий ресурс в этом случае у них будет гораздо выше. Именно по этой причине, с экономической точки рассмотрения такого вопроса, обработка сразу несколькими типами резцов происходит значительно выгоднее и бюджетнее. Точность при этом у них меньше, но первый этап устранения они проходят в разы быстрее.
Кроме этого, можно также выделять такие разновидности резцов, как проходной отогнутый левый, а также правый. В этом случае они будут отличаться расположением режущей кромки, как и на остальных деталях таких инструментов.
Резец проходной может быть произведён преимущественно из материалов твёрдых сплавов, но также можно использовать инструменты из стали быстрорежущего типа.
Геометрия резца
Главной рабочей поверхностью в резце станет его головка, которая располагается на самом стержне прибора. Она вставляется в резцедержатель для совершения последующей работы. На передней поверхности головки будет преобладать поверхность, которая обеспечит качественный сход стружки. Также есть две задние кромки — основная и вспомогательная. Ими следует именовать те поверхности, которые будут обращены к детали, подвергающейся процессу обработки.
Главная работа будет проходить при помощи главной режущей кромки. Она создаётся на пересечении главной задней и передней поверхности в инструменте. В самой конструкции устройства есть и вспомогательная режущая кромка, которая образовывается в месте пересечения главной, задней и передней конструкции. Пересечение вспомогательного типа и основной режущей кромки будет создавать особую вершину в резце. В любой модели будет создан собственный угол, который сделает изделие наиболее подходящим для тех или иных целей применения. Например, для процесса обработки детали ступенчатого вида стоит использовать резец с общим углом около 90 градусов.
Советы по выбору
 Проходные токарные отогнутые устройства могут создаваться в нескольких вариациях, в которых будут различны размеры, материал, а также некоторые другие параметры. Во время выбора резца стоит особое внимание уделить тому, с какими заготовками вам придётся иметь дело. Если в процессе производства применяется более широкий круг деталей, то нужно иметь не один изогнутый проходной резец , а настоящий набор для использования в различных случаях.
Проходные токарные отогнутые устройства могут создаваться в нескольких вариациях, в которых будут различны размеры, материал, а также некоторые другие параметры. Во время выбора резца стоит особое внимание уделить тому, с какими заготовками вам придётся иметь дело. Если в процессе производства применяется более широкий круг деталей, то нужно иметь не один изогнутый проходной резец , а настоящий набор для использования в различных случаях.
Общий размер изделия должен быть подобран в соответствии с размером самой заготовки. Самым широко используемым вариантом станет средний, который не будет требовать постоянной замены для большого количества работ с различными типами изделий. Рекомендация от специалистов: регулярная замена резцов может привести к большим потерям времени в процессе создания работы и к развитию простоя оборудования, так что нужно заранее определиться с наиболее оптимальным вариантом.
Режимы резания
Проходной резец токарного типа может быть применим в достаточно простом режиме работы. Им можно производить продольные, а также поперечные движения, в зависимости от профиля детали и её обработки.
Стоит с самого начала сделать черновой процесс обработки лишь одним устройством, которое будет предназначено именно для такой цели, а после создать уже более чистый проход по почти готовому типу поверхности. Если в процессе черновой обработки со временем будет сниматься общая толщина до нескольких миллиметров, то при чистовой такой показатель идёт до десятых долей за несколько проходов.
Маркировка резцов
К примеру, стоит разобрать такой резец, как проходной отогнутый Т15К6, на котором можно более подробно рассмотреть пример маркировки. Рабочая поверхность в этом случае выполнена из твердосплавных материалов, которые следует относить к титановольфрамовой группе. Общее содержание кобальта около 6%, а карбида титана (Т15) будет составлять 15%.
Основные производители резцов:
- Чиз (Чинигов, Украина).
- Укрметиз (Украина).
- Китай — Intertool.
- ООО «Мелитополь инструмент».
- Seco Швеция.
Классификация изделий
Все резцы различаются по общему направлению, в котором и происходит подавляющее движение.
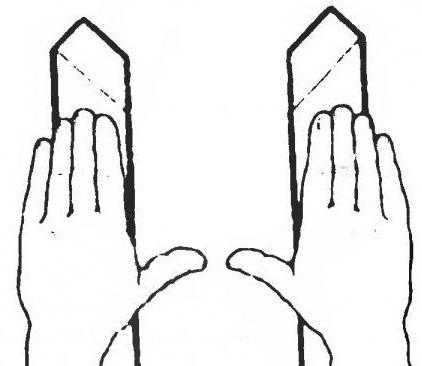
 Токарные инструменты левого типа — во время обработки способны поддаваться движению слева направо. Если же поместить на резец свою левую руку, то его общая режущая кромка будет располагаться со стороны отогнутого большого пальца.
Токарные инструменты левого типа — во время обработки способны поддаваться движению слева направо. Если же поместить на резец свою левую руку, то его общая режущая кромка будет располагаться со стороны отогнутого большого пальца.- Правые резцы — это тип инструмента, который приобрёл наибольшее распространение и использование, а его подача происходит справа налево. Для того чтобы найти такой резец, на него стоит положить именно правую руку — его режущая кромка будет находиться, соответственно, со стороны отогнутого большого пальца.
 Токарные инструменты левого типа — во время обработки способны поддаваться движению слева направо. Если же поместить на резец свою левую руку, то его общая режущая кромка будет располагаться со стороны отогнутого большого пальца.
Токарные инструменты левого типа — во время обработки способны поддаваться движению слева направо. Если же поместить на резец свою левую руку, то его общая режущая кромка будет располагаться со стороны отогнутого большого пальца.В определённой зависимости от того, какие работы стоит выполнять на станке, резцы можно разделить на такие виды, как:
- Для выполнения чистовой работы по поверхности металла.
- Для получистовых работ.
- Для создания более тонких технологических изделий.
- Для осуществления черновой работы, которую можно также назвать обдирочной.
Проходные прямые
Применяется такой инструмент совместно с прямой рабочей поверхностью для таких же работ, как и резцы отогнутой формы, но он будет особо неудобным для снятия фасок.
Державки такой формы резцов для станка должны осуществляться в двух главных типоразмерах:
- Квадратная форма — 25*25 мм (такие типы изделия с державками применяются для выполнения особых работ).
- Прямоугольная форма резца — 25 на 16 мм.
Проходные отогнутые
Такие разновидности резцов, рабочая часть в которых способна быть отогнутой в левую либо правую сторону, применяют для процесса обработки на токарном станке торцевой части в заготовки. С их помощью также стоит осуществлять снятие фасок.
Державки прибора такой формы могут выполняться в совершенно разной форме:
- 16*10 (для станков учебного типа).
- 20*12 (такой размер прибора можно назвать стандартным).
- 25*16 (самые распространённые разновидности размеров).
- 30*20.
- 40*25 (приборы с державкой такого типа создаются главным образом под особые заказы, их почти нельзя найти в свободной продаже на территории рынка).
Все требования к таким резцам будут проверяться по стандарту ГОСТа 18877−73.
Проходные упорные
При помощи п роходного упорного резца на токарном станке становится возможным обрабатывать поверхности заготовок металла цилиндрической формы. Главные конструктивные особенности такого типа резца, которые проходят обработку вдоль оси вращения, помогают даже за один проход устранять большое количество лишнего металла.
Державки для изделий такого типа также могут выполняться с использованием различных замеров (в миллиметрах).
- 16*10
- 20*12
- 25*16
- 32*20
- 40*25.
Такой инструмент для работы на станке по металлу также может быть выполнен с правыми либо же левыми отгибами в рабочей части рубца.
Подрезные отогнутые
Внешне такой резец очень схож с проходным, но у него имеется совсем другая форма режущей пластины — она треугольная. Благодаря таким инструментам для токарного станка по металлу все заготовки обрабатываются в соответствующем направлении, перпендикулярно оси совершения вращения.
Резцы такого формата могут быть созданы с такими размерами держателей, как:
- 16*10
- 25*16
- 32*20.
Отрезные
 Отрезной тип резца считается более распространённым видом устройства для использования на токарном станке по металлу. В полном соответствии со своим наименованием применяется такой тип резцов для отрезки заготовки под соблюдением прямого угла. С его помощью также можно делать канавки различного диаметра и глубины на поверхности металлической детали. Понять, что перед вами именно отрезной тип резца для работы на станке, довольно легко. Его основной особенностью считается тонкая ножка, которая напаивается на пластину из твёрдых сплавов.
Отрезной тип резца считается более распространённым видом устройства для использования на токарном станке по металлу. В полном соответствии со своим наименованием применяется такой тип резцов для отрезки заготовки под соблюдением прямого угла. С его помощью также можно делать канавки различного диаметра и глубины на поверхности металлической детали. Понять, что перед вами именно отрезной тип резца для работы на станке, довольно легко. Его основной особенностью считается тонкая ножка, которая напаивается на пластину из твёрдых сплавов.
Существуют право- и левосторонние виды отрезных резцов для токарного станка по металлу. Отличить их можно также легко. Для этого стоит перевернуть резец режущей стороной пластины вверх и рассмотреть, с какой стороны расположена его ножка.
tokar.guru
Подрезной резец: виды и основные размеры
Основными инструментами для обработки заготовок на токарных станках являются резцы. С их помощью можно отделить необходимый слой материала от любой цилиндрической детали, чтобы придать ей требуемый размер.
Для чего используется токарный подрезной резец?

Всего существует 8 видов резцов: проходной, расточной, отрезной, прорезной, фасочный, фасонный и подрезной. Каждый из них используется в конкретных операциях. Например, отрезные резцы предназначены для отделения готовых изделий от заготовок, а расточные — для растачивания отверстий или создания внутренних фасок. Но подрезной резец имеет более широкое применение. Едва ли не каждая основная операция на токарном станке выполняется с использованием этого инструмента. С его помощью можно подрезать уступы под прямым или острым углом, создать наружные фаски, проточить торец и любую другую наружную поверхность цилиндрической детали. Таким образом, он является одним из самых важных инструментов, так как непосредственно влияет на первоначальное формирование готового изделия.
Виды подрезных резцов
Во-первых, в зависимости от направления подачи, подрезные резцы бывают левые и правые. Определить вид по этому принципу довольно легко, стоит лишь приложить ладонь на инструмент и посмотреть, в какую сторону указывает большой палец. Если направление большого пальца влево – это левый, а вправо – правый резец.
Во-вторых, в зависимости от особенностей конструкции, существуют:
- Резец подрезной отогнутый. Он имеет режущие кромки, наклоненные в одну из сторон от оси державки.
- Резец подрезной прямой. Он имеет режущие кромки, параллельные оси державки.
- Резец подрезной торцевой (или упорный). Этот инструмент так же имеет режущие кромки, что параллельны оси державки, но расположенные под меньшим углом.
В-третьих, существует классификация резцов по способу изготовления. В зависимости от этого, они бывают двух видов:
- Цельные – инструменты, державка и головка которых созданы из одного и того же материала.
- Составные – инструменты, составные части которых изготовлены из разных материалов. Например, державка создана из твердого сплава Т10К5, а режущая пластина, расположенная на головке, из быстрорежущей стали Р9.
Выбор резца для обработки детали

Прежде чем выбрать подрезной резец для обработки, нужно определиться с некоторыми особенностями:
- Во-первых, необходимо учесть материал режущей пластины инструмента. Резец должен быть более жестким, чем сама заготовка.
- Во-вторых, нужно учесть геометрию и конструкцию резца.
Эти два параметры повлияют на дальнейший выбор значений подачи и скорости резания, а также на его стойкость, т. е. продолжительность непрерывной работы до того момента, пока режущие кромки не затупятся.
Элементы резца и их размеры
Подрезной резец состоит из двух элементов:
- Державки (стержня) – основная часть резца, которая дает возможность установить инструмент на станке.
- Головки или же рабочей части, которой, собственно, и выполняется обработка детали. Головка состоит из нескольких поверхностей: передней (по которой отводиться стружка), главной задней (которая поддерживает режущую пластину) и вспомогательной задней (позволяет инструменту передвигаться по обрабатываемой поверхности). Помимо этого, на ней расположены две режущие кромки – главная и вспомогательная, которые отвечают за выполнение основных токарных операций.
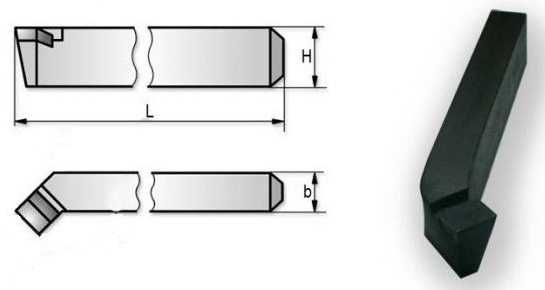
В зависимости от габаритов резцедержателя станка и обрабатываемой заготовки, державки и головки инструментов изготовляют различных размеров. Основные размеры инструмента на примере токарного правого подрезного торцового резца приведены в таблице ниже.
Длина, L | Ширина, b | Высота, H | Угол врезки пластин |
100 мм | 10 мм | 16 мм | 15° |
120 мм | 12 мм | 20 мм | |
140 мм | 16 мм | 25 мм | |
170 мм | 20 мм | 32 мм | |
200 мм | 25 мм | 40 мм |
Маркировка
Как правило, многие токари, которые выбирают инструмент для обработки детали, сразу обращают внимание на маркировку и не зря, ведь именно в ней указана марка стали, используемая для создания режущих пластин. Например, резец подрезной упорный Т5К10 имеет твердосплавную пластину, которая относится к титан-вольфрамовой группе сплавов, содержащей карбиды титана и кобальт. Такой инструмент может подойти только для чернового точения заготовок из углеродистых и легированных сталей на низких скоростях и при низкой температуре нагревания.

В иных случаях придется выбирать резцы из быстрорежущей стали. Они дольше работают на высоких скоростях и менее склонны к смягчению при нагреве в более чем 200 °C.
Материалы, использующиеся для создания режущей пластины

Как уже известно, подрезной резец состоит из двух частей: державки и головки. Оба эти элемента важны для инструмента и каждый из них выполняет свою функцию. Например, державка, которая крепится в резцедержателе, должна быть твердой, стойкой к износу и ударам, а режущая пластина обязана не нагреваться при высокой температуре. Именно поэтому в большинстве случаев обе части резца делают из различных материалов. К тому же это позволяет сэкономить на производстве самого инструмента, что значительно влияет на снижение итоговой цены.
Таким образом, режущие пластины выполняются из быстрорежущей стали или твердых сплавов с добавлением кобальта, ведь, как известно, этот материал стойкий к износу и отлично работает при высоких температурах. Популярными материалами для изготовления режущих пластин резцов являются быстрорежущие стали (Р9К5, Р9К5Ф2) и твердые сплавы (Т5К10, Т5К6).
Если необходимо обрабатывать более мягкие сплавы железа, например, чугун, тогда рекомендуется выбирать резец, режущая пластина которого состоит не только из кобальта, но и из вольфрама. К таковым относятся марки ВК6, ВК8, ВК10, ВК3М и ВК6В.
Список актуальных ГОСТов
Ввиду различий в конструкции, размерах и геометрии, многие не могут правильно подобрать резец подрезной. ГОСТ должен избавить от этих трудностей. В стандарте имеется вся необходимая информация о токарных инструментах, их конструкции, геометрических параметрах и других не менее важных особенностях, которые пригодятся при расчете режимов резания и выборе резца.
Всего есть 4 государственных стандарта, в которых упоминаются токарные подрезные резцы:
- ГОСТ 18880-73 (переиздание с изм. 2003 г.). В стандарте изложена краткая информация об основных обозначениях, конструкции, геометрических параметрах и размерах подрезных отогнутых резцов, имеющих напаянные режущие пластины из твердого сплава.
- ГОСТ 18871-73 (переиздание с изм. 2003 г.). В стандарте имеется необходимая информация о конструкции и размерах токарных подрезных резцов с напаянными пластинами из быстрорежущей стали.
- ГОСТ 28980-91 (переиздание с изм. 2004 г.). Говорится о проходных и подрезных резцах со сменными твердосплавными пластинами.
- ГОСТ 29132-91 (переиздание с изм. 2004 г.) Имеется информация о проходных и подрезных резцах со сменными многогранными пластинами, которые применяются в производстве вместе со специальным приспособлением, копиром.
fb.ru
Проходной упорный резец — Большая Энциклопедия Нефти и Газа, статья, страница 1
Проходной упорный резец
Cтраница 1
Проходные упорные резцы применяют для обработки заготовок с уступами небольших размеров. Главный угол в плане этих резцов равен 90, что способствует уменьшению вибраций в процессе работы. Для нежестких деталей необходимо применять упорные резцы. [2]
Проходные упорные резцы имеют угол в плане ф 90 и предназначены для обточки валиков, подрезки буртиков, проточки нежестких деталей. [4]
Проходные упорные резцы ( рис. 85) особенно пригодны для обработки детали с уступами небольших размеров, образуемыми этим же резцом. [6]
Проходные упорные резцы ( рис. 78) особенно пригодны для обработки детали с уступами небольших размеров, образуемыми этим же резцом. Главный угол в плане этих резцов 90, что способствует уменьшению вибраций в процессе работы. Поэтому упорные резцы успешно используются при обработке нежестких деталей. [7]
Предложенный им проходной упорный резец ( фиг. Во время работы на передней поверхности резца появляется лунка, и ширина фаски постепенно уменьшается. Во избежание этого периодически восстанавливают ширину фаски мелкозернистым абразивным бруском, не снимая резца со станка. Борткевич достиг при обработке стали скорости резания 400 — 700 м / мин. [8]
Ступенчатые детали обтачивают проходными упорными резцами. [9]
Ножи-вставки предназначены для оснащения проходных упорных резцов к тяжелым и уникальным токарным и карусельным станкам. [10]
Если при подрезании торца проходным упорным резцом приходится срезать большой припуск, то при подаче в направлении к центру возникает сила, которая стремится углублять резец в торец заготовки. Чтобы этого не произошло, срезают большую часть припуска несколькими проходами продольной подачей, а чистовой проход выполняют подачей от центра. Плоскостность торца проверяют прикладыванием к нему ребра линейки или угольника. [11]
Для обработки данной детали применить проходной упорный резец / ( рис. 12) для подрезания торца и обтачивания цилиндрических поверхностей В и Г, проходной II для обтачивания фаски ( кроме того; этим резцом с большим успехом производится подрезание торца, обтачивание цилиндрических гладких и с уступами поверхностей), твердосплавный отрезной III для вытачивания канавки и отрезания. [13]
Установить и закрепить проходной или проходной упорный резец 4 ( рис. 6) так, чтобы он находился с правой стороны бронзового диска 2 и плотно прилегал к нему. [14]
Страницы: 1 2 3 4
www.ngpedia.ru
| Резец токарный проходной упорный прямой 2101-0001 ГОСТ 18879 | правый | 8 | 8 |
| Резец токарный проходной упорный прямой 2101-0002 ГОСТ 18879 | левый | 8 | 8 |
| Резец токарный проходной упорный прямой 2101-0003 ГОСТ 18879 | правый | 10 | 10 |
| Резец токарный проходной упорный прямой 2101-0004 ГОСТ 18879 | левый | 10 | 10 |
| Резец токарный проходной упорный прямой 2101-0005 ГОСТ 18879 | правый | 12 | 12 |
| Резец токарный проходной упорный прямой 2101-0006 ГОСТ 18879 | левый | 12 | 12 |
| Резец токарный проходной упорный прямой 2101-0007 ГОСТ 18879 | правый | 16 | 16 |
| Резец токарный проходной упорный прямой 2101-0008 ГОСТ 18879 | левый | 16 | 16 |
| Резец токарный проходной упорный прямой 2101-0051 ГОСТ 18879 | правый | 16 | 16 |
| Резец токарный проходной упорный прямой 2101-0052 ГОСТ 18879 | левый | 16 | 16 |
| Резец токарный проходной упорный изогнутый 2103-1101 ГОСТ 18879 | правый | 10 | 10 |
| Резец токарный проходной упорный изогнутый 2103-1102 ГОСТ 18879 | левый | 10 | 10 |
| Резец токарный проходной упорный изогнутый 2103-1121 ГОСТ 18879 | правый | 10 | 10 |
| Резец токарный проходной упорный изогнутый 2103-1122 ГОСТ 18879 | левый | 10 | 10 |
| Резец токарный проходной упорный прямой 2101-0009 ГОСТ 18879 | правый | 20 | 12 |
| Резец токарный проходной упорный прямой 2101-0011 ГОСТ 18879 | правый | 20 | 20 |
| Резец токарный проходной упорный изогнутый 2103-1103 ГОСТ 18879 | правый | 12 | 12 |
| Резец токарный проходной упорный изогнутый 2103-0019 ГОСТ 18879 | правый | 16 | 12 |
| Резец токарный проходной упорный прямой 2101-0010 ГОСТ 18879 | левый | 20 | 12 |
| Резец токарный проходной упорный прямой 2101-0012 ГОСТ 18879 | левый | 20 | 20 |
| Резец токарный проходной упорный изогнутый 2103-1104 ГОСТ 18879 | левый | 12 | 12 |
| Резец токарный проходной упорный изогнутый 2103-0020 ГОСТ 18879 | левый | 16 | 12 |
| Резец токарный проходной упорный прямой 2101-0053 ГОСТ 18879 | правый | 20 | 12 |
| Резец токарный проходной упорный прямой 2101-0055 ГОСТ 18879 | правый | 20 | 20 |
| Резец токарный проходной упорный изогнутый 2103-1123 ГОСТ 18879 | правый | 12 | 12 |
| Резец токарный проходной упорный изогнутый 2103-0069 ГОСТ 18879 | правый | 16 | 12 |
| Резец токарный проходной упорный прямой 2101-0054 ГОСТ 18879 | левый | 20 | 12 |
| Резец токарный проходной упорный прямой 2101-0056 ГОСТ 18879 | левый | 20 | 20 |
| Резец токарный проходной упорный изогнутый 2103-1124 ГОСТ 18879 | левый | 12 | 12 |
| Резец токарный проходной упорный изогнутый 2103-0070 ГОСТ 18879 | левый | 16 | 12 |
| Резец токарный проходной упорный изогнутый 2103-0017 ГОСТ 18879 | правый | 16 | 10 |
| Резец токарный проходной упорный изогнутый 2103-1105 ГОСТ 18879 | правый | 16 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0018 ГОСТ 18879 | левый | 16 | 10 |
| Резец токарный проходной упорный изогнутый 2103-1106 ГОСТ 18879 | левый | 16 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0067 ГОСТ 18879 | правый | 16 | 10 |
| Резец токарный проходной упорный изогнутый 2103-1125 ГОСТ 18879 | правый | 16 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0068 ГОСТ 18879 | левый | 16 | 10 |
| Резец токарный проходной упорный изогнутый 2103-1126 ГОСТ 18879 | левый | 16 | 16 |
| Резец токарный проходной упорный прямой 2101-0013 ГОСТ 18879 | правый | 25 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0021 ГОСТ 18879 | правый | 20 | 16 |
| Резец токарный проходной упорный прямой 2101-0014 ГОСТ 18879 | левый | 25 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0022 ГОСТ 18879 | левый | 20 | 16 |
| Резец токарный проходной упорный прямой 2101-0057 ГОСТ 18879 | правый | 25 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0071 ГОСТ 18879 | правый | 20 | 16 |
| Резец токарный проходной упорный прямой 2101-0058 ГОСТ 18879 | левый | 25 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0072 ГОСТ 18879 | левый | 20 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0003 ГОСТ 18879 | правый | 20 | 12 |
| Резец токарный проходной упорный изогнутый 2103-1107 ГОСТ 18879 | правый | 20 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0004 ГОСТ 18879 | левый | 20 | 12 |
| Резец токарный проходной упорный изогнутый 2103-1108 ГОСТ 18879 | левый | 20 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0053 ГОСТ 18879 | правый | 20 | 12 |
| Резец токарный проходной упорный изогнутый 2103-1127 ГОСТ 18879 | правый | 20 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0054 ГОСТ 18879 | левый | 20 | 12 |
| Резец токарный проходной упорный изогнутый 2103-1128 ГОСТ 18879 | левый | 20 | 20 |
| Резец токарный проходной упорный прямой 2101-0015 ГОСТ 18879 | правый | 32 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0007 ГОСТ 18879 | правый | 25 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0023 ГОСТ 18879 | правый | 25 | 20 |
| Резец токарный проходной упорный изогнутый 2103-1111 ГОСТ 18879 | правый | 25 | 25 |
| Резец токарный проходной упорный прямой 2101-0016 ГОСТ 18879 | левый | 32 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0008 ГОСТ 18879 | левый | 25 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0024 ГОСТ 18879 | левый | 25 | 20 |
| Резец токарный проходной упорный изогнутый 2103-1112 ГОСТ 18879 | левый | 25 | 25 |
| Резец токарный проходной упорный прямой 2101-0059 ГОСТ 18879 | правый | 32 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0057 ГОСТ 18879 | правый | 25 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0073 ГОСТ 18879 | правый | 25 | 20 |
| Резец токарный проходной упорный изогнутый 2103-1131 ГОСТ 18879 | правый | 25 | 25 |
| Резец токарный проходной упорный прямой 2101-0060 ГОСТ 18879 | левый | 32 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0058 ГОСТ 18879 | левый | 25 | 16 |
| Резец токарный проходной упорный изогнутый 2103-0074 ГОСТ 18879 | левый | 25 | 20 |
| Резец токарный проходной упорный изогнутый 2103-1132 ГОСТ 18879 | левый | 25 | 25 |
| Резец токарный проходной упорный изогнутый 2103-0009 ГОСТ 18879 | правый | 32 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0025 ГОСТ 18879 | правый | 32 | 25 |
| Резец токарный проходной упорный изогнутый 2103-1113 ГОСТ 18879 | правый | 32 | 32 |
| Резец токарный проходной упорный изогнутый 2103-0010 ГОСТ 18879 | левый | 32 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0026 ГОСТ 18879 | левый | 32 | 25 |
| Резец токарный проходной упорный изогнутый 2103-1114 ГОСТ 18879 | левый | 32 | 32 |
| Резец токарный проходной упорный изогнутый 2103-0059 ГОСТ 18879 | правый | 32 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0075 ГОСТ 18879 | правый | 32 | 25 |
| Резец токарный проходной упорный изогнутый 2103-1133 ГОСТ 18879 | правый | 32 | 32 |
| Резец токарный проходной упорный изогнутый 2103-0060 ГОСТ 18879 | левый | 32 | 20 |
| Резец токарный проходной упорный изогнутый 2103-0076 ГОСТ 18879 | левый | 32 | 25 |
| Резец токарный проходной упорный изогнутый 2103-1134 ГОСТ 18879 | левый | 32 | 32 |
| Резец токарный проходной упорный изогнутый 2103-0011 ГОСТ 18879 | правый | 40 | 25 |
| Резец токарный проходной упорный изогнутый 2103-0027 ГОСТ 18879 | правый | 40 | 32 |
| Резец токарный проходной упорный изогнутый 2103-1115 ГОСТ 18879 | правый | 40 | 40 |
| Резец токарный проходной упорный изогнутый 2103-0012 ГОСТ 18879 | левый | 40 | 25 |
| Резец токарный проходной упорный изогнутый 2103-0028 ГОСТ 18879 | левый | 40 | 32 |
| Резец токарный проходной упорный изогнутый 2103-1116 ГОСТ 18879 | левый | 40 | 40 |
| Резец токарный проходной упорный изогнутый 2103-0061 ГОСТ 18879 | правый | 40 | 25 |
| Резец токарный проходной упорный изогнутый 2103-0077 ГОСТ 18879 | правый | 40 | 32 |
| Резец токарный проходной упорный изогнутый 2103-1135 ГОСТ 18879 | правый | 40 | 40 |
| Резец токарный проходной упорный изогнутый 2103-0062 ГОСТ 18879 | левый | 40 | 25 |
| Резец токарный проходной упорный изогнутый 2103-0078 ГОСТ 18879 | левый | 40 | 32 |
| Резец токарный проходной упорный изогнутый 2103-1136 ГОСТ 18879 | левый | 40 | 40 |
| Резец токарный проходной упорный изогнутый 2103-0015 ГОСТ 18879 | правый | 50 | 32 |
| Резец токарный проходной упорный изогнутый 2103-0029 ГОСТ 18879 | правый | 50 | 40 |
| Резец токарный проходной упорный изогнутый 2103-1117 ГОСТ 18879 | правый | 50 | 50 |
| Резец токарный проходной упорный изогнутый 2103-0016 ГОСТ 18879 | левый | 50 | 32 |
| Резец токарный проходной упорный изогнутый 2103-0030 ГОСТ 18879 | левый | 50 | 40 |
| Резец токарный проходной упорный изогнутый 2103-1118 ГОСТ 18879 | левый | 50 | 50 |
| Резец токарный проходной упорный изогнутый 2103-0065 ГОСТ 18879 | правый | 50 | 32 |
| Резец токарный проходной упорный изогнутый 2103-0079 ГОСТ 18879 | правый | 50 | 40 |
| Резец токарный проходной упорный изогнутый 2103-1137 ГОСТ 18879 | правый | 50 | 50 |
| Резец токарный проходной упорный изогнутый 2103-0066 ГОСТ 18879 | левый | 50 | 32 |
| Резец токарный проходной упорный изогнутый 2103-0080 ГОСТ 18879 | левый | 50 | 40 |
| Резец токарный проходной упорный изогнутый 2103-1138 ГОСТ 18879 | левый | 50 | 50 |
xn--e1aflbecbhjekmek.xn--p1ai
Подробно рассмотрим виды токарных резцов по металлу и дереву.
Для обработки цилиндрических заготовок на токарном станке требуются специальные режущие насадки – токарные резцы. Конструкция инструмента очень простая: державка, которая закрепляется в резцедержателе, и головка – собственно режущая часть.
Основная классификация резцов – по обрабатываемому материалу. Есть наконечники по металлу и твердым пластикам,

а также по дереву и мягким пластикам.

Резцы по металлу в свою очередь делятся на следующие группы:
По материалу головки (наконечника):
- Быстрорежущая сталь;
- Твердосплавные напайные;
- Сменные наконечники из керамики, твердых сплавов или сверхтвердых материалов.
По форме державки:
- Квадратного сечения;
- Прямоугольного сечения;
- Круглого (овального) сечения.
По конструкции:
- Цельнокованные. Державка и головка неразделимы. Изготавливаются из быстрорежущей или инструментальной стали;
- Наконечник напайной или наваренный. Самый распространенный вид резцов. Технология позволяет сохранить баланс между твердостью головки и относительной дешевизной державки;
- Со сменными наконечниками. Режущий элемент крепится к державке механическим способом. Единственно возможный способ использования металлокерамических головок, которые нельзя напаять или приварить к державке;
- Существуют еще сборные и регулируемые конструкции, но это развитие варианта со сменными наконечниками.
По виду обработки:
Черновое точение.
Резцы повышенной прочности и с хорошим теплоотводом. Работы производятся на высокой скорости для придания заготовке приблизительной формы. Снимается увеличенная толщина стружки. Наконечник выполнен из материала, сохраняющего характеристики при нагреве.
Чистовая и получистовая обработка.
Низкоскоростные резцы, предназначенные для финишной обработки. Тонкая стружка и гладкая обработанная поверхность.
По ориентации относительно обрабатываемой заготовки:
- Радиальная установка. Державка расположена по вектору радиуса заготовки. Подходит к любым станкам, крепление простое, универсальное;
- Параллельно оси вращения. Для проделывания отверстий и нарезки внутренней резьбы;
- Тангенциальная установка. Державка имеет угол по отношению к вектору радиуса. Такая ориентация позволяет получить идеальную поверхность после обработки. Ручная работа с таким расположением резца требует особой квалификации. Поэтому применяется на автоматических и полуавтоматических станках.
По расположению режущей кромки головки относительно державки:
- Прямая. В обеих проекциях (верхней и боковой) ось головки и стержня прямая;
- Отогнутая. Ось в боковой проекции прямая, в верхней проекции изогнутая;
- Изогнутая. Ось в боковой проекции изогнутая, в верхней – прямая;
- Оттянутая. Ширина головки и прилегающей к ней части стержня меньше, чем ширина державки. Готовка со стержнем может быть на одной оси или сдвинута в сторону от оси симметрии державки.
ВАЖНО! Геометрия токарного резца принципиально влияет на качество выполнения работ. При несоответствии типа головки способу обработки, заготовка будет испорчена.
По направлению движения относительно детали:
- Левая подача;
- Правая подача.
По виду обработки детали:
- подрезной отогнутый;
- фасонный;
- прорезной;
- проходной упорный;
- отрезной;
- проходной прямой;
- резьбовой;
- проходной отогнутый;
- расточной упорный;
- расточной проходной.
Разумеется, токарных резцов существует гораздо больше. На иллюстрации показаны основные классификации. Некоторые из них рассмотрим подробнее.
- Подрезной отогнутый.
Режущая готовка треугольной формы, направление реза – радиальное;
- Проходной упорный.
Направление проточки – вдоль оси вращения. Основное применение – изменение диаметра заготовки;
- Отрезной.
Этим инструментом нарезают поперечные канавки и отрезают болванку необходимой длины;
- Проходной прямой.
Не самый распространенный резец, однако токари старой школы часто его используют при черновой обработке;
- Резьбовой наружный.
Исходя их названия – этим наконечником нарезают наружную резьбу. При помощи червячного механизма, резцедержатель движется вдоль оси заготовки с заданным шагом. Бывают в метрическом и дюймовом исполнении;
- Проходной отогнутый.
Пожалуй – самый массовый резец для токарного станка. Предназначен как для классической обработки заготовок, так и для снятия фасок;
- Расточной упорный.
Предназначен для выточки глухих отверстий в торце заготовки.
Если остались вопросы, посмотрите видео с кафедры технологии машиностроения, в котором преподаватель популярно объясняет основные режущие конструктивные части и геометрические параметры резцов.
Токарные резцы по дереву
Несмотря на то, что их назначение такое же, как и резцов по металлу – принцип работы отличается кардинально. В подавляющем большинстве случаев, инструмент по дереву удерживается руками.

Так мастер лучше чувствует заготовку. Существуют автоматические шаблонные станки для создания серийных заготовок, но качественную работу можно выполнить лишь ручным инструментом.
Видео обзор резцов по дереву от фирмы Энкор с некоторыми пояснениями.
obinstrumente.ru
Основные типы резцов, классификация и назначение
Самой распространенной операцией при производстве различных деталей является, пожалуй, токарная. Инструментальная промышленность выпускает большое количество разновидностей и типов резцов для обработки тел вращения на токарных станках, а также для растачивания отверстий на координатно-расточных агрегатах и обрабатывающих центрах. Токарная обработка позволяет снимать припуск и получать изделия с цилиндрической и фасонной поверхностью (в том числе резьбовой). Можно также нарезать пруток на заготовки нужной длины.

Конструкция резцов для токарной обработки
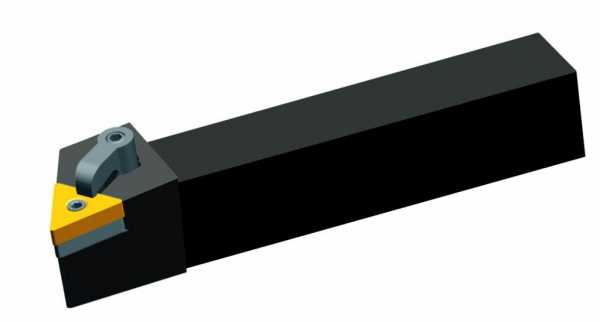
Несмотря на большое количество типов резцов, все они имеют одинаковые конструктивные элементы. И обычный токарный резец с напайной пластинкой из инструментальной стали, и резец со сменной режущей пластинкой из современных порошковых материалов, схожи между собой по конструкции. У каждого резца имеется державка. Она крепится в револьверную головку токарного станка с ЧПУ или в четырехпозиционное приспособление для крепления инструмента универсального станка.
Для любого типа резца обязательным элементом является также головка, на которую напаивается пластинка из инструментальной стали (типа ТК15). В настоящее время инструмент с напайными пластинами используется очень редко. Предприятия закупают в основном державки резцов с быстросъемными пластинками. Для изготовления таких пластин применяются самые современные материалы, полученные средствами и методами порошковой металлургии.

Общая классификация токарных резцов
В зависимости от формы державки, в сечении различают прямоугольные и круглые резцы. Прямоугольную в сечении державку имеют резцы для обработки наружных поверхностей (резьба, канавки, цилиндр и так далее). Державка округлой формы характерна для резцов, которыми обрабатываются внутренние поверхности (внутренняя резьба, внутренние канавки под стопорные кольца подшипников, отверстия и так далее). Такие типы резцов (с круглой державкой) устанавливаются в револьверную головку через специальный переходник, который позволяет регулировать угол поворота резца вокруг оси с целью совмещения вершины резца с осью вращения заготовки. Если вершина резца не будет совпадать с осью вращения заготовки, то инструмент будет подвержен повышенному износу из-за неправильного схода стружки и увеличенной нагрузки.
Еще один признак, по которому классифицируются токарные резцы, – направление рабочей подачи резания. По данному признаку резцы делят на правые и левые.
В зависимости от вида рабочей части инструмента, резцы бывают прямыми и отогнутыми.
Кроме того, существуют резцы цельного и составного типов. Токарные резцы составного типа являются разборными. Стоимость таких резцов на порядок выше обычного инструмента. Составные головы имеют сложную конструкцию и выполняются из очень дорогих материалов.
Классификация токарного инструмента в зависимости от ориентации относительно заготовки
По данному признаку весь токарный инструмент можно разделить на следующие типы: тангенциальный, параллельный, радиальный.
Тангенциальный инструмент устанавливается к оси вращения заготовки под острым углом. Таким образом получают фаски и другие фасонные поверхности. Теоретически фаски могут точиться путем совмещения продольной и поперечной подач. Однако такой метод требует высокой квалификации токаря и не всегда осуществим.
Параллельная установка используется для рассверливания и растачивания отверстий по оси вращения заготовки со стороны торца.
Радиальная установка используется для точения наружных поверхностей.
Основные типы токарных резцов по металлу
Токарной обработке подвергаются не только металлы и стали, но и другие материалы: древесина, пластик и даже стекло. И, разумеется, не существует таких резцов, которые бы подходили для обработки всех этих материалов. И если раньше быстрорежущая сталь ТК15 (и ее аналоги) использовалась практически повсеместно, то сегодня этот материал не может удовлетворить растущую потребность в качественном и долговечном инструменте. Такие резцы очень быстро тупятся, и их необходимо перетачивать. А это время и деньги на зарплату высококлассного специалиста.
Гораздо более выгодно и удобно использовать резцы со сменными пластинами. Стойкость таких пластин из порошковых композиционных материалов на порядок выше традиционной инструментальной режущей стали. К тому же одна такая пластина может иметь до шести рабочих граней. Пластина позволяет осуществлять обработку с очень большими скоростями резания. Когда рабочая грань приходит в негодность, то достаточно лишь повернуть ее другой стороной. Точность позиционирования такой пластины очень большая, а значит, нет необходимости останавливать оборудование на переналадку.
Инструментальная промышленность освоила производство режущих пластин для широкой гаммы материалов: сталь, медь, алюминий, пластик и так далее. Применение пластин по назначению гарантирует получение задекларированных производителем инструмента долговечности, шероховатости и чистоты обрабатываемой поверхности.

Классификация резцов по виду обработки
В соответствии с установленным и действующим ГОСТом, типы резцов по виду обработки бывают следующими: для черного точения, для чистовой (получистовой) обработки.
Режущая пластина для черновой обдирки поковок и проката имеет большой радиус в вершине, что позволяет за один проход снимать значительный припуск (до 4 миллиметров и более на станке с ЧПУ).
Чистовые пластины, а также пластины для обработки цветных металлов (алюминий и медь) имеют незначительный радиус в вершине резца. Обработка такими пластинами ведется на очень больших оборотах (от тысячи и более единиц в минуту), что позволяет получать очень качественную и чистую поверхность.
По данному признаку можно классифицировать как проходные токарные резцы, так и различные типы расточных резцов.

Описание резьбовых резцов для наружной резьбы
Как понятно из названия, данный резец служит для обработки резьбовых поверхностей.
Резьба может нарезаться как снаружи, так и изнутри. Резьбовой резец для наружной резьбы внешне напоминает проходной прямой тип резца. Отличие лишь в угле заточки – он составляет 60 градусов (если необходимо нарезать метрическую резьбу) или 55 градусов (для получения дюймовой резьбы).
Описание резьбовых резцов для нарезания внутренней резьбы
Резец для нарезания внутренней резьбы внешне очень напоминает инструмент для растачивания внутреннего диаметра отверстий. Отличия все те же: фасонная заточка под определенным углом.
Заточка, а также установка инструмента на станок и его наладка – дело очень сложное. С этой задачей способен справиться лишь специалист с большим опытом подобных работ. Применение резьбовых резцов со сменными пластинками решает эту проблему и существенно упрощает процесс наладки станка.

Характеристика проходных резцов
Проходной резец наиболее часто используется при токарной обработке. Без него просто невозможно придать поковке или заготовке из прутка форму и необходимые для проведения последующих технологических операций размеры. Поэтому проходной относится к основному типу резцов.
Данный вид используется для снятия припуска по наружной поверхности тела вращения, а также для подрезания торцевых поверхностей. Угол в вершине может быть разным: 45, 60, 75 и даже 90 градусов. Значение угла продиктовано назначением резца. Назначение и типы проходных резцов: обдирка, подрезка, чистовая обработка.

Особенности токарных резцов по дереву
Весь токарный режущий инструмент имеет одно предназначение – обработка заготовок (тел вращения) на станках и придание им заданной формы. Но несмотря на это, сам принцип работы инструмента по дереву и сама физика процесса резания разительно отличаются от процессов, протекающих в процессе резания металла.
Главное отличие – незначительное усилие резания. Большинство мастеров столярного дела предпочитают использовать в работе ручной инструмент. Так создается эксклюзивная продукция. А вот для токарной обработки древесины в условиях серийного и массового производства используются так называемые копиры. Суть подобной технологии заключается в следующем: щуп перемещается по шаблону и передает движение рабочему органу станка, в результате чего формируется контур детали.
Следует отметить, что качественное изделие можно получить лишь при ручной обработке. Заготовки, полученные с использованием автоматических и полуавтоматических методов, нуждаются в последующей доводке и шлифовании с полированием.
fb.ru