Трубогиб для профильной трубы своими руками – схема, чертежи, видео
Гибка профильных труб — достаточно распространенная процедура, для выполнения которой используется специальное устройство — трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.
Одна из простейших разновидностей трубогиба для профилированных труб
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт. Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево. Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Необходимые элементы конструкции
Схема работы трубогиба весьма незамысловата
Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций.
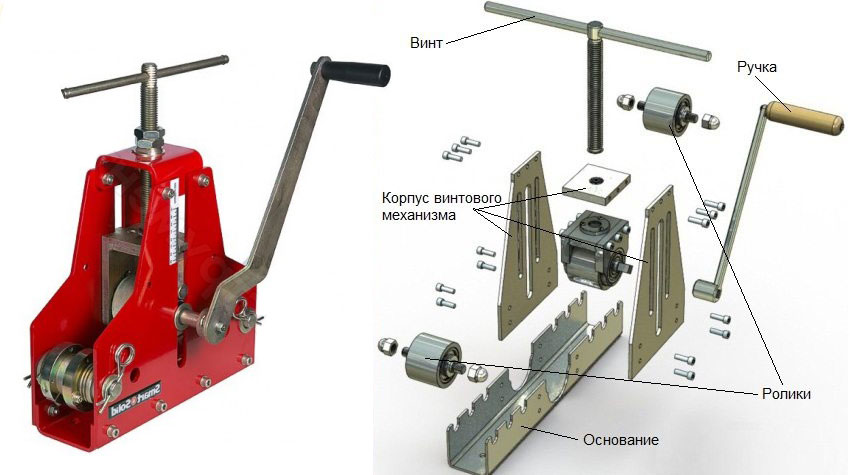
- три ролика (вала), которые должны быть металлическими;
- приводную цепь;
- оси вращения;
- механизм, который будет приводить в движение все элементы приспособления;
- металлические профили, из которых будет изготовлена рама устройства.
Очень часто станок для гибки профильной трубы изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.
Чертеж трубогиба: в разрезе видна конструкция крепления прижимного ролика
Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс.
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между роликами трубогиба и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.
Трубогиб с использованием домкрата
Чтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
- обычный домкрат;
- металлические профили и полка, необходимые для изготовления каркаса;
- пружины, отличающиеся высокой прочностью;
- валы в количестве 3-х штук;
- приводная цепь;
- ряд других конструктивных элементов.
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.
Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.
Вариант с перевернутым домкратом
Процесс изготовления трубогиба
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
- Чтобы привести в действие такой гибочный механизм, используется цепная передача. Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
- Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов.
 Именно за счет такой ручки создается требуемое крутящее усилие.
Именно за счет такой ручки создается требуемое крутящее усилие.
 Именно за счет такой ручки создается требуемое крутящее усилие.
Именно за счет такой ручки создается требуемое крутящее усилие.Чертежи трубогиба для профтруб
Инструкция по изготовлению трубогиба
Самостоятельно изготовить трубогиб для профильной трубы совсем несложно, если придерживаться следующей технологической последовательности.
- На прижимном валу размещают шестерни, подшипники и кольца, которые соединяют с ним при помощи шпонки. Сначала разрабатывается чертеж такого вала, обоймы для подшипников и роликов, затем эти детали вытачиваются, что лучше всего доверить квалифицированному токарю. Всего для данного устройства необходимо сделать три вала, один из которых подвешивается на пружинах, а два других располагаются по бокам.
- Затем в кольцах необходимо просверлить отверстия, которые необходимы для изготовления пазов и нарезания резьбы.
- Теперь необходимо сделать полку, для чего используют швеллер, в котором также сверлят отверстия и нарезают резьбу, требуемые при монтаже прижимного вала.
- Всю конструкцию оборудования после выполнения подготовительных мероприятий необходимо собрать, для чего используют сварку и болтовые соединения. В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
- Следующим этапом является подвешивание полки с закрепленным на ней прижимным валом, для чего используются пружины. После этого на самодельный трубогиб необходимо установить боковые опорные валы, на один из которых крепится ручка.
- Последним штрихом является установка домкрата на трубогиб.
 В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.Некоторые тонкости выполнения монтажных работ:
- прижимной вал, зафиксированный при помощи шпонок, дополнительно прикручивается к полке;
- монтаж прижимного вала осуществляется по следующей схеме: вал устанавливается на полку, к которой предварительно приварены гайки для пружин, после выполнения монтажных работ полка переворачивается и подвешивается на пружины;
- натяжение цепей выполняется при помощи магнитного уголка, который используется в качестве держателя;
- при закручивании звездочек применяются шпонки, которые предварительно изготавливают из гровера;
- приводную ручку для гибочного станка делают с проворачивающейся трубкой;
- домкрат на такое самодельное устройство устанавливают на подвесную платформу, для чего используются болтовые соединения и сварка.

Изготовление гидравлического трубогиба
В интернете можно найти много фото и видео того, как самостоятельно сделать устройство для гибки профильных труб с гидравлическим приводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, нагнетательным устройством и упорами для труб, является достаточно трудоемким мероприятием.
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
- домкрат гидравлического типа грузоподъемностью не менее 5 тонн;
- башмак;
- ролики в количестве 2–3 штук;
- мощный металлический швеллер;
- пластины из толстого металла и другие детали.
Чтобы выполнить требуемый изгиб профильной трубы при помощи гидравлического устройства, необходимо вставить ее в башмак и зафиксировать оба ее конца. После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее.
Трубогиб для профильных труб в готовом и покрашенном виде
Чтобы самостоятельно изготовить гидравлическое гибочное устройство для профильных труб, фото которого без проблем можно найти в интернете, необходимо выполнить следующие процедуры.
- По чертежу или фото изготавливают конструкцию для монтажа башмака и роликов, а также каркас оборудования.
- На нижнюю платформу крепят металлическую пластину, на которой будет установлен домкрат. После этого такое приспособление закрепляют болтами и устанавливают на него приводную ручку.
- Самое главное — найти подходящие вальцы для профильной трубы, которые должны плотно обхватывать своей рабочей частью. При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.
- Для фиксации роликов и башмака используют болты, отверстия для которых выполняются по размерам, обозначенным в чертеже.

Чертеж еще одного варианта трубогиба
Методы гибки труб при помощи самодельного станка
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями. На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий. Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:
- холодным;
- горячим.
Очередная вариация с домкратом
Холодный — это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой.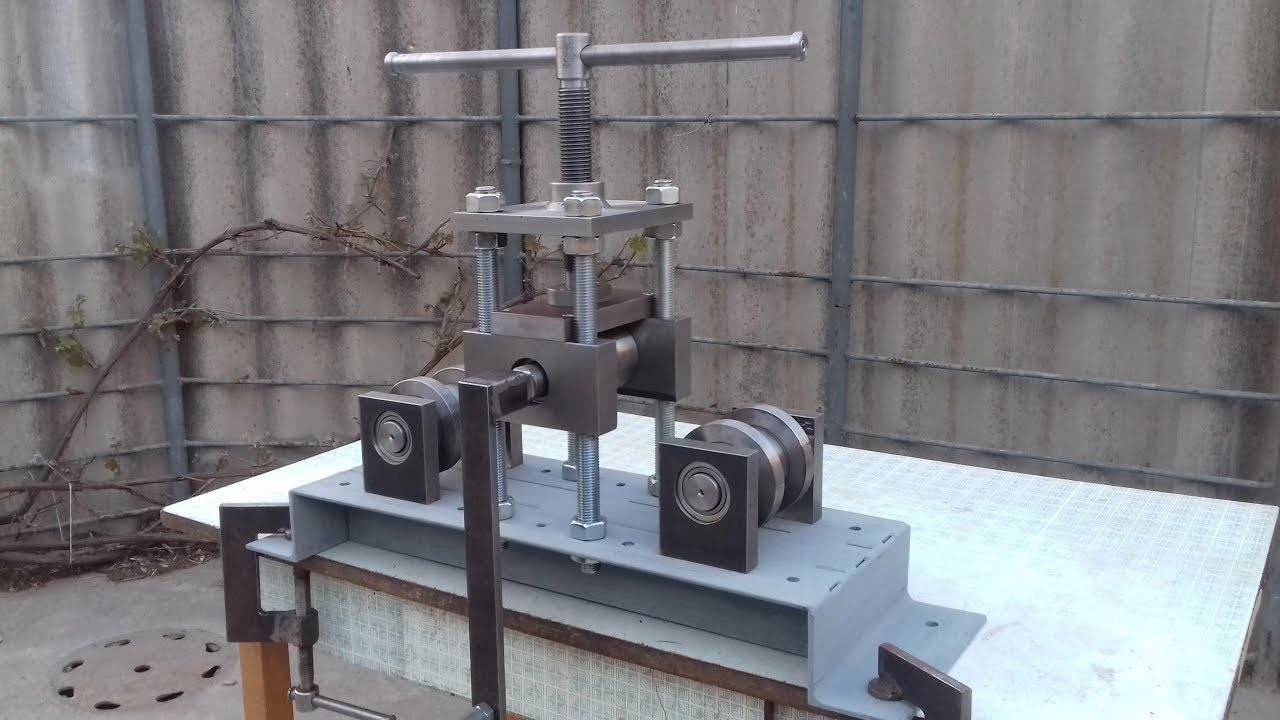 Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него станет использование горячего метода гибки.
Полезные советы
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.
Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
- В ручных трубогибах для гибки профильных труб можно не использовать звездочки, а собрать конструкцию на основе одного приводного ролика. Вместо прижимного винта в таких трубогибах нередко используется домкрат.
- Если вы выполняете гибку по шаблону, то чтобы труба не соскальзывала с него, в качестве упоров можно использовать металлические крючки.
- При необходимости выполнения гибки профильной трубы под большим радиусом, лучше всего использовать трубогиб с тремя роликами.
- Чтобы получить более универсальный гибочный станок, можно сделать его упорные ролики подвижными. Так вы сможете изменять радиус изгиба трубы.

В видео ниже мастер делится опытом по постройке трубогиба из подручных материалов.
Чтобы строго соблюсти размеры требуемого изгиба трубы, лучше всего выполнять такую операцию с использованием шаблона, который изготавливается из древесины. Даже простейший ручной трубогиб с использованием такого шаблона позволит получить изгиб профильной трубы с точным соблюдением заданных параметров. К слову сказать, такие шаблоны в основном и изготавливаются для реализации простейших ручных способов гибки.
Трубогиб для профильной трубы своими руками: способы изготовления
ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
Тот, кто любит самостоятельно мастерить различные изделия и конструкции, часто сталкивается с необходимостью изгиба в дугу профильной трубы. Сделать это без специальных приспособлений ровно и аккуратно невозможно, поэтому возникает потребность изготовить трубогиб для профильной трубы своими руками. Народными умельцами придумано достаточно много конструкций этого устройства. Многие из них вполне можно сделать самостоятельно. При этом они не требуют больших средств и просты в изготовлении и использовании.
Сделать это без специальных приспособлений ровно и аккуратно невозможно, поэтому возникает потребность изготовить трубогиб для профильной трубы своими руками. Народными умельцами придумано достаточно много конструкций этого устройства. Многие из них вполне можно сделать самостоятельно. При этом они не требуют больших средств и просты в изготовлении и использовании.
Трубогиб – это приспособление, с помощью которого можно изогнуть трубу под нужным углом
Основная информация о трубогибах
Пред тем, как начать рассказ о вариантах и способах изготовления трубогибов, нужно определиться – что это такое и для чего применяется. Так вот трубогиб – это ручное приспособление или стационарный станок, который позволяет изогнуть трубу из любого материала под произвольным углом.
Труба может быть стальная, медная, алюминиевая или пластиковая с диаметром от 5 до 1220 мм или профильная с любым сечением. Угол загиба от 0 до 180 градусов. Данная статья предлагает вашему вниманию технологию изготовления нескольких видов этого незамысловатого устройства, изучив которую, вы за несколько часов сможете изготовить любой понравившийся экземпляр.
Устройство трубогиба с башмаками для различных углов сгибания труб
Полезный совет! Прежде чем приступить к изготовлению трубогиба, необходимо разобраться в их видах. Выбрать следует тот, который наиболее подходит вам по функциональным возможностям и посилен для самостоятельного изготовления именно вами.
Какие существуют виды трубогибов
Если мы говорим о промышленных устройствах, то они поделены на несколько видов по способу осуществления привода, а также по типу изгиба.
Классификация по типу привода
Станки бывают: гидравлические, электромеханические и ручные. Станки на основе гидропривода бывают ручными и стационарными. Их мощности хватает, чтобы спокойно сгибать трубы даже 3-дюймового диаметра. Гидравлические трубогибы используются в профессиональной деятельности на специализированных производствах и способны выполнять очень большой объем работ.
Гидравлический трубогиб для сгибания водо- и газопроводных труб под углом до 90°
Электромеханические приборы можно применять для сгибания практически любых труб, даже с очень тонкими стенами, что не под силу гидравлике. Ведь электроника позволяет очень точно рассчитать усилие и угол изгиба, что не дает материалу разорваться. Изогнутые такими приборами трубы не имеют ни малейших признаков деформации.
Ведь электроника позволяет очень точно рассчитать усилие и угол изгиба, что не дает материалу разорваться. Изогнутые такими приборами трубы не имеют ни малейших признаков деформации.
Электромеханический трубогиб для труб PEX/AL/PEX и углом изгибания до 180°
Ручные трубогибы используют только для изгибания небольшого диаметра труб из полимеров, нержавейки либо цветных металлов. Работают они в основном от электросети. Они просты в использовании и не требуют большой физической силы для работы. Такие трубогибы для профильной трубы своими руками изготовить вполне возможно.
Ручной инструмент для сгибания прямоугольного профиля и стальных труб
Классификация по способу изгиба трубы
Изогнуть трубу с помощью устройства можно различными способами. В зависимости от этого, можно выделить следующие виды трубогибов: арбалетные, пружинные, сегментные, дорновые.
Арбалетные устройства снабжены особой формой, которая и является изгибающим элементом. Она предназначена для одного диаметра или сечения трубы. Чтобы гнуть трубу иного диаметра, форму следует заменить. Пружинные приспособления снабжены упругими пружинами, позволяющими сгибать без деформации пластиковые трубы. Сегментные оборудованы специальным сегментом, который вокруг себя протягивает трубу, изгибая ее под нужным углом.
Она предназначена для одного диаметра или сечения трубы. Чтобы гнуть трубу иного диаметра, форму следует заменить. Пружинные приспособления снабжены упругими пружинами, позволяющими сгибать без деформации пластиковые трубы. Сегментные оборудованы специальным сегментом, который вокруг себя протягивает трубу, изгибая ее под нужным углом.
Принцип сгибания профильной трубы с помощью самодельного инструмента
Нужно понимать, что способ и величина угла изгиба трубы зависит от ее характеристик. Имеется даже такая величина, как минимальный радиус изгиба, при дальнейшем снижении которого труба деформируется или просто рвется. Этот показатель зависит от толщины стенок, материала и сечения трубы.
Полезный совет! Независимо от того, можно или нет согнуть трубу больше, чем предписано, делать этого не следует. Даже если вы сможете изогнуть изделие без повреждений, качество этого сгиба будет плохим, а это рано или поздно проявится.
 Поэтому минимального радиуса обязательно надо придерживаться.
Поэтому минимального радиуса обязательно надо придерживаться.Один из вариантов применения согнутого профиля — обустройство теплицы
Как изготовить простейший ручной трубогиб для профильной трубы своими руками
Теперь рассмотрим некоторые самодельные варианты трубогибов. Простейший вариант предусматривает возможность сгибания трубы посредством шаблона на заданный радиус. Такая технология вполне подойдет и для сгибания стальных труб, а не только алюминиевых. Шаблон просто выпиливают из досок, толщина которых несколько больше диаметра или сечения трубы, которую требуется сгибать.
Эти доски между собой надежно скрепляются, чтобы труба в процессе сгиба не могла выскочить из них. Чтобы образовался желоб, скрепляемые доски просто выпиливаются под уклоном для круглой трубы. Затем, готовый деревянный шаблон прикрепляют к столу или другому подобному основанию. Рядом с шаблоном крепят упор для фиксации трубы.
Статья по теме:
Дровокол своими руками: чертежи, фото, инструкции.
 Как выбрать дровокол. Типы дровоколов. Особенности винтовых, гидравлических и реечных дровоколов. Самостоятельная сборка агрегата.
Как выбрать дровокол. Типы дровоколов. Особенности винтовых, гидравлических и реечных дровоколов. Самостоятельная сборка агрегата.Построенный своими руками трубогиб для профильной трубы подобного вида способен согнуть даже достаточно толстостенные трубы, если применить лебедку. Если труба профильная, то скосы при выпиливании досок не делают. Вместо этого трубу фиксируют с помощью нескольких ограничителей.
Чертеж с размерами для изготовления трубогиба своими руками
Используя древесину можно соорудить даже прокатный трубогиб, если выточить деревянные ролики. Их можно также изготовить из подшипников или полиуретана. Вообще, сложность изготовления самодельных трубогибов определенным образом зависит от гибкости трубы. Податливые варианты можно сгибать на деревянных приспособлениях без особого труда просто руками, а вот для жестких труб понадобятся более сложные устройства с металлическими деталями.
Изготовление самодельного гидравлического трубогиба
Если вы решили изготовить настоящий гидравлический трубогиб, вам нужно обзавестись домкратом с гидравлическим приводом, швеллером, двумя роликами и башмаком. Кроме того, понадобится несколько металлических пластин из стали более 3 мм толщиной.
Кроме того, понадобится несколько металлических пластин из стали более 3 мм толщиной.
Схема и принцип работы самодельного гидравлического трубогиба с использованием домкрата
Из швеллера с помощью сварочного аппарата создают прямоугольную конструкцию, высота которой совпадает с высотой полностью выдвинутого домкрата. Его устанавливают на жесткое основание и надежно закрепляют металлическими пластинами.
Домкрат нужно выбирать грузоподъемностью не менее 5 тонн. Он призван выполнять роль толкателя. Главной задачей здесь является поиск самых подходящих роликов. Сложность в том, что только при максимально точном обхвате трубы роликами может получиться действительно качественный изгиб. Если подыскать разные ролики и сделать их съемными, то можно будет гнуть трубы различного сечения и диаметра.
Пример устройства для сгибания металлических труб, созданного своими руками
Преимуществами гидравлического, сооруженного своими руками трубогиба для профильной трубы, являются: простота изготовления, доступность и низкая стоимость домкрата и деталей.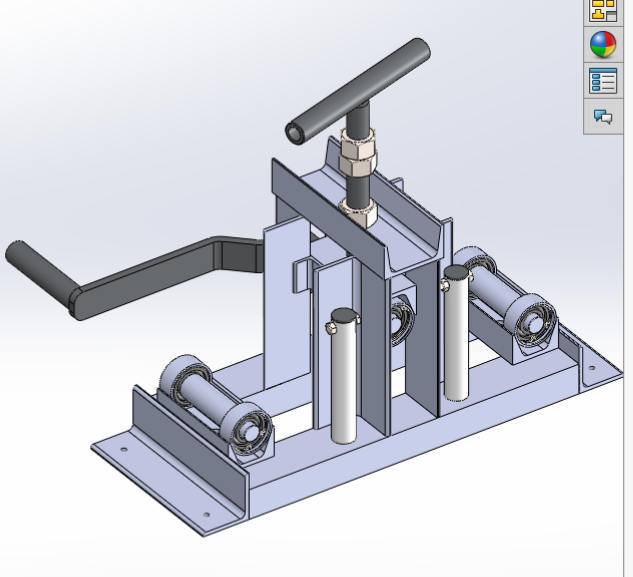 Такое устройство позволяет с высоким качеством сгибать любые профильные и круглые трубы в холодном состоянии.
Такое устройство позволяет с высоким качеством сгибать любые профильные и круглые трубы в холодном состоянии.
Как самостоятельно сделать прокатный трубогиб
Процесс сгибания трубы в прокатном станке проходит следующим образом. Труба укладывается на боковые ролики, а сверху на нее опускается третий, фиксируя изделие в заданной позиции. Когда мы начинаем вращать рукоятку, цепь приводит во вращательное движение валы, и профильная либо круглая труба сгибается под необходимым углом.
Шаг 1: создание основания трубогиба из стального швеллера 80х80х4
Для изготовления такого устройства необходимо:
- выточить ролики и обоймы для подшипников. Эту задачу можно доверить токарю, который по чертежам сделает работу в лучшем виде. В устройстве будет три вала, один из которых подвешен на пружинах, а два других зафиксированы в боках рамы;
Шаг 2: изготовление корпуса винтового механизма
- подготовить полку из 50-миллиметрового швеллера. Она имеет вид прямоугольника со сторонами 100х30 см. В ней делают отверстия для крепления валов и нарезают резьбу для регулировки положения прижимного вала;
Шаг 3: создание винта со стандартной нарезной резьбой
- все детали скрепить между собой при помощи сварочного аппарата;
- полку с прижимным валом подвешивают на пружинах, а боковые валы соединяют через звездочки цепью. На один из валов приваривают рукоятку для вращения;
Шаг 4: изготовление поворотной ручки центрального ведущего ролика
- монтируют домкрат так, чтобы с его помощью можно было легко регулировать прижимное усилие.
Полезный совет! Изготовить прокатный трубогиб без наличия чертежей и расчетов вам вряд ли удастся. Если вы не обладаете инженерными знаниями, то лучше найти готовую документацию, по которой и сделать станок.
Шаг 5: сборка всех деталей самодельного прокатного трубогиба
Трубогиб для профильной трубы своими руками вполне можно сделать. Его сложность зависит от того, для каких целей он вам нужен. Если это только разовые действия, то достаточно деревянных конструкций. Если же вы на постоянной основе занимаетесь изготовлением изделий из трубы, то вам понадобится более сложный агрегат.
Трубогиб (видео)
ОЦЕНИТЕМАТЕРИАЛ Загрузка… ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
СМОТРИТЕ ТАКЖЕ
REMOO В ВАШЕЙ ПОЧТЕТрубогиб для профильной трубы своими руками
Профильная труба справедливо считается одним из наиболее популярных в домашнем хозяйстве материалов. Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Как сделать самодельный трубогиб для профильной трубы
Изогнуть профилированную трубу по заданному радиусу можно несколькими способами:
- Обкатывая разогретую газовой горелкой профилированную трубную заготовку вокруг болванки шаблона или в специальном зажиме. Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб;
- На самодельном трубогибе рычажно-роликовой конструкции. В этом случае профилированная труба изгибается по отдельным секторам. Конструкция трубогиба очень проста в изготовлении, но при формировании дуги потребуется определенный навык в работе, чтобы на всей профилированной трубе выдерживался один радиус кривизны;
- С помощью прокатно-роликового трубогиба. Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
Поэтому и ручной, и рычажно-роликовый трубогибы используются для единичного изготовления всевозможных деталей и переходников, например, при ремонте систем водопровода, несложных строительных конструкций. Прокатно-роликовая конструкция трубогиба позволяет выгнуть относительно простые изделия из профилированной трубы, но в неограниченном количестве раз.
Ручной способ изгиба разогретой профильной трубы на калиброванной болванке используется с незапамятных времен и дает неплохие результаты. Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.
Настоящий трубогиб для профильной трубы своими руками
Устройство прокатного трубогиба отличается от предыдущих вариантов тем, что перед изгибанием профилированной трубы выполняется установка необходимого радиуса кривизны, после этого трубная заготовка с помощью цепного привода и пары роликов достаточно быстро прокатывается в изогнутый профиль.
Проще всего собрать трубогиб своими руками, чертежи которого приведены ниже.
Конструкция прокатно-роликового трубогиба состоит из нескольких базовых узлов:
- Массивной станины, сваренной из швеллера. Конструктивно станина трубогиба представляет собой две стойки, приваренные к массивной плите основания. На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла;
- Система роликового привода. После прижатия домкратом профилированной трубы к роликовой поверхности происходит деформация металла трубы с одновременным прокатыванием профилированного материала;
- Система цепного привода используется для протягивания профилированной трубы через деформирующую линейку трубогиба.
Принцип работы и скорость изгиба можно дополнительно уточнить из видео:
Собираем станину и приводной механизм трубогиба
Первоначально собирается станина трубогиба. Для этого две вертикальные стойки свариваются в П-образную вертикальную конструкцию.
Далее на изготовленную опору приваривается винтовая пара винт-гайка от домкрата с подъемным усилием не менее пяти тонн. Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
На следующем этапе привариваются две роликовые опоры, насаженные на 30-ти миллиметровую литую ось. С боковой стороны на ось сваркой крепится звездочка от велосипеда. Таким образом, получается цепная передача. Чтобы привод станка работал без проскальзывания, потребуется изменить длину цепи под реальное расстояние между звездочками.
Последовательность работы трубогиба:
- На ролики закладывается профилированная труба и прижимается винтом, после первого прокатывания замеряют положение винта и измеряют радиус изгиба;
- Чтобы получить требуемую кривизну профилированного материала, вертикальным винтом пропорционально изменяют величину деформации;
- Наиболее массивные профилированные трубы прокатывают в несколько заходов.
Точность изгиба профилированной трубы можно легко оценить по фотографии. Изгибание профиля является достаточно тяжелым и трудоемким мероприятием, поэтому, если трубогиб планируется использовать на постоянной основе, есть смысл оборудовать станок электродвигателем с редуктором.
Для заготовок сечением более 30-ти миллиметров вместо велосипедных цепей и звездочек используют запчасти от привода ГРМ «волговских» и «москвичевских» двигателей.
Роликово-рычажный вариант трубогиба
Более простая и доступная в изготовлении конструкция трубогиба представлена на чертеже и на фото.
В основе конструкции используется пара из гибочного ролика и опорной плиты. Привод головного ролика осуществляется с помощью двухметрового рычага, что позволяет получить на изгибающем инструменте огромное усилие, примерно около полутора тонн. Сам ролик представляет собой двадцатисантиметровый круг с центрирующими бортами. Ширина между бортами равна сечению профилированной трубы.
Важно! Инструмент приходится подгонять под параметры профтрубы заменой главного ролика на инструмент с соответствующей шириной гибочной части.
Процесс выгибания профилированной трубы идет поэтапно. Заготовку размечают на несколько секторов. В станок профиль закладывается и фиксируется с помощью струбцин по выполненной ранее разметке.
Простым поворотом на заданный угол профтруба изгибается по заданному радиусу. Далее необходимо переставить следующий сектор и повернуть рычаг точно на заданный угол. От того, насколько точно выполняется позиционирование сектора профилированной трубы в зажиме станка, зависит стабильность радиуса изгиба.
Наиболее удачные конструкции трубогибов
Чтобы добиться высокой производительности, в изгибе профтрубы зачастую используют не два ролика, а три, и вместо винтового домкрата применяется гидравлический привод. В этом случае можно изгибать профилированную трубу с сечением до 50 мм.
Трехроликовые трубогибы позволяют получать не только плоскую, но и винтовую спиралевидную форму. Разумеется, что деформирующее усилие возрастает в несколько раз, поэтому привод трубогиба оснащается редуктором.
Намного сложнее выгнуть четырехугольный профиль в направлении меньшей стороны прямоугольного сечения. В этом случае трубогиб приходится использовать минимум в четыре прохода. Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200оС.
Заключение
Средняя стоимость постройки трубогиба своими руками составляет 70-90 долл. Если для строительства арочной крыши из поликарбоната необходимо изогнуть более пяти профилей, постройка станка вполне оправдает затраты. Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.
самодельный ручной станок по чертежам
Профильные трубы квадратного или прямоугольного сечения широко применяются в строительстве и ремонте. Из них изготавливают беседки, навесы, теплицы, каркасы для различных сооружений, ограждения. Чтобы придать элементу изогнутую форму, используют специальное устройство — трубогиб.
ТрубогибСложные пространственные конструкции производят специализированные мастерские на высокоточных мощных станках. В домашних условиях чаще применяется ручной инструмент промышленного изготовления или самодельный. Если нужно согнуть несколько элементов, трубогиб для профильной трубы целесообразно сделать своими руками. Простое надежное приспособление справится с задачей не хуже заводского, при этом обойдется в несколько раз дешевле.
Принцип работы трубогиба
Трубогибочный станок предназначен для сгибания трубы под углом до 90°. Такая обработка жесткого цельнометаллического элемента позволяет избежать приваривания патрубков и создания резьбовых соединений.
При сгибании используется принцип механического холодного деформирования. Материал не подвергается неблагоприятному воздействию высокой температуры. Металлопрокат помещают между статичными вальцами устройства, а подвижный прижимной вал создает усилие, сгибающее профиль под нужным углом.
Принцип работы роликового трубогибаЧтобы избежать ухудшения технических характеристик и разрушения металла, ограничивается радиус изгиба трубы.
Его минимальное значение зависит от вида материала — сталь, медь, алюминий — и толщины стенки. При этом утоньшение сечения не превышает 20-25%. В результате пластической деформации профиль приобретает изогнутую форму без потери прочности.
Таблица минимальных радиусов для гибки стального профиля*
Чтобы получить участок угловой конфигурации, используют инструмент локального воздействия. Усилие прикладывается точечно. Изгиб формируется выдавливанием.
Профилегиб отличается от обычного трубогиба для круглой трубы, поскольку предназначен для деформирования профиля, более устойчивого к изгибающим нагрузкам. Для изготовления дуг или арок заготовку протягивают на прокатном станке с одним или несколькими роликами и большим радиусом изгиба.
Виды трубогибов и их конструкция
Строительная индустрия производит профилегибочные станки в широком ассортименте. Они предназначены для обработки металлопроката с различными техническими характеристиками и решения конкретных задач.
Ручные
Компактные мобильные устройства применяют для изготовления дуговых элементов из профильных труб небольших размеров. Ручной инструмент работает за счет мускульных усилий человека.
Разновидности ручных трубогибов:
- с ведущим центральным валом;
- с подвижным крайним роликом;
- поворотный.
Конструкция ручного трубогиба с ведущим центральным валом состоит из основания, двух опорных роликов и одного подвижного. Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
Роликовый трубогиб с прижимным винтом на центральном валуТрубу протягивают через валы вручную помощью рукоятки и закрепленной на осях роликов цепи. Давление усиливают, опуская нажимной болт. Профиль постепенно изгибается и приобретает форму дуги.
Ручной профилегиб может оборудоваться подвижным крайним роликом. Его закрепляют к части рамы, соединенной со станиной мощными петлями.
Высоту подъема изменяют домкратом, поднимая край стола. Ручка для протягивания металлоизделия крепится к центральному неподвижному ролику.
Трубогиб с подвижной частью станиныДля изготовления крутоизогнутых участков из трубы 20х20, 30х20 и 40х20 мм с толщиной стенки до 1,5 мм применяют поворотные ручные трубогибы. Они позволяют согнуть профиль на угол до 360°.
Поворотный трубогиб*
Устройство закрепляют на станине или столе горизонтально, в проточку нужного размера вставляют металлоконструкцию. Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Гидравлические
В таких трубогибах усилие нагнетается гидравлическим двигателем. Гидроцилиндры передают участку трубы давление до 12 тонн, что позволяет согнуть даже крупные заготовки.
Гидравлические трубогибы выпускаются промышленностью в двух вариантах:
- Ручной. Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.
- С электроприводом. Более мощные устройства позволяют сгибать трубу сечением до 150 мм и толщиной стенки до 3 мм. Электродвигатели снабжены двухступенчатыми телескопическими гидроцилиндрами. Благодаря этому в конце рабочего хода развивается большое усилие.
Гидравлические трубогибы обладают высокой производительностью и обрабатывают конструкции с высокой точностью. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Электромеханические
*
Электрический роликовый профессиональный профилегиб — технологичное оборудование для изготовления изогнутых тонко- и толстостенных металлических конструкций. Позволяет автоматизировать выполнение больших объемов работ.
Электромеханические трубогибы могут быть ручными или стационарными. Первые используют для гнутья труб диаметром до 50 мм в условиях, где доступно электропитание. Вторые — габаритные станки с мощными двигателями, устанавливаемые в промышленных цехах. Ими управляют операторы посредством ЧПУ.
Электромеханический станок с ЧПУИзгиб профиля формируют один или несколько валов. По способу гибки различают трубогибы:
- намоточные — элемент изгибается при вращении вокруг неподвижного шкива;
- обкатывающие — кривизну детали придает подвижный ролик, при проходе прижимающий ее к шаблону;
- вальцовочные — профиль протягивают через три валка, два из которых неподвижны, а третий перемещается относительно других;
- выдавливающие — работает по типу арбалета, сгибает заготовку выдвигающимся пуансоном с насадкой, выполненной под трубу определенного размера.
Стальной профиль чаще всего изгибают вальцовочными станками, где усилие распределяется более равномерно.
В роликовых трубогибах прокат квадратного или прямоугольного сечения испытывает меньшие деформации, при которых сохраняется устойчивость стенок.
Ручной трубогиб для профильных труб своими руками
*
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дереваТонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок. При трудоемкой работе с металлом это особенно важно.
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
Чертеж и общий вид ручного инструмента*
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
- Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
Схема прижимного механизма
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
Готовый самодельный станокЧтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
Гидравлический трубогиб
Использование гидравлики существенно упрощает как эксплуатацию трубогиба, так и его конструкцию. Простейшее устройство представляет собой раму с двумя опорными роликами. Механическое воздействие на профиль оказывает домкрат с насадкой-башмаком.
Гидравлическое приспособление предназначено для угловой гибки труб, так как деформирующее усилие передается на участок небольшой длины.
Инструменты, материалы и чертеж
Для самостоятельного изготовления гидравлического трубогиба потребуются:
- «болгарка»;
- сварочный аппарат;
- гидравлический домкрат;
- швеллер и уголок для силовой рамы;
- башмак для упора;
- ролики или направляющие.
Этапы сборки
Схема для сборки простого гидравлического трубогиба:
- Нарезать по размерам уголок и сварить раму в виде опорной площадки со стойками.
- Приварить к раме горизонтальную станину из швеллера.
- Для регулирования радиуса изгиба в станине просверлить несколько отверстий.
Траверса для регулировки радиуса изгиба трубы
- Установить ролики в нужную позицию.
- Надеть башмак на шток домкрата, установить гидромеханизм в нижнюю часть рамы.
Чтобы согнуть заготовку, ее помещают между сегментом и опорными роликами. Плавно увеличивают нагрузку рычагом домкрата.
Когда нужный угол изгиба получен, открывают перепускной клапан гидроцилиндра, опускают поршень домкрата и вынимают готовую деталь.
Процесс гибки трубыДля тонкостенных профилей применяют механизмы грузоподъемностью 5-8 т. Чтобы согнуть мощные трубы, гидравлика должна иметь большие возможности — до 12 т.
Видео об изготовлении гидравлического трубогиба:
Гидравлический самодельный трубогиб легко разбирается. Домкрат можно заменить более удобным или мощным. Чтобы проще совершать все операции, конструкцию иногда приспосабливают для горизонтальной работы.
Самые распространенные дефекты гибки гидравлическим трубогибом — образование впадин, гофры, трещин или поломка профиля. Чтобы этого не случилось, рекомендуется применять башмаки заводского изготовления. Они сделаны из прочной стали, отцентрированы и равномерно передают нагрузку на стенки трубы.
чертежи и схемы с размерами, процесс изготовления
Мы приветствуем нашего уважаемого читателя и предлагаем Вашему вниманию статью о том, как изготовить трубогиб для профильной трубы своими руками. Если Вы любите мастерить, строите дом или обживаете усадьбу, рано или поздно возникнет необходимость собрать металлоконструкции из профильных труб, при этом иногда необходимо согнуть заготовки.
Процесс гибки трубных заготовок не слишком сложен, но для него необходимы приспособления – трубогибы. Вполне возможно изготовить приспособление для гнутья самостоятельно.
Для чего используют трубогиб
Профильная труба – пустотелый профиль квадратного, прямоугольного, овального сечения с тонкой стенкой. Профильные трубы очень широко применяют в строительстве, промышленности, добывающем комплексе, сельском хозяйстве. Применяют квадратные и прямоугольные изделия и в быту: при монтаже металлоконструкций, для изготовления мебели, садовых построек, навесов, теплиц, оград, беседок, навесов, павильонов, пергол. Использование именно профильной конструкции обусловлено высокими технологическими характеристиками – прочностью, жесткостью, высокой устойчивостью к смятию или скручиванию.
Одновременно сталь обладает определенной пластичностью – тонкостенные трубы можно изгибать. Но при изгибе труба может перегнуться, образовать заломы и складки – эти дефекты уменьшают прочность труб и не слишком эстетично выглядят. Поэтому для гибки применяют специальные приспособления – трубогибы.
При прокладке трубопроводов и изготовлении гнутых конструкций гибка позволяет свести к минимуму количество сварных швов и соединительных фитингов, что позволяет сэкономить немало средств.
Главные технические моменты при изготовлении трубогиба
- Для того, чтобы квадратный или прямоугольный профиль согнуть в красивую дугу, без дефектов, на прокатном ролике обязательно должно быть ребро по центру (для малых радиусов). Оно будет вминать внутреннюю сторону профиля и никаких лишних заломов не будет. Высота ребра зависит от нужного вам радиуса изделия, в среднем можете использовать до 5 мм.
- Профиль должен двигаться строго перпендикулярно основного ролика, любое отклонение приведёт к появлению винтовых заломов на изделии. Поэтому на вспомогательных роликах должны быть направляющие. Учтите это при продумывании конструкции!
- Расстояние между роликами влияет на несколько факторов, во-первых на усилие, которое нужно приложить в прокате профиля, чем меньше расстояние — тем тяжелее. Во-вторых это влияет на саму длину трубы, которую нужно сделать. Поэтому продумайте изначально конструкцию так, чтобы вспомогательные ролики были передвижными.
- Нужно обратить особое внимание на диаметр роликов, если он будет слишком мал, профиль будет проскальзывать. В заводских изделиях используются ролики с насечками до 250 мм, это конечно зависит от толщины и величины профиля, который будет прокатываться. В нашем случае можете взять от 20 мм.
- Чтобы согнуть круглую трубу используются специальные ролики с выемкой. Обычные ролики сплющат круглую трубу в овал.
Какой профилегиб выбрать?
В данной статье мы не будем рассматривать промышленные профилегибы с гидро или электроусилителями, остановимся на том, что легко сможем соорудить в гараже из подручных материалов и с минимальными затратами. Так же есть ряд конструкций, которые не очень легки в производстве, например ручной арбалетный трубогиб не имеет смысла делать, так как уже на 5 трубе у вас сильно устанут руки. Поэтому подробнее остановимся на 3 типах, самых универсальных из всех.
Ручной роликовый трубогиб своими руками
Обкатные (роликовые) трубогибы бывают с 3 или 2 роликами, в первом случае дополнительный ролик служит прижимной силой и при правильном подходе даёт более идеальную деталь на выходе, во втором варианте усилие нужно приложить большее и точность немного меньше. Такая конструкция используется для маленьких профилей, с небольшой толщиной стенки.
Изготавливаем ролики для трубогиба без токарных работ
Нам понадобятся несколько обрезков от листового металла разной толщины. Она зависит от ширины профиля, так что выбирайте под свои задачи, в нашем случае это 10, 8 и 6 мм.
Чтобы сделать валец, нам нужны круги, с помощью циркуля отмечаем их на листах, из 8 мм сделаем 1 круг, а из 10 и 6 сделаем по 2 штуки. Самое главное отметить центр и нарисовать правильную окружность.
Берём в руки болгарку и стараемся максимально возможно обрезать лишнее, чтобы остался практически ровные круг. Проще на этом этапе удалить всё лишнее, так как дальше это будет сделать сложнее и дольше.
Необходимо сделать отверстие в центре круга, закрепляем в тисках и берём сверло, у меня это будет 10 мм.
После того, как сделали все заготовки, нужно превратить их в идеальные окружности. Для этого вставляем болт, закрепляем его, не забудьте контргайку!
Зажимаем в дрель и идём к наждаку или можно в болгарку закрепить лепестковой круг.
У вас должно получиться примерно вот так
У центрального круга нужно закруглить края, так как он будет вдавливать трубу, нужно чтобы металл не порвался.
Собираем все круги вместе и валец (ролик) готов. Вы можете рассверлить отверстие под больший диаметр, я так и сделаю. Нагрузка всё таки не меленькая, пусть будет потолще. Вот так можно изготовить ролик для профилегиба своими руками без токарных работ, а все лишь с помощью болгарки и дрели.
Этот ролик сделан под 20 трубу, внутренние два круга по 6 мм и центральный 8 мм. У этой конструкции есть большой плюс, Вы можете менять центральный круг, ну скажем, на 4 мм и получится трубогиб под 15 профиль. Далее собираем сам основу и ручку и пробуем, что получилось.
Изготавливаем основу и собираем трубогиб под малые радиусы
Для основы можно взять так же листовое железо и несколько уголков. В нашем случае сама станина будет сделана из листа 8 мм, обрезаем её болгаркой и делаем отверстия под ролик и крепёж. Центральное отверстие для нашего ролика (который делали выше), все 6 нижних нужны для крепежа, 4 для уголка, чтобы крепить наш трубогиб в тески и 2 для крепления упора.
Для надежного крепления профилегиба в тесках, изготавливаем Т-образный элемент из двух кусков уголка. Надёжнее всего приварить их друг к другу и потом зачистить шов, чтобы поверхность была ровная. Делаем отверстия с резьбой 8 мм.
Прикрепляем болтами уголок к основе, учтите, с обратной стороны болты торчать не должны.
Зажимаем в тисках основную конструкцию и берём шпильку, на которую будет крепиться основной ролик.
Закрепляем ролик на основу.
Нужно изготовить упор, на примере это сделано из уголка и небольшого листа металла, с одной стороны он крепиться на шпильку ролика, с другой к основанию на болты.
Крепим упор к основанию, получается вот такая конструкция.
Следующим шагом нам нужно сделать ручку, конструкция может быть любая, это не принципиально важно. Края крепятся к шпильке. В примере ручка сделана из кусков уголка, куска профиля и вспомогательный ролик сделан из обычных подшипников, которые были под рукой.
Крепим ручку и можно работать.
На видео показаны первые тесты, автор согнул несколько профильных труб 20 мм, так же на видео показан более подробный процесс сборки и некоторые нюансы с размерами. К сожалению, чертежей этого трубогиба автор и конструктор не указал, но эффективность такой конструкции подтверждена на деле. Благодарим Николая за труд!
Универсальный трубогиб своими руками без токарки
Данная модель действительно является самой универсальной (на взгляд редактора), автор этого трубогиба подошёл к делу с головой и придумал новую конструкцию. Главное отличие от классической схемы в том, что к протяжному валу подаётся платформа опорных роликов, а не наоборот, как мы привыкли. Это позволило облегчить конструкцию и сделать её более компактной, путём удаления «башенки» с прижимным механизмом. На протяжении полугода конструкция дорабатывалась и далее описана последняя версия на текущий момент (май 2020 года). Модель настолько хороша, что может гнуть сразу два профиля по 40 мм или четыре профиля по 20 мм, так же способна делать круги малого радиуса (135 мм).
Изготавливаем вал для трубогиба без токарных работ (с чертежом)
Нам понадобятся следующие материалы:
- Стержень 20 мм (у нас взят кусок стабилизатора от жигулей)
- 204 подшипники
- Шайбы 24 х 44 мм
На стержень одеваем первый подшипник и провариваем со всех сторон
Далее одеваем шайбу 24 х 44 мм и тоже провариваем
После каждого слоя с шайбой придётся обрабатывать болгаркой поверхность
В итоге получится вот такая конструкция, использовано 5 подшипников и 6 шайб
Начинаем проваривать по внешнему контуру каждое соединение
У вас должна получиться вот такая заготовка, старайтесь проварить всё очень тщательно
Зажимаем заготовку в тисках и сбиваем неровности болгаркой с зачистным кругом
Следующим шагом нужно закрепить наш вал так, чтобы он мог крутиться, можно взять 2 подшипника и 2 куска трубы
Устанавливаем на болгарку лепестковый диск и доводим вал до идеального состояния
Вот такой результат работ получается, монолитная конструкция, очень прочная и надёжная
Чертеж вала для трубогиба без токарных работ
Сердцевина — это труба закалённого металла 20 мм, взят кусок стабилизатора от классических жигулей. Прямоугольники с линиями — это шайбы 24 х 44 мм, между ними 204 подшипники, которые идеально подходят для основания. Красным цветом на чертеже отмечены места сварки.
Видео изготовления вала для профилегиба
Изготавливаем и собираем универсальный трубогиб своими руками (с чертежами)
Для начала посмотрите на схему, чтобы было понимание как он выглядит и что у вас должно получиться по итогу.
Нам понадобятся следующие материалы:
- 12 швеллер
- труба ¾»
- круг диаметром 20 мм
- серьга рессоры от Газели — 2 шт.
- домкрат
- шайба кузовная 20 мм — 4 шт
- труба ½»
- шпильки М10×50
- квадрат 10×10 мм
- болты М6×25
- труба водопроводная 2″
- болты М6×30
- гайки М8
- гайки М6
- шайбы М6
Чертежи с размерами трубогиба для профильной трубы
Далее идут 2 видео с полным описанием изготовления каждой детали и полноценной сборкой. Обязательно посмотрите, автор очень доходчиво объясняет почему каждый элемент конструкции трубогиба сделан именно так.
Видео изготовления корпуса для вала трубогиба под профильную трубу
Видео изготовления трубогиба своими руками
Заключение
Изготовление трубогибочного агрегата вполне доступно своими руками. Желаем нашему постоянному читателю научиться самому гнуть трубы для гнутых металлических конструкций и изготовить удобный трубогиб. Пусть любая информация с нашего сайта Вам пригодится. Подписывайтесь на нашу рассылку, делитесь полезностями с друзьями в соцсетях.
Загрузка…Трубогиб для профильной трубы своими руками. Особенности и классификация
Трубогиб входит в число необходимых в домашнем хозяйстве приспособлений. С его помощью можно согнуть трубы для канализации, водостоков, изготовить несущий каркас для теплиц и выполнить много других аналогичных работ. Многие домовладельцы используют подобные агрегаты, выпускаемые современной промышленностью, однако стоят эти станки очень недёшево. Экономически выгоднее будет изготовить трубогиб для профильной трубы своими руками.
Особенности и классификация трубогибов
Прежде всего, необходимо знать для чего нужно данное оборудование. Как следует из названия, трубогиб помогает изогнуть трубную деталь (она может быть изготовлена из разного материала – алюминия, пластика, стали) с требуемым радиусом. Угол загиба варьируется в самом широком диапазоне – 0…180 градусов. При изготовлении трубогиба для профильной трубы своими руками неоценимую помощь окажут профессиональные схемы и чертежи.
В качестве критерия для классификации приспособлений промышленного назначения выступают тип привода и способ изгиба.
Классификация агрегатов по типу привода. Существуют следующие виды данных устройств:
- станки гидравлические. Бывают ручными и стационарными. С их помощью можно гнуть трубную деталь диаметром до 3 дюймов. Гидравлические трубогибы широко используются в производственной сфере;
- электромеханические агрегаты. Данные конструкции пригодны для работы с любыми магистралями. «Умная» электроника, присутствующая в оборудовании для гибки профильной трубы такого типа, точно рассчитывает необходимое усилие нажатия и угол изгиба;
- ручные приспособления. Применяются для гибки трубных изделий небольшого диаметра.
Классификация по критерию «способ изгиба». Согнуть деталь можно различными методами. В зависимости от реализованного в конкретном агрегате способа, трубогибы бывают:
- сегментными. Оснащаются специальным механизмом, позволяющим протаскивать и одновременно перегибать магистраль под требуемым углом;
- устройства арбалетного типа. Оборудуются специальным приспособлением, представляющим собой изгибающий элемент;
- пружинные приспособления. Оснащаются пружинами. С помощью таких станков для гибки профильной трубы можно обрабатывать пластиковые элементы.
Как самому сделать трубогиб для трубы профильного сечения
Чтобы создать такое устройство, вам потребуется ряд электроинструментов, в число которых входят шуруповёрт, болгарка (со шлифовальным и отрезным кругом), а также сварочный аппарат. Прежде, чем приступить к изготовлению приспособления для гибки профильной трубы своими руками все металлические компоненты станка рекомендуется покрыть предварительно антикоррозионной грунтовкой. Так увеличится его срок службы.
Алгоритм сборки агрегата представлен ниже. Для его реализации необходимо иметь представление о том, как будет выглядеть устройство в конечном итоге.
- Из куска швеллера отрезается подходящий по длине кусок. Он будет служить в качестве опорной пластины каркаса.
- После этого вытачиваются на токарном станке обоймы подшипников внутри роликов. К опоре в вертикальном положении привариваются два уголка. Их высота 10-15 сантиметров.
- Из идентичного швеллера выполняется монтаж под валики основной несущей платформы. Её длина должна быть меньше аналогичного параметра нижней опорной пластины на 10 сантиметров.
- На самом краю верхнего швеллера делается сквозное отверстие. В нём монтируется на резьбовую втулку отрезок недостающей длины данного элемента. Под отрезком размещается домкрат так, чтобы его подъёмник упёрся в регулируемую пластину.
- Затем к верхнему обрамлению каркаса привариваются предварительно установленные в подшипники 3 ролика. Для поднятия над поверхностью пластины боковых роликов используется уголок, в то время как поднятие на большую высоту центрального ролика выполняется посредством профиля с прямоугольным сечением.
- Место установки оси вращения – отверстие центрального ролика. К этой оси приваривается приводная ручка. Затем вал соединятся с остальными роликами цепью. Изготовление самодельных станков для гибки профильной трубы без цепи, оставляя в качестве приводного только один ролик, специалисты не рекомендуют. Объясняется это тем, что пробуксовка профиля при прокатке приведёт к снижению КПД. Приводной рычаг лучше оснащать поворачивающейся ручкой.
Сделать такой агрегат недостаточно — работа с самодельными трубогибами для профильной трубы требует владения определёнными навыками. Сегодня гибка выполняется двумя методами – холодным и горячим. Более простой в реализации первый способ, но он считается очень грубым: в месте, где в начале процесса ролик вдавливается в трубу, на профиле остаётся видимая деформация (остальная часть профильной трубы гнётся ровно).
Весьма значительные трудозатраты будут наблюдаться, когда холодным методом обрабатывается изделие с особо толстыми стенками. Тут оптимальный вариант – горячая гибка. Она предусматривает нагрев отрезка трубы на участке начального воздействия. Такой подход повысит пластичность материала, из которого было изготовлено профильное изделие. Источником огня может быть паяльная лампа.
Самый простой вариант
Если создание трубогиба профильной трубы своими руками по вышеописанной методике покажется сложным, самому можно сделать совсем простое приспособление. Речь идёт о конструировании шаблона. Этот вариант подходит для гибки медных и алюминиевых труб, однако обрабатывать на шаблоне стальной профиль достаточно сложно.
Самый простой образец представляет собой деревянную конструкцию. Из массива дерева (его толщина должна превышать диаметр описанной вокруг профиля окружности) вырезается полукруг. Размеры необходимо подбирать с учётом радиуса изгиба. Изготовленный полукруг располагается неподвижно на любой устойчивой поверхности, например, на верстаке, с правой от него стороны крепится упор, с помощью которого будет фиксироваться обрабатываемое изделие. На этом изготовление простейшего из приспособлений для гибки разнообразных профильных труб будет завершено. Сама процедура гнутья выглядит так: профиль помещается в отверстие между упором и шаблоном, затем путём давления на свободный конец трубы ей придаётся нужная конфигурация.
В случае, когда предполагается работа с полимерными трубными изделиями, подобный шаблон можно изготовить из металлических крючков. Их нужно жёстко зафиксировать на деревянной поверхности так, что бы был сформирован полукруг.
Как выбрать промышленный образец
К сожалению, не все домашние мастера могут выкроить время, чтобы изготовить трубогиб своими руками. Вместе с тем, приобретая такой инструмент, рачительный хозяин всегда исходит из принципа разумной необходимости. Агрегат должен решать возложенные на него задачи, не вводя домашнего мастера в неоправданные расходы
Основные критерии при выборе трубогиба ручного типа следующие:
- производительность. Данный параметр определяет скорость работы механизма;
- тип привода. Зависит от частоты использования аппарата и объёма работ;
- максимальные геометрические размеры обрабатываемого профиля. Тут всё понятно.
- принцип работы агрегата. Определяется спецификой исполняемых операций (сегментный, пружинный, арбалетный).
Особое внимание обратите на габариты инструмента. Их значения зависят от того, планируете ли вы выполнять процедуру реконфигурирования профильной трубы на рабочем верстаке либо у вас есть возможность установить под стационарный блок устойчивую прочную опору.
И знайте: качественный ручной или другой трубогиб для профильной трубы стоить дёшево не может, поскольку в процессе его производства используются прочные дорогостоящие детали. Эксперты рекомендуют останавливать выбор на продукции ведущих производителей, например таких, как Rothenberger (Германия),PROMA Machinery (Чехия), RIDGID (США), Bahco (Швеция) и других компаний. Конечно, стоят они очень недёшево. В частности, цена арбалетного трубогиба от американского бренда RIDGID составляет около 1500 долларов. Поэтому, если работы носят разовый характер, целесообразней такие агрегаты арендовать.
Источник: http://trubamaster.ru
устройство, чертежи, размеры и инструкция по сборке
Профильные трубы находят широкое применение при обустройстве приусадебного участка. Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Устройство станков для сгибания труб
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
- изгиб вручную, с приспособлениями для направления или без них;
- используя рычажный профилегиб;
- используя роликовый профилегиб.
Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.
Сгибание трубы по шаблону осуществляют следующим образом:
- шаблон закрепляют на плоскости или в тисках вертикально;
- один конец трубы фиксируют неподвижно строительными шпильками или в тисках в начале шаблона;
- на свободный конец трубы давят вручную или при помощи лебедки, придавая ей изгиб по шаблону.
Обратите внимание! Для успешного использования шаблона его ребро должно быть шире ребра изгибаемого изделия. Шаблонный трубогиб подходит для изделий из мягкого металла, небольшого сечения.
Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Более универсальный вариант трубогиба для профиля, который изготавливают своими руками в домашних условиях это роликовый станок. Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Принцип работы
Принцип действия заключается в том, что профильную трубу протягивают между тремя валами, два из которых закреплены неподвижно, а третий давит на профиль, придавая ему желаемую форму.
В зависимости от конструкции, подвижным может быть:
- центральный верхний ролик – давление осуществляется сверху;
- крайний нижний ролик (любой, расположенный на выходе из станка) – давление осуществляется снизу, поднятием части станины.
Изгибание профиля происходит при прокатке его между роликами. Для получения крутой дуги действие повторяют несколько раз, что позволяет регулировать усилие, избегая деформации трубы (заломов, расплющивания).
Обратите внимание! Для получения равномерного изгиба, трубу каждый прокат вставляют противоположной стороной.
Для самостоятельного изготовления профилегиба потребуются навыки работы со сварочным аппаратом, болгаркой и составляющие детали, которые можно сделать из подручных материалов, купить недорого в пунктах приема металлолома или найти в старом гараже.
Как сделать самодельное устройство
Для изготовления роликового трубогиба для профильной трубы вам понадобятся:
- Толстостенный швеллер или профильная труба для изготовления опорной платформы и станины.
- Три прокатных вала, металлических. Надежные и долговечные ролики получаются из стального цилиндра, в котором просверливают отверстие в центре для насадки.
- Упорный винт для приведения в движение прокатного вала.
- Подшипники для прокатных валов и опорной платформы.
- Приводную цепь, которая соединит прокатные валы с механизмом их вращения.
Ручной роликовый трубогиб можно оснастить дополнительно электроприводом, но большинство домашних умельцев не видят в этом необходимости.
Что следует учесть при подборе деталей и материалов для изготовления профилегиба:
- Для опорной платформы следует брать швеллер не менее 60 мм с толстой стенкой. Более тонкий материал рискует быть деформированным при прокате профиля большого сечения.
- Упорный винт – это деталь, на которую ложится вся нагрузка в ходе работы инструмента. Резьба на нем должна быть инструментальная (прямоугольная), чтобы не деформировалась при многократных затяжках и удержании давления. Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
- Прокатные валы следует делать из закаленной стали. Их изготовление лучше доверить профессиональному токарю, поскольку потребуются не гладкие детали, а с ограничителями для удержания профиля. Идеальный вариант – валики с многоступенчатыми ограничителями для нескольких размеров. Как вариант можно сделать несколько съемных валов, под разный профиль.
- Для снижения нагрузки на ручку вращения можно установить звездочки разного диаметра, которые будут усиливать крутящий момент, и соединить их цепью. Маленькую звездочку устанавливают на ось вращения ручки, две большие – на соответствующие оси вращения роликов.
Обратите внимание! Различают две конструкции роликового трубогиба: с ведущим центральным валом или ведущими двумя нижними валами.
Преимущество профилегиба с одним ведущим валом в том, что нижние два вала можно сделать съемными. Переставляя их относительно прижимного, можно легко варьировать радиус изгиба.
Схема изготовления:
- Изготовление профилегиба начинают со сборки горизонтальной платформы и вертикальной станины. По чертежу нарезают металл и сваривают его или собирают на болтах.
- Сваривают крепежи для двух нижних валов, устанавливают их на горизонтальную платформу. Как вариант, на станину можно приварить отдельные крепления для передвижных валов, размером под подшипник.
- Сваривают подвижную платформу под верхний вал.
- Устанавливают на нее упорный винт при помощи двух подшипников. Направляющие движения верхней опорной платформы это вертикальные стойки станины.
- Соединяют подвижные детали шестеренками и цепью.
Для сгибания небольшого профиля для теплицы, беседки или декоративной арки можно изготовить более простой вариант трубогиба – улиточный. Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Как рассчитать конструкцию
В изготовлении улиточного трубогиба важно рассчитать диаметр рабочего (или упорного) колеса, поскольку от его размера зависит радиус изгиба профиля на выходе.
Для расчета используют зависимость диаметра рабочего колеса от получаемого радиуса трубы:
d + r1 + r2 + 2 = а
d – это радиус изгиба профиля;
r1 и r2 – это радиус направляющего ролика и упорного колеса.
Имеет значение дистанция между вращающимися колесами. Для ее регулировки на станине сверлят несколько отверстий, по которым передвигают ось прижимного ролика.
Руководство по изготовлению
Конструкция улиточного трубогиба состоит из:
- основания – толстой металлической платформы, на которую крепят остальные детали;
- металлической вилки;
- направляющего ролика;
- рабочего колеса.
Изготовление начинают с ролика и рабочего колеса. Для каждой детали необходимо выточить шкив, ось под соответствующий подшипник. Рабочая поверхность ролика и колеса должна иметь боковые упоры под максимальный размер швеллера.
На втором этапе собирают вилку. Для этого вырезают из металла боковые детали, просверливают в них отверстия под оси рабочего колеса и направляющего ролика. Собирают вилку и приваривают ее к металлической платформе-основанию.
На основании должно быть отверстие для оси рабочего колеса и отверстия под крепежи самой конструкции к верстаку, поскольку работать на таком трубогибе можно только в стационарно закрепленном виде.
Самодельный станок для гибки оправки: 35 шагов
Введение: Изготовитель на оправку
Добавить TipAsk QuestionDownload
Шаг 1: Трубные блоки
Добавить TipAsk QuestionDownload
Шаг 2: Матрица
Я получил зубчатый сварной шов на заготовке и вырезал профиль трубы 5/8 в нем с помощью фрезы со сферической головкой 5/8.
Добавить TipAsk QuestionDownload
Шаг 3:
Добавить TipAsk QuestionDownload
Шаг 4: Сделать вырез для зажима
Добавить TipAsk QuestionDownload
Шаг 5:
Добавить TipAsk QuestionDownload
9000A2 QuestionDownloadШаг 7: Размещение зажима
Установите зажим, чтобы увидеть, как он подходит, теперь он готов к сварке
Добавить TipAsk QuestionDownload
Шаг 8: Подготовка к сварке
Добавить TipAsk QuestionDownload
Шаг 9: Сварной
приварил зажим к матрице с помощью присадочного стержня из нержавеющей стали
Добавить TipAsk QuestionDownload
Шаг 10:
Добавить TipAsk QuestionDownload
Шаг 11: Вернувшись на стан
Я положил сварные детали обратно в фрезерный станок, и они сразу были готовы для резки со сферической фрезой
Добавить TipAsk QuestionDownload
Шаг 12: Смешивание in Ball Nose Cut
Добавить TipAsk QuestionDownload
Шаг 13: Машинный зажим
Я прикрутил зажим с противоположной стороны к матрице в тисках, чтобы я мог удерживать его и обрабатывать с помощью фрезы с шаровой головкой
Добавить TipAsk QuestionDownload
Шаг 14: Готовая обработка зажимов и матрицы
Добавить TipAsk QuestionDownload
Шаг 15: Зажим
Я проверил зажим на куске.625-дюймовая круглая трубка
Добавить TipAsk QuestionDownload
Шаг 16: Оправка
Чтобы сделать оправку, я использую кусок метрической резьбовой шпильки M8, я вставляю на ее конец два винта из нержавеющей стали, чтобы они были готовы к сварке
Добавить TipAsk QuestionDownload
Шаг 17: Оправка
После сварки я выковал ее с помощью молотка, чтобы укрепить ее.
Добавить TipAsk QuestionDownload
Шаг 18: Заточка оправки до размера
Добавить TipAsk QuestionDownload Шаг 1
Шлифовальная оправка
Чтобы довести ее до нужного размера и формы, я вставил конец стержня с резьбой в сверло, затем отшлифовал его на дисковой шлифовальной машине,
Добавить вопрос TipAsk Загрузить
Шаг 20:
Добавить вопрос TipAsk Загрузить
Шаг 21: Готово
Добавить TipAsk QuestionDownload
Шаг 22:
Добавить TipAsk QuestionDownload
Шаг 23:
Добавить TipAsk QuestionDow nload
Шаг 24: Проверка посадки оправки
Добавить TipAsk QuestionDownload
Шаг 25: Направляющая трубки
Я обработал направляющую трубки из латуни
Добавить TipAsk QuestionDownload
Шаг 26: Направляющая трубки
Я просверлил отверстия для крепления на пластину
Добавить TipAsk QuestionDownload
Шаг 27: Опора направляющей трубки
Добавить TipAsk QuestionDownload
Шаг 28: Все вместе
Добавить TipAsk QuestionDownload
Шаг 29: Кривошипная ручка
Добавить Tip 30AskDownload
Нижняя часть рукоятки кривошипа
Я сделал вырез для трубного зажима и просверленное отверстие, в котором находится матрица
Добавить TipAsk QuestionDownload
Шаг 31: Готово к тестированию
Добавить TipAsk QuestionDownload
Шаг 32:
Добавить TipAsk ВопросЗагрузка
Шаг 33:
Добавить TipAsk QuestionDownload
Шаг 34: Работает идеально
9 0004 Добавить TipAsk QuestionDownloadШаг 35: Время сделать некоторые детали
Добавить TipAsk QuestionDownload
Будьте первым, кто поделится
Вы сделали этот проект? Поделитесь с нами!
Я сделал это!Рекомендации
Основы гибки труб — серия изготовления
Что нужно знатьПрежде чем приступить к гибке труб, необходимо знать и понимать множество важных моментов.Функции гибочного станка, инструментов и даже самих матриц имеют ключевые моменты, которые вы должны знать, прежде чем приступить к гибке.
Труба и трубаЛюди часто путают эти два материала. Трубка основана на ее реальных размерах. Измерение внешнего диаметра трубы — это размер трубы, а также фактическое измерение толщины стенки.
Труба измеряется по номинальному внутреннему диаметру. Каждая толщина стенки обозначается как «график» для ее идентификации.Стена Schedule 80 размером 1,5 дюйма имеет фактический внутренний диаметр 1,5 дюйма. Меньшие размеры графика будут иметь больший внешний диаметр.
Труба НЕ используется для каркаса безопасности или конструкции шасси.
Трубы, используемые в автомобильной промышленности, чаще всего можно увидеть на турбокомплексах. Большинство турбо-коллекторов построено с использованием 1,5-дюймового Sch. 40 нержавеющая или черная труба. Предварительно изготовленные отводы для труб (известные как «Weld El») образуют превосходные изгибы с малым радиусом для конструкции коллектора.Вы также можете увидеть ссылку на «паровой коллектор», когда будете искать.
Трубогиб против трубогибаХотя вы можете обнаружить, что производители трубогибов предлагают матрицы большего размера, эти две машины на самом деле отличаются по своей стандартной конструкции.
Трубогибы обычно протягивают трубу вокруг штампа. Профиль штампа спроектирован и вырезан для обеспечения максимальной прочности стены, а также предотвращения обрушения внешней стены и предотвращения перегиба внутренней части изгиба.Матрицы размера трубы предназначены для гибки трубы Труба не помещается в матрицу для трубы.
Размер штампа зависит от внешнего диаметра трубы. Типичная конструкция трубогиба будет иметь гидроцилиндр, расположенный в середине рамы, которая удерживает ролики. Матрица (иногда называемая «башмаком») опирается на цилиндр. Когда труба помещается на матрицу, гидроцилиндр проталкивает трубу между роликами, заставляя ее изгибаться.
Профили трубы не поддерживают внутреннюю или внешнюю часть трубы.Если вы поместите трубку такого же размера в трубогиб, внутренняя часть будет перегибаться, внешняя сторона уплощается внутрь, а стенки расширяются.
Некоторые люди пошли на все, пытаясь изгибать трубы с помощью трубогиба. Некоторые методы включают заполнение трубы песком, в то время как другие методы требуют приобретения дополнительных деталей. В конце концов, сумма денег, потраченных на потраченные впустую материалы и дополнительные компоненты, часто превышает стоимость приличного трубогиба. Результат также не так безопасен, как правильно согнутая трубка в трубогибе.
НИКОГДА не ставьте под угрозу свою безопасность ради экономии пары долларов. Правильный инструмент для гибки труб — трубогиб.
Радиус центральной линии (CLR)Люди часто путаются в CLR матрицы. Чтобы упростить его, CLR — это расстояние между центром или трубкой и центром штампа, где он поворачивается. Другими словами, половина круга — это Радиус. Расстояние между центром круга (штампа) и центром трубы в любой точке изгиба — это радиус центральной линии.
Чем больше CLR, тем более плавным и плавным будет ваш изгиб.
Чем меньше CLR, тем круче будет ваш изгиб.
Какой кристалл CLR выбрать?Это очень распространенный вопрос, но ответ на него решать вам. Иногда вам нужен очень плавный изгиб, чтобы он соответствовал определенному профилю в пространстве, с которым вы должны работать. Иногда у вас очень ограниченное пространство для работы, и вам нужна очень жесткая среда CLR.
В любом случае рассчитывается потребность и приобретается соответствующий кубик. Однако вы, вероятно, не захотите покупать новую матрицу каждый раз, когда захотите что-то согнуть. Ну так что ты делаешь?
Следуйте практическому правилу
Диаметр X 3 = минимально допустимый CLR
Возьмите диаметр трубы, которую вы собираетесь сгибать, и умножьте его на 3. В результате получится минимальный размер CLR, который вы должны приобрести. гнуть что угодно. Это будет кристалл «универсального» размера.
Гибка трубы без гибки — самодельный стиль!
Силачи цирка XIX века гнули сталь голыми руками, чтобы продемонстрировать свою удивительную силу — но вам не нужно быть одетым в купальник с леопардовым принтом, чтобы выполнять простые домашние дела по дому. Большинство людей могут сгибать мягкие металлы, такие как медь и алюминий, голыми руками. Так что в следующий раз, когда вам понадобится согнуть трубы для проекта, вы можете броситься в строительный магазин за трубогибом или просто потренировать свои мышцы.
Знакомство с металлами
Есть некоторые ограничения для гибки металлов без использования станка. Естественно, у людей есть свои пределы, и вы, вероятно, сможете гнуть только более мягкие металлы. И алюминий, и медь достаточно мягкие, чтобы гнуться без особых усилий, но со сплавами, такими как нержавеющая сталь, все станет значительно сложнее. Еще одна вещь, о которой следует помнить, — это тип изгиба, которого вы добьетесь. Более мягкие металлы будут иметь U-образный изгиб, а более твердые металлы будут больше похожи на «V».
Инструменты для гибки
Голые руки
Если вам нужен грубый изгиб трубы и ограниченные ресурсы, вы можете просто использовать ее голыми руками. Большинство людей могут сгибать трубы толщиной до дюйма, но если больше, вам могут понадобиться инструменты или дополнительная помощь. Прежде чем сгибать трубу, рекомендуется обернуть ее концы чем-нибудь, чтобы обеспечить дополнительный захват и защитить руки. Кожа — один из лучших материалов для этого вида работ. Просто нарежьте несколько полосок и оберните ими концы планки — вы можете выбрать другие материалы, например, толстую ткань, но они не будут обеспечивать такое же усилие.Затем крепко возьмитесь за концы и выберите наиболее удобное положение для сгибания, например захват сверху со штангой прямо перед собой.
Кредит изображения: flickr.com
Паяльная лампа
Один из наиболее распространенных способов гибки труб без использования машины — использование паяльной лампы. Сильный жар концентрируется на той области, которую вы хотите согнуть, что делает ее податливой. Существует несколько способов использования тепла для сгибания труб, которые мы описываем ниже. Прежде чем приступить к какой-либо технике, убедитесь, что вы отметили, где хотите согнуться.Также неплохо создать шаблон изгиба и измерять трубу относительно него по ходу движения. Большинство людей используют дешевый деревянный материал, такой как МДФ, для создания крупномасштабных шаблонов.
Тиски
Закрепите трубу в тисках, чтобы она не двигалась. Убедитесь, что по обе стороны от области, которую вы хотите согнуть, достаточно места, чтобы вы могли хорошо удерживать ее при сгибании. С помощью паяльной лампы постоянно нагревайте то место, которое вы хотите согнуть. Не забудьте нагреть всю поверхность, а не только одну сторону трубы, так как это поможет ей равномерно изгибаться.Когда труба раскалится докрасна, осторожно начинайте ее гнуть. Вы можете делать это руками, но наденьте толстые перчатки, так как труба будет очень горячей. Если у вас проблемы с рычагом, попробуйте использовать гаечный ключ. Или используйте другой кусок трубы в качестве рычага. Если вам все еще трудно сгибать трубу, привяжите кого-нибудь еще, чтобы помочь. Иногда становится проще, если один человек нагревает трубу, а другой гнет.
Связанный: Как гнуть трубу с помощью трубогиба
Пружины гибки
Пружины гибки — это простые инструменты, которые предотвращают перегиб труб при изгибе.Доступны два типа пружин: внутренние и внешние. Внутренняя пружина вставляется в трубу сразу после ее нагрева. Он поддерживает трубу, когда она изогнута, чтобы она не разрушилась. Точно так же внешние пружины поддерживают трубу снаружи. Они окружают трубу и предотвращают ее распространение при изгибе.
Наружные пружины обычно используются для труб меньшего диаметра, а внутренние пружины — для труб большего диаметра. Хотя они полезны для получения точного и равномерного изгиба, пружины обычно ограничены определенными размерами.Поэтому, если вы изгибаете трубы более чем одного размера, вам придется покупать пружины разных размеров.
Песок
Вы не поверите, но песок — бесценный материал для обеспечения равномерного изгиба. Заблокируйте один конец трубы материалом, например скомканной газетой или тканью. Затем заполните трубу песком — убедитесь, что песок плотно утрамбован. Заблокируйте другой конец трубы, а затем нагрейте место изгиба. Когда он станет докрасна, аккуратно согните его вручную.
Сгибание трубы голыми руками — дешевый и простой способ добиться быстрых результатов, но будьте осторожны, чтобы не пораниться при этом.Если вы чувствуете боль при сгибании, немедленно остановитесь. Кроме того, убедитесь, что вы принимаете надлежащие меры предосторожности при использовании паяльной лампы, такие как использование защитных очков и толстых перчаток. Если вы обнаружите, что вашу трубу трудно гнуть, или если вы приступаете к крупномасштабному проекту, подумайте о приобретении трубогибочного станка.
Трубогиб для сборки велосипедных рам — COBRA FRAMEBUILDING
Контроль изгиба. Сделайте то, что вы хотите, в соответствии со своей спецификацией.
Стандартные трубки никогда не сделают изгибы именно там, где вы хотите… с желаемым радиусом изгиба… с желаемой степенью изгиба… из желаемого сплава… с желаемым профилем стыковки.
Любите ли вы изящные или причудливые повороты, вам нужна способность сгибаться на ваших условиях.
Быстрое и легкое создание плавных гибов без ряби без утомительных методов взлома
Контроль того, какой сплав и толщина стенки / стыковой профиль трубок вам нужен, с изгибами именно так, как вы хотите
Три радиуса варианты для более плотных и расслабленных изгибов
Сменные плашки от.Диаметр от 5 дюймов / 12,7 мм до 1,625 дюйма / 41,3 мм, плюс 27,2, 30,9, 31,6 мм
Замена матриц менее чем за минуту с помощью одного шестигранного ключа на 6 мм
Небольшая занимаемая площадь, не требующая тяжелого — рабочая точка крепления
Изгиб приводится в движение ходовым винтом с аккумуляторной дрелью 1/2 «для простоты и контроля
Фазовый рычаг для нескольких изгибов в одной плоскости (s-образные изгибы)
Нагрузка и разгрузка труб осуществляется быстро и легко с помощью быстроразъемного зажима
Это очень красиво 🙂
Гибочные штампы имеют угловую шкалу для документирования изгибов и достижения повторяемости процесса
Смотреть a полная демонстрация трубогиба здесь .
Посмотрите демонстрацию изготовления s-bend stays здесь.
Я разработал этот гибочный станок специально для изготовления рамы велосипедов. Изготовителю рам вам нужны гибки более высокого качества, чем те, которые можно получить на гибочных станках, предназначенных для изготовления автомобильных каркасов безопасности. Вам нужен гибочный станок с размером магазина и ценой, реалистичной для небольшого производителя по индивидуальному заказу.
Мой гибочный станок может изготавливать изгибы, готовые к глянцевым лакокрасочным работам. Никакой возни с песком и нагревания трубки. Загрузите трубки, согните трубки и двигайтесь дальше.
Базовая цена составляет 1600 долларов плюс стоимость доставки, и он поставляется с одной установкой для гибки и монтажной трубкой. Дополнительные настройки гибки — 300 долларов плюс доставка.
Это стандартные настройки гибки, которые я предлагаю. Я стараюсь держать их все укомплектованными и готовыми к отправке:
4,5 дюйма / 115 мм Радиус центральной линии:
1/2 дюйма / 12,7 мм (по два за раз, рядом)
9 / 16 дюймов / 14,3 мм (два за раз, рядом)
5/8 дюйма / 16 мм (два за раз, бок о бок)
3/4 дюйма / 19 мм (два за раз , рядом)
7/8 «/ 22.2 мм
1 дюйм / 25,4 мм
6,75 дюйма / 170 мм Радиус центральной линии:
1/2 дюйма / 12,7 мм (два за раз, бок о бок)
9 / 16 дюймов / 14,3 мм (два за раз, рядом)
5/8 дюйма / 16 мм (два за раз, рядом)
3/4 дюйма / 19 мм (два на время, рядом)
7/8 дюйма / 22,2 мм
1 дюйм / 25,4 мм
1 1/8 дюйма / 28.6 мм
1 1/4 дюйма / 31,8 мм
1 3/8 дюйма / 34,9 мм
9 дюймов / 230 мм Радиус осевой линии:
1/2 дюйма / 12,7 мм (два за раз, рядом)
9/16 дюйма / 14,3 мм (два за раз, рядом)
5/8 дюйма / 16 мм (два за раз, бок о бок )
3/4 дюйма / 19 мм (по два за раз, рядом)
7/8 дюйма / 22,2 мм
1 дюйм / 25.4 мм
1 1/8 дюйма / 28,6 мм
1 1/4 дюйма / 31,8 мм
1 3/8 дюйма / 34,9 мм
1 1/2 дюйма / 38,1 мм
1 5/8 «/ 41,3 мм
27,2 мм
30,9 мм
31,6 мм
Пишите мне с вопросами: [email protected] 901 bender с двигателем 20HP Пока не используется в качестве инструмента, но, надеюсь, сделаю демонстрационное видео, если оно будет работать должным образом. Я пытаюсь сделать трубогиб с шестеренчатым приводом из утомленного старого двигателя. Вот откуда у меня возникла идея: Как-то вечером я нашел пару видеороликов YT, где люди делали металлические гибочные станки с шестеренчатым приводом, используя маховик и стартер, или набор шестерен и прочные подшипники. В одном видео строитель использовал токарный станок, чтобы повернуть набор оправок, и мне нравится идея иметь сменные оправки, но токарного станка у меня не было. (Я думаю, что его канал — MeanWhile in The Garage) На другом видео (на русском (?)) Показано изготовление гибочного станка из шестерен и подшипников. Я хочу взять некоторые из их идей и применить их к своей собственной … использовать старый двигатель (Kohler SV600), чтобы посмотреть, смогу ли я сделать гибочный станок своими руками, не имея доступа к токарному станку и не тратя много денег. Вот как далеко я продвинулся сегодня вечером: Разобрал корпус и вынул кривошип на пару доработок. Также вынул кулачки и оставил шток, поршень и головку, так как они не нужны. Здесь все снова вместе, с некоторыми полосами толщиной 5/16 «или ~ 8 мм и некоторыми 1/4» или 6.Угловое железо толщиной 35 мм, потому что это самые тяжелые детали, которые у меня есть. Я планирую сделать несколько оправок, которые будут крепиться к маховику, и постараюсь использовать плоское место, где был установлен датчик зажигания, чтобы удерживать неподвижный конец заготовки. Я буду использовать противоположную сторону корпуса, где есть пара болтов корпуса с плоским пространством между ними, чтобы установить стартовое колесо (ведущую шестерню) между ними. По крайней мере, таков план на данный момент.
Эта установка изгибает квадратные трубы и способна изгибать S-образную форму.
Начал с очень пыльного двигателя с заеданием выпускного клапана.Двигатель был куплен на свалке по цене 30 центов за фунт … около 24 долларов.
Я снял огромные противовесы и отрезал носик кривошипа, чтобы он не выходил за нижнюю часть корпуса.
Я думаю, что буду использовать область головки блока цилиндров, чтобы установить какой-нибудь подающий ролик для заготовки. Трубогибы | Carell Corporation
ТРУБЫ И ТРУБОГИБЫ
Щелкните изображение или прокрутите вниз для описания,
стандартное оборудование, опции и технические характеристики
Трубы и гибка труб, такие как «гибка под прессом» или «гибка с вращающейся волной», используются для придания заготовке формы штампа. Прямой трубный материал может быть сформирован с использованием гибочного станка для создания множества одиночных или множественных изгибов и придания детали желаемой формы.
СЕРИЯ ETM
Серия ETM оснащена самыми современными технологиями, предназначенными для гибки с трубами и профилями оправки или без них, а также способностью гибки как в правом, так и в левом направлении. Диапазон диаметров составляет от 1/2 дюйма до 3 дюймов и позволяет изгибать более 180 ° с высочайшим качеством отделки при минимальном радиусе изгиба в 3 раза больше диаметра трубы.
Благодаря нашему новому «сенсорному экрану цифрового программирования гибки» эти машины чрезвычайно просты в использовании: он позволяет выбирать до 99 программ для каждой из них с 5-ступенчатой последовательностью операций гибки с автоматической регулировкой упругого возврата материала.Более того, он также может сохранять и сохранять каждый проект как повторяемую программу.
ETM60HD
ETM76HD
ETM80HD
ETM90HD
ETM90HD
Ротационные компрессионные гибочные машины!
Компания Pedrick Tool & Machine Co., основанная в 1875 году в Филадельфии, штат Пенсильвания, разработала нашу линейку ротационных гибочных машин для судостроения, нефтехимии, промышленности и технического обслуживания по всему миру с использованием самых современных материалов и компонентов в машиностроении для гибки толстых стен. трубные, трубные и конструкционные секции.Линия включает 12 моделей для всех бюджетов и приложений.
Отводы, произведенные с радиусом изгиба 3D, соответствуют спецификациям Американского института нефти (API) по овальности (сплющиванию) и утонению стенки.
КОНЦЕПЦИЯ: Принцип ротационной компрессионной гибки использует стационарный формовочный штамп и мощный рычаг стеклоочистителя, который вращается вокруг штампа, который тянет заготовку вокруг штампа для создания изгиба. Рычаг стеклоочистителя фиксируется во вращающейся верхней пластине.Различные структурные, профилированные и экструдированные секции также могут быть сформированы с использованием процесса ротационного сжатия, экономя время и деньги!
СТАНДАРТНОЕ ОБОРУДОВАНИЕ: Эти машины Pedrick имеют рабочую поверхность и вращающуюся верхнюю пластину из толстой нормализованной стальной пластины, установленную на цельнолитой или легированной стальной раме. Гибочный рычаг приводится в действие электрическим самоторможением, бесщеточным двигателем-редуктором SEW-Eurodrive с прямым углом, установленным под столом. Цикл изгиба контролируется реверсивными контакторами, модулями защиты двигателя от перегрузки и управляющим трансформатором, которые соответствуют спецификациям NEC, JIC и UL.Распределительное устройство заключено в шкаф в стиле NEMA, укомплектованный внешним разъединителем с предохранителем Lock-Out / Tag-0ut. Регулируемые концевые выключатели и ручные органы управления входят в стандартную комплектацию.
Характеристики: (щелкните, чтобы открыть pdf)
• С механическим приводом. (Без гидравлики или
пневматика используется для гибки трубы или трубы)
• Чугунный или стальной корпус для тяжелых условий эксплуатации
• Конический редуктор с цилиндрической зубчатой передачей
с двигателем и тормозом TEFC
• Валы из термообработанного сплава
• Сферические роликоподшипники
• Блок управления NEMA 12 соответствует спецификациям NEC JIC
• Концевой выключатель для выбора угла и
Автоматический реверс
Преимущества:
• Быстрая смена инструмента
• Регулируемые концевые выключатели
• Требует минимального обслуживания
• Доступно 12 моделей и переносных устройств!
Опции:
• Инструмент не является обязательным и указан в соответствии с
на производственные нужды
• Цифровое управление не является обязательным для замены
концевые выключатели с ручной регулировкой
• Напряжение машины может быть установлено для любого
страна или электросеть.
Машины отправляются напрямую с нашего предприятия к вам после всесторонних испытаний
нашими механиками, прошедшими обучение на заводе
ТРУБОГИБЫ СЕРИИ UNI
Модели без оправки: UNI-42 UNI-60 UNI-63 UNI-70 / C UNI-76 UNI-89
созданы для долговечности, изготовлены из стали, но при этом имеют экономичную цену, имеют компактную площадь основания, систему быстрой смены инструментов и программируются цифровым способом для обеспечения точной воспроизводимости.
ГИБКА УНИ-42 3/4 «
Ротационный трубогиб без оправки
Сохранение в цифровом виде 9 программ, до 9 изгибов в каждой
Односкоростная гибка
Роторный привод с электрическим приводом, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры для плоскости изгиба
ИЗГИБ UNI-60 1-1 / 2 «
Ротационный трубогиб без оправки
Сохранение в цифровом виде 9 программ, до 9 изгибов в каждой
Односкоростная гибка
Роторный привод с электрическим приводом, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры для плоскости изгиба, комплект оправки для изгиба оправки небольшого объема, аксессуары для малого радиуса
UNI-60 Combi-Cal 1-1 / 2 «
Ротационная гибочная машина без оправки
Сохранение в цифровом виде 9 программ, до 9 изгибов в каждой
Односкоростная гибка
Роторный привод с электрическим приводом, 220 В, только однофазный
ОПЦИИ
Оснастка для труб и труб и комплекты, позиционеры плоскости изгиба
UNI-63 BENDER 1-1 / 2 «
Ротационный трубогиб без оправки
Сохранение в цифровом виде 50 программ, до 9 изгибов в каждой
Двухскоростной гибочный станок
Электрический вращающийся привод, 220/460 В, 3 фазы
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскости изгиба, комплект оправки для изгиба оправки небольшого объема, аксессуары для малого радиуса
UNI-70 / C BENDER 2 «
Ротационный трубогиб без оправки
Сохранение в цифровом виде 50 программ, до 9 изгибов в каждой
Двухскоростной гибочный станок
Поворотный привод с электрическим приводом
Поставляемые приводные оправки 2 размеров
ИЗГИБ UNI-76 2-1 / 2 «
Ротационный трубогиб без оправки
Сохранение в цифровом виде 50 программ, до 9 изгибов в каждой
Двухскоростной гибочный станок
Поворотный привод с электрическим приводом
Приводные оправки 3 поставляемых размеров
ОПЦИИ
Инструменты и комплекты для труб и труб
Принадлежности с малым радиусом
ИЗГИБ UNI-89 3 «
Ротационный трубогиб без оправки
Сохранение в цифровом виде 50 программ, до 9 изгибов в каждой
Двухскоростной гибочный станок
Поворотный привод с электрическим приводом
Приводные оправки 3 поставляемых размеров
ОПЦИИ
Инструменты и комплекты для труб и труб
Принадлежности с малым радиусом
РОТАЦИОННЫЕ ТРУБЫ / ТРУБОГИБЫ UNI MANDREL
Модели оправки: UNI-70 / HC UNI-80 UNI-90
созданы для долговечности, изготовлены из стали, но при этом имеют экономичную цену, имеют компактную площадь основания, систему быстрой смены инструментов и программируются цифровым способом для обеспечения точной воспроизводимости.
ИЗГИБ UNI-70HC 1-1 / 2 «
Ротационный трубогиб с оправкой
Сохранение в цифровом виде 50 программ, до
9 изгибов в каждой
Гидравлические зажимы, программируемые
Программируемое гидравлическое извлечение оправки
ОПЦИИ
Инструменты и принадлежности для гибки на оправке
Длина станины оправки
5 ’, 8’, 11 ’, 15’ и 18 ’
UNI-80 BENDER 2″
Ротационный трубогиб с оправкой
Сохранение в цифровом виде 50 программ, до
9 изгибов в каждой
Гидравлические зажимы, программируемые
Программируемое гидравлическое извлечение оправки
Двухскоростная гибка, поворотный привод с электрическим приводом
ОПЦИИ
Инструменты и принадлежности для гибки на оправке
Длина станины оправки
5 ’, 8’, 11 ’, 15’ и 18 ’
ИЗГИБ UNI-90 2-1 / 2 дюйма
Ротационный трубогиб с оправкой
Сохранение в цифровом виде 50 программ, до
9 изгибов в каждой
Гидравлические зажимы, программируемые
Программируемое гидравлическое извлечение оправки
Двухскоростная гибка с электрическим приводом вращения
ОПЦИИ
Инструменты и принадлежности для гибки оправки
Длина станины оправки
5, 8, 11, 15 и 18
Гибка алюминиевых труб квадратного сечения — Техническое обсуждение
368 сделал это в этом году с трубогибом (я думаю) и сплавом 6063.6061, вероятно, треснет.
Да, наша команда использует гидравлический трубогиб, в частности трубогиб pro4 от pro bender на этом веб-сайте:
http://www.probender.com/probender/drupal/benders
Эти типы гибочных станков используются производителями автомобилей для изготовления каркасов для рулонов и прочей продукции. Есть много других компаний, которые производят трубогибы, такие как JD в квадрате JD2. Вы можете увидеть многие из них в действии на YouTube. мы выбрали профессиональный гибочный станок, потому что он приводится в действие дешевым пневматическим гидроцилиндром, и вам не нужно привинчивать его к полу.
В этих типах гибочных станков используются штампы, через которые прокручиваются трубки. Это гибочные машины роторного типа. Это не то же самое, что станок для гибки оправки, который протягивает оправку через внутреннюю часть трубы, так что она не раздавливает трубу при изгибе. Вряд ли у кого-нибудь есть настоящий станок для гибки оправки, за исключением высокопроизводительных глушителей. Слишком дорого для среднего небольшого магазина. Профессиональный гибочный станок, как и другие, может сгибать квадратную трубку до 1-1 / 2 дюйма, но для этого вам нужно купить матрицу 1-1 / 2 дюйма.
Мы использовали изгибы на 90 градусов на 6063-T6 1 «x1» x.Трубка диаметром 062 дюйма для наших крыльев и изгибы на 15 градусов на трубке 6063-T6 размером 1 дюйм x1 дюйм x 0,125 дюйма для нашего коллектора. Легкая работа для нашего гибочного мастера. Наука состоит в том, чтобы делать несколько изгибов одной трубы. Мы используем программу под названием bendtech pro, которая позволяет нам вытягивать трубу, делать отметки изгиба, а затем делать все изгибы с одного конца. Вы должны откалибровать его для трубки и штампа, который вы используете.
Портовые грузовые гибочные станки не роторного типа и не имеют такого же качества гибов.
Помните, что этот тип гибочных станков действительно раздавливает и деформирует трубу.Квадратная труба сжимается изнутри на контролируемую величину. Если у меня завтра будет время, я сфотографирую то, о чем говорю.
Если вы хотите согнуть алюминий толщиной 1-1 / 2 дюйма, я позвоню производителю интересующего вас гибочного станка. Дайте мне знать, если у вас возникнут какие-либо вопросы.
1678 и остальные правы, 6061-T6 сломается. Мы попробовали это с изгибом около 15 градусов, думая, что это было мягко, и он просто сломался пополам.
У меня есть личный проект с использованием гибочного станка.Собираюсь сделать несколько трубчатых рычагов управления для моей проектной машины.
Алан
Наставник для команды 368