20.03.2020

- Назначение и описание
- Виды токарных станков
- Как устроен токарный станок, из чего он состоит
- Схема токарного станка со всеми основными устройствами
- Что делает токарный станок, как он работает
- Управление токарным станком: как включить устройство и начать работу
- Как установить и настроить токарный станок
- Как выбрать токарный станок по металлу и разобрать маркировку
Точение – один из наиболее популярных и востребованных способов металлообработки. В данной статье мы расскажем про устройство универсального токарного станка по металлу, что это за оборудование, какие у него технические характеристики, как выбрать и установить подходящий и провести на нём обработку.
Фактически любое предприятие, работающее со сталью, имеет в цеху агрегат, способный вытачивать из заготовки цилиндрической формы нужные элементы, например, валы.
Сама конструкция применяется не только для работы с металлическими изделиями, но и с другими материалами. Первые прародители установок были созданы еще в 7 веке до нашей эры. Они использовались преимущественно для дерева или кости и имели примитивный механизм обрабатывания: деревянная станина, не самые прочные зажимы и ручной привод. Однако суть операции осталась прежней.
И только в начале восемнадцатого столетия появились первые модели, которые предназначались для работы на цехах с металлическими заготовками.
Сейчас современные аппараты имеют электрический привод, крепкое основание, прочный инструмент из инструментальной стали. Некоторые машины оснащены числовым программным обеспечением, то есть имеют высокую степень автоматизации.
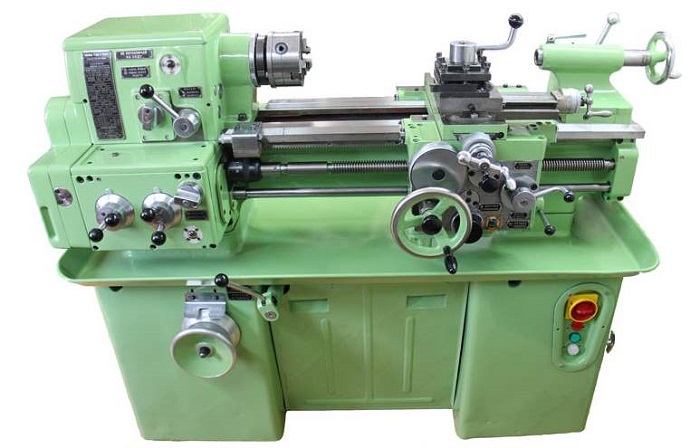
Суть операции по металлообработке заключается в следующем. С двух сторон необработанный материал зажимается специальными фиксаторами. Шпиндели начинают вращение, вместе с ними, соответственно, приходит в движение и сама заготовка. Затем начинает двигаться инструмент. Он имеет несколько осей – направляющих, в зависимости от модификации оборудования. Посмотрим, как выглядит токарный станок на изображении:

Затем используются различные инструменты. Резец снимает верхний слой с поверхности, производя основную операцию – точение. Универсальные аппараты также дополнительно обладают способностью делать отверстия, наносить резьбу.
Рассмотрим, какое назначение имеет данный агрегат. Он выполняет следующие функции:
- ● выработка винторезных метчиков и плашек – можно сделать из прутка полноценный болт, саморез;
- ● создание конуса – полного или усеченного, сплошного или полого;
- ● развертка отверстий – глухих или сплошных, их последующее шлифование, различная обработка;
- ● обрезка краев, торцевых частей;
- ● разрезка одного элемента на два и более.
Универсальные агрегаты имеют максимальный набор функций. Однако классическая старая модель может выполнять немногие задачи. Основной является снятие верхнего слоя металла с цилиндрической заготовки.
Классификация изделий проходит по нескольким основаниям. Основные особенности и характеристики можно понять из маркировки. Рассмотрим, какие критерии являются основополагающими при выборе.
Класс точности работы токарного станка
Здесь все предельно просто. Чем лучше заточены инструменты, выверен чертеж, тем точнее будет результат. Но между ручным и автоматизированным процессом есть ощутимая разница. Оборудование, оснащенное ЧПУ, имеет большое преимущество перед трудом вручную. Особенно это касается мелких деталей.
Буква, поставленная в маркировке, характеризует класс точности. Приведем их в порядке возрастания от нормального до особо высокого в этой таблице:
|
Обозначение |
Допустимая погрешность в процентах |
Трудоемкость изготовления, % |
|
Н |
100 |
100 |
|
П |
60 |
140 |
|
В |
40 |
200 |
|
А |
25 |
280 |
|
С |
16 |
450 |
Масса
Любое оборудование для металлообработки имеет значительный вес. В большинстве случаев требуется дополнительное укрепление полов, например, заливка бетонного основания. Обычно такие тяжелые конструкции помещаются на первом этаже.
От того, к какому классу относится агрегат, зависит то, что можно сделать на токарном станке, то есть – с чем работать. Небольшие установки хорошо справятся с мелкими деталями. Но если стоит вопрос об обработке в целях машиностроения, то зачастую его недостаточно. Посмотрим в небольшой таблице, какие разновидности различают:
|
Название |
Максимальная масса (в тоннах) |
|
Легкий |
до 1 |
|
Средний |
от 1 до 10 |
|
Тяжелый |
более 10 |
|
Уникальный |
выше 100 |
Степень автоматизации
Чем более автоматизированно работает машина, тем меньше физического труда должен применять сотрудник. Токарь испытывает меньше воздействия на свое здоровье на производстве, поскольку не обязан постоянно испытывать усталость, а также влияние высокого уровня шума.
Второе достоинство автоматов – ускорение всех процессов, повышение производительности. Особенно это касается серийного производства, когда все изготовление поставлено на конвейер.
Третье преимущество – уменьшение количества ошибок и увеличение точности. Обычно любые погрешности и дефекты – следствие ошибочных действий токаря. Отсутствие издержек на дефективные заготовки поможет существенно сэкономить. Рассмотрим, как работать на токарном станке по металлу, в зависимости от степени автоматизации:
- ● С ручным управлением. Привод двух основных движений (вращение и подача) механизирован. Но перемещение инструмента, установка заготовки, фиксация, снятие стружки, подача смазки – все это нужно делать вручную.
- ● Полуавтомат. Все перечисленные выше процедуры управляются компьютером. Исключением является постановка и снятие детали.
- ● Автомат. Самые прогрессивные модели, в основном они оснащены пультом ЧПУ. Оператор исключительно контролирует самостоятельную работу машины.
Широкий выбор автоматических установок представлен в интернет-магазине «Сармат». Их применение будет экономически выгодно не только на крупных заводах, но и на небольших мелкосерийных производствах.
Гибкость системы
Есть классические машины, а есть ГПУ, то есть гибкий производственный модуль. Второй отличается тем, что на нем можно быстро и просто перенастраивать назначение работы. То есть переходить с одного цикла на другой. Это выгодно, когда на производстве находится целая серия изделий с разным типоразмером.
Специальное назначение в обработке металла
Универсальность
То, что можно делать на разных видах токарных станков, зависит от многозадачности. Универсальные аппараты имеют множество инструментов, а также обладают возможностью перемещения суппорта во многих направлениях. Классические агрегаты обладают только двумя осями движения, в то время как есть до 6 направлений.
Практически все изделия с ЧПУ дают возможность выполнять много задач, в том числе винторезные, все они представлены выше.
Старые модели обычно не оснащены пультом управления и имеют узкую направленность. Модернизация на производстве часто включает замену устаревших конструкций на более универсальные. Это позволяет не только ускорить производственный процесс, но и сократить трудозатраты, в некотором случае – рабочие места, так как теперь с новыми аппаратами множество действий за то же время может выполнить один оператор.
Как устроен такой токарный станок? Конструкция всех установок включает в себя следующие узлы:
- ● Станина. Это металлическое основание, которое держит на себе весь вес остальных элементов, а также обрабатываемую деталь. Также к ней крепятся все остальные части.
- ● Фартук. Отвечает за преобразование энергии в движение.
- ● Бабки. Их две – одна просто отвечает за фиксацию, другая включает в себя двигатель и шпиндель, который удерживает и одновременно вращает заготовку.
- ● Суппорт. Он отвечает за инструмент – его перемещение и фиксирование.
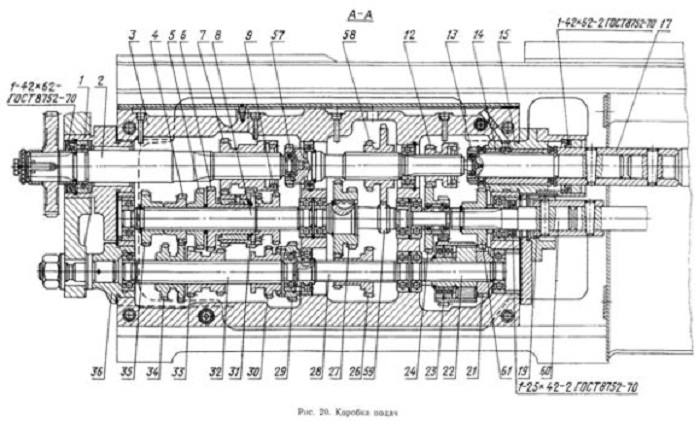
- ● Коробка подач и прочие элементы, позволяющие изменять скорость и направление движения подвижных узлов.
- ● Числовой пульт управления, который, в свою очередь, включает дисплей, шкаф с кнопками и саму программу.
Это основные части, но есть и дополнительные системы, например, подача смазывающей и охлаждающей жидкости или отвод стружек.
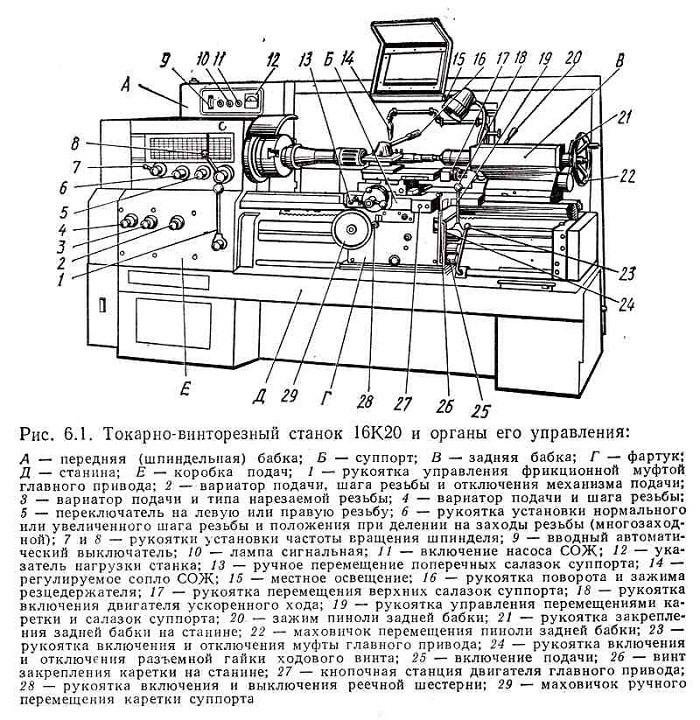
После словесного описания давайте посмотрим на реальный чертеж изделия:

На изображении мы видим универсальный прибор, который оснащен возможностью не только выполнять точение, но и нарезать резьбу.
Вот еще одна схематическая фотография реального агрегата:

На ней мы видим помимо основных и второстепенные составляющие:
- ● Передняя и задняя тумбы. Это элемент станины, который несет на себе основную нагрузку. При конструировании учитывается также пощадь поверхности. Вторая их задача – обеспечение достаточной высоты для комфортной работы токаря.
- ● На фартуке расположено колесо и рукоятка для перемещения продольных и поперечных салазок.
- ● На задней бабке расположены также винты для фиксации.
- ● Посередине мы видим подвижный блок, который оснащен ручкой крепления резцедержателя и затяжной головкой – здесь устанавливается инструмент.
Что делает токарный станок, как он работает
Принцип работы оборудования довольно прост. Электродвигатель генерирует подачу энергии, которая в коробке скоростей превращается в силу движения – вращение передается на шпиндель или планшайбу. Эти элементы заставляют вращаться заготовку.
Одновременно с этим начинает двигаться суппорт. Вне зависимости от уровня автоматизации, существуют горизонтальные и вертикальные аппараты. Это влияет на то, какая ось передвижения инструмента является основной.
Таким образом, движения только два – вращение и подача. Оператор направляет суппорт в нужное место. Режущая часть снимает верхний слой с металлической поверхности, образуется стружка.
Сперва необходимо установить заготовку в двух шпинделях и проверить надежность крепления. Если на большой скорости один из держателей вылетит из своего места, возможны тяжелые последствия, как для аппаратуры, так и для инженера. Второй этап – выбор и установка инструмента. При классических задачах используются резцы, иногда могут понадобится сверла или метчики (при сверлении отверстий и нанесении внутренней резьбы). В оборудовании, оснащенном ЧПУ обе эти операции часто выполняются автоматически. На полуавтоматах это делает оператор.
Дальнейшие действия могут быть различными в зависимости от типа машины.
На автомате:
- ● Разработать проект, ввести данные в систему управления.
- ● Включить токарный станок.
- ● Следить за правильным исполнением процедуры.
Для ручного производства:
- ● Произвести включение двигателя.
- ● С помощью коробки скоростей выбрать оптимальное число вращений в секунду.
- ● Ручками и колесом управлять за передвижением суппорта, срезая нужный размер верхнего слоя.
Также на разных этапах должен проводиться контрольный замер. Затем можно произвести шлифовку.
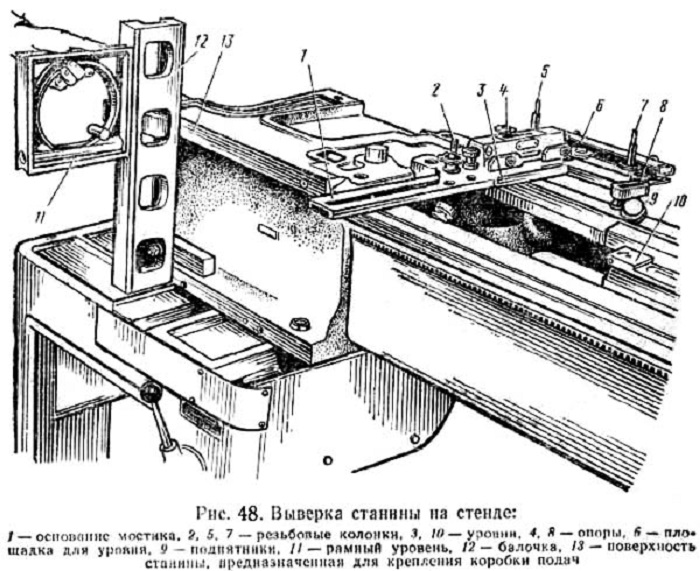
Сперва необходимо выбрать подходящее место. Это должен быть первый этаж (либо следует заблаговременно использовать укрепленные потолочные перекрытия). Пол может быть земляным или бетонным. Само помещение должно иметь:
- ● хорошую вентиляцию;
- ● яркое освещение;
- ● меры по пожарной безопасности.
При работе с крупногабаритными элементами следует оснастить рабочее место подъемным механизмом, а также подъездной дорожкой – часто устанавливают рельсы. Для небольших деталей необходимо оборудовать отдельную тумбу для их размещения. Также понадобится зона для инструментов.
Толщина и тип фундамента зависит от массы оборудования. Основание может быть местным (заливка небольшого бетонного слоя непосредственно под станину) или общим, когда требуются стяжки и болты.
Настройка агрегата должна проводиться специалистами. Без уверенности в работоспособности и безопасности изделия включение не рекомендуется. Компания «Сармат» не только занимается реализацией профессионального оборудования для металлообработки, но и производит настройку всех важных систем.
На данном изображении показана установка аппарата на бетонном полу:

При покупке необходимо отталкиваться от:
- ● Потребностей производства. Для мелкосерийной и эксклюзивной работы нужны универсальные устройства, которые можно перепрограммировать.
- ● Типа завода. В зависимости от размера обрабатываемых деталей (машиностроение или создание мелких элементов) потребуется разный вид машин по массе.
- ● Помещения цеха. Иногда удобнее установить вертикальные агрегаты вместо горизонтальных – они занимают меньше места, но подходят не для любых заготовок.
- ● Стоимости. Чем выше класс точности и больше функций, тем дороже стоит устройство. Мы не рекомендуем брать бывшие в употреблении аппараты, так как они могут быть просто испорчены неправильным обращением. А ремонт обойдется дороже, чем покупка нового.
Уделяйте внимание маркировке. На ней представлена вся необходимая информация и особенные технические характеристики.
Широкий ассортимент продукции представлен в каталоге интернет-магазина «Сармат». Компания занимается реализацией металлообрабатывающей техники с числовым пультом управления. Здесь можно купить оборудование разного ценового сегмента с высокой точностью.
В статье мы постарались разобрать все об универсальных токарных станках и о том, как на нем нарезать резьбу, производить обработку металла, делать отверстия. При работе придерживайтесь техники безопасности.
Токарно-винторезные станки имеют похожие конструкции и схожие принципы работы вне зависимости от модели и серии выпуска.
Основная функция данного оборудования – выполнять операции точения, сверления, обработка торцов, нарезание резьбы.

Обрабатывать могут металлические и неметаллические изделия. Поэтому токарно-винторезные станки пользуются популярность на производстве с небольшим размером выпускаемых серий продукции.
Назначение и область применения универсального станка по металлу
Детали, обрабатываемые универсальными токарно-винторезными станками, в основном изготовлены из черных и цветных металлов.
Точение конусов ин нарезание резьбы – дополнительные функции станка. Если в комплекте идут дополнительные инструменты и сверла, то функциональные возможности станка еще больше.
Поскольку данные станки имеют большие габариты и внушительный вес, их редко можно встретить в частных мастерских. Сферы применения:
- производство мелких серий продукции;
- единичный выпуск и обработка деталей;
- в редких случаях – массовое производство.
Но в промышленных масштабах токарно-винторезные станки используются редко.
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
- суппорт;
- станина;
- упорная и шпиндельная бабки;
- электрическое оборудование;
- ходовой вал;
- гитары шестерен;
- коробка, которая обеспечивает выбор и смену подач;
- ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.
В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
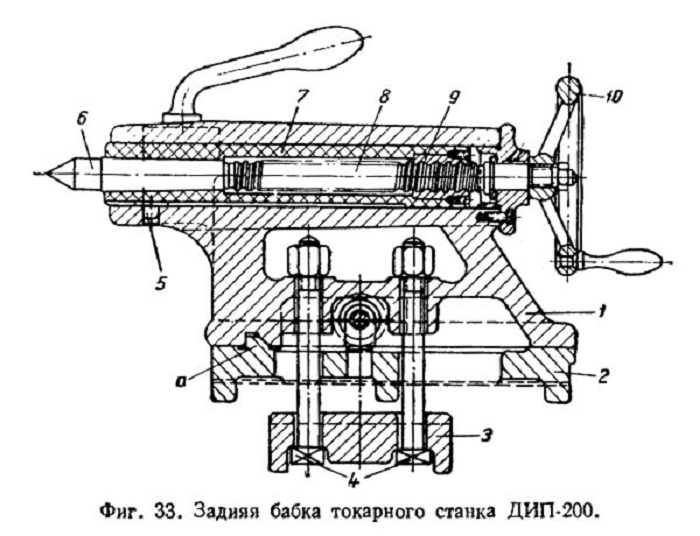
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.
Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.
Суппорт
Суппорт предназначен для того, чтобы перемещать резцедержатель с резцом в продольном, поперечном направлении по отношению к оси станка. Нижняя часть суппорта именуется салазками или кареткой.
Спустя определенное время работы станка суппорт будет нуждаться в регулировке, поскольку, в противном случае снизится скорость обработки. Регулировка от зазоров заключается в подтягивании клиновой планки. 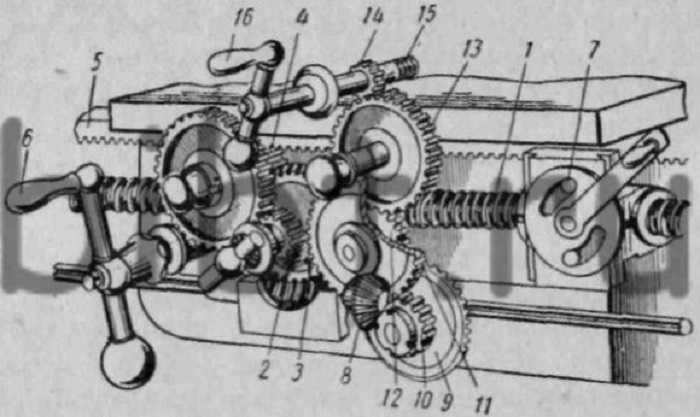
По сравнению с другими деталями суппорт имеет большие размеры. Выбор резцедержателя определяется классом станка. Для крупногабаритного оборудования обязательно закреплять резцы дополнительно четырьмя винтами.
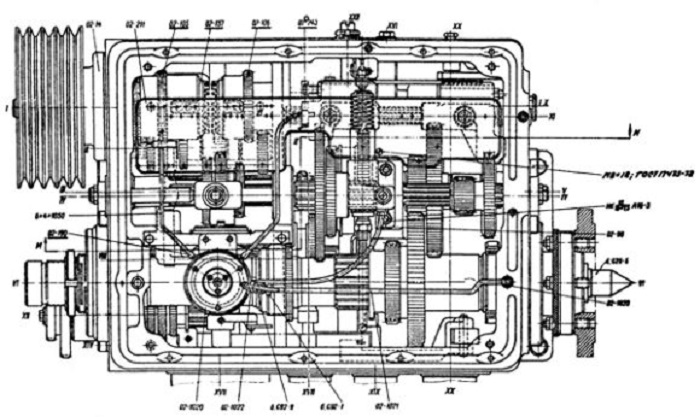
Коробка скоростей
Это основная часть привода шпинделя. Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
Коробка встраивается в корпус бабки шпинделя или в отдельном корпусном блоке. Изменение скорости может происходить бесступенчатым или ступенчатым способом. В стандартную коробку передач входят следующие составляющие:
- система зубчатых передач;
- клиноременная передача;
- реверсивный электродвигатель;
- электромагнитная муфта с системой торможения;
- рукоять для переключения скоростей.
Работает коробка скоростей за счет шестерен.
Шпиндель
Это основная часть станка, которая сделана в виде вала с конусным отверстием для закрепления заготовок. Чтобы деталь имела высокую прочность и долговечность, ее изготавливают из высокопрочной стали.
В классическом варианте шпиндель сделан на высокоточных подшипниках качения. На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.
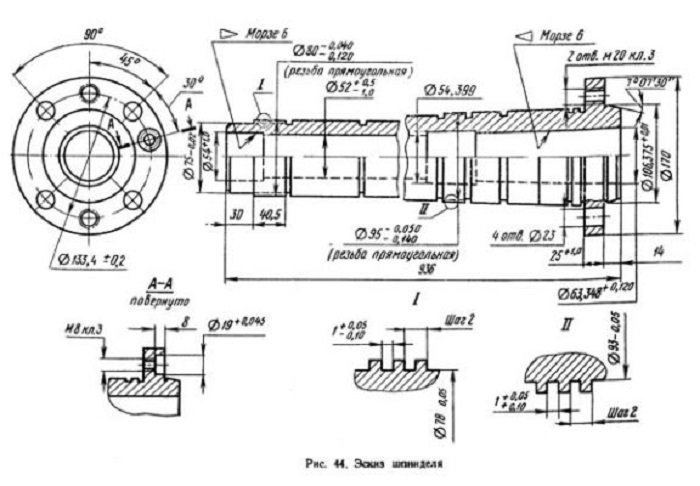
На торце конструкции расположено коническое отверстие. Полость шпинделю необходима, чтобы установить пруток, помогающий при необходимости выбивать центр из посадочного места.
Непосредственно прочность и долговечность шпинделя зависит от имеющихся там подшипников.
Станина
Это основная часть станка, которая выполнена с помощью чугунного литья. К ней прикреплены все наиболее важные детали и элементы данной конструкции.
Сама станина состоит из двух стальных балок. Балки, в свою очередь, соединены между собой ребрами жесткости. У каждой из балок – соединение к двум направляющим.
Направляющие с обоих сторон относятся к призматической группе. Направляющая плоской формы расположена внутри с левой стороны.
Нарезание резьбы
Нарезать резьбу при помощи токарно-винторезного станка можно несколькими способами. Для этого используется плашка, метчик, резец и другие виды инструмента.
С их помощью есть возможность нарезать внутреннюю и внешнюю резьбу. При использовании резца важно соблюдать полностью технологию. Она включает:
- правильную заточку резца;
- аккуратную настройку режимов работы станка;
- при помощи шаблона правильная установка резца по центру детали;
- замер полученных размеров калибрами или шаблонами.
В такой работе недопустим брак в виде заострений, рваных нитей, задир и дробления.
Электрический блок управления
В стандартный блок управления токарно-винторезным станком входит сразу несколько рукояток и кнопок:
- рукоятка для настройки количества оборотов;
- система управления для установки параметров резцовой поверхности;
- рукоятки для управления суппортом.
Станок с ЧСПУ обладает более сложным устройством, но при этом может работать без участия оператора на промежуточных этапах.
Фартук
В фартуке токарно-винторезного станка расположены механизмы, которые преобразуют вращательное движение ходового винта и ходового вала в поступательное движение суппорта.
Методы классификации
токарно-винторезные станки разделяют на несколько типов. Есть несколько наиболее популярных признаков, по которым классифицируют станки данного типа.
Масса
Существуют небольшие станки, которые удобно использовать в личной мастерской или большие, по массе предназначенные для промышленного производства.
Крупные и тяжелые токарные устройства предназначены в основном для применения в машиностроении и энергетике. Тяжелые станки – выше 40 тонн по массе.
Наиболее легкие весят не больше полутоны. У каждого типа по массе есть свои особенности:
- Легкие. Как правило, диаметр поперечного сечения в таком оборудовании не составляет больше 500 мм.
- Станки с весом до 15 тонн считаются средними и на них не обрабатывают детали с диметром больше 1250 мм.
- 15-400 тонн. Редко встречается с высокими показателями точности. Обычно это оборудование класса Н.
Максимальная длина детали
Этот параметр определяется расстоянием между центрами станка. При равном диаметре выпускаемых изделий есть станки, способные обрабатывать длинные и короткие заготовки.
Максимальный диаметр
По максимальному диаметру имеется самая обширная классификация деталей. Они начинаются от 100 мм и вплоть до 4000 мм. Помимо вышеперечисленных показателей, часто для классификации используют такой параметр, как производительность.
Имеются станки для мелкосерийного производства, для средней серии и для крупных промышленных масштабов. Последний вариант используется на конвейерных линиях.

Какие операции можно производить на устройстве
К основным процессам, которые можно сделать при помощи токарно-винторезного станка:
- выполнение сверления и зенкерования;
- расточка отверстий;
- расточка и обтачивание поверхностей с самой разной конфигурацией: конические, цилиндрические, фасонные;
- подрезка и обработка торцов;
- нарезание резьбы разных типов.
Полный набор возможных работ зависит напрямую от количества и разнообразия дополнительных инструментов.
Основные технические характеристики
У токарно-винторезного станка есть ряд технических характеристик, на которые стоит ориентироваться при выборе станка как на производство, так и для личной небольшой мастерской.
Количество оборотов
Количество оборотов может отличаться в зависимости от размеров и предназначения токарного станка, но максимальное количество оборотов – 2000 в мин.
Большие обороты предназначены для тонких отверстий в маленьких деталях. Для личных целей в небольшой мастерской достаточно станка, который работает на скорости 1000 об/мин.
Класс точности
Существует несколько классов по точности станков. Для обработки мелких деталей и в промышленных масштабах используются станки повышенной точности с пометкой П.
Для бытовых условий достаточно станков с нормальным уровнем точности, которые имеют пометку Н. Есть особые классы точности, которые используются только на очень крупных производствах. Это обозначено буквами В, С.
Число передач
Всего в станке 24 скорости. При этом 12 из них переключаются с помощью автоматики, а остальные 12 – вручную посредством шестеренок.
Размеры обрабатываемой детали
Диаметр обрабатываемых деталей очень широк и может лежать в пределах от 0.5 см до 10 см при этом по техническим характеристикам длина обрабатываемой заготовки может быть от 2.5 метров до 12.5 м.
Вес и габаритные размеры
Размеры токарных станков сильно отличаются. В зависимости от комплектации и модели вес может достигать 400 тонн. Но настольные, домашние модели обычно не превышают по весу 3–4 тонны. Габаритные размеры также могут отличаться, например, для станка 1К62 они равны 2812/3200х1166х1324 мм.
Величина подачи и максимального перемещения по оси
Также зависит от конкретной модели и указывается в паспорте оборудования. У станка 1К62 максимальное перемещение пиноли 20 см.
Применение ЧПУ
Современные токарные станки, особенно иностранного производства, имеют числовое управление. Это позволяет добиться высокой точности обработки.

Особенностями таких станков являются следующие нюансы:
- Все подвижные органы станка управляются мини блоком управления. Станок имеет сложную электрическую схему.
- Все параметры станка с ЧПУ точно соответствуют ГОСТу и также расписаны в паспорте оборудования. Здесь указаны показатели точности, габариты, скорость.
- Станки такого рода могут работать в домашних условиях, поскольку имеют небольшой размер, но при этом выдерживают поразительно высокие для своих габаритов нагрузки.
- Оборудование имеет индикацию, а также табло для ввода информации.
- Настольные станки с ЧПУ используются для высокоточной обработки небольших деталей. При этом у домашнего производства получается высокий показатель рентабельности.
Важно!
Большинство таких станков производят за границей, а потому они не соответствуют Российскому ГОСТу.
Обзор и схемы распространенных моделей
Среди разнообразного модельного ряда и нескольких поколений станков, которые выпускаются нашим производством, есть несколько моделей, которые продолжают пользоваться популярностью по своим техническим характеристикам и универсальным свойствам.
Все они используются на производстве или в бытовых условиях по сей день. При этом продолжают быть достойными конкурентами иностранным аналогам.
Это надежные, прочные и долговечные устройства, способные выполнять огромное количество самых разнообразных функций.
1Л532
Один из наиболее популярных на территории бывшего СССР станок, на котором успешно можно выполнять обработку заготовок средних и больших размеров.
В свое время данное оборудование успешно экспортировалось во многие страны мира. Класс точности – Н. Масса станка – 43 тонны.

16У04П
Оборудование повышенной точности. Наибольший диаметр детали, обрабатываемой над станиной – 200 мм. Масса станка – 750 кг.

1П611
Станок, использующийся на производстве, в том числе и для обточки колес ЖД транспорта. По ГОСТу отличаются повышенной точностью и имеет возможность торможения шпинделя. Вес устройства 560 кг. Легко выполняет следующие функции:
- Сверление.
- Отрезка.
- Нарезание резьбы внутренней и наружной.
- Обработка различных поверхностей.
Наибольший диаметр заготовки над станиной – 250 мм.
1Д601
Этот станок лучше подходит для чисто бытового использования. Точность меньшая, чем у предыдущего станка. Отличается высокими показателями работы даже спустя много лет функционирования.
Перемещение суппорта, возможно только вручную. Масса всего станка около 30 кг. В связи, с небольшими габаритами максимальная длина обрабатываемой заготовки – 18 см.

16К40
Одна из наиболее популярных моделей, которая реально завоевала популярность среди мастеров. Относится к среднему классу оборудования с классом точности Н.
Начиная с 1932 года в СССР выпущено несколько десятков тысяч самых разных токарно-винторезных станков. Они использовались не только на производстве, но и для обучения молодежи, в школах, училищах, да и у многих настольные станки были в гаражах, домах, собственных мастерских.

Такое оборудование поможет расточить отверстие, подровнять необходимую поверхность, просверлить уже имеющееся отверстие. Важно, ориентируясь на начальные паспортные характеристики оборудования приобрести наиболее подходящую модель.
 Шлифовальный станок выпускается для обработки материалов различной твёрдости. Благодаря ему можно выполнить доводку до необходимого состояния какой-то детали, имеющую плоскую, цилиндрическую или конусную поверхность.
Шлифовальный станок выпускается для обработки материалов различной твёрдости. Благодаря ему можно выполнить доводку до необходимого состояния какой-то детали, имеющую плоскую, цилиндрическую или конусную поверхность.
Обычно итогом шлифования является обработанная поверхность, которая имеет высокую степень чистоты и шероховатости. Финишная обработка материалов при помощи шлифовальных станков производится с применением специальных абразивных инструментов. К таким инструментам можно отнести войлочные или абразивные круги, наждачную ленту или абразивную пасту.
Принцип работы
Принципом работы шлифовального агрегата является вращательное движение режущего инструмента, а также возвратно-поступательный ход доски. Диск вращается на большой скорости и за один подход он может снять тонкий слой металла, а если постоянно и аккуратно двигаться вперёд и назад, то тогда будет обеспечиваться довольно медленная обработка всей поверхности детали.
Глубина шлифования, от которой зависит качество поверхности, будет обеспечиваться на различных станках по-разному. Обычно её можно регулировать с помощью автоматического перемещения рабочего стола вверх или вниз. На современных моделях местоположение по вертикальной оси изменяется при помощи специальной рабочей головки, которая имеет режущий инструмент.
Виды обработки
Современное оборудование позволяет выполнять очень большой и широкий спектр возможностей. Шлифовальные станки можно применять для достижения абсолютно разных целей.
Обычно с помощью станков производят следующие виды обработки наружных поверхностей:
 Обдирка черновой заготовки.
Обдирка черновой заготовки.- Доводка шероховатостей до нужного значения.
- Доводка габаритов детали до необходимого размера.
- Полировка деталей, имеющих коническую, цилиндрическую или плоскую поверхность.
- Заточка инструментов.
 Обдирка черновой заготовки.
Обдирка черновой заготовки.Технические характеристики
Нужно понимать, что для разных целей по обработке деталей, можно приобрести и разные шлифовальные станки. Но, так или иначе, при выборе следует обращать внимание на некоторые общие технические характеристики.
- Мощность привода.
- Расстояние от шпинделя до рабочего стола, которое влияет на толщину шлифовки обрабатываемой детали.
- Ход рабочего стола по осям Y и X, который обеспечивает ширину и длину шлифовки.
Ещё очень важной характеристикой является точность обработки, а также максимальная и минимальная поперечная подача и, разумеется, размер рабочего стола. На эти характеристики нужно обращать особое внимание при покупке этого вида аппарата.
Виды шлифовальных станков по металлу
Современные станки разделяются на несколько разновидностей, а зависит это от их предназначения.
- Круглошлифовальный станок. Назначение этого оборудования — обработка цилиндрических и конических поверхностей. А также такие станки могут обрабатывать торцевые поверхности. Круглошлифовальный станок может быть универсальным и простым. На универсальных станках устанавливается функция поворота шлифовального диска. Простые этой возможности лишены.
- Внутришлифовальный. Из названий можно понять, что предназначение станка — обработка поверхностей изнутри.
- Плоскошлифовальный. Предназначается для обработки сопряжённых плоских поверхностей, а также прямых деталей.
- Бесцентрошлифовальный. Такое оборудование применяется на крупносерийном производстве. Заготовку нельзя будет зафиксировать обычным способом, поскольку удерживаться она будет из-за силы вращения между специальным роликом и шлифовальным кругом. Два этих предмета будут вращаться в противоположных направлениях.
 Круглошлифовальный станок. Назначение этого оборудования — обработка цилиндрических и конических поверхностей. А также такие станки могут обрабатывать торцевые поверхности. Круглошлифовальный станок может быть универсальным и простым. На универсальных станках устанавливается функция поворота шлифовального диска. Простые этой возможности лишены.
Круглошлифовальный станок. Назначение этого оборудования — обработка цилиндрических и конических поверхностей. А также такие станки могут обрабатывать торцевые поверхности. Круглошлифовальный станок может быть универсальным и простым. На универсальных станках устанавливается функция поворота шлифовального диска. Простые этой возможности лишены.Шлифовальные станки можно приобрести при помощи специализированных сайтов, на которых реализуется только качественная продукция известных компаний.
Основным отличием плоскошлифовального и круглошлифовального станка является тип обрабатываемой детали. На круглошлифовальном агрегате можно обрабатывать детали типа вала, то есть трубы. А на плоскошлифовальном оборудовании обработка ведётся только плоских поверхностей, можно обрабатывать пластины.
Шлифовальный станок по дереву
Шлифовальный агрегат для обработки дерева является специальной конструкцией, которая создана для уменьшения шероховатости поверхности дерева, чтобы получить более приятную на ощупь поверхность. В зависимости от обрабатываемой поверхности, можно найти разные типы станка.
Виды шлифовки
Шлифовальный аппарат по дереву имеет разные характеристики, которые зависят от предназначения оборудования. Все станки изготавливаются специально для решения определённой задачи, что зависят от вида шлифовки.
Есть несколько видов абразивной обработки:
- Плоское шлифование применяется для обработки одиночных или сопряжённых плоских поверхностей.
- Ленточный тип обработки используется для финишной обработки плоских или сопряжённых поверхностей.
- Чтобы произвести круглое шлифование, используется специальный станок по дереву. В результате можно получить коническую или цилиндрическую поверхность из дерева.
 Плоское шлифование применяется для обработки одиночных или сопряжённых плоских поверхностей.
Плоское шлифование применяется для обработки одиночных или сопряжённых плоских поверхностей.Для каждого вида шлифования необходимо применять определённую модель станка. Некоторые можно сделать собственными руками, другие же являются более сложной конструкцией, а потому производством занимаются только специальные фирмы.
Виды станков по дереву
- Тарелочные или дисковые приспособления. Это очень распространённый вариант станков. В конструкцию входит специальный диск, к которому производится крепление абразивного материала. С помощью диска можно производить множество операции. Тарелочный тип станков для шлифования по дереву применяется очень часто. Тарелочный агрегат применяют для того, чтобы зачистить поверхность, которая имеет цилиндрическую, шаровую или конусную форму. Этот аппарат очень компактен и его можно установить на любой верстак. Производительность агрегата велика, поскольку он имеет хороший электродвигатель. Чтобы использовать таким видом оборудования не нужно обладать какими-то определёнными навыками.
- Ленточный станок используется уже несколько десятилетий. Он стоит относительно недорого, но имеет при этом высокую производительность. Процесс шлифования осуществляется с помощью специальной ленты, которую необходимо заменять, когда она сотрётся. Можно самостоятельно производить регулировку степени натяжения ленты. Чтобы повысить устойчивость ленты к истиранию, необходимо покупать такую, что делается с использованием графита. Такая лента будет гораздо больше стоить, но изготовить своими руками такую никак нельзя, к тому же она дольше прослужит. Чтобы зафиксировать ленту, надо применять резиновые ролики, которые будут контролировать её движение.
- Барабанный тип станка. Чтобы произвести обработку реек, досок или щитов, применяется именно такой вид оборудования. Процедура шлифования производится специальным цилиндром либо барабаном. Иногда устанавливают в конструкцию сразу несколько барабанов. Чтобы повысить эффективность модели, на барабан надевается абразивный материал разной зернистости. Таким образом, за один подход можно произвести черновое и чистовое шлифование, что повысит эффективность оборудования.
- Комбинированные модели ещё встречаются, они применяются в определённых ситуациях. Но такой вид станка нельзя использовать при массовом производстве. А также стоит запомнить, что если попросить производителя повысить точность обработки, то увеличится, соответственно, и цена станка.
 Барабанный тип станка. Чтобы произвести обработку реек, досок или щитов, применяется именно такой вид оборудования. Процедура шлифования производится специальным цилиндром либо барабаном. Иногда устанавливают в конструкцию сразу несколько барабанов. Чтобы повысить эффективность модели, на барабан надевается абразивный материал разной зернистости. Таким образом, за один подход можно произвести черновое и чистовое шлифование, что повысит эффективность оборудования.
Барабанный тип станка. Чтобы произвести обработку реек, досок или щитов, применяется именно такой вид оборудования. Процедура шлифования производится специальным цилиндром либо барабаном. Иногда устанавливают в конструкцию сразу несколько барабанов. Чтобы повысить эффективность модели, на барабан надевается абразивный материал разной зернистости. Таким образом, за один подход можно произвести черновое и чистовое шлифование, что повысит эффективность оборудования.Устройство
Степень выравнивания поверхности будет зависеть от применяемого абразивного материала, а также конструктивных особенностей самого станка. Обычно вручную очень трудно и долго производить шлифовку больших деталей, поэтому применяется механизация процесса, которая повышает производительность, а также увеличивает точность обработки деталей.
Типичный наждачный станок для дерева состоит из следующих элементов:
- Абразивная поверхность.
- Станина бывает разных размеров и форм, что позволяет размещать заготовки под разными углами.
- Приспособление, что позволяет обрабатывать круговые поверхности.
- Упор, позволяющий выполнить обработку в горизонтальной плоскости.
 Абразивная поверхность.
Абразивная поверхность.Для станины обычно применяют сталь или чугун, поскольку эти материалы выдерживают высокие нагрузки и принимают на себя большую часть вибрации. Если изготавливать приспособление своими руками, то лучше использовать чугун, поскольку он стоит дешевле.
Характеристики
- Мощность является основным параметром, на который нужно обращать внимание. Мощность зависит от электродвигателя, который установлен в аппарате. Если покупать станок для производственных нужд, то мощность двигателя должна составлять 1 кВт и более.
- На работу также влияет ширина рабочей поверхности, поскольку, чем больше лента или барабан, тем большую производительность имеет модель. Но увеличенный размер может привести к тому, что станок будет сложнее монтировать, и он займёт очень много свободного пространства.
- Скорость движения абразивного элемента — очень важная характеристика. Несмотря на фиксированные показатели вращения шпинделя электродвигателя, движение абразивного материала может быть различным. Это достигается специальным приводом. Предел движения составляет 350−1800 метров в минуту.
- А также нужно смотреть на размер станка, поскольку приспособления имеет абсолютно разные габариты, и могут подойти не для любого участка.
Техника безопасности
Очень часто люди получают травмы различной степени по причине несоблюдения элементарных правил техники безопасности. Для того чтобы избежать таких неприятных последствий работы, нужно изучить меры предосторожности и правила работы со шлифовальным станком.
- Всегда надо работать только в защитных очках. Любой материал может в любой момент раскрошиться от воздействия оборудования, а его кусочки разлетятся в разные стороны и могут попасть в глаз. А ещё были случаи, когда шлифовальный камень из-за старости подвергался разрушению. Это тоже может стать причиной поражения открытых участков тела.
- Если имеются длинные волосы, то необходимо работать в шапочке, которая не даст локонам попасть во вращающиеся детали оборудования.
- Никогда нельзя стоять прямо перед станком. Лучше сделать полшага в сторону. Тогда никакая деталь не отлетит в туловище.
- Работать на станке нельзя в перчатках, поскольку их может затянуть внутрь вместе с рукой.
- Запрещается обрабатывать детали на шлифовальном станке в длинной одежде, поскольку ткань может легко намотаться на движущиеся предметы.
- Категорически запрещается подпускать к агрегату ребёнка. Нужно сразу предупредить его, что это не игрушка. В том случае, если такой аппарат стоит дома, то электрический шнур надо после работы подвешивать высоко, чтобы ребёнок не дотянулся до него и не подключил устройство к сети.
 Если имеются длинные волосы, то необходимо работать в шапочке, которая не даст локонам попасть во вращающиеся детали оборудования.
Если имеются длинные волосы, то необходимо работать в шапочке, которая не даст локонам попасть во вращающиеся детали оборудования.Среди большого разнообразия моделей и марок специального режущего оборудования этот станок занимает особое место. Он отличается специфическим набором функций, ориентированных на подготовку исходного материала к дальнейшей обработке. Для более полного понимания особенностей этих изделий сначала желательно ознакомиться с их основными характеристиками. Лишь после этого можно будет переходить непосредственно к выбору фрезерно-центровального станка для домашнего пользования.
Характеристика оборудования
Прежде чем ознакомиться с характеристиками центровальных станков – важно разобраться с тем, для чего они предназначены. Также не помешает узнать, из каких конструктивных деталей состоят эти агрегаты (то есть с их спецификацией).
Назначение станка
Основное назначение станков этого класса может быть представлено следующим перечнем:
- Фрезерная обработка торцевых частей тел вращения (это могут быть валы или оси будущих изделий, например).
- Подготовка базовых поверхностей к последующей центровке отверстий в торцах деталей.
- На некоторых моделях станков предусмотрена возможность снятия рабочих фасок и черновая обработка базовых шеек.
Обратите внимание! На большинстве образцов этого оборудования допускается обрабатывать сразу два торца одновременно.

Указанная возможность позволяет сократить время подготовки деталей за счет того, что установка и фиксация заготовок заметно упрощается. В результате этого удается сэкономить на оснастке оборудования, упростить его обслуживание и повысить общую производительность рабочих операций.
Конкретные объекты, где допускается эксплуатация фрезерно-центровальных станков – это цеха механообработки, а также небольшие мастерские в пределах предприятия или частного хозяйства. Изделия этого типа относятся к разряду полуавтоматического оборудования, что позволяет использовать их в составе комплексов АСУ.
Спецификация
В спецификацию фрезерно-центровальных станков входят следующие обязательные узлы:
- Станина с парой направляющих, являющаяся основой станочного оборудования.
- Каретка с закрепленным на ней фрезерным и сверлильным шпинделем, попеременно перемещающимся вдоль оси обрабатываемой заготовки.
- Тиски с гидравлическим приводом, в которые заготовка помещается перед обработкой.
Помимо этого в составе станка имеется множество вспомогательных узлов, включая органы управления и обеспечения рабочих функций.

Заданный техническими требованиями порядок функционирования станочного оборудования обеспечивается попеременным использованием фрезерного и сверлильного узлов, попарно размещаемых в агрегатных головках. При их поперечном перемещении осуществляется фрезерование торцов установленной в гидроузел заготовки.
По его завершении в работу вступают сверлильные шпиндели, посредством которых подготавливаются центровочные отверстия. Параллельность рабочих плоскостей и центрирование зон сверления обеспечивается за счет того, что их обработка осуществляется после одноразовой установки детали.
Обзор известных моделей
Возможность синхронной обработки двух торцов заготовок является наиболее привлекательной чертой изделий этого класса. Их выбор достаточно велик, что требует предварительного ознакомления хотя бы с некоторыми из них.
Фрезерно-центровальный станок 2Г942
Станки фрезеровальные марки 2Г942 предназначаются исключительно для обработки торцевых изделий наподобие валов электродвигателей. Применяются при поточном производстве, предполагающем использование встроенных в систему автоматов-загрузчиков.
Дополнительная информация. Они также могут входить в состав автоматических линий АСУ.
Основные операции, доступные к выполнению на данных полуавтоматах – это сверление центровочных отверстий с обеих сторон заготовок и их торцевание.

Фрезерно-центровальный станок МР76М
Станки этого типа по способу функционирования относят в категории металлорежущего оборудования, востребованного в мелкосерийном и массовом производстве деталей произвольной формы. Они пригодны для обработки не только плоских, но и фасонных заготовок, а также зубчатых колес, валов и шпонок. Помимо этого их можно применять при расточке тел вращения и подобных им заготовок.
Станок МР75
Эти изделия согласно паспорту применяются для проведения широкого спектра металлообрабатывающих операций, к числу которых следует отнести:
- фрезерование;
- зенкование;
- строгание и сверление.
К тому же оборудование этого класса может использоваться для черновой и чистовой обработки поверхностей.
Технические характеристики станка МР71М
Фрезерные станки этого типа традиционно применяются с целью центровки торцов. Другое функциональное назначение – двустороннее фрезерование валов различного типа. При этом оба торца изделия обрабатываются синхронно, после чего осуществляется их одновременное центрирование. Указанные операции проводятся с той целью, чтобы подготовить валы к их дальнейшей обработке.

Технические характеристики станка МР-71 приводятся ниже:
- Габариты: длина составляет 264 см при реальной ширине в 145 см и высоте в 172 см.
- Предельные размеры обрабатываемых заготовок – от 200 до 500 мм.
- Их диаметр – от 25-ти до 125-ти мм.
- Число скоростей шпинделя – 6.
Вместе с тем, частота его вращения выбирается из следующего ряда:125, 179, 497, 712 об/минуту.
Фрезерно-центровальный станок МР73
Станки марки МР-73, как и их дальнейшая разработка МР-75 по конструкции и своим параметрам практически идентичны уже рассмотренной модели МР-71. Их отличительной чертой является возможность обработки заготовок большей длины и диаметра.
Обзор модели ЕМ535М
Станки марки EM535M востребованы при необходимости обработки чугунных и стальных заготовок с использованием резцов со вставками виде твердосплавных пластин. Они имеют следующие характеристики:
- Класс точности согласно ГОСТ 8-82 – Н.
- Диаметр устанавливаемой детали – 10 см, а ее длина – до 100 см.
- Габариты станины: 3200х2160х2400 мм.
- Ее суммарная масса до 8000 кг.
- Мощность двигателя – 10 киловатт.
Пределы частоты вращения шпинделя 100/2000 оборотов в минуту, а количество инструментов в магазине – 4 штуки.

Какой станок выбрать для домашней мастерской: преимущества и недостатки моделей
Фрезерные станки для домашних мастерских напоминают сверлильные установки, в составе которых также имеются станина и колонна с вертикально смонтированным на ней шпинделем. В отличие от заводских моделей, в них предусмотрен особый механизм перемещения стола под работающей фрезой, что позволяет обтачивать деталь в трех плоскостях.
Важно! При наличии соответствующей оснастки на бытовом оборудовании можно обрабатывать заготовки из любых материалов (не только из металла).
Перед выбором станка для домашнего пользования нужно учитывать следующие параметры:
- Высота шпинделя над рабочим столом.
- Допустимые диаметры фрезерования.
- Мощность станка.
- Удобство монтажа и подключения оборудования, а также его вес.
Правильность выбора первого из этих параметров позволяет устанавливать достаточно габаритную заготовку, а мощность станка – расширить его функциональные возможности.
Этот параметр для бытового оборудования может варьироваться в диапазоне от 150-ти до 750-ти Ватт.
При оценке преимуществ станков этого типа обычно исходят из единственного фактора – возможности заниматься фрезеровальными операциями в бытовых условиях. Для любителя мастерить на дому различные детали это само по себе уже подарок. За предоставляемую возможность приходится жертвовать следующими беспокойствами и неудобствами (их относят к недостаткам):
- Потребность в подходящем для работы месте.
- Необходимость прокладки специального трехфазного питания 380 Вольт.
- Значительный расход электроэнергии.
Помимо этого не следует забывать о том, что сложное в обслуживании оборудование нуждается в постоянном уходе.
Особенности эксплуатации фрезерно-центровального оборудования
В процессе эксплуатации оборудования этого класса в первую очередь необходимо контролировать легкость перемещения стола посредством ручной подачи. При обнаружении каких-либо проблем (слишком тугого хода, например) потребуется ослабить стопорные фиксаторы, а затем перепроверить качество передвижения.
В случае появления вибраций нужно застопорить станок и принять все возможные меры, позволяющие избавиться от них. Для этого необходимо внимательно исследовать состояние и надежность крепления фрезы и заготовок, а также специальных приспособлений, применяемых в различных режимах резания.

Установка и смена фрезы
Прежде чем закрепить фрезу в шпинделе работнику придется произвести следующие подготовительные операции:
- Проверить состояние и качество заточки инструмента, на котором не должно быть явных следов трещин, прижогов и крошения материала.
- Также нужно убедиться в прочности посадки зубьев в корпусе фрезы и проверить их износ после интенсивной эксплуатации оборудования.
- В ситуации, когда режущие кромки сильно затупились или немного выкрошились – инструмент потребуется заменить новым образцом.
Дополнительная информация! В процессе настройки также необходимо следить за тем, чтобы на осадочных плоскостях фрезерной оправки, а также на цанге и шпинделе не скапливались грязь и остатки обтирочной ветоши.
По завершении фиксации фрезы в шпинделе обязательна проверка уровня биений режущих кромок инструмента.
Далее потребуется настроить подачи на указанные в задании режимы, после чего можно будет установить и зафиксировать упоры механизма их автоматического отключения.
Техника безопасности
При эксплуатации фрезерных станков важно соблюдать общие требования безопасности, касающиеся обращения с вращающимися частями оборудования. При этом категорически запрещается:
- Использовать одежду с не заправленными частями (длинными рукавами, например) которые могут намотаться на шпиндель.
- Работать без головного убора, надежно скрывающего пряди волос.
- Приступать к обработке деталей без защитных очков, оберегающих глаза от разлетающейся стружки.
- Начинать операции с оснасткой без рукавиц из плотной ткани
Особое внимание уделяется безопасным приемам работы с инструментом. При установке и снятия фрезы со шпинделя необходимо надевать на нее специальный кожух, надежно закрывающий режущие зубья. Закрепление хвостовика используемой оправки в шпинделе станка обязательно предполагает проверку плотности его посадки, исключающей даже малейший люфт. При фиксации фрезы и оправки следует включить коробку скоростей, что позволит избежать нежелательного проворачивания шпинделя.
В заключительной части обзора отметим, что для их безопасного удаления следует пользоваться специальной выколоткой. Перед началом этой операции рекомендуется помещать на столе деревянный лоток, обеспечивающий защиту от порчи инструмента и самого оборудования.
виды, характеристики, назначение :: SYL.ru
Необходимость формирования заготовок с заданными размерами выступает в качестве одного из главных процессов металлообработки. Для этого принято использовать отрезные станки, которые могут обладать определенными технологическими параметрами и конструкцией.
Такое дисковое оборудование используется для подготовки деталей и заготовок. Конструктивно прибор состоит из блоков с электрическим двигателем, а также вала, на котором находится рабочий диск. Снабжаются агрегаты еще и системой управления. Этот принцип конструирования можно назвать общим для такого оборудования.
Назначение отрезных станков

Отрезные станки используются для формирования отрезков уголков, труб, швеллеров и других медных изделий. На основание устанавливается электрический двигатель в процессе изготовления прибора, он соединяется с валом привода с помощью системы передач. Для компактных и бытовых моделей свойственна установка системы фиксации диска на вале мотора.
Существуют еще и отрезные станки, которые представляют собой целые производственные комплексы, у них высокая производительность, поэтому устройства обладают коробками передач. Раскрой материала производится по методу опускания диска на поверхность, что и приводит к формированию реза.
Какие материалы можно резать

Дисковый отрезной станок сегодня нашел свое широкое распространение в условиях монтажных, производственных и строительных площадок. Их активно применяют на металлобазах, а также предприятиях, где осуществляется резка проката и изделий из разных металлов из стали. Это оборудование может использоваться для раскроя заготовок из:
- керамики;
- пластика;
- древесины.
Основные разновидности отрезных станков

В зависимости от того, каковы конструктивные особенности прибора, они могут классифицироваться по количеству отрезных головок, типу подачи заготовок, степени регулирования угла наклона и методу управления. Если речь идет о числе головок, то их количество изменяется от 1 до 2.
Рассматривая станки по типу подачи заготовок, следует выделить:
- станок отрезной маятниковый;
- оборудование с фронтальной подачей;
- устройства с нижней подачей.
Что касается функции регулирования угла наклона пилы, то с ее помощью можно выполнять рез под определённым углом. Это условие обязательно для машиностроения, а также формирования частей несущих конструкций. В оборудовании может быть автоматический или ручной метод управления. В последнем случае человек опускает распиловку к заготовке, используя рукоятку.
Немного об автоматических комплексах

При функционировании автоматических комплексов участие со стороны человека минимально. Необходимо будет лишь установить заготовку и задействовать программу обработки. Для того чтобы станок работал правильно, нужно подобрать абразивный отрезной диск.
Всё зависит от того, какими параметрами должна обладать заготовка, сюда следует отнести форму реза, конфигурацию и материал изготовления. Важно взять во внимание еще и характеристики станка.
Технические характеристики

Среди основных технических параметров следует выделить расположение: оборудование может быть настольным или напольным. Последний вариант применяется для обработки массивных деталей. Такие устройства дополняются электрическим двигателем высокой мощности, который способен делать раскрой заготовок с внушительной толщиной стенок.
Если же речь идет о настольной модели, то она отличается мобильностью, что позволяет эксплуатировать станок на строительных площадках и в «полевых» условиях. Отрезной станок по металлу обладает основными техническими характеристиками, среди которых:
- номинальная мощность;
- число оборотов;
- тип передачи вращающего момента;
- посадочный и наружный;
- диаметр отрезного диска;
- возможность поворота отрезного блока;
- допустимые размеры сечения заготовок;
- вес и размеры конструкции.
Выбирая большие установки, которым свойственен высокий показатель производительности, важно обратить внимание на тип блока ЧПУ. К его характеристикам следует отнести сложность составления программы, степень автоматизации работы и точность проведения раскроя. Для крепления заготовки на рабочем столе наиболее часто применяются встроенные тиски. Их особенности влияют на допустимые размеры обрабатываемой детали из металла.
Технические характеристики некоторых моделей отрезных станков: DIAM SPmax-250/1.5

Если вас заинтересовали отрезные станки, то следует рассмотреть технические характеристики некоторых моделей. Ниже речь пойдет о DIAM SPmax-250/1.5, стоимость которого составляет 36300 р. Это оборудование может резать твердую керамику и керамогранит.
С помощью станка можно осуществлять раскрой плитки, длина которой достигает 900 мм. Оборудованию будет под силу резка по диагонали материала квадратной формы с размерами 600 x 600 мм. Углубиться вы сможете на 30 мм. В комплекте поставляется большой рабочий стол, который позволяет удобно расположить плитку, что положительно влияет на качество проведения работ.
Этот отрезной станок по камню обладает высокой производительностью, ведь работает за счет электродвигателя, мощность которого составляет 1500 Вт. Скорость вращения достигает 3000 оборотов за минуту. Двигатель располагается сверху, а у оператора будет возможность подавать заготовку под углом. Весит устройство 70 кг, максимальная глубина пропила под углом 45 ° равна 42 мм. Посадочный диаметр составляет 25,4 мм, тогда как максимальная глубина пропила под прямым углом равна 60 мм.
Характеристики отрезного диска марки «Энкор Корвет-430»

Этот отрезной станок по металлу обойдется потребителю в 10800 р. Он применяется для нарезки заготовок небольшого профиля. Для удобства работы детали можно зажать в тиски, которые поворачиваются для пиления под углом. Для безопасности пильный диск закрыт кожухом, тогда как пильная часть укрепляется в крайнем нижнем положении, что обеспечивает удобство при транспортировке.
Такой отрезной станок для арматуры обладает диаметром диска в 355 мм, тогда как его мощность составляет 2000 Вт. Глубина раскроя достигает 105 мм, а вес равен 20 кг. В оборудовании нет функции плавного пуска, а число оборотов за минуту достигает 2000. Угол поворота тисков составляет 45 °С, посадочный диаметр диска равен 32 мм. Перед приобретением вы должны учитывать, что функции поддержания постоянных оборотов под нагрузкой в данном устройстве нет.
Самостоятельное изготовление отрезного станка
Самодельный отрезной станок может быть изготовлен с использованием следующих инструментов и материалов:
- стальной уголок;
- дрель;
- электродвигатель;
- пусковая цепь;
- деревянный щит;
- швеллер;
- сварочный аппарат;
- подшипниковая пара;
- выключатель;
- катушка;
- коробка для обеспечения работы электросхемы.
Взамен деревянного щита можно использовать стальной лист, который пойдет на изготовление рабочей поверхности. Как только весь инструмент будет подготовлен, можно выполнить раму или каркас подходящих размеров. Для этого обычно используется уголок №25.
Заготовки конструкции по чертежу необходимо нарезать болгаркой, а после можно приступать к сварке. Готовая рама насаживается на виброопоры ножек, которые облегчают работу оборудования. Ножки можно выполнить из трубок небольшого диаметра или профиля. Когда изготавливаются автоматические отрезные станки, к столу следует приварить швеллер №10, он станет выполнять функцию направляющей оси. Выступит эта часть в качестве основы конструкции для фиксации режущей части оборудования и соединения с двигателем. На следующем этапе основные детали фиксируются к швеллеру, сюда следует отнести и две вертикальные стойки, которые можно укрепить болтами.
Методика проведения работ
Из профилей сваривается еще одна рама, которая станет основанием для электрического двигателя и режущего диска. С другой стороны этого узла фиксируется двигатель, мощность которого может изменяться в пределах от 1,5 до 2 кВт. Самыми надежными и долговечными считаются асинхронные моторы. Запитать двигатель необходимо от трехфазной сети. Если использовать движок более внушительной мощности, то вы сможете получить хорошую скорость работы и ровный рез.
Не столь принципиально, как вы будете фиксировать вал и подсоединять его к конструкции. Отрезной станок при правильной подаче оборотов электродвигателя будет работать исправно. Это поможет обеспечить клиновой ремень. Ряд работ можно заказать токарю, например шкив под ремень, вал с опорами и дисковые фланцы. Выступ фланца должен иметь диаметр в 32 мм. На следующем этапе опорные подшипники можно установить в гнездах плит верхней рамы. Болтом с гайкой фиксируется и двигатель. Втулка позволит соединить вал со стойками, первый из которых будет иметь диаметр в 12 мм. Для того чтобы исключить соскальзывание, вал и втулку укрепляют с минимальным зазором. На втулку можно укрепить коромысло, а соотношение его плеч будет выглядеть следующим образом: 1 к 3.
Заключение
При изготовлении отрезного диска важно позаботиться еще и о наличии кнопки экстренной остановки. Необходима пусковая цепь, при этом мотор должен быть подсоединен через трехполюсной автомат. Важно обеспечить безопасность при работе такого оборудования, ведь из-под диска будут вылетать искры. Исключить их распространение по всему помещению можно с помощью кожуха. Работу готового станка следует проверить на холостом ходу.
На следующем этапе можно попробовать раскроить мягкий металл по типу алюминия, только так вы сможете скорректировать неточности. Рабочую поверхность можно выполнить деревянной или металлической, сверху основание покрывается плотной фанерой.
Токарный станок с ЧПУ, технические характеристики которого использует электроника, может работать с высокой точностью. Применяю в мелкосерийном производстве.
В настоящей статье рассмотрим токарный станок с ЧПУ, технические характеристики которого задействованы специальными программами числового управления, а также целой системой приводов, двигателей. Рассматривая описание таких станков, нужно отметить, что они оборудованы специальными револьверными головками, которые обеспечивают автоматическую замену инструментов.
Токарные станки обычно применяют для обрабатывания всевозможных вращательных поверхностей сферического, цилиндрического или конического вида, нарезания внутренней резьбы. Такой агрегат может работать с достаточно высокой точностью. Применяются подобные устройства чаще при мелкосерийном производстве.
Функциональное оснащение токарных приспособлений дает возможность практично применять их в виде не дорогостоящих многозадачных систем, которые способны взять на себя выполнение различных производственных заданий при небольшой их себестоимости за минимально короткие сроки.
Об оснащении и некоторых особенностях
Основные узлы станка и жесткие закаленные направляющие, для гарантии выполнения точных работ, требуют к себе применения специальной импульсной смазки. Охлаждение их смазочно-охлаждающими жидкостями (СОЖ), подведенными непосредственно к каждому инструменту, дает доступность обработки детали, используя высокие режимы резки, что существенно увеличивает сроки их изнашиваемости.
К тому же для улучшения работы оператора:
- пиноль задней бабки управляется гидрофицированным прибором;
- производится автоматическое транспортирование стружки;
- патрон можно разжимать или зажимать механизированным способом;
- станок оснащен специальной борштангой для расточки глубоких отверстий и одной револьверной головкой.
Подобное оснащение оборудования под программным управлениеми и техническими характеристиками такого вида, существенно расширяет область их технологических возможностей, повышается класс точности.

О технических свойствах устройств типа РТ305М
Токарный станок РТ305М с ЧПУ, технические характеристики коего дают возможность выполнять ротационную вытяжку изделий цилиндрического, а также сферического или конического типа, может производить все необходимые действия токарно-производственного режима.
Технические свойства этого устройства, его жесткость дают возможность использования его в качестве твердосплавного или быстрорежущего инструмента для обрабатывания цветных или черных металлов. Основными техническими характеристиками таких установок являются:
- максимальный допуск диаметра детали, установленной над станиной, может быть до 500мм;
- детали, для обработки могут быть диаметром до 350мм;
- отверстия шпинделя допускаются диаметром до 110мм;
- максимальная толщина стального листа имеет предел прочности не более 120кг/мм2;
- максимальный вес деталей, устанавливаемых на оборудовании, может достигать до 3000кг;
- станина имеет ширину 560мм;
- мощность двигателя в киловаттах – 22.
При всех этих характеристиках, такая установка имеет цельную, литую из чугуна, станину, а жесткость ей придают ребра и коробчатые формы конструкции. Также к техническим характеристикам токарного станка относят наличие двух закаленных призматического вида направляющих, которые способны многократно уменьшать диапазон движения и направления каретки станка, что способствует повышению качества обрабатывания деталей.
О назначении
Такие специализированные токарно-давильные устройства программного управления обычно предназначаются для выполнения операций связанных токарной обработкой изделий. Станки с ЧПУ на основе устройств РТ305М, устанавливают для раскатывания деталей, у которых впоследствии завальцовывают и подрезают торцы.
О преимуществах устройств с ЧПУ
Главным преимуществом специального токарно-давильного станка с ЧПУ РТ305М, является высокий показатель степени автоматизации производства, так как вмешательство оператора устройства в его технологический процесс сведено минимально. Главной задачей обслуживающего персонала при числовом управлении установкой, является токарная обработка изделий, практически выполняя только лишь подготовительные и заключительные производственные операции, например:
- установка и закрепление детали;
- снятие уже обработанного изделия;
- техническая наладка инструментов.
Важно. Оператор наладчик, при подобном программном управлении, способен проводить техническое обслуживание одновременно нескольких таких токарных устройств с ЧПУ.

К преимуществам использования токарных приспособлений с числовым управлением также относят:
- производственная гибкость, при которой для обрабатывания разных изделий достаточно только заменить или скорректировать управляющую программу;
- бесконечное число повторяющих циклов при достаточно высоком уровне параметра обработки деталей;
- возможность такой обработки изделий, которая порой недоступна на обычных простых токарных устройствах;
- долгий срок эксплуатации токарных станков с ЧПУ, технические характеристики, которых на порядок выше, по сравнению с обычными станками, особенно при использовании автоматической подачи СОЖ (смазочно-охлаждающих жидкостей) в области резки.

О функциональности токарных устройств
На таких токарных станках ЧПУ благодаря наличию специальных программ, можно выполнять токарные операции в патронах, к примеру:
- расточку;
- обточку;
- нарезку резцами внутренней резьбы;
- обработку таких изделий как крышки, втулки.
Для этого в станке используют специальные центровые инструменты. Применяя закаленные шлифовальные направляющие скольжения можно делать обработку деталей, имеющих большую толщину снимания припуска. При этом все направляющие плоскости шлифуются, имеют специальное антифрикционное покрытие, позволяющее достигать наиболее точного расположения необходимых узлов, перемещений.
90000 machine tool | Description, History, Types, & Facts 90001 90002 90003 Machine tool 90004, any stationary power-driven machine that is used to shape or form parts made of metal or other materials. The shaping is accomplished in four general ways: (1) by cutting excess material in the form of chips from the part; (2) by shearing the material; (3) by squeezing metallic parts to the desired shape; and (4) by applying electricity, ultrasound, or corrosive chemicals to the material. The fourth category covers modern machine tools and processes for machining ultrahard metals not machinable by older methods.90005 90003 drill press 90004 Drill press. 90008 Plbcr 90009 90002 Machine tools that form parts by removing metal chips from a workpiece include lathes, shapers and planers, drilling machines, milling machines, grinders, and power saws. The cold forming of metal parts, such as cooking utensils, automobile bodies, and similar items, is done on punch presses, while the hot forming of white-hot blanks into appropriately shaped dies is done on forging presses. 90005 90002 Modern machine tools cut or form parts to tolerances of plus or minus one ten-thousandth of an inch (0.0025 millimetre). In special applications, precision lapping machines can produce parts that are within plus or minus two millionths of an inch (0.00005 millimetre). Because of the precise dimensional requirements of the parts and the heavy cutting forces exerted on the cutting tool, machine tools combine weight and rigidity with delicate accuracy. 90005 90014 History 90015 90002 Before the Industrial Revolution of the 18th century, hand tools were used to cut and shape materials for the production of goods such as cooking utensils, wagons, ships, furniture, and other products.After the advent of the steam engine, material goods were produced by power-driven machines that could only be manufactured by machine tools. Machine tools (capable of producing dimensionally accurate parts in large quantities) and jigs and fixtures (for holding the work and guiding the tool) were the indispensable innovations that made mass production and interchangeable parts realities in the 19th century. 90005 Get exclusive access to content from our тисяча сімсот шістьдесят вісім First Edition with your subscription.Subscribe today 90002 The earliest steam engines suffered from the imprecision of early machine tools, and the large cast cylinders of the engines often were bored inaccurately by machines powered by waterwheels and originally designed to bore cannon. Within 50 years of the first steam engines, the basic machine tools, with all the fundamental features required for machining heavy metal parts, were designed and developed. Some of them were adaptations of earlier woodworking machines; the metal lathe derived from woodcutting lathes used in France as early as the 16th century.In тисячу сімсот сімдесят п’ять John Wilkinson of England built a precision machine for boring engine cylinders. In 1797 Henry Maudslay, also of England and one of the great inventive geniuses of his day, designed and built a screw-cutting engine lathe. The outstanding feature of Maudslay’s lathe was a lead screw for driving the carriage. Geared to the spindle of the lathe, the lead screw advanced the tool at a constant rate of speed and guaranteed accurate screw threads. By 1800 Maudslay had equipped his lathe with 28 change gears that cut threads of various pitches by controlling the ratio of the lead-screw speed to the spindle speed.90005 90002 The shaper was invented by James Nasmyth, who had worked in Henry Maudslay’s shop in London. In Nasmyth’s machine, a workpiece could be clamped horizontally to a table and worked by a cutter using a reciprocating motion to plane small surfaces, cut keyways, or machine other straight-line surfaces. A few years later, in 1839 Nasmyth invented the steam hammer for forging heavy pieces. Another disciple of Maudslay, Joseph Whitworth, invented or improved a great number of machine tools and came to dominate the field; at the International Exhibition of тисячі вісімсот шістьдесят два, his firm’s exhibits took up a quarter of all the space devoted to machine tools.90005 90002 Britain tried to keep its lead in machine-tool development by prohibiting exports, but the attempt was foredoomed by industrial development elsewhere. British tools were exported to continental Europe and to the United States despite the prohibition, and new tools were developed outside Britain. Notable among these was the milling machine invented by Eli Whitney, produced in the United States in 1818 and used by Simeon North to manufacture firearms. The first fully universal milling machine was built in 1862 by J.R. Brown of the United States and was used to cut helical flutes in twist drills. The turret lathe, also developed in the United States in the middle of the 19th century, was fully automatic in some operations, such as making screws, and it presaged the momentous developments of the 20th century. Various gear-cutting machines reached their full development in 1896 when F.W. Fellows, an American, designed a gear shaper that could rapidly turn out almost any type of gear. 90005 90002 The production of artificial abrasives in the late 19th century opened up a new field of machine tools, that of grinding machines.C.H. Norton of Massachusetts dramatically illustrated the potential of the grinding machine by making one that could grind an automobile crankshaft in 15 minutes, a process that previously had required five hours. 90005 90002 By the end of the 19th century a complete revolution had taken place in the working and shaping of metals that created the basis for mass production and an industrialized society. The 20th century has witnessed the introduction of numerous refinements of machine tools, such as multiple-point cutters for milling machines, the development of automated operations governed by electronic and fluid-control systems, and nonconventional techniques, such as electrochemical and ultrasonic machining.Yet even today the basic machine tools remain largely the legacy of the 19th century. 90005 90014 Machine-tool characteristics 90015 90002 All machine tools must provide work-holding and tool-holding devices and means for accurately controlling the depth of the cut. The relative motion between the cutting edge of the tool and the work is called the cutting speed; the speed in which uncut material is brought into contact with the tool is called the feed motion. Means must be provided for varying both.90005 90002 Because an overheated tool may lose its cutting ability, temperatures must be controlled. The amount of heat that is generated depends on the shearing force and the cutting speed. Because the shearing force varies with the material being cut and the tool material varies in its tolerance for high temperatures, the optimum cutting speed depends both on the material being cut and the cutting-tool material. It is also influenced by the rigidity of the machine, the shape of the workpiece, and the depth of the cut.90005 90002 Metal-cutting tools are classified as single point or multiple point. A single-point cutting tool can be used for increasing the size of holes, or boring. Turning and boring are performed on lathes and boring mills. Multiple-point cutting tools have two or more cutting edges and include milling cutters, drills, and broaches. 90005 90002 There are two types of operation; either the tool is moving on a straight path against the stationary workpiece, as on a shaper, or the workpiece is moving against the stationary tool, as on a planer.Relief or clearance angles must be provided to prevent the tool surface below the cutting edge from rubbing against the workpiece. Rake angles are often provided on cutting tools to cause a wedging action in the formation of chips and to reduce friction and heat. 90005.90000 Operating Characteristics of Synchronous Machine 90001 90002 90003 Operating Characteristics of Synchronous Machine: 90004 90005 90006 The Operating Characteristics of Synchronous Machine are examined here under conditions of variable load and variable excitation. One of these quantities will be assumed to be held constant at a time while the other will be allowed to vary over a wide range. Further, here too the armature resistance will be assumed negligible. This does not significantly change the operating characteristic of the machine but leads to easier understanding of the machine operation.The more general case of the machine with armature resistance accounted for will be discussed in Sec. 8.9. By virtue of negligible resistance assumption, the electrical power at the machine terminals and the mechanical power at its shaft are simply related as follows: 90007 90008 90003 Generating Machine 90004 90011 90006 90013 90007 90008 90003 Motoring Machine 90004 90011 90006 90020 90007 90008 90003 Power-angle Characteristic 90004 90011 90006 Figure 8.29 shows the circuit diagrams and phasor diagrams of a synchronous machine in generating mode (Figs 8.29 (a) and (c)) and motoring mode (Figs 8.29 (b) and (d)). The machine is assumed to be connected to infinite bus-bars of voltage V 90027 t 90028. It is easily observed from the phasor diagrams that in generating mode, the excitation emf E 90027 f 90028 leads V 90027 t 90028 by angle δ, while it lags V 90027 t 90028 in the motoring mode. It follows from the phasor triangle OMP (Figs 8.29 (c) and (d)) that 90007 90006 90037 90007 90006 90040 90007 90006 90043 90007 90006 Multiplying both sides of Eq.(8.41) by V 90027 t 90028 90007 90006 90050 90007 90006 where P 90027 e 90028 = V 90027 t 90028 l 90027 a 90028 cos Φ = electrical power (per phase) exchanged with the bus-bars δ = Angle between E 90027 f 90028 and V 90027 t 90028 and is called the power angle of the machine (δ has opposite sign for generating / motoring modes). 90007 90006 The relationship of Eq. (8.42) is known as the power-angle characteristic of the machine and is plotted in Fig. 8.30 for given V 90027 t 90028 and E 90027 f 90028.The maximum power 90007 90006 90071 90007 90006 occurs at δ = 90 ° beyond which the machine falls out of step (loses synchronism). The machine can be taken up to P 90027 e, max 90028 only by gradually increasing the load. This is known as the steady-state stability limit of the machine. The machine is normally operated at δ much less than 90 °. The phasor diagram of a generating machine under condition of P 90027 e, max 90028 is drawn in Fig. 8.31. Obviously / 90027 a 90028 will be several timesmax larger than the rated machine current in this condition.90007 90008 90003 Operation at Constant Load with Variable Excitation 90004 90011 90006 At constant load, from Eq. (8.42) 90007 90006 90088 90007 90006 90091 90007 90006 It is therefore, observed that at constant load, as the excitation emf E 90027 f 90028, is varied (by varying field current I 90027 f 90028), the power angle δ varies such that E 90027 f 90028 sin δ remains constant. The machine behaviour is depicted by the phasor diagrams of Figs (8.32 (a) and (b)). As E 90027 f 90028 varies, the tip of phasor E̅ 90027 f 90028 moves on a line parallel to V̅ 90027 t 90028 and at distance E 90027 f 90028 sinδ = P 90027 e 90028 X 90027 s 90028 / V 90027 t 90028 from it.Since I 90027 a 90028 cosΦ = constant, the projection of the current phasor on V 90027 t 90028 must remain constant, i.e. the tip of the current phasor traces a line perpendicular to V 90027 t 90028 at distance I 90027 a 90028 cosΦ = P 90027 e 90028 / V 90027 t 90028 from the origin. The current phasor I̅ 90027 a 90028 is always located at 90 ° to phasor I̅ 90027 a 90028 X 90027 s 90028 (phasor joining tips to E̅ 90027 f 90028 and V̅ 90027 t 90028 in the direction of E̅ 90027 f 90028). The excitation (E 90027 f 90028) corresponding to unity power factor is known as normal excitation, while the excitation larger than this is called over-excitation and less than this is called under-excitation.The following conclusions * are drawn from the phasor diagrams of Figs 8.32 (a) 90007 90006 90142 90007 90006 90145 90007 90008 90003 Generating Machine 90004 90011 90151 90152 The machine supplies a lagging power factor current when over-excited. 90153 90152 The machine supplies a leading power factor current when under-excited. 90153 90156 90008 90003 Motoring Machine 90004 90011 90151 90152 The machine draws a leading power factor current when over-excited. 90153 90152 The machine draws a lagging power factor current when under-excited.90153 90156 90006 It is also easily observed from these phasor diagrams that the magnitude of the armature current exhibits a minimum when its excitation is continuously increased from an under-excited state. The nature of l 90027 a 90028 versus excitation (I 90027 f 90028) plot for various values of load (real power) is shown in Fig. 8.33. These are known as V-curves of synchronous machine by virtue of their shape. Though only one figure is drawn for generating / motoring operation, the actual shape of V-curves for the two cases will not be identical.A little reflection will show that PF versus I 90027 f 90028 plots will be inverted V-curves. 90007 90006 90003 Minimum Excitation 90004 90007 90006 From Figs. 8.32 (a) and (b) it is seen that as excitation is reduced, the angle 5 continuously increases. The minimum permissible excitation, E 90027 f 90028 (min), corresponds to the stability limit, i.e. δ = 90 °. Obviously 90007 90006 90184 90007 90006 Minimum field current and corresponding armature current for a given pu load at the limit of stability is indicated by the dotted curve in Fig.8.33. 90007 90006 90189 90007.90000 4 Types of DC Motors and Their Characteristics 90001 90002 DC Motor Characteristics 90003 90004 As you already know, there are two electrical elements of a DC motor, 90005 the field windings 90006 and 90005 the armature 90006 .The armature windings are made up of current carrying conductors that terminate at a commutator. 90009 90010 90010 4 Types of DC Motors and Their Characteristics (on photo: Collector of 575kw DC motor; credit: Pedro Raposo) 90004 DC voltage is applied to the armature windings through carbon brushes which ride on the commutator.In small DC motors, permanent magnets can be used for the stator. However, in large motors used in industrial applications the stator is an electromagnet. 90009 90004 When voltage is applied to stator windings an electromagnet with north and south poles is established. The resultant magnetic field is static (non-rotational). 90009 90004 For simplicity of explanation, the stator is represented by permanent magnets in the following illustration. 90009 90018 90018 DC Motor Construction 90004 90005 The field of DC motors can be: 90006 90009 90024 90025 Permanent magnet (Permanent magnet stator), 90026 90025 Electromagnets connected in series (Wound stator), 90026 90025 Shunt (Wound stator), or 90026 90025 Compound (Wound stator).90026 90033 90004 Let’s see the basics of each type as well as their advantages and disadvantages. 90009 90036 90037 1. Permanent Magnet Motors 90038 90039 90039 Permanent Magnet Motor 90004 The permanent magnet motor uses 90005 a magnet to supply field flux 90006. Permanent magnet DC motors have excellent starting torque capability with good speed regulation. A disadvantage of permanent magnet DC motors is they are limited to the amount of load they can drive.These motors can be found on low horsepower applications.90009 90004 Another disadvantage is that torque is usually limited 90005 to 150% of rated torque 90006 to prevent demagnetization of the permanent magnets. 90009 90004 Go back to Index ↑ 90009 90036 90037 2. Series Motors 90038 90054 90054 Series DC motor 90004 In a series DC motor the field is connected in series with the armature.The field is wound with a few turns of large wire because it must carry the full armature current. 90009 90004 A characteristic of series motors is the motor develops a large amount of starting torque.However, speed varies widely between no load and full load. Series motors can not be used where a constant speed is required under varying loads. 90009 90004 Additionally, 90005 the speed of a series motor with no load 90006 increases to the point where the motor can become damaged. Some load must always be connected to a series-connected motor. 90009 90004 Series-connected motors generally are not suitable for use on most variable speed drive applications. 90009 90004 Go back to Index ↑ 90009 90036 90037 3.Shunt Motors 90038 90071 90071 DC Shunt Motor 90004 In a shunt motor the field is connected in parallel (shunt) with the armature windings. The shunt-connected motor offers good speed regulation. The field winding can be separately excited or connected to the same source as the armature. 90009 90004 90005 An advantage to a separately excited shunt field 90006 is the ability of a variable speed drive to provide independent control of the armature and field. 90009 90004 90005 The shunt-connected motor offers simplified control for reversing.This is especially beneficial in regenerative drives. 90006 90009 90004 Go back to Index ↑ 90009 90036 90037 4. Compound Motors 90038 90088 90088 Compound DC motor 90004 Compound motors have a field connected in series with the armature and a separately excited shunt field. The series field provides 90005 better starting torque 90006 and the shunt field provides 90005 better speed regulation 90006. 90009 90004 However, the series field can cause 90005 control problems in variable speed drive applications 90006 and is generally not used in four quadrant drives.90009 90004 Go back to Index ↑ 90009 90036 90037 DC Motor — Explained (VIDEO) 90038 90004 90106 90107 90009 90004 90110 Cant see this video? Click here to watch it on Youtube. 90111 90009 90004 90110 90005 Reference: 90006 Basics of DC Drives — SIEMENS (Download) 90111 90009 .90000 Torque Speed Characteristic of an Induction Motor 90001 90002 90003 Torque Speed Characteristic 90004 is the curve plotted between the torque and the speed of the induction motor. As we have already discussed the torque of the induction motor in the topic Torque Equation of an Induction motor.The equation of the torque is given as shown below. 90005 90002 90007 90005 90002 At the maximum torque, the speed of the rotor is expressed by the equation shown below.90005 90002 90012 90005 90002 The curve below shows the 90003 Torque Speed Characteristic. 90004 90005 90002 90019 90005 90002 The maximum torque is independent of the rotor resistance. But the exact location of the maximum torque Ʈ 90022 max 90023 is dependent on it. Greater, the value of the R 90022 2 90023, the greater is the value of the slip at which maximum torque occurs. As the rotor resistance increases, the pullout speed of the motor decreases. In this condition, the maximum torque remains constant.90005 .- Оформление ванных комнат плиткой фото: 114 фото и 6 правил дизайна
- Цветы на альпийскую горку – фото, названия растений для рокариев и альпинариев