Токарные станки СССР | Особенности работы и конструкции
Дата публикации: 07/09/2022
Токарный станок для металлообработки – важнейший элемент производственной цепочки, развивающийся уже более двухсот лет. В СССР была создана солидная конструкторская и производственная база, сформированная на собственных разработках и идеях зарубежных производителей. В токарной обработке сложно придумать что-то совершенно новое, но всегда можно улучшить уже работающее. Поэтому токарный станок из СССР остается в арсенале многих предприятий, особенно созданных в советский период. Это вовсе не от отставания в развитии, а от необходимости выполнять задания на процессах, основанных на проверенном временем технологическом укладе.
Содержание1. История токарных станков в Советском Союзе
2. Область применения
3. Конструкция токарного станка
4. Типы и виды советских станков
5. Токарно-фрезерный вертикальный и горизонтальный станок
Токарно-фрезерный вертикальный и горизонтальный станок
6. Токарно-винторезный станок СССР
7. Токарно-карусельные и лобовые станки
8. Токарно-револьверные
9. Учебные и настольные модели
10. Советские станки с ЧПУ
11. Станки из СССР, которые работают и по сей день
История токарных станков в Советском Союзе
Токарный станок как промышленное средство обработки металла в СССР использовался как наследственное оборудование, пока страна находилась в состоянии гражданской войны и последующего кризиса. Уже в конце 20-х годов прошлого века, когда большая часть промышленных машин закупалась за рубежом, на заводе «Красный пролетарий» началась разработка собственной машины. Вышедший в серию станок 1А62 оказался удачным для начала и продержался в эксплуатации до 1956 года. То есть, производственная база, выпускавшая снаряды для фронта, основывалась на этой технике.
В середине 50-х тот же завод представил модификацию 1К62, в которой конструкторы реализовали многорежимность. Станок, как и его предшественник, успешно работал с быстрорежущими и твердыми инструментальными сплавами. Уже в конце 60-х появились станки с автоматизированным управлением, по принципу очень напоминавшие современные ЧПУ, но реализованные на другой элементной и программной базе. Развитие продолжалось, многие модели успешно зарекомендовали себя, и сейчас можно встретить на производствах станки периода СССР 16К20, ДИП 200, ДИП 300.
Станок, как и его предшественник, успешно работал с быстрорежущими и твердыми инструментальными сплавами. Уже в конце 60-х появились станки с автоматизированным управлением, по принципу очень напоминавшие современные ЧПУ, но реализованные на другой элементной и программной базе. Развитие продолжалось, многие модели успешно зарекомендовали себя, и сейчас можно встретить на производствах станки периода СССР 16К20, ДИП 200, ДИП 300.
Область применения
Область применения токарных станков производства СССР охватывает почти все отрасли, где применяются технологии металлообработки. Поэтому стоит уделить внимание нескольким интересным направлениям:
- обучение и стажировка на советских токарных станках дают бесценный опыт работы в близком контакте с металлом и ручном управлении станком, вырабатывают у токаря «чувство металла ти резца»;
- работы в домашних мастерских, малом бизнесе, индивидуальные производства малого масштаба – станок советской конструкции прост использовании и достаточно надежен в силу традиции закладывать в машину значительный сверхнормативный запас прочности;
- старые предприятия, на которых выпускается продукция, требующая проверенного, пусть и устаревшего подхода, следования прежнему технологическому укладу;
- некоторые разновидности технических сервисов, где работают опытные станочники, привыкшие к непосредственному взаимодействию с техникой.


Несмотря на востребованность, парк станков СССР постепенно уменьшается. Проблемы возникают в отсутствии ремонтной базы, многих запчастей, что приводит к естественной каннибализации парка. Можно предположить, что некоторые модели советских токарных станков проработают еще лет десять, причем чем проще модель, тем больше у нее шансов продержаться.
Конструкция токарного станка
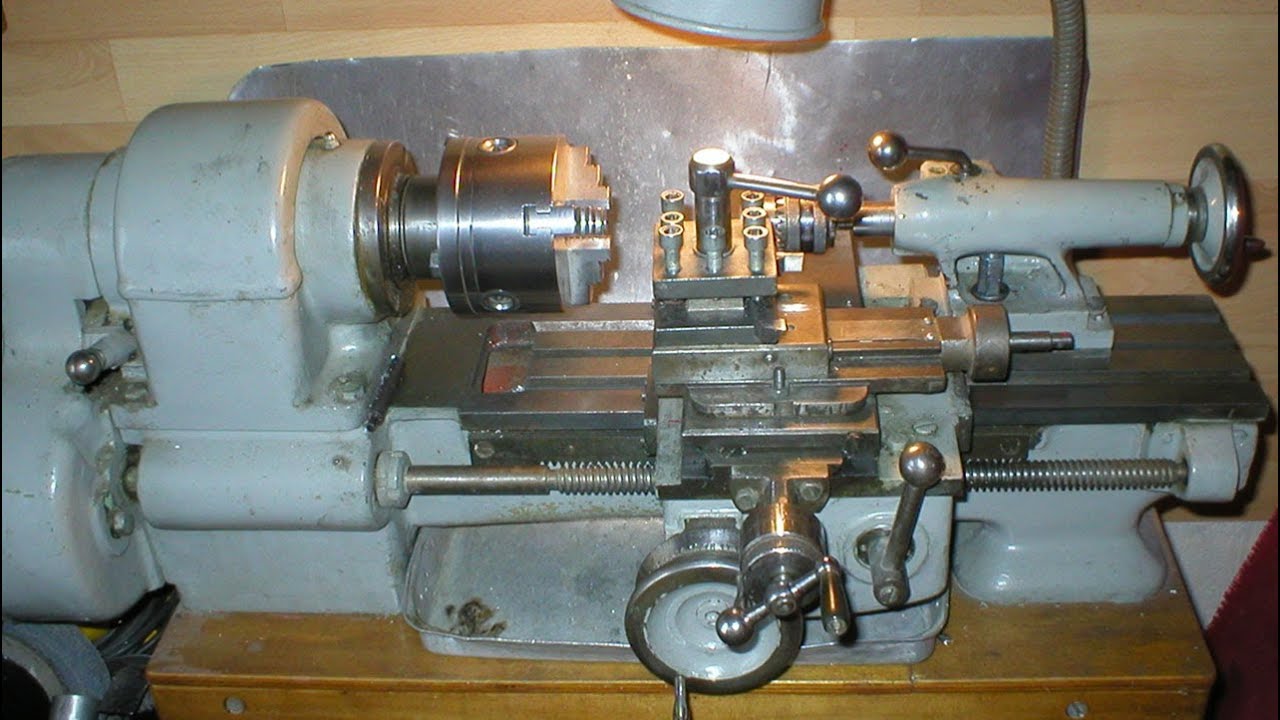
Говоря об устройстве и принципе работы токарного станка, принято рассматривать несколько модификаций. Но в основе всех их лежит общий принцип – обработка тела вращения заготовки твердым инструментом, резцом. В качестве примера стоит поинтересоваться конструкцией и компоновкой станков ТВ7 и ТВ11.
Классика токарного станка, с которого начинается любое обучение и опыт – это хорошо известная многим форма с двумя бабками, станиной и суппортом.
Подробнее:
- основание станка – две массивные опорные тумбы и расположенный между ними мост станины, иногда этот мост делается сплошным, и тумбы не выделяются;
- передняя бабка станка расположена слева и имеет вид выступа с рукоятками переключения скоростей (коробки передач) привода шпинделя и коробки подач фартука с суппортом;
- задняя бабка – выступающая часть станка справа, в которой расположено электрооборудование станка и пиноль, небольшой хвостовик для фиксации длинной детали;
- расположенный между бабками и тумбами мост станины – это одновременно и корпус, в котором находятся направляющие для движения каретки с фартуком и суппортом для подачи резца;
- подвижная инструментальная часть токарного станка – узел из каретки, которая перемещается по направляющим вперед и назад (подача), фартука с рукоятками и маховиками управления и собственно суппорта, на котором крепится резец.
Над суппортом обычно расположены трубки подачи СОЖ. Вращающийся шпиндель получает крутящий момент от установленного в нижней части передней бабки моторного блока с приводными шестернями. На шпиндель может быть установлен патрон с ограждением, позволяющим ограничить вероятность контакта руки токаря с вращающейся заготовкой. Оператор станка – токарь выбирает резец, устанавливает заготовку в шпиндель (патрон), рукоятками устанавливает обороты вращения и скорость подачи. Рукоятка на фартуке позволяет менять угол резца относительно детали.
Основная работа, которая выполняется на таком станке – расточка детали в поперечной плоскости, изменение ее поперечного сечения в разных плоскостях, перпендикулярных строительной оси заготовки. Опытные мастера могут при наличии оснастки торцевать детали, растачивать торцевые отверстия, зенкеровать и иногда сверлить заготовку.
Типы и виды советских станков
Конструкторы советских станков не отставали от общего развития отрасли и разрабатывали более сложные машины с несколькими функциями и расширенными возможностями.![]()
Токарно-фрезерный вертикальный и горизонтальный станок
Имеет два исполнительных узла. Один классический токарный, во второй можно установить подвижную оснастку, фрезу. Таким образом можно получить своего рода ОЦ (обрабатывающий центр) с несколькими инструментами и видами операций. Фреза ставится либо в патрон пиноли задней бабки для горизонтальной подачи, либо в отдельный вертикальный модуль (головку) со своим приводом вращения и подачи. Второй вариант позволяет выполнять операции расточки, зенкерования, торцевания, выборки паза и даже обработки поверхности за счет расположения инструмента и большей степени свободы.
Токарно-винторезный станок СССР
Станки моделей ИТ1М или ТВ6 помимо стандартных операций расточки могли выполнять нарезку резьбы на прутке и трубе. На базе сходных устройств создавать механические автоматы, линии, способные самостоятельно отрубать пруток, фиксировать его, нарезать резьбу и сбрасывать готовое изделие. Станки серии 1Е61М относились к категории высокоточных.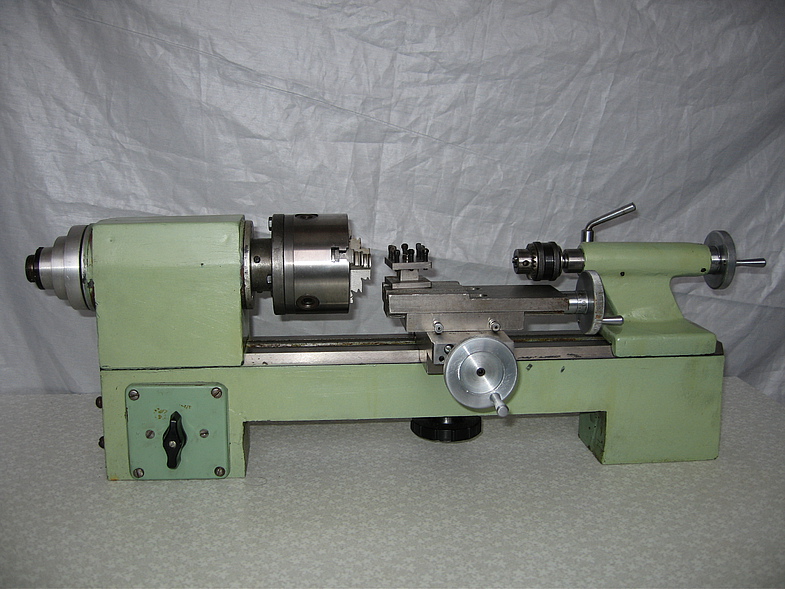
Токарно-карусельные и лобовые станки
Эти модели разрабатывались и выпускались небольшими партиями для обработки массивных заготовок. Распространение было ограничено в силу специфики с горизонтально расположенной заготовкой больших размеров.
Токарно-револьверные
Распространенные на крупных производствах станки со сменным инструментом. Пример такой машины – советский станок 1341, на котором можно обработать заготовку снаружи и изнутри, создать фасонную поверхность, высверлить и зенкеровать отверстие. Несколько сменных инструментов могли работать поочередно и одновременно в зависимости от сложности операции и позиционирования детали. К серии револьверных иногда относили станки типа УНИВЕРСАЛ, но там не было автоматизации смены инструмента и параллельности операций.
Учебные и настольные модели
Для мастерских и учебных классов выпускались станки типа Школьник ТВ-4, ТВ-7 и настольные модели ТВ-16 с облегченными станинами и предельно простыми настройками. Из-за простоты устройства они до сих пор используются в домашних мастерских и в кустарных производствах, где нет особых требований к точности и скорости обработки. Приводы рассчитаны на подключение питания 220 В в целях безопасности, что делает эти машины особо ценными для домашнего применения. Малый вес таких станков и весьма скромные габариты позволяют размещать технику в гараже с минимальным упрочнением основания. Иногда такие станки буквально ставят на кирпичи, но это не лучшее решение.
Из-за простоты устройства они до сих пор используются в домашних мастерских и в кустарных производствах, где нет особых требований к точности и скорости обработки. Приводы рассчитаны на подключение питания 220 В в целях безопасности, что делает эти машины особо ценными для домашнего применения. Малый вес таких станков и весьма скромные габариты позволяют размещать технику в гараже с минимальным упрочнением основания. Иногда такие станки буквально ставят на кирпичи, но это не лучшее решение.
Советские станки с ЧПУ
Это очень интересная категория техники, так как в СССР первые опыты с такими машинами начались еще в 60-е годы. Первоначально это были станки, которые сейчас назвали бы обучаемыми. Для них не писалась программа. Для программирования оператор проводил всю последовательность операций цикла вручную, периодически запуская одной командой инициирующие приводы. Весь процесс (цикл) записывался на магнитную пленку, которую потом можно было поставить «на воспроизведение» и таким образом получить повторяемый циклический процесс. За счет тиражирования записи можно было организовать работу участка и цеха с несколькими станками.
За счет тиражирования записи можно было организовать работу участка и цеха с несколькими станками.
Позже программировать стали перфокартами и перфолентами, которые нужно было прогнать через считыватель. После прочтения информация сохранялась в памяти и воспроизводилась пошагово. Основной проблемой советского ЧПУ были ограничения по элементам памяти и ОЗУ, применение в старых моделях ламповых схем. В СССР разработали собственные платформы для станков с ЧПУ – это «Контур-3П» для вертикально-фрезерных машин 6Н13, 2Р22, Электроника НЦ-31. Долгое время применение ЧПУ было проблемным из-за слабой адаптации приводов к выполнению точных перемещений. Длительное производство, почти до начала 90-х годов выдержал токарный станок с ЧПУ 16К20Т102.
В современном производстве есть возможность объединения станков ЧПУ в системы управления производством типа DPA – это система, объединяющая функции администрирования, контроля, распределения задач, сбора данных и аналитики для разных масштабов производства от участка до нескольких удаленных друг от друга заводов. К ней могут быть подключены и любые станки производства времен СССР. Например, к ДПА подключен Термопластавтомат 1989 года выпуска. DPA адаптируется и интегрируется с платформами всех производителей и позволяет управлять производственным процессом в реальном времени.
К ней могут быть подключены и любые станки производства времен СССР. Например, к ДПА подключен Термопластавтомат 1989 года выпуска. DPA адаптируется и интегрируется с платформами всех производителей и позволяет управлять производственным процессом в реальном времени.
Станки из СССР, которые работают и по сей день
Среди станков СССР, по настоящее время использующихся на разных производствах, стоит выделить несколько интересных категорий:
- токарно винторезные автоматы на механике, упомянутые выше – они успешно производят метизы по ГОСТ, оставшимся актуальными с тех времен, могут работать в две и три смены почти без остановок и под управлением одного оператора на 5-6 цепочек;
- токарно-револьверные и многошпиндельные станки выпуска СССР продолжают работать на многих крупных производствах, где есть задел запчастей и возможность ремонтировать эту технику;
- школьные и учебные токарные станки, в том числе настольные продолжают использоваться в силу простоты конструкции и ремонтопригодности;
- поздние модификации станков 16К20, ДИП 200, ДИП 300 вполне работоспособны, так как не выработали свой ресурс и позволяют выполнять сложные точные операции;
- остались в работе отдельные токарно-карусельные станки, которые выпускались ограниченными сериями для выполнения специфических задач.

Наиболее простые машины с минимальным количеством операций применяют частники, для которых пока не актуальны системы ЧПУ. Проблема запчастей решается через интернет, на некоторых предприятиях выпускаются запчасти для станков советского периода. Документация на технику доступна в сети интернет, скачать инструкции на советские токарные станки можно с комментариями специалистов. Любое производство, где еще есть процессы, выстроенные по советским ГОСТам, то есть, по старому технологическому укладу, пока еще может использовать токарные станки времен СССР для обучения работников и выполнения основных задач.
классификация, конструкция и обзор моделей
С 18-ого века вместо ручного труда начали использовать специальные машины. Сначала конструкции были паровыми, потом перешли на использование электрической энергии, исключения не было и для токарных станков СССР. Они стали одним из важнейших изобретений, облегчающих современную жизнь.
Область применения токарных станков
Цель создание оборудования – обработка разных деталей, на металлической и деревянной основе. Для этого выполняются различные операции:
Для этого выполняются различные операции:
- Резание.
- Точение.
Токарные резцы могут похвастаться самым широким функционалом при наличии необходимых инструментов и оборудования:
- Сверление.
- Подрезка, обработка торцов.
- Нарезание резьбы.
- Обработка внутренней поверхности.
- Вытачивание канавок, конусов и других подобных форм.
- Растачивание, обтачивание поверхностей в виде конусов, цилиндров, гладкого фасонного типа.
Машины могут использоваться как на крупносерийном, так и на мелкосерийном производстве. Каждый владелец сам выбирает вариант, который ему подходит. Выбор моделей был широким с самого начала.
История токарного станка в Советском Союзе
Различные машины для поднятия экономики страны и производства использовались Советским Союзом в разное время:
- Пятилетки.
- Великая Отечественная Война.
- После завершения конфликтов.
Создание оружия и транспорта – сферы, актуальность станков для которых сохранялась тогда.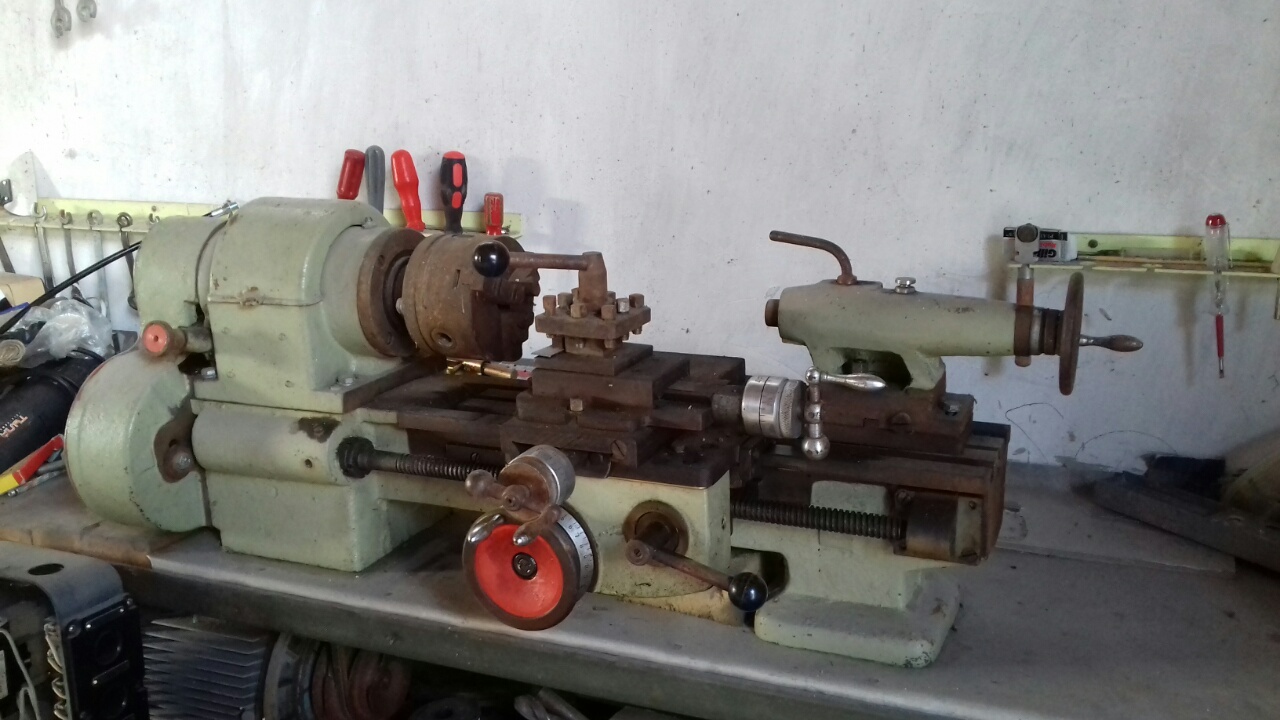 Высокого качества придерживались при производстве изначально, чтобы техника не изнашивалась быстро, служила максимально долго.
Высокого качества придерживались при производстве изначально, чтобы техника не изнашивалась быстро, служила максимально долго.
Типы и виды советских токарных станков
Классификацией, разработанной, пока действовал Советский Союз, пользуются до настоящего времени. Следующие виды металлорежущего оборудования основные:
- Специальные.
- Автоматические, обычные машины специализированного назначения.
- С несколькими резцами, для выполнения полировки.
- Лобовые, винторезные.
- Карусельной разновидности.
- Отрезной группы.
- Револьверные.
- Полуавтомат, автомат с несколькими шпинделями.
- Автомат и полуавтомат с одним шпинделем по металлу.
То, с какой точностью выполняется работа, позволяет отнести станки к одному из таких классов:
- П – повышенная.
- А – особо высокая.
- Н – нормальная.
- С – особая.

Информация относительно следующих характеристик заносится в маркировку агрегата:
- Установки имеют определённые размеры, содержащиеся в третьей и четвёртой цифре. Здесь имеют в виду высоту, на которой расположены центры.
- Вторая говорит, какой класс представляет тот или иной агрегат.
- Первой единицей говорят, что оборудование – токарное.
Конструкция токарного станка и фото его отдельных частей
В конструкции этого вида оборудования всегда присутствуют следующие компоненты:
- Электрическая часть. Речь о приводных электрических двигателях. Мощность различается от модели к модели. В группу входят и элементы, отвечающие за управление теми или иными частями станка. Главное – чтобы эти детали отвечали требованиям по безопасности.
- Коробка подач. При наличии такого конструктивного элемента станочный суппорт принимает энергию движения. Ходовые винты и валики выступают источниками этой энергии.
- Суппорт. Крепит режущие элементы конструкции. Обеспечивает подачу приспособлений, поперечную и продольную. Конструкция обязательно дополняется так называемой нижней кареткой, или несколькими. Держатели для токарных инструментов закрепляются на других каретках, вверху.
- Шпиндельная бабка, вмещающая сам шпиндель. Во внутренней части находится коробка скоростей. Станки по дереву тоже не лишены этой части.
- Фартук. Способствует тому, что движение валика преобразуется в перемещение суппорта. Ходовой винт тоже может участвовать в этом процессе.
- Станина. Относится к несущим элементам у токарных агрегатов. На нём монтируют другие элементы станка.

Опорой для остальных элементов служат две специальные тумбы в комплекте. Для оборудования у них несущая функция. Благодаря этой части оператор способен выбрать максимальную высоту заготовки, которая удобнее всего. Тумбы известны массивной конструкцией.
Краткое описание самых распространённых моделей советских токарных станков
Функции в широком наборе прилагались к станкам с самого первого выпуска. Достаточно рассмотреть наиболее популярные марки, чтобы в этом убедиться.
Достаточно рассмотреть наиболее популярные марки, чтобы в этом убедиться.
Токарный школьный станок ТВ-4
Создан для обучения основам токарного дела, студентов и школьников разного возраста. Открывает доступ к рабочим операциям в большом количестве, среди которых:
- Резьба с многозаходными показателями.
- Резьбы разных форм, шагов: снаружи и внутри, дюймовая, трапецеидальная, упорная.
- Расточные работы для поверхностей в форме конусов, цилиндров.
- Проведение зенкерования.
- Расточка отверстий.
- Рассверливание.
Заготовки вращаются внутри центров и патронов – это главное движение, характерное для заготовок. От коробок передач энергию получает шпиндель. Сама подача – второстепенный фактор, как и её движение. Благодаря этому даже старый режущий инструмент и деталь подводятся друг к другу.
Способен обрабатывать детали с диаметром от 125 до 200 мм.
0,6 кВт – установка снабжается электродвигателями с такой средней мощностью.
Токарный станок по металлу Школьник ТВ-7
Оборудование с учебным назначением. Создан для обучения, выполнения следующих операций:
- Зенкование.
- Развёртывание.
- Обработка с помощью сверла.
- Нарезание метрической резьбы.
- Обработка торцов с разными параметрами.
- Точение, расточка деталей.
Ремень переходит к другой шкивной паре, если скорость снижена. Главный регулятор – рукоятке на правой тумбе у устройства. Итог – поддержка до четырёх скоростей.
Две пары шестерёнок располагаются внутри коробки скоростей. Рукоятка позволяет вручную настроить агрегат. Переключение муфты увеличивает количество доступных скоростей движения до 8 единиц. Переднюю бабку не дополняют рукоятками, упрощающими регулировку нужных оборотных чисел у шпинделя.
Компоненты электросхемы находятся в правой тумбе. Суппорт с задней бабкой ставят на направляющих станины. Дополнительно присутствуют защитные элементы, чтобы операторы не могли повредиться от стружки.
Размеры заготовки находятся в пределах от 100 до 300 мм.
Школьный токарный станок по металлу ТВ6
Применяя этот вид оборудования, операторы получают доступ к следующим операциям:
- Частично заготовка отрезается.
- Конические, цилиндрические поверхности растачиваются, протачиваются.
- Резьба с метрикой.
- Торцевая корректировка.
- Сверление отверстий.
Станок отличается исходными характеристиками, не допускающими обработку стали с закалённой поверхностью. Приспособление отличается следующими параметрами:
- 350-миллиметровое расстояние между центрами.
- Шпиндель при вращении сохраняет 130-170 оборотов в минуту.
- 108 мм – на такой высоте находятся части по центру.
- 300 миллиметров – длина обтачиваемой поверхности.
- 12 миллиметров – максимум диаметра для обрабатываемой заготовки.
300-киллограммовый вес отличает станок, даже если комплектация минимальна.
Настольный токарный станок по металлу ТВ-16
Оборудование, обрабатывающее металлические детали, отличается небольшими габаритами. Для выполнения элементарных операций, входящих в токарные работы:
Для выполнения элементарных операций, входящих в токарные работы:
- Проделка отверстий.
- Резьба с разными характеристиками.
- Средняя сложность операций.
- Проведение растачивания, точения.
160 мм – максимум ограничений для размера заготовок в обработке, если они над станиной. 90 миллиметрам тот же размер равен для расположения над суппортом. 250 мм – максимальное ограничение по длине в центральной части. Сквозное шпиндельное отверстие имеет увеличенную ширину, если сравнить с моделью ТВ-4 – она составит 18 мм.
Станина литая, выполнена из чугуна. Дополняется тремя продольными пазами, выполняющими функцию направляющих. Стандартные показатели мощности находятся в пределах 0,4-0,5 квт. 1400 оборотов в минуту – показатель для скорости вращения, которая определяет, насколько фрезерный станок будет эффективен.
Если грамотно подобрать распорные втулки – то можно избежать появления различных зазоров. Натяжение ремней у клинноременной передачи должно быть правильным, иначе результата добиться не получится.
Правила техники безопасности при работе на токарном станке
Положения правил безопасности сводится к следующему:
- Соответствие исходным техническим заданиям обязательно при выполнении работ. Для этого предварительно получают чертёж у мастера. Либо другой вид описания технологического процесса, связанного с обработкой.
- Перед тем, как начать работу, обязательно провести технический осмотр. Это нужно, чтобы вовремя обнаруживать, устранять отдельные технические неисправности. При необходимости вызывают техника.
- Специальную одежду застёгивают на все пуговицы.
К работе нельзя приступать, если производится какая-либо наладка оборудования, другие виды обслуживания. Запрещается использовать станки, центры у которых сильно износились. То же самое касается любых инструментов, зажимных материалов – от них стоит отказаться при малейшем признаке неисправности.
Если поломка связана с электрической частью – мастерам запрещают устранять её самостоятельно.
Заключение
Токарные станки были и остаются важной частью современного производственного процесса. Без них невозможно добиться точности, когда обрабатывают детали различной конфигурации. Главное – чтобы оператор заранее ознакомился с конструктивными особенностями станка, получил все разрешающие документы. И даже после этого время от времени надо проводить проверки для оборудования. Иначе не получится провести работу в короткие сроки с максимальным результатом. Из-за этого пострадает всё готовое изделие.
Токарные станки | Токарные станки — КНУТ
Отображение 1 до 20 из 24 машин
Часто задаваемые вопросы
Горящее предложение5
Готово к отправке
Приветствие*Миссис Мистер.
Страна*АлбанияАлжирАндорраАрменияАвстралияАвстрияАзербайджанБахрейнБангладешБеларусьБельгияБенинБосния и ГерцеговинаБрунейБолгарияБуркина-ФасоКамбоджаКамерунЧадКитайХорватияКипрЧехияДанияДжибутиЕгипетЭстонияФинляндияФранцияГрузияГерманияGib raltarГрецияГренландияГернсиГвинеяГонконг САР КитайВенгрияИсландияИндияИндонезияИранИракИрландияИзраильИталияЯпонияИорданияКазахстанКувейтКыргызстанЛаосЛатвияЛиванЛивияЛитваЛюксембургМакао САР КитайМалайзияМалиМальтаМавританияМолдоваМонакоМонголияЧерногорияМароккоM Янмар (Бирма)НепалНидерландыНовая ЗеландияНигерСеверная МакедонияНорвегияОманПакистанПалестинские территорииПапуа-Новая ГвинеяФилиппиныПольшаПортугалияКатарРумынияРоссияСаудовская АравияСербияСингапурСловакияСловенияЮжная КореяИспанияШри-ЛанкаСуданШвецияСирияТайваньТаджикистанТаиландТогоТунисТурцияТуркменистанУкраинаУни ted Арабские ЭмиратыВеликобританияУзбекистанВьетнамЙемен
Штат*АляскаАлабамаАрканзасАмериканское СамоаАризонаКалифорнияКолорадоКоннектикутОкруг КолумбияДелавэрФлоридаФедеративная МикронезияГрузияГуамГавайиАйоваАйдахоИллинойсИндианаКанзасКентуккиЛуизианаМассачусетсМэрилендМэнМаршалловы ОстроваМичиганМиннесотаМиссуриСеверная Мария na IslandsМиссисипиМонтанаСеверная КаролинаСеверная ДакотаНебраскаНью-ГэмпширНью-ДжерсиНью-МексикоНевадаНью-ЙоркОгайоОклахомаОрегонПенсильванияПуэрто-РикоПалауРод-АйлендЮжная КаролинаЮжная ДакотаТеннессиТехасМалые отдаленные острова СШАЮтаВирджинияВиргинские острова СШАВермонтВашингтонВисконсинЗападная ВирджинияВайоминг
Лучший способ связаться*ТелефонЭлектронная почта
Подпишитесь на рассылку новостей
Этот сайт защищен reCAPTCHA, к нему применяются Политика конфиденциальности и Условия обслуживания Google.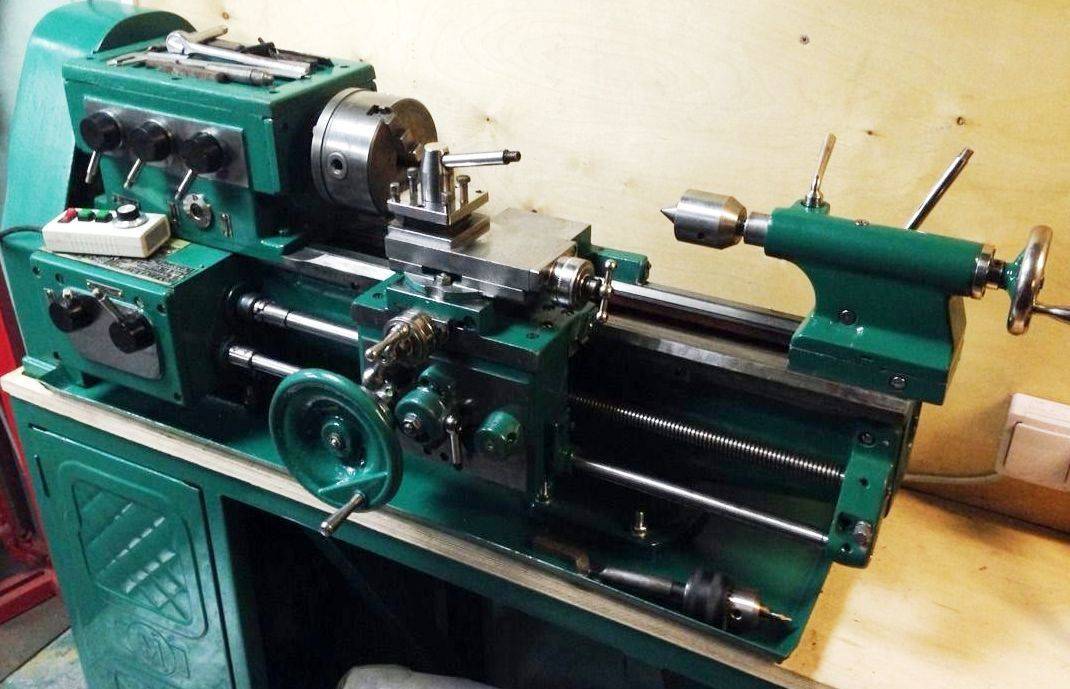
Спасибо!
Мы получили ваш запрос и ценим ваш интерес! Наш торговый представитель свяжется с вами в течение 1 рабочего дня.
Что-то пошло не так
Пожалуйста, обновите страницу и повторите попытку отправки формы.
×
22–23 июня
Зарегистрируйтесь сейчас бесплатно
127 Дни
08 Часы
40 Мин.
27 Сек
ПРАЗДНУЕМ 100-ЛЕТИЕ КНУТА!
Портада | Токарные станки Близнецы
ИССЛЕДОВАНИЯ, КОТОРЫЕ ДЕЛАЮТ НАС ЛУЧШЕ
10 лет изучения наших машин в сочетании с потребностями наших клиентов привели к
новый модельный ряд GTi.
Новая линейка, разработанная в соответствии с принципами эко-дизайна, тенденции, учитывающей экологические аспекты при проектировании и разработке машины и распространяющейся на весь жизненный цикл.
я
я
я
я
я
я
i
Головка
- Улучшенные передние бабки: ось C.
- Большой подшипник ø.
- Большая ось.
- Улучшенная блокировка.
- Более высокая точность позиционирования.
Деталь привода
- Повышенная динамика и точность.
- Оптимизированная и переработанная кинематическая цепь.
- Улучшенная блокировка.
Структурные элементы
- Оптимизация конструкции с помощью расчета методом конечных элементов.
- Кузова увеличенных размеров.
- На 20 % жестче, чем раньше.

Фартук
- Улучшенное освещение.
- Предотвращены столкновения дверей.
- Добавлено окно для лучшего обзора рабочей области.
- Окно для просмотра зоны обслуживания.
- Более удобный.
- Повышенная герметичность.
Кровать
- Оптимизация ребер.
- Дополнительное руководство для лучшей поддержки.
- Низкая высота для лучшей эргономики.
- Повышенная жесткость.
Задняя бабка
- Лучшее распределение массы: Лучшая устойчивость.
- Повышенная жесткость.
- Улучшенная блокировка.
- Умная задняя бабка.

Каретки
- Больше и жестче.
- Менее подвержен воздействию смазочно-охлаждающей жидкости и стружки.
- Поперечная ось с прямым приводом.
- Усовершенствованная система привода с двойной зубчатой рейкой и двумя двигателями (ведущий/ведомый) с электронной предварительной нагрузкой.
GTi СЕРИЯ G2: 2 НАПРАВЛЯЮЩИХ | G4: 4 НАПРАВЛЯЮЩИХ
Все станки серии GTi могут быть оснащены 2 или 4 направляющими (G2 или G4).
GT5i
- Поворот над станиной
- Длина
- Максимальный вес между центрами
- Мощность передней бабки (S1-100%/S6-40%)
- Крутящий момент передней бабки (S1-100%/S6-40%)
- 1200/1400 (мм)
- 1. ..24 (м)
- 6.000-12.000 (кг)
- 30/45 — 51/78 (кВт)
- 64 00/9500 — 14000/21600 (Нм )
 ..24 (м)
..24 (м)GT7i
- Поворот над станиной
- Длина
- Максимальный вес между центрами
- Мощность передней бабки (S1-100%/S6-40%)
- Крутящий момент передней бабки (S1-100%/S6-40%)
- 1600/1800 (мм)
- 1..24 (м)
- 12000 — 25000 (кг)
- 51/78 — 95/140 (кВт)
- 14000/21600 — 30000/44800 (Нм) 9 0090
GT9i
- Поворот над станиной
- Длина
- Максимальный вес между центрами
- Мощность передней бабки (S1-100%/S6-40%)
- Крутящий момент передней бабки (S1-100%/S6-40%)
- 2000/2200/2400 (мм)
- 1..24 (м)
- 25000 — 60000 (кг)
- 95/140 — 150/221 (кВт)
- 30000/44800 — 72000/106000 (Нм) 900 99
- Поворот над станиной
- Длина
- Максимальный вес между центрами
- Мощность передней бабки (S1-100%/S6-40%)
- Крутящий момент передней бабки (S1-100%/S6-40%)
- 2400 — 3500 (мм)
- 1…24 (м)
- 45000-150000 (кг)
- 113/166 — 182/272 (кВт)
- 54000/79500 — 87300/130500 (Нм)
- Железные дороги
- Металлургическая промышленность
- Нефть и газ
- Производство электроэнергии
- Морской
- Капитальные товары
- Услуги поддержки при установке машины.
- Монтаж под ключ.
- Запуск машины.
- Обучение операторов.
- Консультация по телефону.
- Дистанционная помощь.
- Ремонт на месте.
- Запасные части.
- Профилактическое обслуживание: Отпечаток пальца.
- Профилактическое обслуживание: Smart Check.
Интеграция инструментов, обеспечивающих профилактическое обслуживание. - CAM-интеграция и постпроцессоры:
- Системы моделирования.
- Обнаружение столкновения.
- Обновление.
GT11i
Промышленность
МЫ СЧИТАЕМ, ЧТО ЖЕЛЕЗНЫЕ ДОРОГИ ИГРАЮТ ВАЖНУЮ РОЛЬ В СОЕДИНЕНИИ НАШЕГО МИР.
Мы специализируемся на разработке и производстве оборудования для железных дорог и гордимся тем, что поддерживаем и помогаем операторам железных дорог, ремонтным мастерским, производителям и другим участникам производственно-сбытовой цепочки. Мы работаем с ними, чтобы предложить индивидуальные решения с очень надежными машинами для производства и обслуживания подвижного состава. Наше оборудование специально разработано для механической обработки и перепрофилирования колес, осей и колесных пар.
Галерея
Бережливое цифровое производство
В GEMINIS мы разрабатываем решения для умных заводов.
Наши умные машины интегрируют решения Индустрии 4.0, используя новые возможности, предлагаемые цифровой эпохой. Мы приближаем концепцию бережливого цифрового производства к нашим клиентам.
GEMINIS
ЭКСПЕРТНЫЕ УСЛУГИ
ПРОДУКТ ЯВЛЯЕТСЯ ОСНОВНЫМ. СЕРВИС, ТОО.
Наши ЭКСПЕРТНЫЕ УСЛУГИ предлагают нашим клиентам наиболее полный пакет услуг в ТРИ РАЗА.
ИНЖИНИРИНГ
УСТАНОВКА И ЗАПУСК
ПОСЛЕПРОДАЖНОЕ ОБСЛУЖИВАНИЕ
Решение о покупке ориентировано на клиента.
Мы производим машины, которые нужны клиентам.
Наш инженерный отдел объединяет отделы технического и прикладного проектирования, совместно работающие над разработкой решения, которое наилучшим образом отвечает требованиям качества, доступности OEE и рентабельности, требуемым нашими клиентами. Отправной точкой для этой команды являются потребности клиентов в обработке и производительности, которые позволяют им сконфигурировать техническое решение, которое максимизирует OEE станка. Они проводят исследования процесса обработки, которые дают такие результаты, как последовательность операций, рекомендации по инструментам и исследования времени, что позволяет клиентам оптимизировать окупаемость инвестиций, достигая требуемых стандартов качества.
Услуги по запросу, способствующие запуску машины.
Подробнее >
Определение потребностей заказчика
На основе требуемых операций обработки, допусков и отделки, а также потребностей в производительности.