кузнечный инструмент

В данном подразделе рубрики «Кузница» материалы о кузнечном инструменте (не путайте, есть еще подразделы с приспособлениями и оборудованием, в чем разница, смотрите здесь).
Конечно же, каждый кузнец славен своей работой! Сегодня художественная ковка металла- это потрясающее искусство, и для создания своих шедевров мастера, безусловно, используют как механический, автоматический, так и ручной инструмент для ковки.
Испокон веков кузнецы не обходились без кувалды, клещей, пробойников, молотов. Причём, эти инструменты были необходимыми любой кузнице как для холодной ковки, так и для горячей.
Ручник— это основной рабочий инструмент- молоток весом от 0.8 до 2 кг.
При проведении небольших поковок работы проводятся молотком-ручником, которым также при ковке с молотобойцем кузнецом указывается место для нанесения удара. Вес такого молотка – чаще от полукилограмма до полутора килограмм, длина ручки – около 400 миллиметров. Ударная часть молотка — плоская, а верхняя часть выполняется закругленной или острой. Для того, чтобы сила удара не передавалась на руку кузнеца, рукоятка молотка изготавливается из рябины.
Кувалда— это инструмент, который должен обладать крепкой и в то же время легкой рукояткой, вес самой кувалды должен быть в пределах от 2 до 8 кг. Как правило, это инструмент держат обеими руками. Вес и размеры варьируются в зависимости от изготавливаемого изделия.
Наковальня— это второй «основной компонент» в работе кузнеца. Ковка производится непосредственно ударами молота по металлу, находящемуся на наковальне. Учитывая, что сила ударов, как правило, велика, наковальня должна быть прочной и надёжно закреплённой на деревянном чурбане. Соблюдение этих условий продиктовано соображениями безопасности.
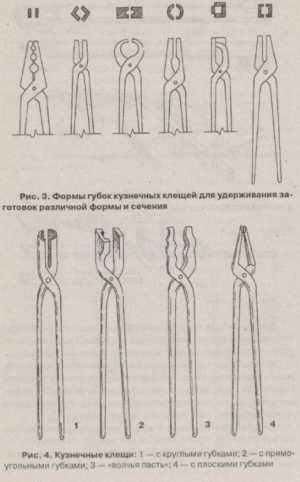
Клещи— ещё один инструмент кузнеца, без которого он, что называется, как без рук. Скорее они и есть продолжение его рук. Клещи должны обеспечивать прочный зажим поковки при ударе. Причём в зависимости от вида изделия клещи должны иметь губки различных форм: плоские, полукруглые или трубчатые.
Обжимка и гладилка— это два инструмента, которые соответственно придают изделию форму, либо разглаживают его (при горячей ковке).
Применяются обжимки для того, чтобы придать изделию разные формы – цилиндрическую, эллипсообразную или граненую с различным количеством граней. Обжимки состоят из двух частей, из которых нижняя крепится в отверстии наковальни, а верхняя, имеющая деревянную ручку, используется для формовки заготовки.
Следующий инструмент для художественной ковки металла – гладилка. Назначение ее понятно из названия – она помогает загладить поверхность изделия. Нижняя рабочая поверхность гладилки отшлифована.
Подбойки служат для создания на поверхности заготовки всевозможных выбоин, углублений и канавок. Подбойки как инструменты, предназначенные для ручной ковки, имеют множество конфигураций. Входе процесса ковки подбойки могут видоизменять свою форму, поэтому в наличии всегда должен быть большой ассортимент инструмента.
Такие инструменты для ковки, как зубила, подсечки, обжимки также постоянно применяются при художественной ковке металла. Зубила имеют деревянные ручки для предотвращения передачи вибрации на руку. Подсечка фиксируется в отверстии наковальни, деталь помещается между зубилом и подсечкой. Разрубается деталь ударом молота по зубилу.
Для того, чтобы сделать отверстие в изделии, используют пробойник. Сечения такого пробойника могут быть самой различной формы. Используемые самодельные приспособления для ручной ковки должны быть выполнены из прочной, закаленной стали.
Это- далеко не полный перечень инструментов кузнечных инструментов. Очень часто кузнечное дело для создания неповторимого дизайнерского изделия требует создания специальных инструментов, которые позволяют создавать требуемые формы.
Для горячей ковки сегодня всё чаще используется сварка различных конфигураций (электрическая, аргонно-дуговая и прочее). Применение сварки значительно упрощает работу кузнеца, оставляя ему время на создание неповторимых металлических кружев.
Вот такой вот инструмент для художественной ковки применяют кузнецы!
kovka-svarka.net
Ковка металла своими руками | Строительный портал

Кованые изделия в архитектуре и дизайне интерьера пользуются высокой популярностью с давних пор. Решетки на окна и для каминов, ограда или балясины лестниц, выкованные из металла, всегда выглядят изысканно и привлекательно. Сегодня, несмотря на современные технологии в обработке металлов, металлические изделия ручной ковки популярны как никогда. Конечно, ковка металла своими руками – дело не из легких, и без должной подготовки трудно сделать красивое кованое изделие. Но тем, кто хочет овладеть этим древним ремеслом и готов к тяжелой физической работе, придется ознакомиться с видами и технологией ковки металла, разбираться в металлах для ковки, понимать процесс ковки и уметь обращаться с инструментом кузнеца.
- Ковка металла
- Металл для ковки
- Инструмент для ковки металла
- Ковка металла своими руками
Ковка металла
Ковкой металла называется процесс обработки металлической заготовки с целью придания ей определенной формы и размера. Фактически существует два вида ковки – холодная и горячая. Выполняя ручную ковку металла необходимо разбираться в обоих видах ковки, так как каждый обладает своими преимуществами и недостатками.
Горячая ковка

В процессе горячей ковки заготовка подвергается нагреванию до определенной температуры, при которой металл теряет свою прочность и становится пластичным. Высокая пластичность является основным плюсом горячей ковки. Она позволяет легко придать металлической заготовке определенную форму и размер. Также горячая ковка позволяет использовать большинство технологий самой ковки, что выгодно сказывается на разнообразии вариантов работ.
Но нагрев металла имеет и свои недостатки. В первую очередь это необходимость обустройства специального кузнечного горна и затраты на топливо для него. Это может стать реальной проблемой для тех, кто хочет заниматься горячей ковкой металла своими руками в городских условиях. К тому же, работа с огнем достаточно опасное занятие и требует повышенной пожарной безопасности. Еще одним фактором, который может существенно повлиять на выбор вида ковки, являются специфические знания по температурным режимам для ковки металла.
Холодная ковка

В отличие от горячей ковки, холодная ковка металла не требует обустройства горна для нагрева металла. Вся суть холодной ковки заключается в придании формы металлической заготовке путем её изгибания, опрессовывания и сварки. Холодна ковка несколько проще по выполнению, и для обустройства мастерской не требуется много места. Весь процесс создания готового изделия не требует использования высоких температур, что весьма положительно сказывается на общей безопасности.
Но холодная ковка имеет один существенный недостаток. Все работы приходится выполнять с определенными заготовками-полуфабрикатами без возможности исправить свою ошибку. Конечно, это касается не всех работ холодной ковки, но в большинстве случаев испорченная заготовка годится разве что для металлолома или учебного пособия.
В любом случае, в независимости от вида ковки, придется достаточно плотно ознакомиться с рядом важных моментов. Во-первых, это касается металлов и температурных режимов для их плавки и ковки. Во-вторых, необходимо знать и разбираться в технологиях ковки металла. Ниже мы рассмотрим, какие технологические приемы используются для ковки и как они применяются в работе.
Металл для ковки
Ручная ковка металла – достаточно трудоемкое и сложное занятие, требующее использования определенных металлов, а точнее, металлов с определенными характеристиками. Для ручной холодной или горячей ковки наиболее важной характеристикой является пластичность металла, ведь именно от нее зависит простота и удобство изменения формы заготовки. Но стоит отметить, что пластичность и прочность металла взаимосвязаны между собой. При увеличении одной из этих характеристик вторая уменьшается. Поэтому так важно разбираться в характеристиках металла и знать о составе заготовки.
Важно! Существуют и другие, не менее важные характеристики металлов. Но так как мы рассматриваем ковку декоративных изделий, таких как решетки каминов, балясины, оградки и прочее, то нет необходимости сосредотачиваться на устойчивости к износу, красностойкости и прочем, а также на легирующих элементах.
Для декоративной ковки используют следующие металлы: медь, латунь, дюралюминий, сталь, а также другие медные, магниевые, алюминиевые и никелевые сплавы. По сути, для ручной ковки используют мягкий ковкий металл, который можно легко согнуть или придать ему определенную форму. Для того чтобы подобрать наиболее легкий ковкий металл, необходимо заглянуть в Марочник Стали и Сплавов. В нем можно найти детальное описание всех металлов и сплавов с их характеристиками и составом.
Несмотря на то, что самый ковкий металл – это медь и её сплавы, мастера предпочитают использование черных металлов для холодной и горячей ковки. Такая позиция обусловлена высокой стоимостью цветных металлов. Ведь на ковку металла цена в большей степени зависит от стоимости изначальной заготовки, и не каждый может позволить себе приобрести ограду или балясины из меди. Выбирая мягкий черный металл для ковки, необходимо ориентироваться на стали с минимальным содержанием углерода, порядка 0,25 %. А также с минимальным количеством вредных примесей, таких как хром, молибден, сера и фосфор. Кроме этого следует избегать конструкционных и инструментальных сталей с высоким содержанием углерода от 0,2 % до 1,35 %. Такие стали наименее пластичны и плохо поддаются сварке.
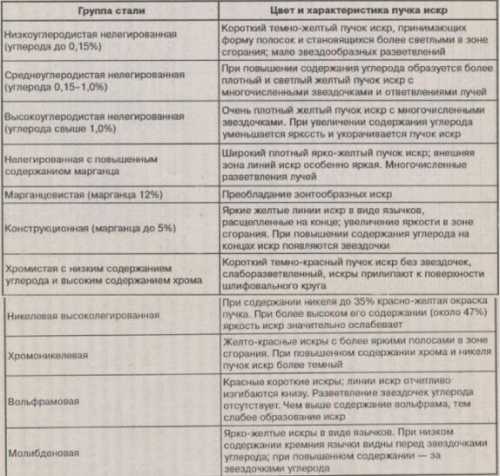
Выбирая тот или иной металл, необходимо использовать Марочник Стали и Сплавов. Но если доступа к нему нет, то можно воспользоваться приведенными ниже таблицами для определения содержания углерода в стали. Сам процесс определения довольно прост, достаточно поднести заготовку к работающему точилу и посмотреть на сноп искр, а затем сравнить его с показателями в таблице.
Сегодня благодаря промышленному производству металла отпала необходимость в создании заготовок для ковки своими руками. Современные кузни используют уже готовую заводскую продукцию для холодной ковки. Наиболее часто используемые размеры заготовок следующие: 30х45 мм, 40х45 мм, 10х10 мм, 12х12 мм, пруты сечением 10 мм, 12 мм, 16 мм, 25 мм, 30 мм, 50 мм, листовой металл толщиной от 3,5 до 6 мм, круглые трубы 1/2″, 3/4″, 1″, профильные трубы от 20х20 мм до 30х30 мм.
Инструмент для ковки металла
Выполнение любых работ по ковке металла невозможно без специального инструмента. Кузнечный инвентарь для горячей ковки достаточно разнообразен и включает в себя наковальню, горн, различные молоты, клещи и прочее. Инструмент для холодной ковки несколько попроще и состоит из нескольких специальных станков. Конечно, современный инструмент, такой как сварочный аппарат, болгарка и шлифмашинка, используется как в холодной, так и в горячей ковке. Зная о назначении того или иного инструмента, можно правильно выполнять любые работы.
Инструмент для горячей ковки
- Горн. Без него в горячей ковке никак не обойтись. Ведь именно в нем заготовка может нагреваться до температуры 1400 °C. В большинстве своем горн представляет собой печь, рассчитанную на высокие температуры и с поддувом.
- Наковальня. Этот инструмент является опорой, на которой выполняется ковка. Сама наковальня имеет несколько видов, среди которых наиболее популярной является двурогая наковальня весом 200 кг. Но вес может колебаться от 150 до 350 кг.
- Шпераки. При выполнении различной художественной и декоративной ковки используются именно шпераки. Они имеют множество различных видов, и каждый мастер может изготавливать их под себя. Общей чертой любого шперака является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянное бревно. На фото ниже приведены наиболее распространенные шпераки.
- Кувалда и Ручник. Это основной инструмент кузнеца. Кувалда весит от 4 до 8 кг и служит для нанесения сильных ударов. В зависимости от типа работ и толщины заготовки подбирается и вес кувалды. Ручник весит от 0,5 до 2 кг. Используется для придания окончательной формы изделию.
- Клещи. Горновые клещи второй по значимости инструмент. Без них невозможно удержать горячую заготовку для обработки. Существует несколько видов горновых клещей под определенный профиль и размер заготовки. На приведенном ниже фото изображены горновые клещи различной формы.
- Фасонные молотки. При выполнении художественной ковки требуется создавать загнутые заготовки или заготовки определенной формы. Для этого используются фасонные молотки. Они могут быть как нижними, на которых производится обработка, так и верхними. Вариантов фасонных молотков множество и у каждого мастера они свои. На фото ниже изображен основной вспомогательный инструмент.

Кроме описанных выше, используются различный измерительный инструмент, такой как обычная рулетка, двойной кронциркуль, кузнечный наугольник, шаблоны и калибры. Выбор кузнечного инструмента огромен, весь перечислить представляется затруднительным, поэтому у каждого мастера есть свой набор лишь необходимого и часто используемого инструмента.
Инструмент для холодной ковки
- Гнутик (фото ниже). Это базовый инструмент холодной ковки. Как следует из названия, он позволяет гнуть металлическую заготовку под определенным углом. В дополнение гнутик позволяет создавать дуговые элементы определенного радиуса.
- Улитка. Название говорит само за себя. При помощи улитки можно создавать различные спиралевидные декоративные элементы. Спираль выполняется под определенный шаблон, который при необходимости можно сменить на другой, с меньшим или большим радиусом.

- Фонарик. Этот станок предназначен для создания декоративного элемента с одноименным названием.
- Волна. Позволяет создавать волнообразные элементы. При протаскивании прута через этот станок на выходе получается красивая синусоидальная заготовка.
- Твистер. По принципу работы этот станок схож с Фонариком, но в отличие от него твистер лишь скручивает заготовку вдоль оси.
- Станок для колец. Как во всех предыдущих станках название говорит за себя.
Кроме описанных выше существуют еще универсальные станки для клепки, резки, опрессовки и придания объема. Все описанные выше станки можно изготовить как самостоятельно, так и приобрести в магазине. Конечно, самодельные приспособления для холодной ковки будут несколько уступать по качеству заводским, но это компенсируется уникальностью созданных с их помощью элементов. Для изготовления станков холодной ковки чертежи можно найти как в свободном доступе, так и купить у специалистов.
Важно! Станки для холодной ковки могут быть ручными или снабжены электродвигателями. Несмотря на наличие передаточных шестерен, ручная холодная ковка довольно трудоемкое и долгое занятие, и для получения больших объемов кованых элементов лучше оборудовать станок электродвигателем.

Отдельно стоит отметить промышленные станки для холодной ковки. На подобные станки холодной ковки цены порядка 6000 у.е., но один такой станок может выполнять практически все технологические операции холодной ковки. Примером может служить станок Мастер 2 компании «МАН». На демонстрирующем холодную ковку видео можно увидеть возможности этого станка.
Ковка металла своими руками
В процессе ковки для придания заготовке определенной формы используются различные приемы и методы ковки. Для выполнения каждого из них используется определенная технология и инструмент для ковки металла. Технология ковки металла горячим и холодным методом существенно отличается. Как уже отмечалось, для горячей ковки требуется нагрев заготовки для изменения её формы, а при холодной ковке заготовка лишь изгибается. На основании этого и выделяются основные технологические приемы, зная которые можно смело браться за ковку металла своими руками.
Холодная ковка металла своими руками
Выполняется холодная ковка своими руками достаточно легко и особых усилий не требуется. Все работы разбиты на несколько этапов: создание эскиза или чертежа будущего изделия, закупка материалов и сам процесс ковки металла.
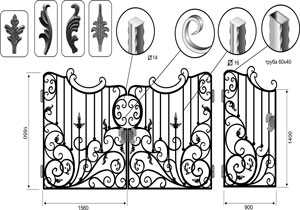
Чертеж можно создать в специальной компьютерной программе, приобрести уже готовый или нарисовать от руки. Можно найти для холодной ковки чертежи бесплатно. Для этого достаточно обратиться к мастерам, которые уже не первый год занимаются ковкой, и попросить один или два чертежа для тренировки. По сути, чертеж преследует несколько целей. Во-первых, чтобы знать какие элементы потребуется изготовить путем холодной ковки. Во-вторых, имея на руках такой проект, можно рассчитать количество и тип металлических заготовок, таких как пруты, профильные трубы и прочее. В-третьих, чертеж потребуется для сборки всех элементов в единое целое.
Отдельно необходимо рассмотреть элементы холодной ковки, из которых состоит проект. Сегодня можно найти довольно много различных кованых элементов, но их все можно объединить в несколько классических групп.
- Лапки. Этот элемент представляет собой раскатанный в какой-либо форме конец металлического прута. В эту группу входят так называемые Пики. Несмотря на заостренный конец, Пики изготавливаются по схожей технологии.

- Завитки. В эту группу входит несколько распространенных элементов: волюта, червонка и улитка. Волюта или Баранка представляет собой прут, концы которого загнуты в одну сторону. Червонка – прут, концы которого загнуты в разные стороны. Этот элемент иногда называют «долларом» из-за его схожести со знаком американской валюты. Запятая или Улитка – простой завиток, один конец которого загнут, а второй прямой.
- Кольца. Создается этот элемент довольно просто: на болванку станка накручивается прут круглого или квадратного сечения, в результате получается пружина, которую затем разрезают на отдельные кольца.

- Торсион. Этот элемент довольно легко узнать по винтовому скручиванию вдоль оси. Вариантов торсионов довольно много и одним из самых распространенных является такой элемент, как Фонарик, а также простой винтообразный прут для решетки или ограды.

Весь процесс изготовления элементов холодной ковки основывается на следующих общепринятых технологиях ковки – гибка, закручивание, вытяжка.
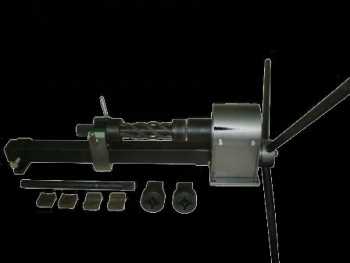
Вытяжка – это технология, которая заключается в увеличении длины заготовки путем уменьшения её сечения. В холодной ковке используется один из вариантов вытяжки – раскатка. Именно с её помощью создаются различные лапки и пики. Для создания лапок используется специальный раскаточный станок. Конец заготовки заводится внутрь и затем запускается механизм раскатки, в результате конец получается расплющенным с рельефом или без него. Для изготовления пик используют прессовочный станок. Процедура та же, но в результате конец получается раскатанный и опрессованный в определенной форме.
Гибка. Эта технология ковки заключается в загибании концов либо другой части заготовки под определенным углом. Сама гибка выполняется практически на всех станках холодной ковки. Процесс гибки можно проследить при изготовлении заготовки на станке Улитка. Вначале конец заготовки помещается внутрь специального шаблона и затем загибается под определенным углом. Эти работы выполняются на станке Улитка.
Закручивание. Эта технология ковки подразумевает скручивание заготовки вдоль своей оси. В холодной ковке этот процесс можно наблюдать при использовании станка Твистер, на котором создаются различные торсионы. Для этого один конец заготовки помещается в тиски, а второй конец проворачивается вдоль оси. Отдельно стоит выделить элемент Фонарик. Для него используют два и более прута, которые вначале скручивают вдоль оси, а затем вдоль оси сжимают, в результате прутья в определенном месте расходятся в стороны.

Сборка всех элементов в единую конструкцию выполняется при помощи сварки на специальном сборочном столе. Сегодня сварочный аппарат общедоступен и является обязательным инструментом современных кузнецов. Самодельная холодная ковка довольно распространена среди начинающих мастеров и частных предпринимателей. Она не требует особых знаний, навыков и больших помещений для работы.
Холодная ковка своими руками: видео-урок
Горячая ковка металла своими руками
По сравнению с холодной, ручная горячая ковка намного сложнее и требует от мастера опыта в обращении с инструментом и хорошей физической подготовки. Работы выполняются в несколько этапов: создание эскиза или чертежа, закупка материалов и ковка.
По сути, разница между горячей и холодной ковкой заключается в технологических процессах обработки металла. Во-первых, это касается способа обработки. Во-вторых, для горячей ковки можно использовать практически любые металлические заготовки. Но для удобства принято использовать уже готовые пруты квадратного и круглого сечения. В-третьих, в художественной горячей ковке отсутствуют какие-либо рамки для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки – завитков, лап, пик и прочего, но горячая ковка позволяет использовать весь потенциал воображения мастера, что раскрывает неограниченные возможности. Все изделия из металла ковки горячим способом создаются с помощью следующих технологий обработки металла: осадка, вытяжка, гибка, закручивание, разрубка, насечение рисунка и набивка рельефа.
Осадка применяется при ковке металла для увеличения поперечного сечения всей заготовки или её части. При ковке в зависимости от необходимости проводится полный или местный нагрев заготовки для осадки.

Вытяжка заключается в увеличении длины заготовки путем уменьшения её сечения. Это можно выполнять как путем нанесения ударов кувалдой или ручником, так и с помощью раскатки металла между валов на станке. В отличие от холодной ковки создание пик при помощи вытяжки требует точных и аккуратных ударов.
Гибка. Эта операция выполняется для придания заготовке загнутой формы. При этом следует учесть, что гибка толстых заготовок может повлечь их искажение и для придания первоначальной формы необходимо выполнить осадку. Для гибки заготовки применяют различные шпераки, рог наковальни, фасонные молотки и кондукторы.
Закручивание. Данная технология ковки подразумевает скручивание заготовки вдоль своей оси. Как и в холодной ковке, заготовку зажимают в тиски и проворачивают. Но в отличие от холодной ковки, можно нагревать заготовку локально, что дает возможность легко делать локальное закручивание.
Такие технологии ковки как разрубка, насечение рисунка и набивка рельефа применяются в художественной ковке с использованием зубил. Края горячих заготовок, в зависимости от проекта, рассекаются и закручиваются клещами. Также пока заготовка раскаленная, на её поверхности набивается различный узор.
При горячей ковке металла важно знать температурные режимы нагрева. Это поможет более качественно обрабатывать металл. Ковка черного металла выполняется при 800 – 1250 °C. Конечно, измерять градусником раскаленную заготовку будет невозможно и для определения температуры придется ориентироваться по её цвету. В приведенной ниже таблице указаны температуры и цвет заготовки из черных металлов.
Горячая ковка металла: видео-урок
Ковка металла своими руками – дело довольно увлекательное, требующее постоянного совершенствования. Это касается в первую очередь создания различных художественных и декоративных элементов. Тем, кто только начал заниматься ковкой, придется немало потрудиться, чтобы их работы имели идеальную форму и высокое качество.
strport.ru
Ковка своими руками

ковка своими руками
Кованые элементы в оформлении дизайна и архитектуре имеют большую популярность на протяжении долгих веков. Решетки для каминов и окон, оградки либо балясины для лестниц, кованые из металла, всегда имеют изысканный и привлекательный вид.
На сегодняшний день, даже учитывая новые технологии для обработки металлов, изделия из металла ручного производства имеют актуальны как никогда. Понятное дело, ковка своими руками является делом не простым, и без определенной подготовки тяжело сделать на самом деле красивое изделие.
Но желающим познать эту древнюю профессию и, если они готовы потрудиться, необходимо ознакомиться с типами и технологиями ковки металла, знать о металлах для ковки, знать о процессе и правильно обращаться с инструментами.

холодная ковка
Ковка металла – это такой процесс во время, которого производится обработка металла для того, чтобы придать ему необходимую форму и размер. Имеется два варианта ковки – это горячая и холодная. И если вас интересует ковка своими руками, то вам следует разбираться в этих видах технологий, потому как каждая из них имеет свои отрицательные и положительные стороны.
Ковка горячего типа

горячая ковка
При использовании горячей ковки металлическая заготовка нагревается до нужной температуры, во время которой металл теряет свои свойства прочности и станет пластичным. Высокий уровень пластичности и является большим преимуществом ковки горячего типа. Это дает возможность очень быстро придать заготовке необходимый размер и форму. Помимо этого ковка горячего типа открывает возможность использования огромное количество методов ковки, что помогает создавать множество различных вариантов элементов.
Но нагревание металла также имеет и отрицательные стороны. Изначально это обустройство горна для кузни и покупка топлива для него. Это может быть проблематично для людей, которые желают заниматься ковкой металла горячего типа собственноручно в городе. Помимо этого любая работа с огнем – это определенная опастность, которая требует соблюдения правил безопасности. Еще один из основных факторов ковки, который влияет на выбор ее типа можно назвать особые знания о температурных режимах для разных металлов.
Ковка холодного типа

станок для холодной ковки
По сравнению с горячей ковкой, ковка холодного типа не требует постройки горна для того, чтобы нагревать металл. Суть ковки холодного типа заключается в том, что придание необходимой формы металлу производится при помощи выгибания заготовки, опрессовывания и сваривания. Ковка холодного типа намного проще по исполнению, а для устройства мастерской много места не нужно. Для создания готового изделия не нужны большие температуры, а это только плюс к общей безопасности.
Но подобного типа ковка имеет и свой огромный недостаток. Любые работы с металлом проводятся только с подготовленными заготовками, и исправить какую-либо ошибку возможности нет. Понятное дело, это относится ко всем этапам данной ковки, но по большей части заготовка с ошибкой пойдет в металлолом либо в качестве учебного пособия как не нужно делать.
Не зависимо от того какой тип ковки вы выбрали вам нужно будет изучить множество важных процессов. В первую очередь это относится типов металлов и температуры для их ковки и плавления. Также следует разбираться и в самой технологии ковки разных металлов. Ниже мы о них расскажем.
оборудование для ковки
Ковка металла вручную – это трудоемкий и сложный процесс, который требует применения металлов определенного типа, а если говорить точнее, то метала с определенными параметрами. Для ковки руками, вне зависимости будет она холодной либо горячей важно подобрать металл более высокой пластичностью, так как от этого качества будет зависеть удобство и простота изменения самой заготовки и ее формы. Стоит упомянуть и о том, что такие свойства металла как пластичность и прочность взаимосвязаны. Если увеличивается один из них, то уменьшается вторая. Так что весьма важно разбираться в параметрах разных металлов и знать про их состав.
!!!Важно!!!
Важно! Имеются и иные важные параметры металла. Но мы рассматриваем декоративные изделия, то здесь нет необходимости говорить про уровень износа, стойкости и других свойствах.

ограда из латуни
Для ковки декоративного типа применяют такие металлы как:
- латунь;
- медь;
- дюралюминий;
- другие подобные сплавы.
То есть для ковки ручного типа применяют мягкие металлы, которые легко гнуться и им можно придавать разную форму. Для выбора самого легкого и ковкого металла вам следует просмотреть Марочник Стали и Сплавов. Здесь имеется детальное описание всех сплавов и металлов, а также их характеристики и состав.
Учитывая тот факт, что самым ковким металлом является сплавы меди и она сама, специалисты отдают предпочтение черным металлам для того, чтобы производить горячую либо холодную ковку. Такое предпочтение весьма просто объясняется большими ценами на цветные металлы. Так как для ковки металла стоимость по большому счету зависит от цен на заготовки, и не все могут купить оградки либо балясины, сделанные из меди.

пруты для ковки
Если вы выбираете черные металлы для ковки, то следует ориентироваться на сталь с самым малым содержанием углерода, около 0,25 процента. Помимо этого в нем должно быть самое минимальное содержание таких вредных добавок как:
- сера;
- фосфор;
- молибден;
- хром.
Также стоит не останавливать свой выбор на сталях конструкционного и инструментального типа с высоким уровнем содержания углерода 0,2-1,35 процентов. Подобного типа стали имеют малую эластичность и их плохо сваривать.
Выбирая тот либо другой металл, следует использовать Марочник. Если же вы не имеете к нему доступа, то можно использовать таблицы из сети. Процесс же выбора весьма простой, следует поднести вашу заготовку к точилу и посмотреть на искры, а потом сравнить их с показателями таблиц.
На сегодняшний день при помощи промышленности нет необходимости создавать заготовки собственноручно. Теперешние кузни применяют уже готовые заводские заготовки для проведения ковки холодного типа.

обжимки для ручной ковки
Проведение любой работы, связанной с ковкой металла невозможно без наличия специальных инструментов. Инвентарь для ковки горячего типа очень разнообразен в него входит:
- наковальня;
- горн;
- клещи;
- молоты разного веса и много других инструментов.
Инструменты для ковки холодного типа немного проще и в него входят более простые станки. Понятное дело, что такие приборы, как аппарат для сварки, шлифмашина и болгарка применяется для всех типов ковки. Зная про предназначение всех инструментов можно грамотно провести все работы.

инструменты для горячей ковки
Горн

работа горна
Без этого при горячей ковке невозможно обойтись. Как раз на нем и греют заготовку до необходимой температуры в 1400 градусов. Можно сказать, что горн это своего рода печка, которая рассчитана на большие температуры и имеет поддув.
Наковальня

наковальня
Данный инструмент – это опора, где выполняется ковка. Наковальня может быть разного вида, самой популярной среди них является двурогая, которая имеет вес в 200 кг. Масса может колебаться в отрезке 150-350 кг.
Шпераки
шпераки
Во время выполнения разного рода декоративной и художественной ковки применяют как раз шпераки. Они могут быть разных видов, каждый из мастеров делает их под себя. Общая черта любого типа данного прибора можно назвать то, что они все вставляются в отверстие квадратной формы расположенное в наковальне либо крепятся в бревно.
Ручник и кувалда

ручник и кувалда
Это основные инструменты любого кузнеца. Кувалда может иметь вес 4-8 кг, и необходима для того, чтобы наносить сильные удары. Зависимо от вида проводимых работ и толщины заготовок выбирается и масса кувалды. Сам же ручник может иметь вес 0,5-2 кг. Применяется для того чтобы придавать окончательную форму изделию.
Клещи

клещи
Клещи горнового типа являются вторым по значимости инструментом. Без них нет возможности удерживать нагретую заготовку для того, чтобы ее обработать. Имеется несколько типов клещей для определенных профилей и размеров заготовок.
Молотки фасонного типа

фасонный молоток
Во время выполнения ковки художественного типа необходимо производить загнутые заготовки либо заготовки, имеющие определенные формы. Для этого применяют такие молотки. Такие молотки могут быть нижними для обработки, так и верхними. Вариаций подобных молотков множество и каждый мастер выбирает свой.
Помимо описанного инструмента применяют и инструменты для измерения, к примеру, рулетка, наугольник для кузнечного дела, калибры и шаблоны. Выбор оборудования для этого ремесла весьма разнообразен, перечислять весь весьма сложно, так что стоит сказать о том, что каждый из мастеров имеет собственный набор инструмента, который использует в своей работе.

инструмент для холодной ковки
Гнутик

станок для холодной ковки
Это стандартный инструмент для холодной ковки. Если смотреть на название, то он дает возможность выгибать заготовку под нужным углом. Также гнутик помогает производить элементы в форме дуги с разными радиусами.
Улитка

улитка
Название этого инструмента говорит само. С помощью улитки есть возможность создать разнообразные элементы в форме спирали. Спираль производится по определенным шаблонам, которые если нужно можно менять с одного на другой, с разными радиусами.
Фонарик

станок фонарик
Данный станок предназначается для того, чтобы создавать декоративные элементы, имеющие одноименное название.
Волна

станок волна
Открывает возможность создавать элементы в форме волны. Во время протискивания через данный станок в итоге выходит интересная заготовка синусоидного типа.
Твистер

твистер
По своему принципу работы данный прибор похож на фонарик, но по сравнению с ним твистер только скручивает заготовку по оси.
Станок для колец

станок для колец
Тут можно не описывать и по названию становится понятно для чего этот станок.
Помимо выше перечисленных имеются также и универсальные приборы, предназначенные для:
- вырезки;
- клепки;
- опрессовки;
- придания объема.
Все станки можно купить либо сделать своими руками. Понятное дело, что станки, сделанные своими руками будут уступать по уровню качества произведенным на заводе, но это можно компенсировать тем, что на них сделаны уникальные элементы. Для того чтобы самостоятельно сделать станки можно найти чертежи в сети или купить их у специалистов.
!!!Важно!!!Важно! Для ковки холодного типа станки могут быть ручными либо иметь электрический мотор. Даже если у них есть передаточные шестерни, холодная ручная ковка весьма трудоемкий и долгий процесс, и для того чтобы получить кованые элементы лучше всего сделать станок с элетродвигателем.

универсальный станок для холодной ковки
Отдельно необходимо сказать про станки промышленного производства. Такие станки дорогие и их стоимость около 6000 у.е., но если вы приобретете один такой станок, то должны знать о том, что один такой станок может выполнить все операции по холодной ковке.

холодная ковка
Во время ковки, чтобы придать заготовке некоторую форму применяют самые разнообразные методы и приемы. Для того чтобы выполнить каждый из них применяется своя технология и инструменты для ковки металла. Технологии ковки металла разными методами сильно отличается. Как уже говорилось, для ковки горячего типа необходимо нагревать заготовки для того, чтобы изменить их форму, а во время ковки холодного типа заготовка просто выгибается. Основываясь на это главные приемы, зная о которых можно начинать заниматься ковкой металла собственноручно.

холодная ковка
Производится ковка холодного типа собственноручно не так сложно и не требует особых усилий. Все работы разбиваются на определенные этапы:
- разработка эскизов либо чертежей для будущей детали;
- покупка материалов;
- процесс ковки заготовок.
Чертежи можно создавать на ПК, установив на него специальное ПО, а также купить готовые проекты или просто нарисовать самостоятельно. В сети можно отыскать бесплатные чертежи или спросить такие у специалистов. По своей сути чертеж несет в себе несколько целей. В первую очередь, он поможет определиться какие именно детали следует сделать при помощи ковки холодного типа. Если у вас на руках будет чертеж, вы сможете рассчитать необходимое количество и вид заготовок, которые вам понадобятся, к примеру, прутья, трубы профильного типа и другие. Также чертеж необходим для того, чтобы собрать все детали вместе.
Отдельно стоит рассмотреть некоторые элементы ковки холодного типа, из которых будет состоять проект. На сегодняшний день можно отыскать множество элементов ковки, все они объединяются в определенные группы.
Лапки

лапка
Данный элемент является раскатанным в любой форме концом прута из металла. Сюда можно относить пики. Даже с учетом их заостренного конца, они производятся по подобной технологии.
Завитки
завиток
В данную группу относят такие элементы как улитка, волюта, червонка. Баранка или волюта – это прут, края которого загибают в одну сторону. Червонка – это прут, края которого загибают в разные стороны. Данный элемент некоторые мастера называют «долларом» из-за того, что он напоминает этот знак. Улитка либо запятая – это обычный завиток, имеющий один загнутый конец, а второй остается прямым.
Кольца

кольцо
Данный элемент создать просто: основу стакана накручивают прут с круглым либо квадратным сечением, а в итоге выходит пружина, и ее потто разрезают на кольца.
Торсион

торсион
Данный элемент очень легко узнаваем, так как он скручивается вдоль своей оси винтовым методом. Вариантов данный элемент имеет очень много и один из них, который более всего распространен – это фонарик, и простой прут винтообразной формы для решеток и оград.

основные методы ковки
Сам процесс производства всех элементов основан на таких стандартных технологиях, как вытяжка, скручивание и гибка.
Вытяжка

вытяжка с добавлением формы
Весь процесс данной технологии заключается в том, чтобы увеличить длину заготовки при помощи уменьшения сечения. При ковке холодного типа применяется один из методов вытяжки – это раскатка. Как раз, используя ее создают разные пики и лапки. Для производства лапок применяют специальные станки для раскатки. Край заготовки заводят внутрь его и потом запускают механизм раскатки, в итоге край расплющивается с нанесением рельефа или без него. Для того чтобы изготовить пики применяют прессовочные станки. Процедура проходит также, но в конце выходит опрессованый и раскатанный с определенной формой.
Гибка

гибка
Данная технология ковки представляет собой загибание краев или других частей заготовок под определенными углами. Сам процесс гибки производится практически на любом станке, предназначенном для ковки холодного типа. Изначально один из краев заготовки помещают внутри специальных шаблонов после чего его загибают на необходимое количество градусов. Такая работа производится на станке под названием Улитка.
Закручивание

закручивание
Данная технология ковки предполагает скручивание заготовок по их оси. При холодной ковке этот процесс можно пронаблюдать на станке под названием Твистер, на нем изготавливают торсионы. Для этого один из краев заготовки помещают в тески, а второй из них проворачивают по оси. Отдельно стоит сказать про такой элемент как фонарик. Для него применяют два или больше прутов, которые изначально скручивают по оси, а потом по оси сжимают, в итоге прутья в определенных местах расходятся в разные стороны.
Сборка всех деталей в одну конструкцию

сборка конструкции
Сборка элементов в единую конструкцию проводится с помощью сварочного аппарата на специальном столе для сборки. На сегодняшний день аппарат для сварки доступен всем и он обязателен для современного кузнеца. Самодельная ковка холодного типа очень актуальна среди начинающих. Ведь для нее не требуются особые знания, навыки и огромное помещение для работы.
Видео о холодной ковке
холодная ковка

горячая ковка
Если сравнивать данный вид ковки с холодно, то этот процесс намного сложнее и от мастера потребуется опыт работы с определенными инструментами и хорошая физическая подготовка. Процесс работы разделяется на определенные этапы:
- разработка эскизов либо чертежей;
- покупка необходимого материала;
- ковка.
В сущности, холодная и горячая ковка отличается в технологическом процессе обработки металлических заготовок. В первую очередь это относится к обработке.
Для ковки горячего типа можно использовать заготовки из любого металла. Но для более удобной работы используют уже подготовленные прутья с квадратным либо круглым сечением.
Помимо этого при горячей художественной ковке нет никаких ограничений для производства элементов для готовой конструкции. Естественно можно придерживаться производства стандартных элементов, но ковка горячего типа открывает возможность использовать всю фантазию мастера, а это открывает по истине не ограниченные возможности.
Любые изделия из металла при горячей ковке создают при помощи таких технологий для обработки металла:
- осадка;
- вытяжка;
- гибка;
- закручивание;
- разрубка;
- нанесение рисунка;
- набивка рельефов.
Осадка

осадка
Осадка используется во время ковки металла для того, чтобы увеличить сечение поперечного типа по всей длине заготовки либо на определенной ее части. Во время ковки зависимо от необходимости проводят полный либо частичный нагрев заготовок для проведения осадки.
Вытяжка

вытяжка
Этот процесс заключается в том, чтобы увеличить длину заготовок при помощи уменьшение их сечения. Это выполняется как ударами ручником либо кувалдой, так и с применением раскатки металла между валами на специальном станке. По сравнению с ковкой холодного типа производство пик с помощью вытяжки потребует более точных и аккуратных ударов.
Гибка

гибка
Такого рода операция проводится для того, чтобы придать заготовке загнутую форму. Здесь необходимо учесть, что гибка заготовок более толстых может исказить их и для того, чтобы вернуть им прежние формы нужно будет делать осадку. Для процесса гибки используют самые разные шпераки, рог на наковальне, кондукторы и фассоные молотки.
Закручивание

закручивание
Такая методика ковки предполагает закручивание заготовок по их оси. Как и при ковке холодного типа заготовка зажимается в тиски и прокручивается. Но по сравнению с холодной ковкой, заготовка нагревается локально, что открывает возможность с легкостью производить локальное скручивание.
Подобные методики ковки как разрубка, набивка рельефов и нанесение рисунка используется в ковке художественного типа с применением различных зубил. По краям нагретых заготовок, зависимо от проекта, металл закручивают клещами либо рассекают зубилом. Еще пока заготовка полностью раскалена, на поверхности набивают рисунки и узоры.
Во время ковки металла горячего типа следует знать про температурный режим нагрева металла. Это помогает обработать металл более качественно. Черный металл куется при температурах 800-1250 градусов. Понятное дело, что проверить температуру заготовки обычным градусом не возможно, так что придется определять температуру по тому, какой цвет имеет заготовка.
Видео о горячей ковке
горячая ковка
Ковка металла собственноручно является увлекательным делом, которое требует регулярного совершенствования. это в первую очередь относится к созданию разнообразных декоративных и художественных деталей. Тем, кто желает начать заняться ковкой, необходимо будет много трудиться, чтобы их изделия имели правильную форму и высокий уровень качества.
www.xn——8kcg4aacboreodxjfen5a.xn--p1ai
инструмент для холодного способа, виды обработки, инструкция, видео и фото
Ковка своими руками — дело не простое, но в то же время очень интересное, причем освоить это мастерство может каждый. Я расскажу об основных нюансах этой работы и ознакомлю вас с азами ковки.

Ковка позволяет изменять форуму и размер металлической заготовки
Виды ковки
Ковка — это один из видов обработки металла, позволяющий изменять форму и размер заготовки. Ковку подразделяют на два вида:
Виды ковки
Далее я расскажу о каждом из ее видов.
О горячей ковке
Смысл горячей ковки заключается в том, что перед обработкой заготовка подвергается нагреву до определенной температуры. Это повышает пластичность металла, и таким образом увеличивает возможности мастера.

Горячая ковка подразумевает обработку разогретой до высокой температуры детали
Достоинства:
- Высокая пластичность заготовки. Благодаря этому упрощается работа. Кроме того, мягкий металл позволяет без особого труда изменять форму и размеры заготовки;
- Универсальность. Данный метод позволяет использовать любые заготовки. Это значительно расширяет возможности мастера.

Нагрев заготовок осуществляется в кузнечном горне
Недостатки:
- Дополнительные затраты. Для разогрева заготовок до ковочной температуры необходимо обустроить кузнечный горн. Кроме того, требуются дополнительные затраты на топливо;
- Требовательность к температурным режимам. Чтобы заниматься горячей ковкой нужны определенные знания, позволяющие определять температуру «на глаз». Подробней об этом я расскажу ниже.
О холодной ковке
Для холодной ковки не требуется горн, так как обработка заключается в изгибании холодных заготовок, их прессовании и сварке.

Холодная ковка выполняется на специальном оборудовании и не требует нагрева обрабатываемых деталей
Достоинства. Холодная ковка обладает следующими достоинствами:
- Доступность. Обустроить мастерскую для холодной ковки гораздо проще, так как не нужна печь. К тому же для этого требуется меньше затрат;
- Безопасность. Отсутствие высоких температур положительно сказывается на общей безопасности.
Недостатки. У этого вида ковки тоже имеются минусы:
- Холодная ковка предоставляет меньше возможностей. Многие операции, которые можно выполнить горячей ковкой, для холодной обработки недоступны;
- Невозможность исправления брака. Холодная обработка осуществляется с использованием заготовок-полуфабрикатов. В результате ошибку, как правило, нельзя исправить;

Для холодной ковки используются пруты квадратного и круглого сечения
- Ограниченность заготовок. Холодным способом можно изготавливать определенный набор деталей, который зависит от вашего оборудования. Причем для этих целей используются пруты квадратного или круглого сечения.
Диаметр и размеры сечения заготовок, с которыми можно работать, так же зависят от используемого оборудования.
Инструменты
Для ковки холодной
Рассмотрим инструмент для холодной ковки своими руками:
- Гнутик. Позволяет изгибать заготовку под определенным углом, а также изготавливать дугообразные детали;

Гнутик позволяет изгибать пруты
- Улитка. Это приспособление позволяет создавать спиралевидные узоры;
- Волна. Станок, который выполняет синусоидальные, т.е. волнообразные детали;
- Твистер. Позволяет скручивать заготовку вдоль оси для получения винтообразных деталей;

Твистер позволяет скручивать прут вдоль своей оси
- Фонарик. Позволяет получить объемную спиралевидную деталь, которая так и называется — фонарик;
- Станок для колец. Как несложно догадаться, позволяет создавать кольца;
- Раскаточный станок. Этот станок позволяет спрессовывать заготовки для изготовления так называемых «лапок» и пик. Кроме того, с его помощью выполняют вытягивание заготовки путем уменьшения ее сечения;

На раскаточном станке можно спрессовывать заготовки
- Сборочный стол. На нем выкладываются все готовые детали, и при помощи сварочного аппарата соединяются в единую конструкцию.
Кроме того, существуют универсальные инструменты, которые позволяют выполнять такие операции, как:
- Клепка;
- Резка;
- Опрессовка;
- Придание объема и пр.

Кузнечный станок позволяет выполнять любые операции холодной ковки
Отдельно следует сказать о промышленных станках. Цена на них составляет около 5000-6000 долларов США, но зато один станок способен выполнить все операции холодной ковки. Примером таких станков служит аппарат от МАН «Мастер-2».
Для горячей ковки
При горячей ковке используют совсем другой набор инструментов:
- Горн. Представляет собой печь, которая позволяет нагревать заготовки до 1400 градусов. Без такой высокой температуры горячая ковка невозможна;
- Наковальня. Опора, на которой осуществляется обработка метала;

Наковальня служит опорой на которой обрабатываются детали
- Шпераки. Наковальни, на которых осуществляется художественная ковка;
- Кувалда и Ручник. Это основные инструменты кузнеца, которыми наносятся удары для придания определенной формы изделию.
При помощи кувалды осуществляют сильные удары, поэтому ее вес составляет от четырех до восьми килограмм. Ручник же используют для окончательной обработки заготовки. Его вес находится в пределах 0,5-2,0 кг;

Кувалда — основной инструмент для горячей ковки
- Клещи. Позволяют доставать из горна и удерживать заготовку. Под разные профили и размеры заготовок существуют разные виды горновых клещей;
- Фасонные молотки. При помощи этих молотков выполняется художественная ковка из металла. С их помощью делают загнутые заготовки, а также придают изделиям определенную форму.

Фасонные полотки применяются для художественной ковки
Чтобы упростить работу, можно использовать механические молоты . Такие станки имеются в продаже, или же вы можете сделать механический молот самостоятельно.
Металл для ковки
Для ковки, вне зависимости от ее типа, главное качество металла — это его пластичность. От нее зависит насколько удобно и просто изменять форму заготовки. В то же время, следует помнить, что чем больше пластичность металла, тем ниже его прочность.

Медные заготовки пластичные, но очень дорогие
Если вас интересует художественная ковка – металл можно использовать следующий:
- Медь;
- Сталь;
- Латунь;
- Дюралюминий;
- Всевозможные сплавы на основе меди и алюминия.
Несмотря на то, что цветные металлы более пластичные, для художественной ковки обычно используют сталь. Это связано, прежде всего, с ее низкой стоимостью, что позволяет снизить и цену кованых изделий. Кроме того, сталь обладает более высокой прочностью.

На фото сталь разогретая — самый распространенный метал для ковки благодаря низкой стоимости и высокой прочности
При выборе стали для ковки необходимо уделять внимание следующим ее параметрам:
- Содержание углерода. Этот показатель должен находиться в пределах 0,25%;
- Минимальное количество примесей. Сталь должна содержать как можно меньше примесей, таких как молибден, сера, хром и фосфор.
Избегайте использования инструментальных и конструкционных сталей, так как они очень плохо поддаются ковке.
Надо сказать, что в наше время обычно пользуются заводскими заготовками при ковке, к которым относятся всевозможные пруты круглого и прямоугольного сечения, а также листовой металл и пр. Это избавляет от необходимости подбирать металл и делать заготовки самостоятельно.
Основные моменты ковки
Холодный способ ковки
Процесс холодной ковки достаточно простой, и состоит всего из нескольких этапов:
| Иллюстрации | Описание действий |
| Создание эскиза. Эскиз служит проектом, поэтому на нем необходимо изобразить конструкцию, которую вы собираетесь сделать, и указать на ней все узоры и их расположение. Имейте в виду, что узоры должны соответствовать вашему оборудованию, на котором вы будете заниматься ковкой. | |
| Изготовление узоров. Все узоры, которые имеются на эскизе, изготавливаются из заготовок на вышеперечисленном оборудовании — детали изгибаются, спрессовываются, вытягиваются и т.д. | |
 | Сборка конструкции. Эта работа выполняется так:
|
Таким образом, в процессе холодной сварки никаких ударов молота не выполняется. Поэтому, чтобы освоить мастерство, главное разобраться как работают различные инструменты или станок. Кроме того, нужно уметь обращаться со сварочным аппаратом.
Горячий способ ковки
Горячая ковка тоже включает в себя несколько этапов, но сам процесс обработки металла гораздо более сложный, требующий определенных навыков и физической подготовки.
Работа осуществляется в такой последовательности:
| Иллюстрации | Описание действий |
| Подготовка эскиза. Как и при холодной ковке, работа начинается с подготовки проекта. | |
 | Нагрев в горне. Заготовка нагревается до температуры от 800 до 1250 градусов. Нагрев может происходить как общий, т.е. всей заготовки, так и локальный — того участка детали, с которым вы планируете работать. |
Обработка. Данный процесс обычно включает в себя выполнение нескольких основных операций:
|
К горячей ковке относится еще и так называемая свободная ковка . Однако этот процесс осуществляется в заводских условиях на специальных прессах, и подразумевает обработку многотонных заготовок. Поэтому к ковке в традиционном понимании этого слова подобная обработка металла не имеет никакого отношения.
Надо сказать, что в процессе горячей ковки важно не только научиться обрабатывать металл, но и разбираться в температурных режимах. Как я уже с казал выше, черные металлы нагреваются до температуры 800 до 1250 градусов.
Так как термометром измерить температуру невозможно, необходимо ориентироваться по цвету. Для этого надо запомнить, что при разогреве до 800 °C метал становится светло-вишнево- красным. При дальнейшем повышении температуры металл изменяет свой цвет от светло-красного до оранжевого и светло-желтого (1250 °C)
Вот и все основные моменты ковки, о которых я хотел вам рассказать.
Вывод
Теперь вы знаете что представляет собой процесс ковки, а также какими способами и как выполняется подобная обработка металла. Обязательно посмотрите видео в этой статье, а если какие-то нюансы вам непонятны — пишите комментарии, и я обязательно вам отвечу.
kursremonta.ru
Самодельные станки и приспособления для холодной художественной ковки без нагрева: чертежи, инструмент, лекало
Придать приусадебному участку респектабельный вид можно без затрат больших денежных средств. Для этого достаточно установить кованые металлические элементы ограды, смонтировать кованые садовые скамейки, закрепить фонари и светильники, выковать подставки под вазоны, мангалы, детали для беседки. Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Содержание материала
Производство фигурных элементов
 Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Прежде чем собирать самодельные станки и приспособления для холодной ковки, специалисты рекомендуют изучить технологический процесс и приемы изготовления фигурных элементов без применения оборудования и оснастки. Научиться создавать красивые вещи своими руками просто, достаточно получить минимальные навыки по работе с арматурой и листовым материалом.
Также рекомендуем прочитать:
Что такое холодная ковка
 От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
Ускорить производственный процесс помогают списанные рельсы, колесные бандажи и буфера железнодорожных вагонов, используемых при изготовлении гибочного приспособления «улитка». Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
- гибочного рычага;
- ворота или поворотного лемеха;
- лекала;
- обводного ролика.
К положительным свойствам станка-твистера «улитка» относятся следующие факторы: оборудование может устанавливаться в любом месте, вертикальная компонента обладает минимальной рабочей нагрузкой, горизонтальная нагрузка передается на опору из стального профиля. Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.
Простые механические станки для ковки металла позволяют сгибать спирали с числом витков до 5 шт. Чтобы правильно собрать станок «улитка», необходимо изучить принцип действия оборудования и способ сборки основных узлов, среди которых основными является:
 каркас из металлического уголка и швеллера или трубы с толстыми стенками;
каркас из металлического уголка и швеллера или трубы с толстыми стенками;- столешница из двух круглых стальных плит толщиной более 4 мм;
- основной вал, закрепленный в центральной части станка между кругами столешницы с помощью согнутых под прямым углом треугольников. Для вала можно использовать толстостенную трубу;
- рычаг для сгибания прутка, закрепленный к валу кольцом.
 каркас из металлического уголка и швеллера или трубы с толстыми стенками;
каркас из металлического уголка и швеллера или трубы с толстыми стенками;Рычажная «улитка» обладает уникальным свойством, благодаря которому получают завитки с ограниченным в размерах ядром из полосы металла, уложенного плашмя. Избежать образования вертикальной волны на заготовке помогает установка вертикального ролика с ребордой. Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.
Монтаж деталей «улитки»
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Независимо от варианта исполнения станки холодной ковки монтируются одинаковым способом. В начальном этапе необходимо оборудовать место под каркас, ножки которого бетонируются в специально подготовленном фундаменте.
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
«Гнутик» в качестве приспособления
 В техническом словаре «гнутиками» называются все гибочные станки для холодной ковки металла. Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
В техническом словаре «гнутиками» называются все гибочные станки для холодной ковки металла. Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
«Гнутик» промышленного производства позволяет изготавливать детали, которые на станке домашней сборки ковать не представляется возможным. Комплектующие детали оборудования и сменный инструмент должны изготавливаться по точным размерам и обрабатываться на профессиональном оборудовании.
Профессиональные кузнецы рекомендуют купить готовый «гнутик». Такое приспособление управляется просто, пригодится для производства сварных конструкций из труб небольшого диаметра, прутка, арматуры, стальной полосы в домашних условиях.
Простейшим приспособлением для художественной ковки холодным способом также является доска с проставками, в качестве которых могут служить болты М24. Устройство легко справляется с металлической полосой толщиной до 6 мм
pochini.guru
Инструмент для холодной ковки своими руками
Иногда возникает вопрос, какой инструмент для холодной ковки своими руками необходим? В последнее время все чаще люди стремятся изготовить элементы декора и украшения для бытовых предметов своими руками, в том числе и из металла.

Кованные изделия пользуются широкой популярностью, поскольку такие элементы декора эксклюзивны, красивы и необычны.
Однако в домашних условиях крайне тяжело создать полноценную кузню, поэтому появилась технология холодной ковки. Что нужно для создания роскошной, эстетической декоративной отделки для балконов, оград, столбов освещения, ограждений?
На данный момент имеется несколько основных инструментов, которые позволяют осуществлять холодную ковку материалов из металла в домашних условиях. Стоит отметить, что все инструменты для таких работ ручные, поэтому они не занимают много места и не требуют «особых» условий для хранения.
Это не сложно
Важно отметить и тот факт, что кованные изделия пользуются широкой популярностью, поскольку такие элементы декора эксклюзивны, красивы и необычны. Однако подобные предметы, выполненные горячей ковкой в кузницах или изделия, изготовленные промышленно, стоят дорого (особенно ручная работа). Именно поэтому широко начала развиваться холодная ковка.
Многие люди часто воспринимают холодную ковку как что-то очень сложное, однако, это не так, как заблуждение о том, что для холодной ковки необходима кузня. Но для холодной ковки этого не требуется.
Методы ковки.
Главным и необходимым требованием к процессу является только наличие мощного освещения этого помещения и рабочего места в частности. А для этого требуется проложить проводку в выбранную комнату, установить необходимое количество осветительных приборов (лучше всего подойдут светодиодные).
Для холодной ковки необходимо только небольшое огороженное помещение, которым может являться подвал, сарай, веранда или гараж.Несмотря на то, что в названии способа стоит слово «ковка», то это совсем не означает, что придется ковать. Ведь основной технологией является изгибание металлоизделий специальными инструментами. Сравнение метода холодной ковки с обычной горячей не приемлемо. Однако кузнецы часто комбинируют холодную и горячую ковку. Такими методами создается большой ассортимент изделий.
Вернуться к оглавлению
Описание технологии
Наиболее тяжелыми процессами при холодной ковке считается сварка уже изогнутых металлических изделий. Она нужна на завершающем этапе, когда все детали сформированы и требуется сборка готовой конструкции. Сварка сложна тем, что требуется специальный сварочный аппарат, который стоит довольно дорого, кроме того, сама сварка является довольно сложным процессом, требующим специальных знаний в своей сфере. Даже профессиональные сварщики часто не могут грамотно сварить конструкцию.
Остальные процессы (сгибание металла под разными углами), никакой сложности не представляют. Осуществлять холодную ковку сможет практически любой человек, даже без навыков такой работы. При этом каждое последующее изделие начинающего мастера будет гораздо лучше предыдущего, ведь будет постоянно происходить процесс оттачивания навыка. Кроме того, можно создать очень эксклюзивные вещи, проявив фантазию и нарисовав желаемый объект предварительно на бумаге.
Далее расскажем, какие нужны инструменты для холодной ковки, и какие вспомогательные инструменты должны быть в мастерской.
Вернуться к оглавлению
Необходимые инструменты и материалы
Улитка позволяют создавать спиралевидные элементы, похожие на домики улиток.
Все необходимые инструменты для сгибания изделий из металлопроката состоят из 6 позиций. Сюда относятся гнутик, улитка, фонарик, твистер, волны и объемной. К вспомогательным инструментам можно отнести сварочный аппарат и осветительное оборудование. К расходным материалам — металлические заготовки и лакокрасочные изделия. Хорошо подготовленный мастер с таким оборудованием может производить более 10 квадратных метров изделий в день. При этом ручной инструмент очень прочен и очень эффективен, поскольку обладает столь высокой производительностью. Такой комплект инструментов даст возможность создавать плоские и 3D узоры.
При этом площадь обрабатываемых изделий может составлять 1-1,5 квадратных сантиметра при длине заготовки в 0,5 см. Остановимся на инструментах по подробнее:
- Гнутик. Он предназначен для изгибания металлических прутов (что ясно из названия), при этом можно задать абсолютно любой угол изгиба. Он также позволит создать узоры в виде дуги. Конструктивно он состоит из зажима с тремя упорами, из которых два упора статичны и находятся на прямой, а третий подвижный, им собственно и гнут металл, вдавливая заготовку между двумя неподвижными. Для снижения силы, которую необходимо приложить для сгибания заготовки, есть система рычагов, которая приводит третий упор в движение.
- Фонариком придают одноименную форму заготовке. Инструмент состоит из двух зажимов на вращающейся горизонтальной оси. Один зажим статично закреплен на корпусе, другой — на оси. Металлический прут зажимается между ними (длина оси обеспечивает обработку длинных заготовок), после чего ось начинают вращать. Вращение осуществляется рукояткой, связанной при этом с осью через редуктор для снижения необходимой для работы силы.
- Улитками называют устройства, которые позволяют создавать спиралевидные элементы, похожие на домики улиток. Конструктивно этот инструмент можно представить в виде комбинации гнутика и фонарика. От первого взяты упоры (только все неподвижные), от второго — вращающаяся ось с зажимом (только ось вращается перпендикулярно заготовке).
- Объемными делают 3D изделия. Например, кольца. Такой инструмент представляет собой вращающийся барабан, который установлен в прочном корпусе, при этом намотка заготовки на барабан происходит под воздействием мускульной силы человека.
- Волнами создают дугообразные элементы. Волна очень схожа с гнутиком, однако в отличии от первого, придает строго определенную форму заготовке. На ней установлены круги-барабаны, на которые осуществляется намотка заготовки. Радиус волны равен радиусу барабана. Для изменения волны следует приобрести несколько таких инструментов с разными радиусами барабанов.
- Похож на фонарик и твистер. Разница заключается только в том, что фонарик позволяет создать объемные закрученные элементы, а твистер закручивает заготовки только в одной плоскости.
Поскольку принцип работы инструментов прост, то каждый человек может позволить себе изготовить их самостоятельно. При этом самодельный инструмент может выдавать не менее качественные заготовки, чем покупной. Стоит также отметить, что не следует покупать сразу много инструментов, ведь для освоения такого процесса достаточно всего 3-4 инструментов. Остальные можно будет приобрести или изготовить позже, когда появиться опыт и необходимость в конкретном инструменте.
Вернуться к оглавлению
Некоторые особенности работы
Все инструменты можно условно разделить на 2 категории: те которые гнут и те которые сжимают. При этом эти процессы в холодной ковке достигаются за счет эластичности материала, которым пренебрегают при обычной ковке (она осуществляется путем изменения физических параметров материала). Несмотря на это, в процессе механической обработки металла существенно снижается его прочность. Для некоторых элементов декора это не критично, однако если есть необходимость в прочных элементах, то рекомендуется заготовку предварительно разогреть до 150-200°С.
Для этого подойдет обычная печь, а не специальная кузня, в крайнем случае, небольшие заготовки можно разогреть резаком. Элемент, изготовленный по такой технологии, в прочности не уступит выкованному в кузнице.
Перед работой с заготовкой ее следует предварительно зачистить и отшлифовать, ведь после обработки это сделать будет гораздо сложнее из-за изменения формы.
Главным недостатком холодной ковки является то, что все детали делаются по шаблону, а создание новых шаблонов достаточно проблематичное занятие (и дорогое). Поэтому эксклюзивность достигается путем объединения таких деталей в одно целое. Также недостатком считается и ограничение по толщине заготовки, поскольку металл довольно прочный материал.
www.parnikiteplicy.ru
Кузнечный инструмент и приспособления
Кузнечное производство
3.1. Классификация кузнечного инструмента
По назначению кузнечный технологический инстру-! мент для ручной ковки разделяется на основной, вспомогательный и измерительный. ‘
Основным инструментом называется такой, с помощью i которого заготовке придают форму и размеры, соответствующие чертежу на поковку. Различают опорный, • Ударный, накладной, подкладной, пробивной и парный | инструменты.
Опорным инструментом являются наковальни, шпераки и нижние бойки молотов.
Ударным инструментом являются ку-1 валды, молотки-ручники и верхние бойки молотов.
Накладной инструмент накладывают или устанавливают на заготовке и кувалдой или верхним бой-1 ком молота ударяют по нему. С помощью этого инструмента разрубают заготовку, получают поковку требуемой формы и приглаживают поверхности поковок. К нему относятся: зубила, набойки и гладилки, кузнечные топоры, обсечки, пережимки, обжимки и раскатки.
Подкладной инструмент устанавливают на наковальню (или подкладывают под заготовку), на, него накладывают заготовку и разрубают, куют или изгибают. В результате получается поковка требуемой формы. Он как бы изменяет профиль наличника наковальни. К нему относятся: подсечки, нижники, специальные приспособления, гвоздильни и формы при ручной ковке, клиновые подкладки и подкладные штампы при ковке на молотах.
Парный инструмент состоит из следующих пар инструментов: подбоек-верхннков и подбоек-нижни-ков, обжимок-верхников и обжимок-нижников.
26
Пробивной инструмент— пробойники (бородки) и прошивки. При пробивке отверстий на молотах с этим инструментом применяют подставки, надставки
И оправки.
Вспомогательный инструмент и приспособления применяют для захвата, транспортирования, поворота и поддержания заготовок во время ковки и при выполнении других операций, а также для облегчения труда кузнецов К нему относятся различные виды клещей, приспо^-собления и средства малой механизации при ручной
Ковке и ковке на молотах.
Измерительный инструмент предназначается для разметки и измерения размеров заготовок. Им измеряют и контролируют размеры поковок в процессе ковки и готовых горячих или холодных поковок. К нему относятся Линейки стальные, складные метры, рулетки, штангенциркули и др. Этот инструмент применяется как при ручной, так и при ковке на молотах.
Кроме этого, кузнечный инструмент и приспособления разделяются на универсальные и специальные.
Универсальный инструмент и приспособления используются для различных по форме и размерам поковок.
Специальный инструмент и приспособления применяют только при изготовлении больших партий поковок одного типор’азмера.
3.2. Основной инструмент для ручной ковки
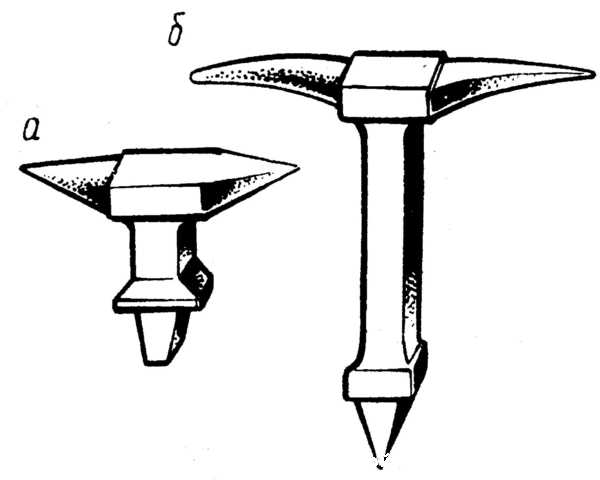
Наковальня (рис. 3.1) представляет собой массивную металлическую опору, на которой куют заготовки.
По конструкции различают безрогие, однорогие и двурогие наковальни. Размеры и масса наковален регламентируются стандартами: безрогих по ГОСТ 11396—75, однорогих по ГОСТ 11397—75, двурогих по ГОСТ 11398—75 и сд-юрогих консольных по ГОСТ 11399—75. Все наковальни рекомендуется изготовлять из стали 45Л с последующей обработкой наличников и рогов до твердости НВ 340 … 477. Масса наковален: безрогих 96 … 200 кг, однорогих 70 … 210 кг, двурогих 100 … 270 кг, однорогой консольной 95 кг.
Наиболее распространена и удобна для ручной ковки однорогая наковальня (рис. 3.1, а). Рог / предназначен Для гибки заготовок под различными углами и ковки поковок в виде колец. Наличник 2 является основной рабо-
27
Рис. 3.1. Опорный инструмент
Чей или опорной поверхностью наковальни. На опорной поверхности расположены три сквозных отверстия. Два круглых отверстия 3 диаметром 15 мм предназначены для пробивки отверстий в поковках и квадратное 4 размером 35 х35 мм — для установки в него подкладного инструмента и приспособлений. Хвост 5 в виде выступа с прямыми углами предназначается для гибки заготовок под углом 90°. Лапы 6 используют для крепления наковальни.
Наковальня устанавливается на массивную чугунную или деревянную опору 7 диаметром не менее 60 мм и высотой 900 … 1000 мм и закрепляется на этой опоре хомутами 8 и костылями 9. Нижнюю часть деревянной опоры закапывают в землю на расстоянии 1,0 … 1,5 м от горна. Рог наковальни должен находиться слева от кузнеца, стоящего спиной к горну. Расстояние от пола до наличника определяется ростом кузнеца и обычно равно 700 … 800 мм. Правильной считается такая установка наковальни, когда стоящий кузнец будет касаться наличника кончиками слегка согнутых пальцев при опущенной руке.
Ш п е р а к (ГОСТ 11400—75) представляет собой маленькую наковальню, выполненную из стали марки 45 с твердостью рабочей части HRC 41,5 … 46,5. Масса шперака обычно бывает не более 4 кг. Основные размеры шперака показаны на рис. 3.1, б. Шперак устанавливают в квадратное отверстие 4 наковальни (см. рис. 3.1, А) И на нем куют мелкие поковки или детали.
Кувалда (двуручный боевой молот) предназначена для нанесения сильных ударов по заготовке, уложен-
^
Ной на наличнике наковальни, с целью получения поковки требуемой формы (рис. 3.2).
Различают тупоносные кувалды / с размерами по ГОСТ 11401—75, остроносные поперечные 2 и остроносные продольные кувалды 3 о размерами по ГОСТ 11402—75 (рис. 3.2, а). Изготовляют кувалды ковкой из сталей 40, 45, 50 и У7. Рабочие поверхности кувалд механически обрабатывают и закаливают на глубину 30 мм до твердости не менее HRC 32,5. Масса тупоносных кувалд 2 … 16 кг, остроносых — 3 … 8 кг. Наиболее распространены кувалды массой 2 … 10 кг.
Молотки-ручники (рис. 3.2, б) различают в зависимости от формы задка: с шарообразным задком 4, в поперечным клинообразным задком 5 и продольным клинообразным задком 6. Их изготовляют из стали У7 массой 0,5 … 1,5 кг. Ручки для них делают длиной 350… 600 мм с утолщением к свободному концу из вязких пород дерева и расклинивают как для кувалд.
Ручки для кувалд длиной 750 … 900 мм делают из дерева с незначительным утолщением к свободному концу. Для ручек следует использовать дерево вязких пород — граба, клена, рябины, ясеня или комлевой березы, которые не раскалываются. Нельзя делать ручки из сосны и ели. Крепление ручек должно быть максимально надежным. Для этого отверстие (всад) в головке кувалды для ручек выполняют с уклонами 3 … 5° от середины к боковым граням. Это облегчает установку ручек и обеспечивает надежное крепление их после забивки клина. Установлено, что самым надежным креплением ручки яв-
|

Рис. 3.2. Ударный инструмент
2&
Ляется крепление с помощью «завершенного» клина 7 (рис. 3.2, в) из мягкой стали. Такие клинья забивают наклонно на глубину, равную */з ширины головки кувалды.
Обычно ручником работает кузнец, а кувалдой молотобоец. Ручником кузнец кует небольшие детали. Кузнецов, работающих без молотобойцев, называли «однорукими», а ковку—«в одну руку». Про кузнеца, работающего с одним или двумя молотобойцами, говорят «двурукий» или «трехрукий». Работа с молотобойцами в три руки выполняется при ковке крупных и сложных изделий.
При работе с молотобойцами кузнец в основном руководит ковкой, т. е. ударами ручника подает сигналы молотобойцам о начале ковки (постукивание по наковальне), конце ковки (кузнец кладет ручник на наковальню боковой стороной), о месте удара (показывает ручником место удара по заготовке) и темпе удара (постукиванием по наковальне).
Удары по заготовке кувалдой наносят молотобойцы в местах, указанных кузнецом. Удары могут быть различными по направлению и силе. Самые легкие небольшие по силе удары (локтевые), которые наносятся движением рук с кувалдой в локтевых суставах (как шарнир), средние по силе удары (плечевые) наносятся движением рук с кувалдой в плечевых суставах (как шарнир), и максимальные по силе удары (навесные) наносятся движением рук с кувалдой по замкнутому кругу.
Кроме этого, молотобойцы могут наносить удары по заготовке справа или слева. Для нанесения удара справа молотобоец берется за ручку правой рукой ближе к кувалде, а левой рукой за конец ручки. Для нанесения удара слева молотобоец берется левой рукой за среднюю часть ручки, правой за ее конец. Нанесение ударов по заготовке справа или слева делают, — например, при высадке конца у длинной заготовки (см. рис. 7.6, Г).
Кузнечные зубила предназначены для разрубки заготовок (рис. 3.3). По конструкции различают простые / и фасонные 2 зубила (рис. 3.3, а) с размерами соответственно по ГОСТ 11418—75 и ГОСТ 11419—75. Изготовляют зубила из стали 6ХС. Рабочую часть зубила закаливают до твердости HRC 55 … 59 на длине 30 мм, с конца головки до HRC 51,5 … 56 на длине 20 мм. Масса простых зубил 0,9 … 3,6 кг, а фасонных 0,6 … 2,2 кг. Простые зубила выполняются для холодной и горячей
30
Рис. 3.3. Накладной инструмент
Рубки металла. Они отличаются углом заточки и имеют более-тонкое лезвие (пунктир на рис. 3.3, А). Разновидностью простых зубил является одностороннее зубило, у которого лезвие заточено с одной стороны по сравнению с зубилом /, показанным на рис. 3.3, А.
Фасонные зубила 2 (рис. 3.3, А) имеют скругленную форму лезвия и применяются для отрубки плоских круглых заготовок.
Ручки для зубил делают такими же, как для кувалд и молотков-ручников. Они не расклиниваются, чтобы не было отдачи в руку от ударов и вибрации от неточности установки инструмента на заготовку. Аналогично ручки вставляют в подбойники-верхники, набойки, обжимки-верхники, гладилки, пробойники и в другой прикладной инструмент.
Набойки 3 (рис. 3.3, б) предназначены для ускорения операции протяжки. Они имеют полукруглую рабочую часть, изготовляются в соответствии с ГОСТ 11410—75 из стали 45, рабочую часть закаливают до твердости HRC 39,5 на длине 30 мм, с конца головки до HRC 32 … 41,5 на длине 20 мм. Масса набоек 1 … 2 кг.
Гладилки предназначены для выглаживания поверхностей поковок после ковки. Различают гладилки с плоскими 4 (ГОСТ 11412—75) и полукруглыми 6 (ГОСТ 11413—75) рабочими поверхностями (рис. 3.3, В). Изготовляют гладилки из стали 45. Рабочие поверхности закаливают до твердости HRC 39,5 на длине 30 мм и
31
Шлифуют. С конца головки закаливают до HRC 32 … 41,5 на длине 20 мм. Масса гладилок 0,95 … 4,73 кг.
Например, кузнец Н. Э. Штейнфельд «всад» для ручек у накладного, верхнего парного и пробивного инструмента (см. ниже) делает без уклонов (рис. 3.3, Г), что не совпадает с рекомендациями стандартов по выполнению «всада» для всех инструментов с уклонами, как для кувалды и молотка. «Всад» в указанном инструменте без уклонов рекомендует и автор работы [12]. Обычно кузнецы устанавливают ручки в накладной, верхний парный и пробивной инструмент так, чтобы конец ручки, прошедший «всад», выступал за пределы инструмента не менее чем на 30 мм (рис. 3.3, S) для того, чтобы инструмент не мог мгновенно соскочить с ручки, а кузнец успел бы заметить передвижку его на конец ручки.
Подкладной инструмент — нижники или принадлежности наковальни (рис. 3.4) имеет хвостовик с квадратным сечением, который опускается в квадратное отверстие 4 наковальни, а рабочая часть инструмента опирается на наличник 2 наковальни (см. рис. 3.1, а).
Подсечки предназначены для разделения (пережима) заготовок. Прямая подсечка /, выполняемая по ГОСТ 11420—75, показана на рис. 3.4, А. Изготовляют подсечки из стали 50. Рабочую часть закаливают до твердости HRC 39,5 на длине 30 мм. Масса подсечек 0,88 … 1,47 кг.
На рис. 3.4, А также показаны: подсечка 2 с полукруглой режущей кромкой, подсечка 3 с упором, предохраняющим заготовку от скатывания (соскальзывания) во время разрубки заготовки.
Нижники (рис. 3.4, б) предназначаются для гибки заготовки с целью получения требуемого профиля поковки. По форме рабочей поверхности различают угловые 4 (ГОСТ 11405—75) и — цилиндрические 5 (ГОСТ 11411—75) нижники. Изготовляют нижники из стали 45. Рабочую часть закаливали до твердости HRC 39,5 на длине 30 мм. Масса нижников 0,9 … 8,8 кг.
Кроме этого, могут применяться следующие специальные нижники и приспособления наковальни (рис. 3.4, б).
Приспособление 6 служит Для рубки материала круглого сечения. Вилку 7 применяют при гибке пруткового и полосового материала, а нижник 8 — для ковки Т-об-разпых деталей из прутка. Скобу 9 используют пр’и 1совке деталей типа вилок. Крюк 10 нужен при кузнечной сварке
32

Звеньев цепи. При необходимости кузнец может отковать любое требующееся ему приспособление, способствующее ускорению процесса ковки и получению поковки требуемой формы.
Гвоздильни (рис. 3.4, Г) предназначены для получения головок у гвоздей, болтов, заклепок и т. д. Гвозднльни могут быть одноместными // и многоместными !2, а гнезда в них цилиндрическими, прямоугольными, шестигранными или любой другой формы. Стенки гнезд и отверстий выполняются с уклоном 3 … 5°, т. е. с расширением в сторону, с которой вставляется заготовка, что облегчает удаление поковок после оформления головок. Гвоздильни изготовляют из стали 45 или У7, У7А и закаливают до твердости HRC 44 … 50.
2 В. Г. Шмаков 33
А) 6) Рис. 3.5. Парный инструмент
Форма (рис. 3.4, Д) предназначена для пробивки и прошивки отверстий в поковках, гибки, протяжки и отделки поковок с простыми поперечными сечениями. Форма представляет собой толстую квадратную плиту с отверстиями, различными по форме и размерам сечений. На боковых гранях она имеет различные по форме и размерам ручьи. Изготовляется форма из сталей 35Л, 40Л литьем с последующей обработкой для получения гладких поверхностей внутри отверстий и ручьев. Масса формы около 120 кг.
Подкладка из мягкой стали или меди применяется для предохранения наличника наковальни от повреждения при рубке металла, а зубила от затупления. Конструкция подкладки кузнеца Н. Э. Штейнфельда показана на рис. 3.4, Е.
Парный инструмент (рис. 3.5) применяется тогда, когда накладной и подкладной инструменты одновременно действуют на заготовку и позволяют увеличивать производительность труда и улучшать форму поковок.
Подбойки-верхники и нижники применяются в паре и предназначены для ускорения операции протяжки или разгонки металла.
Подбойки-верхники (рис. 3.5, А) бывают с плоской квадратной 7 (ГОСТ 11406—75) и с полукруглой 3 (ГОСТ 11408—75) рабочими поверхностями. Их изготовляют из стали 45. Рабочую часть закаливают до твердости HRC 39,5 на длине 30 мм, головку — HRC 30 … 40 на длине 20 мм. Масса подбоек-вер хн и ков 0,72 … 2,62 кг.
Подбойки-нижники (рис. 3.5, а) бывают с плоской прямоугольной 2 (ГОСТ 11407—75) и с полукруглой 4 (ГОСТ 11403—75) рабочими поверхностями.
34
Их изготовляют из стали 45. Рабочую часть закаливают до твердости HRC 39,5 на длине 45 мм. Масса подбоек-нижников 0,92 … 2,5 кг.
Обжимки-верхники и нижники предназначены для придания предварительно откованной за-ютовке правильной круглой, шестигранной и другой формы, более точных У гладких поверхностей у деталей
I, виде стержней.
Обжимки-верхники (рис. 3.5, б) бывают с полукруглой 5 (ГОСТ 11403—75), с шестигранной 7 )! другими формами [12] рабочих поверхностей. Их изго-•шпляют из стали 50. Рабочую часть закаливают до твер-лости HRC 39,5 на длине 30 мм, головку — HRC 32 … 41,5 на длине 20 мм. Масса обжимок-верхникив 1,6…
4,8 кг.
Обжимки-нижники бис? (рис. 3.5, 6} имеют такие же рабочие поверхности, как у обжимок-верхников. При этом обжимки с полукруглой рабочей поверхностью выполняют по ГОСТ 11404—75. Их изготовляют из стали 50. Рабочую часть закаливают до твердости HRC 39,5 на длине 30 мм. Масса обжимок-нижников 0,94 … 2,38 кг.
Пробивной инструмент (рис. 3.6) предназначен для пробивания и расширения отверстий в поковках, а также для выправления и выглаживания стенок этих отверстий.
Пробойники (бородки) имеют такие же конструктивные элементы, как у накладного инструмента. Ими пробивают сквозные отверстия в заготовках небольшой толщины. Различают пробойники (рис. 3.6, а) с круглым сечением / рабочей части (ГОСТ 11414—75), овальным 2 (ГОСТ 11415—75), квадратным 3 (ГОСТ 11416—75) и прямоугольным 4 (ГОСТ 11417—53). Размеры этих сече-т;й следующие, мм: круглые 6 … 25; овальные 25х16;
30х18; 36х22; квадратные
6 … 25; прямоугольные 10 X
ХЗО; 16х30; 20Х36.
Изготовляют пробойники
Ковкой или штамповкой из
Стали 6ХС. Рабочую часть
Закаливают до твердости
HRC 46,5 …51,5 на длине
30 мм, головку до HRC 32 …
Рис. 3.6. Пробивной инструмент
35
41,5 на длине 20 мм. Масса пробойников 0,36 … 1,88 кг.
Прошивни имеют то же назначение, что и пробойники, и предназначены для расширения и выглаживания отверстия. Они проще (рис. 3.6, б) пробойников, и их можно быстро изготовить из имеющейся подходящей по твердости стали. Кроме того, если нет пробойника требующегося размера (или профиля), то прошивень можно, пр;и-менять вместо пробойника, удерживая его клещами при ударах. Прошивнем пробивают отверстия навылет, т. е. он может вылетать из металла с другой стороны. Прошивнем можно получать отверстия без уклонов.
3.3. Кузнечный инструмент для ковки на молотах
Опорный и ударный инструмент (рис. 3.7) для ковки металла на молотах практически неразделим, так как им являются верхние и нижние бойки, которые всегда используются в паре.
Бойки являются основным опорным и ударным инструментом, с помощью которого выполняются все кузнечные операции на молотах, при этом нижние бойки выполняют роль опорного инструмента, а верхние бойки— ударного инструмента. Наибольшее распространение получили плоские, вырезные и комбинированные бойки.
Плоскими бойками ‘(рис. 3.7, А) получают поковки прямоугольного и квадратного сечения, а также используют при выполнении операций гибки, осадки, прошивки (пробивки) отверстий и других операций.
Вырезные бойки (рис. 3.7, Б) предназначены для получения цилиндрических или шестигранных по профилю сечения поковок.
А) S) б) Рис, 3,7, Бойки кузнечных молотов |
36
Рис. 3.8. Инструмент для отрубки металла
Комбинированные бойки (рис. 3.7, е) состоят из плоского верхнего и нижнего с прямоугольным вырезом. С помощью этих бойков можно получать поковки с цилиндрическим сечением с большой разницей по диаметру.
Изготовляют бойки из сталей 50, 50Г, 40ХН, 50ХНВ, 5ХГМ. Их закаливают до твердости HRC 40 … 50. Верхние V нижние бойки имеют
msd.com.ua