Расточные резцы и их установка
Растачивают отверстия на токарных станках расточными резцами (рис. 118). В зависимости от вида растачиваемого отверстия различают: расточные резцы для сквозных отверстий (рис. 118, а) и расточные резцы для глухих отверстий (рис. 118, б). Эти резцы отличаются между собой главным углом в плане ф. При растачивании сквозных отверстий (рис. 118, а) главный угол в плане ф = 60°. Если растачивается глухое отверстие с уступом 90°, то главный угол в плане ф = 90° (рис. 118, б) и резец работает как упорно-проходной или ф = 95° (рис. 118, в) — резец работает с продольной подачей как упорно-проходной, а затем с поперечной подачей как подрезной.
Углы заточки расточных резцов
На рис. 118 показаны углы заточки расточных резцов, которые выбираются в основном такими же, как у резцов для наружного точения, за исключением заднего угла а, который для расточных резцов обычно имеет повышенное значение. Величина заднего угла зависит от диаметра растачиваемого отверстия: чем меньше диаметр отверстия, тем больше должен быть задний угол резца.

Рис. 118. Расточные резцы, оснащенные пластинками твердого сплава: а — проходной для обработки сквозных отверстий, б и в — упорно-проходной для обработки глухих отверстий
Сложность операции
Растачивание — операция более сложная, чем наружное обтачивание поверхностей, так как:
- при растачивании размер поперечного сечения резца должен быть значительно меньше диаметра отверстия, а вылет резца из резцовой головки несколько больше длины растачиваемого отверстия (рис. 119), поэтому при растачивании отверстия значительной длины возможен изгиб резца, а при высоких скоростях резания — сильные вибрации. Следовательно, такие резцы не дают возможности срезать стружку большого сечения;
- при растачивании менее удобно наблюдать за работой резца, так как резание происходит внутри отверстия.

Рис. 119. Растачивание отверстия резцом
Для растачивания отверстий диаметром до 70 мм токарь-новатор В. К. Семинский предложил специальный расточный резец, оснащенный пластинкой из твердого сплава (рис. 120). Стержень резца имеет квадратное сечение по всей длине, рабочая часть резца повернута путем скручивания при изготовлении на угол 45° относительно опорной части. Такой резец отличается повышенной жесткостью по сравнению с обычным расточным резцом и допускает увеличение сечения стружки в 4-5 раз. При работе таким резцом с повышенной скоростью резания не наблюдается вибраций даже при значительном вылете державки.

Рис. 120. Расточный резец, оснащенный пластинкой твердого сплава, конструкции В. К. Семинского
Чтобы повысить виброустойчивость резца, токарь-новатор В. Лакур предложил новую конструкцию расточного резца с пластинкой из твердого сплава (рис. 121). Особенностью этих резцов является то, что их главная режущая кромка расположена на уровне нейтральной оси стержня. Такое расположение режущей
Рис. 121. Расточный резец конструкции В. Лакура
кромки обеспечивает резцам значительное повышение виброустойчивости и, как следствие, дает возможность работать на больших скоростях резания и достигать улучшения чистоты обработанной поверхности.
Рис. 122. Оправка с резцом для растачивания сквозного отверстия
Установка резца
Отверстия большой длины растачивают резцами, закрепленными в специальных массивных оправках, размеры которых зависят от диаметра отверстия и его длины. Замена цельного расточного резца небольшим резцом, вставленным в расточную оправку, дает значительную экономию дорогостоящего инструментального материала. Способ крепления резца в оправке зависит от ее назначения. На рис. 122 показана оправка для растачивания сквозного отверстия; здесь резец расположен на значительном расстоянии от конца оправки. Для растачивания глухих отверстий резец крепится таким образом, что несколько выступает за передний торец оправки.
Перед растачиванием отверстия необходимо установить резец на требуемый диаметр по лимбу винта поперечной подачи, а затем расточить отверстие ручной подачей на длину 2-3 мм. Измерив диаметр штангенциркулем или другим измерительным прибором и убедившись в правильности размера, растачивают отверстие на остальную длину. Особенно важно правильно установить резец на требуемый диаметр при чистовом растачивании.
Положение режущей кромки резца зависит от вида растачивания. При черновом растачивании режущую кромку рекомендуется устанавливать на высоте центров или немного ниже. При чистовом растачивании режущую кромку нужно располагать выше линии центров примерно на 1/100 диаметра отверстия, учитывая, что вследствие силы, возникающей от сопротивления срезаемой стружки, резец может быть отжат вниз.
Похожие материалы
www.metalcutting.ru
Проходной, отрезной и расточной резец для токарного станка по металлу: особенности и применение
Для работы на токарных станках устанавливается специальный инструмент, который называют резцом. Существует довольно большое количество его различных разновидностей, каждый подходит для проведения тех или иных работ. Кроме этого, классификация проводится по показателям допустимых режимов резания. Рассмотрим резцы для токарного станка по металлу подробнее. Основная классификация заключается в предназначении. По данному критерию выделяют несколько разновидностей инструмента.
Проходной отогнутый
Резец проходной отогнутый имеет отогнутую в правую или левую сторону рабочую часть. Область применения — обработка торцевой части заготовки. Проходной отогнутый резец применяют и для снятия фасок.
Державки могут иметь самые различные размеры.
- Для станков, устанавливающихся на территории учебных цехов, изготавливают модели с державками 16×10 мм.
- Наиболее распространенным вариантом исполнения можно назвать резцы с державкой 25×16 мм.
- Режущий инструмент с державкой 40×25 мм изготавливается исключительно на заказ.
Все стандарты, связанные с производством, указываются в ГОСТ 18877–73 .
Проходной упорный
Довольно часто используется
 резец проходной упорный, который применяется для обработки цилиндрической поверхности. Сегодня этот инструмент самый распространенный. Конструктивные особенности режущей кромки определяют возможность снятия достаточно большого слоя металла всего за один проход.
резец проходной упорный, который применяется для обработки цилиндрической поверхности. Сегодня этот инструмент самый распространенный. Конструктивные особенности режущей кромки определяют возможность снятия достаточно большого слоя металла всего за один проход.Некоторые производители выполняют его с отогнутой основной частью. Среди других особенностей отметим:
- длина державки может существенно отличаться. Инструмент по этому показателю подбирается в зависимости от того, какой диаметр у заготовки и где он будет применяться;
- режущую кромку изготавливают из твердого материала. Встречаются варианты исполнения со сменными наконечниками, которые изготавливаются из высокопрочных металлов.
Проходной упорный режущий инструмент сегодня встречается практически в каждой мастерской.
Отрезной
Сегодня резец отрезной есть практически в каждом цеху. Конструктивные особенности инструмента позволяют проводить отрезание заготовки под прямым углом. Кроме этого, инструмент применяется для получения канавки различной глубины. Среди особенностей отметим нижеприведенные моменты.
- Характерная черта заключается в тонкой ножке. Она позволяет уменьшить количество снимаемого материала при работе, что ускоряет процесс отрезки.
- На тонкую ножку напаиваются пластины из твердого сплава, что позволяет выполнять обработку на достаточно большой скорости.
- Выделяют две основные разновидности отрезных резцов: право- и левосторонние варианты исполнения.
- Классификация также ведется по размеру державки.
Отрезной инструмент практически не заменить. Его можно применять и для чистового прохода по торцевой поверхности.
Расточной
Для обработки глухих отверстий может применяться расточной резец. Обработка подобного типа возможна по причине особого изгиба рабочей части. Важным моментом назовем то, что максимальный диаметр отверстия зависит от размера державки. Длина может варьироваться в пределе от 170 до 300 мм. При изготовлении державки и режущей части могут использоваться различные металлы для придания особых эксплуатационных качеств.
Классификация по конструктивным особенностям
Следует учитывать, что классификация режущего инструмента также проводится по конструктивным особенностям. Согласно ГОСТ выделяют следующие типа режущего инструмента.

- В последнее время встречается большое количество вариантов исполнения, которые имеют напаянные пластины из твердого материала. Резцовые держатели в этом случае фиксирует дешевый материал, а рабочая кромка представлена высокопрочным материалом.
- Резцы со съемными твердосплавными пластинами можно назвать самым дорогим вариантом исполнения. Крепление пластины проводится при помощи специальных винтов или прижимов. Фасонный резец со сменной пластиной всегда применяется намного реже.

Самодельный вариант исполнения зачастую цельный, так как он прост в изготовлении. Маркировка, нанесенная на державке, определяет то, какие материалы используются при изготовлении. Классификация проводится по виду проводимых работ:
- чистовые;
- черновые;
- получистовые;
- тонких технологических операций.
На видео можно встретить примеры токарных работ с применением практически всех разновидностей режущего инструмента. Наиболее важным моментом назовем то, какой именно материал применяется при изготовлении основной и режущей части.
instrument.guru
Расточные резцы, их назначение и устройство — Растачивание цилиндрических отверстий на токарном станке — Комплексные работы
Растачивают отверстия на токарных станках тогда, когда сверление и рассверливание не обеспечивают необходимой точности размеров отверстий и чистоты обработанной поверхности.
| Расточной резец для сквозного отверстия |
При черновой и чистовой обработке растачивают отверстия расточными резцами. В зависимости от вида растачиваемых отверстий различают расточные резцы для сквозных отверстий (смотрите рисунок выше) и для глухих отверстий (смотрите рисунок ниже).
| Расточной резец для глухого отверстия |
Эти резцы отличаются между собой главным углом в плане φ (фи).
При растачивании сквозных отверстий главный угол в плане φ = 60°. Если растачивают глухое отверстие с уступом 90°, то главный угол в плане φ = 90°.
Резцы бывают для чернового, чистового и тонкого растачивания. Отверстия глубже (длиннее) 100 мм растачивают резцами, закрепленными в специальных оправках (смотрите рисунок ниже), размеры которых зависят от диаметра и длины отверстий.
| Оправка с резцом |
Вопросы
- Для чего предназначены расточные резцы?
- Как различают резцы в зависимости от растачиваемых отверстий?
- Чем отличаются резцы для растачивания глухих отверстий от резцов для растачивания сквозных отверстий?
Установка резцов в резцедержателе
Устанавливают расточной резец так. Закрепляют резец в четырехместном поворотном резцедержателе параллельно оси центров станка. Головку резца направляют в сторону патрона.
Вершина резца должна располагаться на линии центров (смотрите рисунок ниже) станка или несколько выше. Если вершина резца расположена ниже линии центров, возникнет трение задней поверхности резца о заготовку.
| Установка расточного резца |
Контролируют положение вершины резца по высоте, подводя резец к вершине центра передней или задней бабки. Регулируют положение вершины резца подкладками разной толщины. Подкладок должно быть не больше двух, иначе резец будет вибрировать.
Резец нужно закреплять с наименьшим вылетом (выступанием) из резцедержателя, который обеспечивал бы удобную и безопасную обработку заготовки. Большой вылет уменьшает прочность резца и дает возможность появлению вибрации при растачивании. Резец должен быть закреплен надежно не менее чем двумя болтами.
Запомните! Устанавливайте вершину резца по линии центров станка.
Вопросы
- Как правильно устанавливают резец в резцедержателе?
- Почему вершина резца должна располагаться по линии центров станка?
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
Растачивать отверстия (внутренние цилиндрические поверхности) сложнее, чем обтачивать наружные поверхности. Основная трудность — малая жесткость расточного резца. Сквозные отверстия растачивают расточными резцами, показанными на рисунке. Смотрите рисунок – Расточной резец для сквозного отверстия Для этого обрабатываемую заготовку крепят в патроне токарного станка. Проверяют надежность крепления заготовки и резца. Растачивают сначала черновым резцом, который при помощи…
В зависимости от требуемой точности измерения и размеров диаметра отверстий применяют различный измерительный инструмент. Неточные цилиндрические отверстия можно измерять нутромером и измерительной линейкой, Для определения размера нужно величину развода ножек нутромера измерить линейкой или штангенциркулем. Измерение отверстия нутромером При растачивании отверстия под обработанный вал измеряют вначале диаметр вала штангенциркулем и затем устанавливают по ним ножки…

На токарных станках выполняют шлифование, накатку и другие отделочные работы. Шлифуют, когда размеры и форма детали выполнены с невысокой точностью, а к чистоте обработанной поверхности предъявляют повышенные требования. Деталь устанавливают на станке так же, как при обтачивании, приводят в быстрое вращение и чисто обрабатывают плоским напильником. Ручку напильника держат в левой руке, а правой придерживают…
www.ktovdome.ru
Расточной резец
Оглавление
Виды расточных резцовОсновные размеры
Геометрия расточного резца
Выбор расточного резца
Режимы резания расточными резцами
Маркировка
Расточной резец широко применяется в машиностроении и производстве. Их используют для обработки сквозных и глухих отверстий на токарной группе станков. Резцы расточные токарные помогают достичь более точных результатов в работе, а также создают высокую частоту обработки. Инструментом последовательно снимаются слои металла, что помогает расширить обрабатываемое отверстие до нужных размеров. Благодаря точному оборудованию, результат можно регулировать в пределах десятых долей миллиметра. Если резец для расточки хорошо заточен и находится в исправном состоянии, то он может работать с различными металлами, так как он всегда должен быть более жестким, чем деталь. Для надежности, всегда требуется проверять его закрепление, так как неправильное положение может привести к поломке самого инструмента или браку обработки детали.
Основной упор в данном резце сделан на высокую производительность в работе. Как правило, расточной резец снимает относительно небольшие слои, которые помогают расширить отверстие, так что здесь важна скорость и точность, что в свою очередь отображается на геометрии изделия. Рабочая поверхность сделана клинообразной формы, так как это помогает лучше врезаться в слой материала и деформировать его, снимая стружку должной толщины. Постепенное скалывание верхнего слоя материала доводит заготовку до необходимого состояния. Действующим стандартом, по которому изготавливается резец расточной, является ГОСТ 18872-73, что предназначен для изделий из быстрорежущей стали, наименьший диаметр которых достигает 14 мм. Если же инструмент предназначается для глухих отверстий, диаметр которых составляет до 6 мм, то это уже будет ГОСТ 18873-72. Если расточной резец изготавливается из твердосплавного состава, то здесь будет актуальным ГОСТ 18882-73 для сквозных отверстий и ГОСТ 18883-72 – для глухих, соответственно.

фото:расточные токарные резцы по металлу
Расточной резец может быть выполнен в нескольких вариантах. Быстрорежущий вид служит для обработки различных легких материалов и соответствующих сплавов, куда можно отнести алюминий, фторопласт, текстолит и другие материалы.
Для более крепких и тяжелых составов применяются монолитные, резец расточной твердосплавный или со вставками пластин из твердых сплавов. Такие изделия уже могут работать с бронзой, сырой сталью, нержавейкой, калеными сортами стали и другими материалами.
Все эти разновидности в свою очередь разделяются и по виду державки, которая может быть квадратной или круглой. Помимо этого, есть еще разделение по назначению. Согласно выполняемым функциям выпускают расточной резец для глухих отверстий, которые применяется не только для обработки внутренних стенок отверстия, но и занимается проточкой дна, вместе с последующей его шлифовкой. Также встречается резец расточной проходной, который используется для сквозных отверстий. Он работает с деталями цилиндрической формы, или имеющими сквозные дырки.
Сейчас оказываются весьма популярной такая разновидность как расточной резец со сменными пластинками. Они имеют различные профили и формы, а главное, что в комплекте к ним идет набор запасных частей, которые могут использоваться для крепежа рабочих пластин и державок. Износившиеся пластины можно быстро заменить.
Основные размеры
Расточные резцы для токарных станков, которые предназначены для работы со сквозными и глухими отверстиями, изготовляются согласно определенным стандартам размеров.

фото:размеры расточных резцов
| Высота,мм | Ширина,мм | Длина,мм |
|---|---|---|
| 16 | 16 | 140 |
| 16 | 16 | 170 |
| 20 | 20 | 140 |
| 20 | 20 | 170 |
| 20 | 20 | 200 |
| 25 | 25 | 200 |
| 25 | 25 | 240 |
| 32 | 25 | 280 |
Геометрические параметры расточного резца
Геометрия рабочей части изделия состоит из трех основных углов, которые в своей сумме всегда образуют 90 градусов. Сюда входит:
- Главный задний угол, который образуется между плоскостью резания и задней поверхностью инструмента. Он уменьшает трение между деталью и задней поверхностью. Чем больше этот угол, тем меньше шероховатость поверхности, которая поддается обработке. Соответственно, чем тверже металл, тем меньше должен быть этот угол.
- Угол заострения, который замеряется между передней и задней поверхностью инструмента. Он влияет на прочность изделия, так что чем он больше, тем надежнее будет расточной резец.
- Главный передний, который замеряется между передней поверхностью инструмента и то плоскостью, которая располагается перпендикулярно от поверхности резания. С его помощью можно повлиять на размер деформации снимаемого слоя.
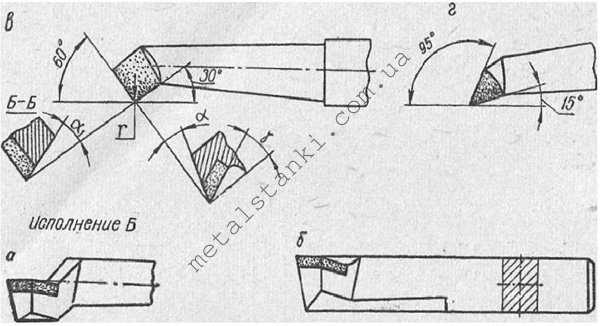
фото:геометрия расточного резца
Выбор расточного резца
Расточной резец выбирается согласно тому, с какими материалами он будет работать. В первую очередь – это тип, для глухих или наружных отверстий. Далее очень важно смотреть по материалу, который подвергается обработке. Если основной геометрический принцип у данной разновидности примерно одинаковый, то материалы изготовления будут различными.
«Совет профессионалов! Ни в коем случае не стоит использовать изделия из быстрорежущей стали для обработки нержавеющей стали, бронзы и изделий из каленых сортов металла. Это приведет к быстрому износу, так что здесь лучше применять только изделия из твердосплавных материалов»
Не стоит также забывать и о размерах, так как некоторые резцы просто физически не смогут проникнуть в отверстие. Для постоянной активной работы желательно иметь набор из нескольких изделий или выбрать вид со сменными пластинами. Для обработки глухих отверстий, специалисты подбираются изделия в два раза меньше по диаметру, чем обрабатываемое отверстие.
Режимы резания расточными резцами
Выбор режима резания во многом зависит от расточки резца, диаметра отверстия, вида материала и прочих факторов. В зависимости от диаметра обрабатываемого отверстия при работе со сквозными отверстиями, резец требуется устанавливать ниже или выше их центра. В то же время, при работе с глухими отверстиями, резец внутренний расточной ставится четко по центру, чтобы не было бобышек в торце.
Маркировка
Существует несколько основных марок резцов, отличных по размеру и составу. К примеру, Т15К6 – материал изготовления относится к титановольфрамовой твердосплавной группе с 15%-ным содержанием карбида титана и 6%-ным содержанием кобальта.
phenomtechno.ru
Расточной резец
Расточной резецВ производстве и машиностроении широко используются и применяются расточные резцы. Расточные резцы служат для обработки глухих и сквозных отверстий на станках токарной группы. Данными резцами можно достигать высокой частоты обработки и более точных отверстий.
Расточные резцы бывают быстрорежущие для обработки легких материалов и сплавов например фторопласт, алюминий, текстолит и другие материалы, резцы твердосплавные, монолитные или с пластинками из твердого сплава применяются для обработки отверстий в более твердых и прочных материалах например нержавеющая сталь, сырая сталь, бронза, латунь, каленые стали и другие материалы. Резцы для обработки отверстий бывают с круглой или квадратной державкой.
Для обработки отверстий расточными резцами необходимо иметь определенные навыки и умения например для сквозных отверстий резец можно установить в резцедержателе выше или ниже центра в зависимости от внутреннего обрабатываемого диаметра, а вот для глухих отверстий с подрезкой торца резец необходимо выставлять четко по центру что бы не оставалась бобышка в центре торца. При обработке глухих отверстий с подрезкой торца расточной резец должен быть в два раза меньше чем диаметр обрабатываемого отверстия, почему так? Это необходимо для того что, когда подрезается торец в отверстии тыльная часть резца не повредила обрабатываемое отверстие.
Выбор режимов резания для обработки отверстий зависти от заточки резца, обрабатываемого материала, диаметра отверстия и некоторых других факторов.
На сегодняшний день широко распространены расточные резцы со сменными пластиками имеющие различные формы и профили. Данные резцы удобны в использовании, а так же имеют набор запасных частей для державок и крепежей пластин. Такими резцами удобно работать из-за быстрой смены износившейся пластинки, жесткости, надежности, износостойкости. Данная группа резцов имеет больше плюсов и в некотором случае превосходят резца изображенные на картинке выше. Пластинки для расточных резцов изготавливаются для различных материалов и сплавов.
Для расточных резцов существуют определенные ГОСТы например для обработки сквозных отверстий резцами из быстрорежущей стали с наименьшим диаметром 14мм ГОСТ 18872-73, для глухих отверстий с наименьшим диаметром 6мм ГОСТ 18873-73. Токарные резцы с пластинками из твердого сплава для обработки сквозных ГОСТ 18882-73 и глухих отверстий ГОСТ 18883-73. Все расточные резцы имеют свой стандарт и ГОСТ.
www.tokar-work.ru
область применения и конструктивные способности приспособления
В настоящее время при обработке деталей на различных фрезерных и расточных станках, в условиях основного и ремонтного производства применяется специальный инструмент. Одним из таких приспособлений является резец расточной.  Используется он для проделывания отверстий больших и малых диаметров на различную глубину. Применяется данное растачивание в деталях автомобильной промышленности, общего машиностроения и приборостроения (корпуса редукторов, гильзы цилиндров, опоры подшипников и так далее).
Используется он для проделывания отверстий больших и малых диаметров на различную глубину. Применяется данное растачивание в деталях автомобильной промышленности, общего машиностроения и приборостроения (корпуса редукторов, гильзы цилиндров, опоры подшипников и так далее).
Конструкция резца
Состоит он из твердосплавного стержня, впаянного в стальной хвостовик, который обладает плоской рабочей частью. В настоящее время имеются много новых моделей данного приспособления. Благодаря инновациям в данных инструментах были намного улучшены отводы стружки из зоны растачивания. Однако в любом случае резец расточной имеет стержень и рабочую часть – головку. Поэтому конструкция этого инструмента не является сложной.  Стержень имеет прямоугольное или круглое сечение. Он обычно изготавливается из качественной углеродистой стали марки 45. Задняя часть хвостовика служит для крепления в оправке, а головка – для установки режущей части, которая, в зависимости от размера и модификации, имеет форму пластины или вставки и выполнена из быстрорежущей стали Р9, Р18, Р6М5. Немного реже встречаются данные элементы из твердого сплава (ВК8, Т5К10, Т15К6) или минералокерамики.
Стержень имеет прямоугольное или круглое сечение. Он обычно изготавливается из качественной углеродистой стали марки 45. Задняя часть хвостовика служит для крепления в оправке, а головка – для установки режущей части, которая, в зависимости от размера и модификации, имеет форму пластины или вставки и выполнена из быстрорежущей стали Р9, Р18, Р6М5. Немного реже встречаются данные элементы из твердого сплава (ВК8, Т5К10, Т15К6) или минералокерамики.
Резец расточной — затачивание
Данный процесс не является сложным, если имеется специальное оборудование. Делается это на заточном станке. В результате получается требуемая геометрия резания. Затачивается головка данного инструмента вместе с режущей пластиной. Формируются передний, задний угол и угол в плане. Выбор геометрии инструмента выполняется с учетом свойств обрабатываемого материала и режимов обработки.
Особенности процесса
Спецификой растачивания, особенно малых диаметров, является затрудненное стружкоотведение. Работа ведется в закрытой зоне, стружка накапливается, сбивается, вследствие этого затрудняется процесс резания, ухудшается теплоотвод и может повреждаться обработанная поверхность. Для решения этой проблемы применяется смазочно-охлаждающая жидкость (СОЖ). Она отводит тепло и вымывает стружку в специальные стружколомающие канавки на передней поверхности режущей части резца. Это важно в данном случае. Указанная канавка представляет собой лунку с закругленным дном. В результате применения элементов стружкодробления удается избежать образования сливной стружки, которая сплетается в «бороды» и блокирует работу инструмента, вследствие чего резец расточной может выйти из строя.
Монтаж приспособления
Устанавливается резец расточной в оправки, имеющие гнезда для установки соответствующего профиля державки. Они бывают разных типов. Также они имеют конический хвостовик по ГОСТ. Резец расточной фиксируется механически. При обработке глубоких отверстий или малых диаметров применяют переходные оправки. Их подбирают так, чтобы можно было установить в конус шпинделя станка. Короткие консольные оправки позволяют установить одновременно два резца и работать как комбинированным инструментом, что повышает производительность при отделке больших отверстий. Это удобно в данном случае. Также обработку отверстий производят на универсальных станках, где применяется резец токарный расточной. От обычного указанного инструмента он отличается размером державки и способом крепления. Оправки здесь не применяют. Хвостовик резца имеет массивное сечение (25х25, 32х25, 40х40 мм) и крепится в резцедержке станка винтами.
fb.ru
Расточные резцы
Токарные расточные резцы с углом в плане j = 60° с пластинами из твердого сплава ГОСТ 18882-83s
Исполнение 1 | Исполнение 2 | ||||||||||
| h | b | L | Р | n | l | h | b | L | Р | n | l |
| 16 | 16 | 120 | 25 | 3,5 | 8 | 16 | 12 | 170 | 80/td> | 6 | 12 |
| 140 | 40 | ||||||||||
| 35 | 4,5 | ||||||||||
| 170 | 60 | ||||||||||
| 20 | 20 | 140 | 40 | 5,5 | 10 | 20 | 16 | 200 | 100 | 8 | 14 |
| 170 | 70 | ||||||||||
| 50 | 6,0 | 12 | |||||||||
| 200 | 80 | ||||||||||
| 25 | 25 | 200 | 70 | 8,0 | 14 | 25 32 | 20 25 | 240 280 | 120 160 | 10 12 | 18 22 |
| 240 | 100 | ||||||||||
Примечание: Для резцов исполнений 1 и 2 R = 1 мм.
Токарные расточные резцы с углом в плане j = 95° ГОСТ 18883-83
Исполнение 1 | Исполнение 2 | ||||||||||
| h | b | L | Р | n | l | h | b | L | Р | n | l |
| 16 | 16 | 120 | 25 | 3,5 | 8 | 16 | 12 | 170 | 80 | 6 | 12 |
| 140 | 30 | ||||||||||
| 40 | 4,5 | ||||||||||
| 170 | 60 | ||||||||||
| 20 | 20 | 140 | 40 | 6 | 10 | 20 | 16 | 200 | 100 | 8 | 16 |
| 170 | 70 | 12 | |||||||||
| 50 | |||||||||||
| 200 | 80 | ||||||||||
| 25 | 25 | 200 | 70 | 8,0 | 16 | 25 32 | 20 25 | 240 280 | 120 160 | 10 12 | 20 25 |
| 240 | 100 | ||||||||||
Примечание. Для резцов исполнений 1 и 2 R = 1 мм.
Расточные державочные резцы из твёрдого сплава ГОСТ 9795-83
| Схема обработки при косом креплении резцов | Схема обработки при прямом креплении резцов |
 |  |
Расточные державочные резцы с главным углом в плане j = 60° для прямого крепления. Тип 1.
| Н | В | L | n | |
| 10 | 10 | 32; 40; 50 | 5 | |
| 12 | 12 | 40; 50; 63; | 5 | |
| 16 | 16 | 63; 80 | 6 | |
| 20 | 20 | 70; 80; 100 | 7 | |
| 25 | 25 | 100; 127 | 7 |
Расточные державочные упорные резцы с углом в плане j = 90° для прямого крепления. Тип 2.
| Н | В | L | |
| 6 | 6 | 20; 25; 32 | |
| 8 | 8 | ||
| 10 | 10 | 10 | |
| 12 | 12 | 40; 50 | |
| 16 | 16 | 63, 80 | |
| 6 | 6 | 25 | |
| 8 | 8 | 25; 32; 40 | |
| 10 | 10 | 32; 40; 50 | |
| 12 | 12 | 40; 50; 63 | |
| 16 | 16 | 63; 80 | |
| 20 | 20 | 80; 100 | |
| 25 | 25 | 100; 125 | |
| 32 | 32 | 125; 140 | |
| 40 | 40 | 160; 180 |
Расточные державочные резцы для косого крепления. Тип 3.
| 6 | 6 | 25; 32 | 3,5 | |
| 8 | 8 | 25; 32; 40 | 5,0 | |
| 10 | 10 | 32; 40; 50 | 7,0 | |
| 12 | 12 | 40; 50; 63 | 7,0 | |
| 16 | 16 | 63; 80 | 9,0 |
Расточные державочные резцы для косого крепления. Тип 4.
| 8 | 8 | 25; 32; 40 | 3,5 | |
| 10 | 10 | 32; 40; 50 | 5,0 | |
| 12 | 12 | 40; 50; 63 | 5,0 | |
| 16 | 16 | 63; 80 | 8,0 | |
| 20 | 20 | 80; 100> | 8,0 | |
| 25 | 25 | 100; 125 | 11,0 | |
| 32 | 32 | 140; 160 | 14,0 | |
| 40 | 40 | 180; 200 | 18,0 |
osntm.ru