Power Electronics • Просмотр темы
bashir писал(а):
.. А если я использую железо заведомо хорошего качества и этого-же сечения?… Я ведь уверено без никаких резонансов с него влёгкую сниму около 200А!… Вапрос?.. Нафиг мне тогда какой-то резонанс!?..Липить туда дорогостоющие конденсаторы,мучится с его изготовлением и настройкой!?.. Только для того что-бы получить хороший кофициент полезного действия!?..Не током единым ценен сварочник!
Если говорить о продвинутом, то
1. Резонансный конденсатор позволяет поднять эффективное (прикладываемое к дуговому промежутку в момент повторного возбуждения дуги) напряжение холостого хода. Это хорошо видно на иллюстрации
Здесь напряжение на вторичной обмотке трансформатора 33В, а импульсы повторного зажигания достигают 100В. Чтобы получить подобный эффект с жестким трансформатором, необходимо, по меньшей мере, в два раза поднять напряжение на его вторичной обмотке, соответственно, в два раза уменьшив возможную величину сварочного тока.
2. Большая величина индуктивности рассеяния обеспечивает падающую динамическую внешнюю характеристику сварочного источника. И это благоприятно сказывается на процессе переноса металла с электрода в сварочную ванну. В результате имеем гораздо меньшее разбрвзгивание, по сравнению с жестким трансформатором.
3. Благодаря резонансу, продвинутый потребляет из сети синусоидальный ток, совпадающий по фазе с напряжением. Т.е. коэффициент мощности продвинутого близок к 1. Ток в первичной обмотке жесткого трансформатора сильно отличается от синусоиды, что приводит к дополнительному перегреву обмоток (уменшается возможный максимальный ток), а также к перегрузке сети. Поэтому резонанс позволяет дополнительно увеличить ток в обмотках, а также обеспечивает наиболее эффективный режим использования сети, дающий преимущество продвинутому в слабых сетях.
Разумеется, как верно заметил bashir, на кольцевом сердечнике также можно изготовить трансформатор для продвинутого. При этом можно, с некоторым приближением, использовать методики расчёта, предназначенные для стержневого сердечника. Понятное дело, что в этом случае и результат будет более приблизительным. Однако всегда можно исправить ситуацию, подрулив величину ёмкости резонансного конденсатора, который, как правило, собирается из нескольких конденсаторов меньшей ёмкости.
_________________
«Древние украли все наши лучшие идеи»- Марк Твен
valvol.ru
Сварочный аппарат своими руками, сварочный трансформатор
Сварочные работы в домашних условиях давно стали обычным делом. Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Однако, если внимательно изучить рынок сварочных аппаратов, выясняются неприятные моменты:
- Качественные сварочники имеют высокую стоимость, выгоднее несколько раз нанять специалиста (если, конечно, вы не занимаетесь этими работами постоянно).
- Доступные по цене агрегаты имеют ряд недостатков: низкая надежность, плохое качество шва, зависимость от питающего напряжения и типа расходников.

Отсюда вывод: если необходимо высокое качество оборудования по доступной цене, придется сделать сварочный аппарат из доступных материалов своими руками.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Существуют четыре основных типа сварочных аппаратов
- Трансформатор. Устройство работает на переменном токе. Основной узел ничем не отличается обычного блока питания: на входе 220 вольт, на выходе требуемые 60 вольт. За счет возможности механического перемещения вторичной обмотки по сердечнику, меняется значение рабочего тока.
 Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.
Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста. - Выпрямитель. По сути, это тот же трансформатор, только с диодным (тиристорным) выпрямителем в цепи вторичной обмотки.
Общий недостаток рассмотренных схем — зависимость выходных параметров от качества электросети. Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна.
- Полуавтомат. Это продвинутый вариант выпрямителя, с устройством механической подачи сварочной проволоки в зону работ. Сварка производится в среде инертного газа, для выполнения работы требуется газовый баллон.Преимущества: качественный шов, нет необходимости в специальной подготовке мастера. Недостатки: требуется дополнительное оборудование (газовый баллон), высокая стоимость.
- Инвертор. На сегодняшний день самый распространенный сварочник среди любителей. В качестве преобразователя напряжения используется инверторный блок питания с ШИМ управлением. Эта технология на сегодняшний день стала доступной, что положительно сказывается на стоимости. Преимущества: работать с аппаратом может даже начинающий сварщик, компактные размеры, малый вес. Недостатки: не слишком высокая надежность, сложность в ремонте.
 Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.
Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.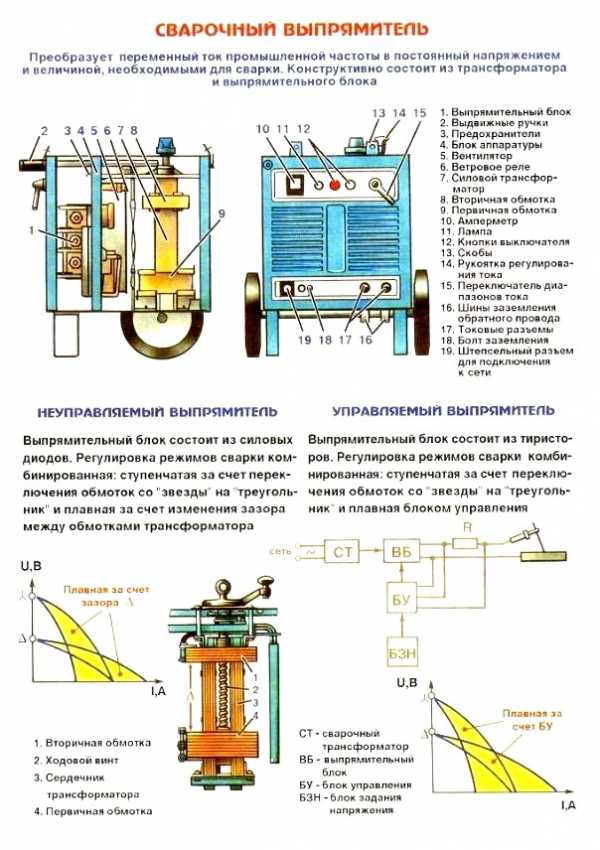

Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.

Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:

Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
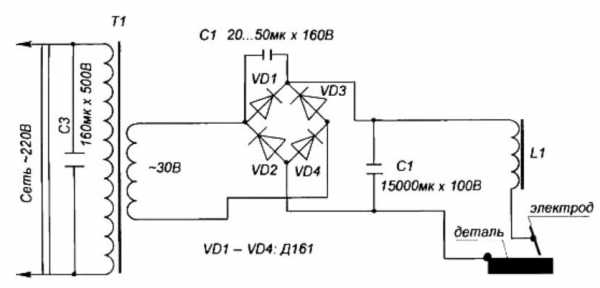
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.

Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.

Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.

Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.

В качестве сварочных электродов можно использовать толстую швейную иглу.
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.
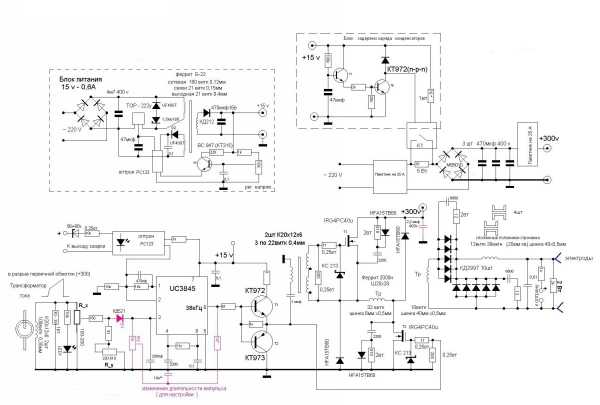
Конструктивно инвертор состоит из трех элементов:
- Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
- Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
- Трансформатор тока — самый ответственный узел. При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом). Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.

Итог
Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
Видео по теме
profazu.ru
Сварочный полуавтомат инверторного типа: какой выбрать для дома
Можно с уверенностью сказать, что в сварочном деле проходит ползучая промышленная революция. Прежде всего, сварочное оборудование стало доступным для самых широких масс потребителей – во многом благодаря китайским производителям. Дополнительным стимулом стали технологии с применением инверторов в качестве источника электрического питания.
Этот фактор привел в профессию сварщика множество новичков: варить стало легче и комфортнее, что само по себе является абсолютно позитивным явлением. Вместе с тем наблюдаются кое-какие проблемы, связанные с промышленным сварочным бумом. Это неприятное сочетание двух факторов: колоссальное число разных моделей сварочных аппаратов на рынке и недостаточная квалификация мастеров нового поколения, чтобы хорошо разбираться в этих аппаратах.
Далеко не все понимают, какой сварочный полуавтомат выбрать. Результатом являются нередкие ошибки в выборе аппарата, либо, что еще хуже, покупка поддельных марок сварочных приборов, которые на рынке тоже встречаются. Поэтому умение выбирать лучшие модели аппаратов является обязательным профессиональным навыком. Сварочный аппарат полуавтомат инверторного типа – этот тип агрегатов получает все большее распространение и среди любителей, и среди профессионалов.
Чем отличаются сварочные полуавтоматы от других аппаратов
Схема сварочного аппарата с тиристорным управлением.
В отличие от ручных дуговых аппаратов [link_webnavoz]в инверторных сварочных[/link_webnavoz] полуавтоматах кроме преобразователя тока имеется еще один элемент – механизм для автоматической подачи присадочной проволоки во время сварки. В результате дуга получается стабильной и ровной, а сварочный шов – чрезвычайно высокого качества. По сути полуавтоматические инверторные аппараты выполняют такие же функции, как и ручные дуговые РДГ. Принципиальное отличие сварочного полуавтомата в том, что он состоит ровно из двух частей:
- Преобразователя тока, который меняет качество сварочного тока так же, как в ручных дуговых инверторах.
- Специальной кассеты для проволоки, чтобы подавать ее автоматическим способом в зону сварки.
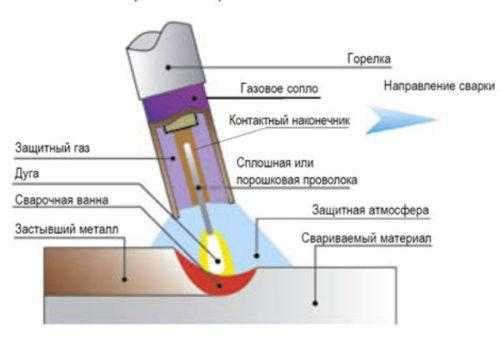
Зачем нужна автоматическая подача проволоки? Для высокого качества шва, конечно. Технология сварки полуавтоматом гениальна по своей простоте: сварочная дуга аккуратно располагается между заготовками и проволокой, которая идеально ровно подается автоматом. Металл заготовок и проволоки плавится, перемешивается в сварочной ванне и по ходу движения электрода твердеет, превращаясь в качественный шов. Во время плавления в ее зону подается инертный газ в виде аргона для защиты от ненужных окислительных процессов.
Режимы работы полуавтоматов MIG, MAG, MMA, TIG
Разберемся с аббревиатурами MIG/MAG или МИГ и МАГ, которые часто встречаются в названиях в моделях сварочных [link_webnavoz]инверторных полуавтоматов[/link_webnavoz]. Эти аббревиатуры различаются в зависимости от того, какой газ применяется в качестве защиты металла от окисления во время сварки.
МАГ обозначает Металл Активный Газ, при этой технологии используется углекислый газ. МИГ – Металл Инертный Газ обозначает использование аргона. Технологией МИГ можно варить цветные металлы, алюминий и нержавеющую сталь – самые капризные виды металлов в сварочном деле.

Как устроен наконечник сварочной горелки.
MMA Manual Metal Arc или РДГ – ручная дуговая сварка плавящимся электродом рассматривается как дополнительная функция полуавтомата. Ну и наконец TIG – сварка-полуавтомат неплавящимся электродом в аргоновой среде – тоже может быть дополнительной функцией в полуавтоматах высокой ценовой категории.
По каким критериям выбирать подходящий аппарат для себя
Критерии выбора сварочного аппарата:
- По функциям. Что и где вы собираетесь варить? Поилку для индюшат на даче, кузов автомобиля в мастерской или у вас впереди серьезные промышленные объекты?
- По качеству, виду и толщине сварочного шва. Вам важнее эстетика, как, например, для декоративных решеток или деталей автомобиля, или прочность и надежность на ответственных объектах типа газопровода?
- По виду металлов, с которыми вы собираетесь работать. Нержавейка? Алюминий? Цветные металлы и их сплавы? Есть в вашем наборе металлов присутствует алюминий и его сплавы, нужно разворачиваться в сторону аппаратов, где присутствует аббревиатура TIG с баллонами инертного газа в придачу.
- По характеристике электрической сети. Если вы живете и собираетесь работать в сельской местности, в вашей сети, скорее всего, будет прыгать напряжение. Тогда нужно искать аппараты с широким диапазоном скачков напряжения – такие есть, их специально выпускают для российских регионов.
- По личному опыту мастера. Если вы начали заниматься сваркой недавно, вряд ли будет целесообразно покупать дорогой навороченный полуавтомат, где половина функций вам не нужна будет и в помине.
Очень важный момент в выборе – универсальность аппарата. Она зависит от вида ваши планируемых работ: вам нужен только полуавтомат с автоматической подачей проволоки? Или вы собираетесь работать с электродами тоже? Если да, идем выбирать универсальное оборудование.
Классификация сварочных полуавтоматов
Это три условных группы:
- бытовые сварочные полуавтоматы;
- профессиональные полуавтоматы;
- промышленные полуавтоматы.
Бытовые: речь о выборе сварочного полуавтомата для дома. Подходят, если продолжительность работ не будет превышать нескольких часов в день. Выбирать нужно те аппараты, которые позволяют работать с проволоками разного диаметра и их разных металлов, то есть, с высокой степенью универсальности.
Устройство подачи проволоки в сварочном полуавтомате.
Профессиональные: таких моделей предлагается на рынке больше всего с самыми разными модификациями – с самым широким набором режимов или чисто «проволочные», не боящиеся скачков сетевого напряжения или позволяющие работать на морозе. Эти аппараты нужно выбирать буквально по пунктам технических характеристик: их много, но всех их нужно учитывать.
Промышленные: это мощные аппараты для сварки массивных деталей с неограниченным временем работы для круглосуточного пользования. В данном рейтинге они не рассматриваются.
Важные технические характеристики для выбора
Характеристики сварочных полуавтоматов:
- [link_webnavoz]Мощность инвертора[/link_webnavoz] или сварочный ток. Это сила тока, при которой на аппарате можно работать без перерывов на остывание. Оптимальными параметрами считаются 160 – 200 А.
- Продолжительность нагрузки ПН – это процент времени от общего времени работы, которое потребуется на перерыв для остывания аппарата. Хорошим показателем является уровень 60%.
- Диапазон скачков напряжения в процентах показывает, при каких изменениях напряжения аппарат будет продолжать работать. Важно для сельской местности. Если вы выбираете профессиональный полуавтомат, важно, сколько фаз сети подведено к вашей мастерской. Однофазный агрегат нужно выбирать, если подведена одна фаза. Если у вас три фазы, можно покупать оба варианта – хоть однофазный, хоть трехфазный. Но если есть возможность выбирать, лучше остановиться на трехфазном варианте: с ним качество шва получается выше, а риск перегрузки на одну фазу ниже.
- Диаметр электродов или присадочной проволоки, который зависит от мощности тока и продолжительности нагрузки. Толщина свариваемых заготовок также влияет на выбор диаметра проволоки.
- Параметры питающего кабеля, он должен быть достаточного диаметра сечения – больше 2,5 мм и оптимальной длины. Если длина кабеля больше 15 метров, мощность аппарата при скачке сетевого напряжения обязательно будет теряться. А это напрямую определяет силу сварочного тока и в итоге качество сварочного шва.
Полуавтомат инверторный или классический?

Комплектация сварочного полуавтомата.
Иными словами, что лучше – трансформатор или инвертор? Учитывая факт, что до сих пор 90% сварочных работ в России производятся на трансформаторных типах оборудования, вопрос совсем не праздный и нуждается в разъяснениях.
В чем принципиальные различия трансформатора и инвертора? И тот, и другой являются источниками сварочного тока. Но генерируют его они по совершенно разным механизмам действия. Но для выбора того или другого важнее не механизм преобразования тока, а различия в применении и, главное, в качестве получаемых сварочных швов.
Трансформаторные модели громоздкие, их нужно перемещать на тележке, а лучше использовать в стационарных условиях, без перемещений. Инверторные полуавтоматы легче и меньше, швы с их помощью получаются более качественными. Но и стоят они значительно дороже трансформаторных опций.
Если денежный вопрос стоит остро, трансформаторы могут быть выбраны для домашних работ на даче или в частном доме. В личном гараже они также подойдут. Если же вы планируете заниматься сваркой ответственных участков типа отопления, водопровода, емкостей или труб из нержавейки, вам следует остановиться на инверторах.
10 моделей выбора инверторных полуавтоматов
Представляем десять моделей сварочных полуавтоматов, которые вполне могут бороться за право быть выбранными вами, исходя из ваших сварочных планов, квалификации и свойств вашей электросети. Следует отметить, что нумерация моделей никак не отражает их рейтинга внутри списка.
Определение – «лучший сварочный полуавтомат инверторного типа» в корне неверное. Модели настолько разные, что не могут конкурировать друг с другом, их нельзя сравнивать. Сам список – уже рейтинг с полноправными аппаратами для вашего выбора. Итак, определяем самый подходящий сварочный полуавтомат инверторного типа для себя – здесь и сейчас.
Сварог ПРО MIG 200
 Данный [link_webnavoz]инверторный полуавтомат[/link_webnavoz] многими экспертами оценивается как пример отличного баланса цены и качества. Аппарат самый дорогой из всех приборов такой же модификации. Он универсальный, на нем можно работать со всеми видами проволоки, с обычными электродами в режиме MMA, c аргоновой горелкой в режиме TIG DC, легко менять полярность сварочного тока.
Данный [link_webnavoz]инверторный полуавтомат[/link_webnavoz] многими экспертами оценивается как пример отличного баланса цены и качества. Аппарат самый дорогой из всех приборов такой же модификации. Он универсальный, на нем можно работать со всеми видами проволоки, с обычными электродами в режиме MMA, c аргоновой горелкой в режиме TIG DC, легко менять полярность сварочного тока.
Ценнейшим свойством аппарат является его ПН – продолжительность нагрузки. При токе не больше 160А и электродах с диаметром не больше 4 мм, его ПН составляет 100%. Это означает, что на нем можно работать без перерывов для остывания. Имеется специальный режим VRD – снижение напряжения холостого хода, форсаж дуги, принципиально новая схема контроля дуги.
Главные плюсы:
- универсальность, гибкость настроек;
- компактность и небольшой вес;
- новая система управления дугой;
Главные минусы:
- нельзя варить алюминий и его сплавы;
- высокая цена.
Кедр 175 GD
Сварочные полуавтоматы [link_webnavoz]инверторного типа[/link_webnavoz] занимают в линейке российской компании Кедр не самое главное место. Основная специализация Кедра – промышленное сварочное оборудование для решения самых непростых производственных задач. Для нас с вами этот факт имеет только положительное значение: компания серьезная с продвинутыми технологиями и, что самое главное для нас, жесткими рамками производственных стандартов.
Аппарат также универсальный – и для полуавтоматической, и для ручной сварки. Программное управление с широкими возможностями, которое не очень удобно переключается: сначала выставляется кнопка режима и только затем настраиваются функции. Отлично адаптирован под разную толщину свариваемых заготовок. Мощность сварочного тока тоже неплохая – на максимуме 175А, а вот ПН не самая сильная.
 На это Кедре можно варить без остановок на остывание лишь при использовании электродов с диаметром не больше 3 мм. Иными словами, сварка в режиме MMA будет оптимальной с электродами в 2 – 3 мм в диаметре. Режим VRD также имеется. В принципе, Кедр ничем не уступает аппарату пунктом выше Сварог. Вот только он раза в полтора дешевле, чем Сварог. Выбирайте!
На это Кедре можно варить без остановок на остывание лишь при использовании электродов с диаметром не больше 3 мм. Иными словами, сварка в режиме MMA будет оптимальной с электродами в 2 – 3 мм в диаметре. Режим VRD также имеется. В принципе, Кедр ничем не уступает аппарату пунктом выше Сварог. Вот только он раза в полтора дешевле, чем Сварог. Выбирайте!
Главные плюсы:
- настоящая многофункциональность;
- очень удобен для новичков;
- хорошая ремонтная база;
- отличная цена;
Главные минусы:
- система управления не нравится опытным мастерам.
Aurora PRO 200
Китайский сварочный полуавтомат [link_webnavoz]инверторного типа[/link_webnavoz] больше всех подходит если у вас запланированы большие по объему работы. Да и по своим размерам он самый большой среди остальных аппаратов в рейтинге.
Он популярен в мастерских по производству металлоконструкций и в автосервисах. Для работы с ним можно хорошо запастись проволокой – Аврора укомплектована массивными катушками. Отлично выдерживает скачки напряжения в сети – работает как миленький при минимуме 140В. Диаметр электродов лимитирован, максимально допустимый размер 5 мм, ПН средний – 60%.
 Главные плюсы:
Главные плюсы:
- большие катушки для проволоки с экономией ресурсов;
- отличная натяжка проволоки;
- можно работать с проволокой диаметра 1,2 мм;
Главные минусы:
- громоздкий, тяжелый.
Fubag Irmig 200
Профессиональные сварочные полуавтоматы бывают самой разной направленности. Перед вами «чистокровный немец» с очень узкой направленностью. Самый лучший выбор из всех возможных для «автомобильной жестянки»: если варить с проволокой диаметром 0,8 мм, прибор практически не перегревается и позволяет работать без перерывов для остывания.
Полуавтоматическая сварка листового железа – вот основное назначение аппарата, где ему равных нет. Ручной дуговой режим тоже возможен, но с остановками: ПН при мощности тока в 170А очень скромный – всего 20%. Это мощный и простой в управлении аппарата, обладающий всеми преимуществами немецкой техники, где на первом месте стоит надежность.
Главные плюсы:
- надежность, практически не ломается;
- простые настройки, удобное управление;
Главные минусы:
- узкая направленность работы, неполноценная MMA;
- цена высоковата, как у всех «чистых немцев».
Aurora PRO Overman 200
Функциональные особенности полуавтоматического инвертора.
Еще один отличный аппарат, но снова с узкой направленностью: он сконструирован для работы с проволокой и только проволокой. Не боится низких скачков напряжения в сети, не ограничивает выбор присадочной проволоки – можно варить даже с алюминиевой. Хорошо адаптируется под разную толщину металлических заготовок благодаря регуляции вольтамперной характеристики. В этой Авроре можно регулировать не только напряжение, но и ток, что встречается очень нечасто.
Странным выглядит переключатель скорости подачи проволоки: эта скорость представлена всего в двух режимах – быстро и медленно, без промежуточных показателей. Из-за своих спецификаций узкой направленности этот аппарат вряд ли можно рассматривать как сварочный полуавтомат для дома, но, если вы планируете сварку только с проволокой, его можно выбирать с уверенностью.
Главные плюсы:
- не боится сетевых скачков напряжения;
- хорошо адаптируется под разные размеры заготовок;
- отличная цена;
Главные минусы:
- тяжелый, громоздкий;
- скорость подачи проволоки только быстрая и медленная.
Сварог MIG 200Y
Еще один узкий специалист в деле профессиональной сварки – полуавтомат, который рассчитан на работу только с проволокой – никаких других режимов нет. У него очень неплохой ПН в 60% при мощности сварочного тока 200А, с такими показателями можно варить проволокой с диаметром 1 мм без остановок.
Как и положено «проволочному» аппарату, этот Сварог снабжен массивными катушками. Можно регулировать напряжение, ток и индуктивность, а вот скорость подачи проволоки – нельзя. Это выполняется автоматически с помощью электроники. Еще одно ценное и редкое техническое дополнение: при работе на морозе к инвертору подключается специальный обогрев.
Главные плюсы:
- гибкость настроек тока, напряжения и индукции;
- массивные катушки для проволоки до 15 кг;
- не боится морозов;
Главные минусы:
- высокая цена;
- нельзя самостоятельно регулировать скорость подачи проволоки.
Fubag INMIG 200 Plus
 А в этой модели вы найдете все возможные режимы сварки полуавтомат MAG/MIG, TIG и ручной MMA. Это многофункциональный аппарат с модным синергическим управлением. Очень неплохая мощность тока с максимальным значение в 200А, но при этом неважный ПН, который ограничивает диаметр проволоки не выше 0,8 мм и электроды не больше 2,0 мм.
А в этой модели вы найдете все возможные режимы сварки полуавтомат MAG/MIG, TIG и ручной MMA. Это многофункциональный аппарат с модным синергическим управлением. Очень неплохая мощность тока с максимальным значение в 200А, но при этом неважный ПН, который ограничивает диаметр проволоки не выше 0,8 мм и электроды не больше 2,0 мм.
Скорость подачи проволоки также регулируется автоматически, равно как и горение дуги. Есть специальный режим короткими швами SPOT для сварки поверхностей, где не нужна герметичность: подача проволоки автоматически останавливается через равные временные интервалы. Аппарат очень не любит низких скачков сетевого напряжения: в сети много жалоб от мастеров на его остановки в таких ситуациях.
Главные плюсы:
- настоящая многофункциональность;
- отличная цена;
- режим SPOT;
Главные минусы:
- боится скачков сетевого напряжения;
- низкий ПН, лимит диаметром проволоки и электродов.
Elitech ИС 220П
Типичный бюджетный китайский сварочный полуавтомат, подходящий для сварочных работ, например, в гараже. Один из лучших в своем ценовом сегменте. Ведет себя прилично при скачках напряжения – без проблем выдерживает снижение до 160 В. Его можно отнести к энергосберегающему оборудованию: мощность потребления всего 5,4 кВт. Максимальная мощность тока 180 А с ПН в 80%.
Такие показатели дают возможность работать с проволокой диаметром до 1,0 мм. Скорость подачи проволоки и напряжения можно регулировать самостоятельно. В сети множество позитивных отзывов по поводу надежности этой техники. Так что не боимся в данном случае китайского происхождения аппарата.
Главные плюсы:
- очень экономичен по расходу энергии;
- компактный;
- отличная цена;
Главные минусы:
- минимальный набор настроек.
Foxweld Invermig160 combi

Устройство современного сварочного полуавтомата.
Универсальный бюджетник – инверторный сварочный полуавтомат с максимальной мощностью сварочного тока в 160А и ПН 60%. Его отличает удобное управление, потребляет экономно электроэнергию, не боится скачков напряжения. С ним можно работать на морозах и в неотапливаемых помещениях: он снабжен редуктором для обогрева инвертора. Еще одно достоинство – длинный рукав горелки.
Главные плюсы:
- экономичен по потреблению электроэнергии;
- невысокая цена;
Главные минусы:
- малоизвестная марка;
- небольшой запас по току.
Ресанта САИПА 200
Ресанта является одной из самых раскрученных марок на российском рынке, а ее модель САИПА 200 – самая популярный [link_webnavoz]сварочный инвертор[/link_webnavoz] полуавтомат в линейке Ресанты. Максимальная мощность сварочного тока 200 А с ПН 70%: можно варить с проволокой с диаметром 1,0 мм без перерывов. Имеются регуляторы напряжения и скорости протяжки проволоки. В сети много жалоб на частые поломки как данной модели, так и другой продукции этой фирмы.
Главные плюсы:
- неплохой запас по току;
Главные минусы:
- боится пыли;
- часто ломается;
- завышенная цена.
Советы вдогонку
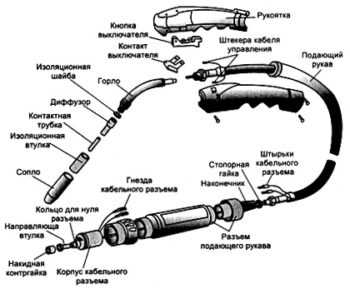
Как выглядит газовая горелка для сварочного аппарата?
Несколько советов от экспертов, чтобы понять, как выбрать сварочный полуавтомат для конкретных нужд: в некоторых аппаратах на горелках поставлены евро-разъёмы, которые подойдут для работы далеко не везде. Их можно сразу же сменить.
- Проверяйте механизм протаскивания проволоки. Если в нем стоит двигатель малой мощности, механизм быстро сломается. Да и ролики ля проволоки должны быть нормальных размеров – не меньше 30 х 22 х 10 мм.
- Есть модели, в которых индуктивность регулируется жестко и автоматически: или «сильно» или «слабо». Такие аппараты лучше избегать, потому что регулировка должна быть мягкой и плавной – от этого зависит качество сварочного шва.
- Регулировка индуктивности лучше не ручная, а цифровая. В этом случае намного легче и правильнее настраиваются остальные параметры.
- Дополнительным плюсом всегда выступает автоматическое отключение прибора во время перегрузки.
Выводы
Сварочные полуавтоматы хороши и для непрофессиональных домашних работ, и для профессиональной сварки в мастерских и автосервисах. Если решать, какой сварочный полуавтомат выбрать для ремонта автомобиля, то предпочтительнее инверторный тип полуавтоматов.
Можно обсуждать и покупку полуавтомата «старого» трансформаторного типа, чтобы он работал в гараже в режиме стационара из-за веса и больших габаритов. Но, несмотря на разницу в цене в пользу трансформаторов, целесообразнее остановить выбор на инверторном типе. Речь о качестве швов: с инвертором их высокого качества добиться легче.
Решить в итоге, какой сварочный полуавтомат лучше для вас здесь и сейчас не так уж сложно. Главное – хорошо понимать, с какими материалами вы собираетесь работать, в каких условиях вы будете это делать. В качестве третьего критерия – какие требования будут предъявляться к качеству сварочных швов.
tutsvarka.ru
Сварочный аппарат для новичка: как выбрать и использовать?
Время чтения: 10 минут
Если бы вы начинали постигать азы сварки полвека назад, у вас бы не возникло проблемы выбора сварочного аппарата. В вашем распоряжении мог быть только тяжелый большой трансформатор — классический примитивный сварочный агрегат. Чтобы его использовать, нужно обладать не просто поверхностными знаниями. Даже для банальной регулировки тока нужно механически изменить вторичное напряжение холостого хода. И это только один из способов. У вас не получится просто повернуть один тумблер, и забыть и дополнительных регулировках.

К счастью, сварочные технологии не стоят на месте, и производители сейчас производители могут предложить сварщикам самое разнообразное оборудование. Мы считаем, что большой ассортимент — это простор для выбора. Но для начинающих это скорее минус, чем плюс. Непросто разобраться в технических характеристиках, моделях, производителях и ценах. Мы облегчим вам эту задачу и расскажем, какой выбрать сварочный инвертор для начинающего сварщика.
Содержание статьи
Выбор сварочного аппарата
Тип аппарата
Какой сварочный аппарат выбрать для начинающего? Ведь теперь у новичков есть больше, чем просто громоздкий трансформатор. На полках магазина вы найдете выпрямители, инверторы, полуавтоматы… Какая между ними разница? Ответ на этот вопрос можно найти в нашей статье, посвященной разновидностям сварочных аппаратов. Рекомендуем прочесть ее, поскольку эта информация пригодится вам в дальнейшем. А пока скажем, что наиболее оптимальный вариант для новичка — это инверторный сварочный аппарат, он же инвертор. И далее мы поясним, почему.
Достоинства инвертора
У сварочного инвертора есть масса достоинств, которые особенно понравятся новичкам. Начнем с того, что инвертор — это самый популярный тип сварочного оборудования. Соответственно, их можно легко найти в продаже и без труда найти мастера по ремонту и обслуживанию. А обслуживание аппарата вам все-таки понадобится. Впрочем, об этом мы расскажем позже.
Еще одно преимущество инвертора — продвинутая электроника, внедренная прямо в корпус аппарата. Трансформаторы и выпрямители — это простейшие агрегаты, у них нет микросхем и дополнительных функций. А вот у инвертора есть. Электронная «начинка» позволяет сделать максимально интуитивное управление аппаратом. Для изменения силы тока достаточно прокрутить ручку регулировки до заданного положения. Например, если вам нужна сила тока 80А, прокрутите ручку до отметки «80». Все очень просто! И так с любыми другими функциями аппарата.

Электронная составляющая инвертора очень компактна, поэтому при производстве можно использовать корпуса разных размеров. В том числе, очень маленьких, весом до 5 кг. Такие аппараты можно повесить на плечо и забраться на высоту, чтобы выполнить там сварку. Так же для их хранения не нужно много места, стоят они недорого и продаются практически везде.
Благодаря всё тем же микросхемам у производителей появилась возможность внедрения новых функций в сварочный аппарат. У крупных брендов есть свои запатентованные функции, которые можно встретить только на их продукции. А некоторые функции уже стали обязательными для инверторов средней и высокой ценовой категории. Во многих моделях есть функция антизалипания электродов, функция быстрого поджига дуги (он же форсаж дуги) и пр. Все это упрощает работу сварщика, особенно если вы новичок.
Читайте также: Что такое форсаж дуги на сварочном инверторе?
Недостатки инвертора
Прочитав столько хорошего про инвертор, у вас наверняка появился закономерный вопрос: «Неужели все так хорошо и просто?». Увы, но нет. В мире не существует идеальных вещей и бесперебойных механизмов. Инвертор не стал исключением.
Технологичность инвертора, которую мы так расхваливали выше, может превратиться и в недостаток. Вы должны понимать, что чем сложнее устройство, тем дороже его ремонт. И тем чаще вы будете сталкиваться с поломками. Чтобы нормально отремонтировать инвертор нужно сдать его в сервисный центр или найти толкового мастера. А это лишняя трата времени, сил, и, что самое главное, денег.
Вы можете быть аккуратным и использовать инвертор, соблюдая все правила. Но поломки все равно будут случаться. Микросхемы инвертора очень чувствительны к пыли, грязи, перепадам температур и влажности. Все это приводит к выходу инвертора из строя.
Также хотим развеять миф о дешевизне сварочных инверторов. Конечно, вы без труда найдете аппараты, которые стоят буквально копейки (до 30$ и ниже). Но такие инверторы не годятся даже для учебы, поскольку работают из рук вон плохо и быстро ломаются без возможности ремонта. А качественный аппарат всегда стоит недешево. И маленький инвертор будет стоить дороже, чем огромный трансформатор. Потому что это сложное технологичное устройство. Если вы хотите сэкономить, то покупайте б/у аппараты или российские инверторы, они не так уж плохи.
Все эти недостатки не смогли убедить покупателей отказаться от инвертора. И это правильно. Глупо отказываться от современного удобного аппарата просто потому, что за ним нужен более тщательный уход. Это как отказаться от новенькой иномарки в пользу «копейки». Обслуживать «копейку» проще и дешевле, но она никогда не подарит тех же возможностей, что новое авто от зарубежного производителя.
Рекомендуемые характеристики
Итак, с типом аппарата мы разобрались, это будет инвертор. Теперь пора обратить внимание на технические характеристики. Ни в коем случае не покупайте аппарат «вслепую», ориентируясь лишь на цену и бренд. Обязательно ознакомьтесь с возможностями аппарата.
Начнем с производителей. Новичкам рекомендуем инверторы от фирмы «Aurora», «Fubag», «Elitech», «Patriot», «Ресанта», «Сварог». Эти производители хорошо себя зарекомендовали. У них неплохое качество, доступные цены, сервисное обслуживание. Конечно, существуют еще десятки других производителей, но перечисленные выше идеально подходят для новичка. При этом стоят недорого.

Дадим еще пару рекомендаций касаемо покупки инвертора. Не приобретайте самые дешевые модели и не совершайте покупки на странных сайтах или в полуподвальных магазинах. Лучше зайдите на сайт производителя инверторов и посмотрите список сертифицированных магазинов. Если на сайте нет такого списка, то напишите производителю на email. Спросите, кто является официальным поставщиком их оборудования в вашем городе. Так вы обезопасите себя от подделки и получите официальную гарантию, с которой потом можно обратиться в сервисный центр.
С брендами закончили. Теперь перейдем к самой важной характеристике — сварочном токе. Вы должны понимать, что если инвертор по документам рассчитан на 150А, то выдаст он максимум 100-120А. Это связано с тем, что КПД сварочного аппарата не может быть 100%. Поэтому подбирая силу тока учитывайте этот нюанс и выбирайте с запасом. Мы считаем, что 200А будет достаточно большинству новичков. Не стоит покупать аппараты с силой тока менее 120А. Они малоэффективны.
Также выбирайте инвертор с функцией защиты от перепадов напряжения. Скорее всего, вы будете брать его на дачу, а там напряжение почти всегда нестабильное. Это приводит к плохому качеству работ. А некоторых случаях и к выходу инвертора из строя. Так что не игнорируйте функции защиты от перепадов напряжения.
Эксплуатация аппарата
Вторая часть нашей статьи посвящена эксплуатации сварочного инвертора. Представим, что вы уже выбрали и купили свой первый сварочный аппарат и хотите приступить к работе. Если у вас достаточно времени и терпения, можете прочесть эту статью. Там мы подробно рассказываем обо всех нюансах, связанных с использованием инвертора. Здесь же мы приведем краткую выжимку из той статьи.
Сварочные кабели и их подключение
При работе с инвертором нужно начать не с самого инвертора, а с правильной коммутации. Во время проведения работ вы должны использовать два кабеля, которые подключаются к разъемам «+» и «-» на задней стенке инвертора. Не важно, в какой разъем вы будете подключать каждый из кабелей. Просто наугад вставьте один кабель в плюс, а другой в минус. А далее все будет сложнее.
К одному кабелю нужно будет подключить держак, а к другому деталь. И здесь уже важно, к какому именно кабелю будут они подключаться — к плюсовому или к минусовому. Чтобы разобраться с этой задачей, определитесь с полярностью. Если будете варить на прямой полярности, то подключите к держаку минусовой кабель, а плюсовой — к детали. Если варите на обратной полярности, то выполните те же действия, только наоборот.

Учитывайте, что данные рекомендации применимы только к инверторам, работающим на постоянном сварочном токе. Инверторы на переменном токе нужно подключать иначе. Мы рекомендуем покупать инверторы на «постоянке», они лучше держат дугу и больше подходят для новичка.
Перед началом работ и во время их проведения следите за кабелями. Они должны быть надежно закреплены в гнезде. Если хоть один кабель будет отходить, то дуга будет гореть нестабильно или может вовсе оборваться в самый неподходящий момент. Что касается длины кабелей, то постарайтесь не использовать очень длинные кабели. Оптимальная длина — не более 2 метров. Обычно в комплекте со сварочным аппаратом идут штатные кабели, но мы рекомендуем заменить их на более качественные.
Подбор режима сварки
Подбор режима сварки — это целая наука. Вы можете купить дорогой инвертор, качественные электроды, посмотреть десятки видео-уроков в интернете. Но качество работ все равно будет зависеть от режима сварки. Неправильно подобранный режим может испортить все. Поэтому нужно подходить крайне ответственно.
Итак, что же такое режим сварки? Говоря простыми словами, это совокупность настроек, которые вы выбираете для своих сварочных работ. Для каждой сварки должен быть свой отдельный режим. Поскольку не существует двух совершенно одинаковых деталей (только если это не конвейер). Обычно к режиму сварки относят силу тока, его род, напряжение, выбор электрода и пр.
Поскольку эта тема очень обширная, мы не сможем осветить ее в рамках этой статьи. Рекомендуем вам отдельно ознакомиться с этой и этой статьей. Там мы подробно все объясняем простым языком. Да, придется изучить много информации, прежде чем вы приступите к сварке. Но разобравшись однажды, вы уже не будете испытывать трудностей.
Сварка
Наконец, вы подключили кабели, настроили режим сварки и готовы к работе. Чтобы начать сварку, возьмите в одну руку держак (он же держатель для электродов) и вставьте в него электрод. Зачем зажгите дугу. Это можно сделать двумя способами: постучав концом электрода о поверхность металла или путем чирканья тем же электродом, словно спичкой. Первый метод проще, чем второй, и требует меньшего опыта.
Во время сварки электрод будет плавиться, и уменьшаться в размере. Поэтому, когда его длина достигнет всего 2-3 сантиметров, его нужно сменить. Чтобы заменить сварочный электрод остановите сварку и только после этого достаньте стержень из держателя. Вставьте новый и продолжайте работу.
Обслуживание
После приобретения сварочного инвертора вы должны не только научиться его использовать, но и понять, как его правильно обслуживать. Самое главное, что нужно выполнять регулярно — это очистка самого аппарата и его микросхем от пыли. Такая процедура проводится в любом сервисном центре. Опытные сварщики самостоятельно чистят свои аппараты, но мы не рекомендуем выполнять такие работы новичку. Профессионалы используют для очистки специальные приборы и сжатый воздух. Вряд ли у вас в гараже есть такое оснащение. Поэтому отдайте инвертор специалисту и спите спокойно.

Периодически сами проверяйте исправность всех кабелей. Особенного сетевого. Сетевым называют тот кабель, с помощью которого аппарат подключается к розетке. Не должно быть разрывов или заломов. Желательно проверять кабели раз в месяц.
Вместо заключения
Это все, что вам нужно знать о покупке и эксплуатации сварочного аппарата, если вы новичок. Мы постарались подробно, но в то же время понятно рассказать об основных моментах, на которые нужно обратить внимание, если вы ищете сварочный аппарат для начинающего. Конечно, некоторые нюансы остались в тени, иначе пришлось бы растянуть этот материал до бесконечности. Но, поверьте, этой информации достаточно для выбора своего первого инвертора. Вам даже не понадобится совет от продавца в магазине.
Кстати, о продавцах. Внимательно следите, что вам продают. Если вы решили совершить покупку в первом попавшемся магазине, а не у официального представителя, то попросите сертификат качества. Он подтверждает, что аппарат исправный, подлинный и соответствует всем современным нормам. Сертификаты, конечно, подделывают, но редко и неумело.
Также будьте бдительны при общении с консультантами магазина. Они могут лихо заставить вас купить инвертор намного дороже или намного дешевле, объясняя это абстрактными понятиями. Вроде «нормальный аппарат», «у меня у самого такой же», или «он дороже, потому что качественнее и мой сосед говорит, что он хороший». Все эти аргументы не имеют ничего общего с действительностью. Помните, что задача продавца — продать, а не помочь вам купить самое лучшее. Желаем удачи в работе!
svarkaed.ru
Выбираем сварочный полуавтомат, трансформатор или инвертор?
Бытует мнение, что инвертор не только превосходит трансформатор по техническим характеристикам, но даже по надежности и может конкурировать с ним по цене. Так это или нет, давайте разберемся и решим, что стоит выбрать для работы в гараже.
Общий тренд снижения цен на инверторные сварочники вывел из на одну ступень с трансформаторными. Глаза разбегаются от ассортимента, но выбрать нужно один, причем как всегда на тот, который хочется денег немного не хватает.
Продавцы сварочных аппаратов настаивают на плюсах инверторов и это понятно – они заработать хотят, в то время как автомастера, работающие на трансах, категорически с ними не согласны и менять свои трансформаторные полуавтоматы на инверторы явно не торопятся.
Почему? Причина, в общем-то понятна, форумы по сварке пестрят сообщениями о том, что инверторы «дохнут» чуть ли не в первые дни работы. Но если внимательно почитать такие темы, то, как правило, речь идет о «плохом Китае» или псевдоевропейцах (американцах), это когда бренд зарегистрирован, например, в Европе, а сборку на коленке опять же делают в «плохом Китае».

Одним из достоинств инверторной схемы продавцами предъявляется возможность нормальной работы при скачках напряжения, что является, несомненно, плюсом особенно при нестабильном напряжении в гаражах. С другой стороны это легко лечится включением в цепь стабилизатора напряжения – но, опять дополнительные расходы.
Если ваш выбор лежит в сторону инверторного блока, следует учесть, что некоторые производители для защиты от влаги и пыли заливают плату с электронными элементами лаком или компаундом, что называется по самые уши. В этом есть как плюс – понижается вероятность выхода из строя от пыли и влаги, но и большой минус — сдохшую детальку в сервисе под лаком искать и менять вряд ли будут, менять придется всю плату в сборе, а это гораздо дороже.
Вот ниже составил список из достоинств и недостатков каждой модели питания, если есть что добавить – пишите в комментариях к статье.
Инверторный блок питания
Достоинства:
- Может работать при пониженном напряжении.
- Более легкий.
- Электронное управление значительно облегчает работу сварщика.
- Идеальный вариант для начинающих.
- Высокая ПВ (продолжительность непрерывного включения 60%)
Недостатки:
- Высокая стоимость.
- Не высокая надежность.
- Не любит пыль и влагу.
- Иногда весьма дорогой ремонт.
Трансформаторный блок питания
Достоинства:
- Надежный, практически нечему ломаться.
- Даже если что-то сломается легко починить.
Недостатки:
- Большой вес, громоздкий.
- Проводка должна держать ток от 16 до 25 Ампер.
- Низкая ПВ (продолжительность непрерывного включения)
- Высокий ток ХХ
- Низкий КПД
Перелопатив кучу сайтов, форумов, отзывов и другой полезной информации по выбору того или иного полуавтомата и в итоге получается такая картина:
- Если выбирать инвертор, то только известных производителей с широкой сетью сервисных центров в вашем регионе. Если таковых нет, то выбор в пользу трансформатора очевиден.
- Если в вашем гараже нет проблем с напряжением, хорошая электропроводка и есть место, куда поставить большой трансформатор, то выбор за ним.
- Если вы только начинаете свой путь в сварке, то начать, конечно, проще с инвертора, но учтите, что потом работать на трансформаторном полуавтомате вам и не захочется и вряд ли хорошо получится.
- Выбирая конкретную модель аппарата, «покурите» специализированные форумы (на один такой ссылка внизу статьи), там часто «тусят» спецы, зарабатывающие на ремонте сварочников. У них можно получить консультацию по конкретной модели или прочитать уже написанную.
И несколько простых советов по уходу за инвертором, если вы выбрали его:
- Известно, что пыль, особенно токопроводящая является злейшим врагом инвертора, поэтому регулярно, сняв крышку, продувайте его от пыли. Если аппарат отдыхает, пока вы работаете, например, со шпатлевкой, то накрывайте его пластиковым ящиком или хотя бы укрывайте его пленкой, например пакетом для хранения колес.
- Как и вся электроника, инверторные блоки питания боятся влаги. Поэтому, придя в гараж зимой и включив быстрое отопление, дайте время и аппарату нагреться, не включайте его сразу в работу, внутри него может сконденсироваться влага и вызвать замыкание.
Более подробно про устройство, выбор, работу и обслуживание сварочного инвертора читайте здесь.
Несомненно, прогресс идет вперед, в итоге трансформаторные блоки питания в сварочных аппаратах уйдут в прошлое. Инверторы станут дешевле, надежнее и работа выполняемая таким сварочным аппаратом будет превосходить все ожидания.
Уже не редкость когда у продвинутого сварщика в гараже можно найти последний писк разработчиков сварочного оборудования – не дешёвый инверторный универсал, который может выполнять сразу три вида работ, ему по зубам сварка электродами MMA, аргоновая TIG и на закуску MIG/MAG.
Про выбор трансформаторного полуавтомата писал здесь.
И наконец, парочка видео для завершения статьи.
Сравнение инверторного полуавтомата с трансформаторным от продавцов AURORA
Сравнительный тест бюджетных полуавтоматов Ergus, Eland, Ресанта, AURORA
В итоге, выбирать все равно вам.
За получением дополнительной информации (как, у кого и какой сварочник выбрать, проблемы, поломки и ремонт, а также многое другое) заходите на форум мастеровых вот в эту ветку по сварке: www.mastercity.ru
sam-avtomaster.com
Универсальный сварочный аппарат 4 в 1
Эпоха трансформаторных сварочных аппаратов минула и сегодня современные производители предлагают потребителю многоцелевые приборы. Они сочетают в себе несколько функций сразу, что было недоступно ранее.
В нашей статье Вы можете узнать о том, что представляет собой универсальный сварочный аппарат 4 в 1 и какие функции он включает в себя. А также на что стоит обратить внимание, выбирая такой прибор в домашнее пользование.
Что такое инвертор
Инвертор — это самый современный сварочный аппарат, который имеет компактные размеры и массу. В отличие от старых трансформаторов, его масса от 2 до 4 кг, и это при большей функциональности. За счет чего достигаются такие показатели?

Сварочный инвертор
Все дело в преобразовании. В сеть поступает переменный электрический ток с частотой в 50 Герц. Инвертор его выпрямляет в постоянный и путем пропуска потока через транзисторы поднимает частоту и снова преобразовывает в переменный с показателем от 20 до 50 Килогерц. Но это еще не все, полученный ток инвертор понижает до 70-90 Вольт, а сила возрастает до требуемых 100-200 Ампер.
Именно высокочастотный электрический ток стал гениальным техническим решением в сварочном инверторе. Также такая схема преобразования позволила значительно уменьшить габариты трансформаторов и всего аппарата в целом.
Для примера стоит указать: чтобы получить в инверторе силу тока в 160 Ампер, нужен трансформатор массой в 250 грамм против 18 кг в виде старого аппарата.
И главное, что такая схема допускает использование в инверторе электродов как переменного, так и постоянного тока. В этом и скрывается главный секрет многофункциональности. За счет чего можно варить черные и цветные металлы просто меняя электроды.
Какие существуют режимы сварки
Выбирая универсальный сварочный аппарат, Вы можете встретить в характеристиках такие обозначения как TIG, MMA или MIG-MAG сваривание. Что это такое?
MIG-MAG сварка
- ММА сваривание представляет собой обычную варку дуговым способом с использованием электродов. Этот режим применяется для сваривания углеродистых и нержавеющих сталей. Первые виды сталей варят с использованием как переменных, так и постоянных токов, а второй — только постоянным.
- TIG режим подходит для сваривания алюминиевых деталей, а также сплавов. Такой процесс происходит путем использования вольфрамовых электродов в среде аргона с использованием переменного тока, или для сваривания стали на постоянном.
- MIG-MAG варка — это использование полуавтоматического режима с применением электродной проволоки в аргоне. Режим отлично подходит для переварки автомобилей или тонкостенных деталей.
По сути, такой аппарат проводит сваривание: конструкционных и нержавеющих марок стали, алюминия, меди и других цветных металлов и их сплавов. Именно в этом и кроется весь универсализм.
Дополнительные функции
Раньше, при использовании старых трансформаторных аппаратов, сварщик должен был иметь колоссальный опыт для управления сварочным процессом. Сегодня автоматика и дополнительные функции все упростили.
Если Вы новичок в сварочных работах, то некоторые из этих дополнений намного упростят обучение и жизнь.
- Горячий старт (Hot Start) — это кратковременное возрастание силы тока на момент зажигания дуги. Что дает в результате быстрое поджигание и беспроблемное начало сварочного процесса.
- Антиприлипание (Anti-Stiging). Установленное на аппарате устройство понижает ток в момент замыкания, вследствие чего электрод не будет прилипать к свариваемым деталям, а кабели не повреждаются, когда возникает скачек напряжения.
- Стабилизация процесса сварки (Arc Force). Обучение процессу сваривания включало обязательно правильное держание дуги (то есть она не должна быть длинной или слишком короткой). Если близко держать электрод — он будет привариваться к деталям. Такая функция исключает данную случайность и понижает силу тока, что не создает проблем в процессе.
Если Вы ищете универсальную систему, то, в зависимости от цены, аппарат будет иметь эти дополнительные функции.
Но большим достоинством таких приборов является наличие полуавтоматического режима сварки. Что это такое?
Полуавтоматическая сварка
Технически процесс полуавтоматического сваривания происходит за счет плавления проволоки в среде газов (например, аргона). Главное — это ее постоянная подача.

Углекислые или инертные газы бесперебойно подаются с помощью редуктора, а нужное количество может дозироваться вручную или автоматикой.
В процессе жидкий расплавленный металл из проволоки как бы делает склеивание двух деталей не прожигая их поверхность. Именно поэтому таким способом сваривают все тонкостенные конструкции. Сварочный полуавтомат универсальный незаменим в ремонте автомобилей.
Полуавтоматическая сварка требует использования проволоки следующих типов:
- Алюминиевая. Обязательно сплошная, применима для варки цветных металлов.
- Стальная. Также сплошная, используется для сваривания конструкционной и нержавеющей стали.
- Универсальная. Прекрасно подходит для всех видов работ.
Сварочный шов, в свою очередь, получается в двух типах защитной среды: защитных газов или самозащитой в случае порошковой проволоки.
Современные универсальные сварочные аппараты должны в обязательном порядке включать в себя все вышеуказанные функции. Это и сваривание конструкционных и нержавеющих марок стали, а также варка разных видов цветных металлов и их сплавов.
 Выбирая для себя универсальный сварочный аппарат, изначально стоит прикинуть: какие из функций потребуются, а что будет излишне. Если Вы имеете опыт в сваривании, то, возможно, не потребуются такие функции как горячий старт или антиприлипание. Хотя они могут значительно упростить весь процесс работы даже опытному сварщику.
Выбирая для себя универсальный сварочный аппарат, изначально стоит прикинуть: какие из функций потребуются, а что будет излишне. Если Вы имеете опыт в сваривании, то, возможно, не потребуются такие функции как горячий старт или антиприлипание. Хотя они могут значительно упростить весь процесс работы даже опытному сварщику.
Также, покупая универсальную сварку с полуавтоматическим режимом, стоит помнить, что расходники стоят денег и они должны быть обязательно качественными.
Неплохим свойством станет и защита от перегрева, когда аппарат отключается при сильном нагревании в процессе длительной работы, что сохранит прибор и не даст ему перегореть.
Синергическое управление также упростит процесс сваривания, когда не нужно постоянно отвлекаться на изменение положений или вылетов электрода. Такая функция позволит полностью сосредоточиться на ведении шва.
Особенно внимательно стоит подходить к покупке аппаратов по низкой стоимости с указанием множества функций. Дешевые комплектующие, из которых их собирают, либо быстро выйдут из строя, либо же вообще не будут работать. И, конечно, под вопрос ставиться наличие всех указанных функций вообще.
Для сварочных работ понадобятся также приобрести и хорошую защитную маску. Лучшим вариантом станет тип «хамелеон». Ее стекла позволяют видеть детали при обычном свете и затемняются с началом сварочного процесса.
Обязательно при выборе сварочных аппаратов нужно обратить внимание на максимальные показатели силы тока. Они должны быть не менее 200 Ампер. От этого будут зависеть многие возможности в дальнейшем использовании.
Если у Вас есть опыт в использовании универсальных сварочных аппаратов с различными функциями, а также практические советы по выбору и приобретению, обязательно поделитесь своими советами в комментариях.
wikimetall.ru
Как выбрать сварочный аппарат
Как выбрать сварочный аппарат (сварочный инвертор). Часть первая: читаем паспорт сварочного инвертора.
Автор: Дмитрий Атеев, интернет-магазин «Силовик».
В России более 70 торговых марок сварочных инверторов с ценами, отличающимися в несколько раз. Большинство из них сделаны в Китае, но продаются у нас как «Германия», «Латвия», «Италия», «Россия». Некоторые сделаны в России и по качеству либо хуже китайских, либо дороже, хотя падение рубля сделало Китай дорогим и дает реальный шанс нашим производителям. В любом случае, доля китайского сварочного оборудования на рынке инверторов выше 90%, не только у нас в России, но и во всём мире.
По моим наблюдениям, 99% тех, кто продаёт сварочные аппараты, ничего о них не знают или знают лишь минимальную информацию, написанную в паспорте на аппарат.
Если бы в паспортах писали правду, всё было бы просто — скачал в интернете 10-15 паспортов и выбирай что лучше по своим критериям.
Но проблема в том, что 90% технических характеристик из паспортов — враньё, ошибки и пропаганда (пропаганда иногда бывает правдивой).
Тем не менее разобраться с этим нужно, а где и что правда, а что ложь — об этом позже.
Беру типичный паспорт типичного сварочного инвертора. Один из лидеров российского рынка. По теории вероятности, если вы находитесь в России, то велика вероятность, что именно этот паспорт может оказаться у вас в руках.
В паспорте 10 характеристик:
-
Диапазон рабочего напряжения
-
Максимальный потребляемый ток в амперах
-
Напряжение холостого хода
-
Напряжение дуги
-
Диапазон регулирования сварочного тока в амперах
-
Продолжительность нагружения в процентах
-
Максимальный диаметр электрода в милиметрах
-
Класс защиты
-
Рабочий диапазон температур
-
Масса
Здесь есть несущественные, неважные характеристики и нет самой главной, о чем напишу ниже.
Несущественные эти характеристики потому, что у всех производителей и увсех моделей они почти одинаковые и сравнить их нельзя. Но разобрать смысл есть, так как попутно мы получим важную информацию так сказать «между строк».
Разберем их подробнее.
Пункт 1. Диапазон рабочего напряжения.
Даже если у вас нормальное напряжение дома или на даче, столкнуться с проблемой низкого напряжения в сети вы сможете за свою «сварочную» жизнь не раз. Для профессионалов это более актуально, так как никогда не знаешь где, когда и при каком напряжении придётся сваривать. Даже простой удлинитель садит напряжение, а длинный удлинитель в десятки метров садит его на десятки вольт, потому что толщина проводов в удлинителе как правило не соотвествует норме для такой мощной нагрузке, как сварочный аппарат.
И тут лучше взять нормальный сварочный инвертор, чем такой, что будет работать только по большим праздникам. И вот тут чтение паспорта нам скорее всего вообще ничего не даст. Два аппарата, номер один и номер два из предыдущего размера. В первом написано 160 вольт-260 вольт в паспорте. Во втором — 220вольт+-10%. По паспорту надо брать первый. Фактически — второй. Почему они так пишут — непонятно. Для первого — это завышение возможностей, для второго — занижение. У первого логика — «лишь бы продать», у второго — «как бы чего не вышло», так как низкое напряжение — это всегда дополнительная нагрузка на аппарат. Ведь если напряжение падает, а ток растёт, идет нагрев всей электроники. По сути сварочный процесс это и есть понижение напряжения при росте тока. Поэтому одни производители всегда будут скромно умалчивать о своих возможностях, чтобы сохранить репутацию, а другие будут наоборот преувеличвать свои возможности, чтобы продать свою технику любыми путями.
В жизни среди людей также: есть «наглые» и есть «скромные». Наглость помогает не всегда. В природе между ними баланс. Ну и тут также.
Какой аппарат перед вами — вы по паспорту не узнаете. Напряжение питания — это один из самых частых способов обмануть покупателя.
Мой совет — пока сами своими глазами не увидите, что аппарат нормально работает на пониженном напряжении — не надейтесь на паспорт
Паспорт вам может помочь лишь в одном случае.
Если аппарат действительно не работает, по Закону о защите прав потребителей его можно вернуть продавцу на законных основаниях, так как это неустранимый недостаток.
В общем и целом подводя итог раздела — все аппараты должны нормально работать при 160 вольтах. Все инверторные сварочные аппараты. Ниже тоже, но хуже. А до 160 — нормально.
Если аппарат на пониженном напряжении не работает или теряет свою мощность — это плохой аппарат. На рынке слишком много хороших аппаратов, чтобы покупать плохие.
Пункт 3. Напряжение холостого хода .
Прежде чем писать этот раздел, посмотрел, что пишут по этому поводу в интернете на форумах. Как и ожидалось даже продвинутые специалисты спорят месяцами об этом вопросе. То есть это единственный раздел, по поводу которого точного мнения нет. Основных точек зрения две — чем больше тем лучше (чем выше напряжение, тем лучше зажигается дуга) и вторая точка зрения, что значения это никакого не имеет. На электродах стоит указание напряжения холостого хода, но только для трансформаторных сварочников, то есть для переменного тока, а инверторы — это постоянный ток, там имеет значение полярность (прямая или обратная), но не напряжение. Наш сервис, интернет-магазина «Силовик» придерживается той точки зрения, что реально для розжига дуги достаточно напряжения и 60 вольт холостого хода и от 90 вольт они почти не отличимы, тем более нельзя сказать, что лучше — 60 или 90 или что то посередине. Почти все аппараты за редким исключением укладываются в этот диапазон напряжений. Однако дыма без огня не бывает и первая точка зрения тоже основана не на пустом месте. С точки зрения физики, чем выше напряжение холостого хода, тем лучше будет зажигаться дуга через грязь, ржавчину, и прочие наслоения неподготовленного к сварке металла. Также чем выше напряжение, тем оно опаснее для человека. В принципе любое напряжение выше 36 вольт официально опасно для человека, но 60 вольт или 100 вольт тоже имеют разницу не в пользу последнего. Один из форумчан так и написал, «я не боюсь сетевого напряжения в 220 вольт, но напряжениие холостого хода в 100 вольт побаиваюсь». С другой стороны при падении сетевого напряжения падает и напряжение холостого хода. Напряжение ниже 50 вольт холостого хода сильно усложнит сварку и стабильность дуги и розжиг электрода, поэтому на мой взгляд нужен разумный баланс — вольт 70-80. Разумеется нужно учесть еще и тот факт, что высокий холостой ход не имеет смысла без нормального тока. Мы провели эксперимент, взяли аппарат №1 и аппарат №2 из предыдущих разделов. Первый выдал 87 вольт холостого хода, второй 73 вольта. После нагрузки всего в 5 ампер первый выдал 42 вольта, а второй 52. Так о чем говорит показатель «напряжение холостого хода» в паспорте? Ни о чём. Несмотря на то, то вопрос потенциально важный, паспорт нам ничем не поможет. Кстати, разница реального напряжения в паспортах и в аппаратах оказалась довольно высокой — 7-8 вольт. И это при разбеге всех или почти всех аппаратов в 30 вольт (от 60 до 90).
Остались две характеристики из паспорта сварочного инвертора из десяти. И эти характеристики из заявленных самые важные.
Пункт 4, напряжение дуги.
Последний несущественный показатель. Напряжение дуги у всех указывается примерно одинаковое. Если мерять этот показатель на балластном реостате, то он значительно ниже паспортного. Указывается обычно 28, реально 16-19 вольт. Возможно, мерять надо между электродом и заготовкой на зажженой дуге. Возможно. Только зачем? Что даст этот показатель? Что в нём полезного? Измерить мощность аппарата? Тут нужен балластный реостат (тогда напряжение будет 16-19 вольт). К напряжению холостого хода напрямую этот показатель также значения не имеет, это другой, независимый показатель. Для чего его вставляют в паспорта, я не понимаю. Думаю, просто надо что-то написать для солидности. Кстати, далеко не все вставляют этот показатель в паспорта, так что если не найдёте его в паспорте — не удивляйтесь. Возможно этот паспорт писали профессионалы.
Дальше начинают существенные и очень существенные характеристики.
Пойду от менее важному к более важному.
Пункт 5. Диапазон регулирования сварочного тока в амперах. Пункт 6. Продолжительность нагружения в процентах
Эти две характеритики считаются обычно самыми важными. Они напрямую связаны между собой через реальную мощность сварочного аппарата.
Каждый по отдельности этот пункт косвенно отвечает на вопрос насколько мощный сварочный инвертор мы имеем. По отдельности — косвенно, а вместе — прямо. Поэтому и рассматривать мы их будем вместе.
За силу сварочного инвертора отвечают силовые транзисторы («силовики»), это такие небольшие детали по технологии изготовления родственные процессору компьютера. Это самые главные детали сварочного аппарата и разумеется самые дорогие. Для специалистов: дальше речь пойдет о IGBT-транзисторах, а не MOSFET, так как последние почти не представлены на рынке в последнее время
Когда нужен дешевый сварочный инвертор, берут два «силовика» поменьше и послабее, а когда нужен мощный профессиональный — берут мощные силовые транзисторы и ставят их не по две штуки, а по 4 или даже 8 штук в один аппарат. Номинал «силовиков» как правило 20 ампер, 40 ампер и 60 ампер, они выдерживают напряжение 600 вольт и температуру до 150 градусов. Несмотря на то, что 95% сварочных аппаратов в мире производятся в Китае, а потом перепродается местными компаниями как продукция местного производства, силовые транзисторы бывают как китайские, так и японские и американские. Производство таких материалов относится к высоких технологиям и американцы, скажем так, не брезгуют этим заниматься. Хотя на рынке стремительно растет доля и китайской продукции в том числе. Даже мой многолетний опыт работы в этой сфере не позволяет мне точно сказать, какие «силовики» лучше — японские или американские, потому что большиснтво фирм собирающих сварочные аппараты сами силовые транзисторы не производят, а покупают, при этом часто меняя поставщиков. Из-за это не только у нас, но и у самих производителей нет четкой статистики отказов по этой детали, хотя обычно если выгорает силовая часть инвертора, винят не силовые транзисторы в этом, а перегрев или выход из строя управления инвертора. Но что точно известно — чем более мощные силовые транзисторы стоят на аппарате, чем больше их количество, тем мощнее аппарат и надежнее.
Чем можно сломать силовой транзистор? В основном только перегревом. От чего греется «силовик» — от внутреннего сопротивления току. Более мощный силовой транзистор греется на таком же токе меньше, а менее мощный — больше. Если допустить перегрев, транзистор гарантированно выйдет из строя и потащит за собой остальные силовые транзисторы в этом аппарате (при ремонте меняют даже выжившие силовые транзисторы, так как они уже нормально работать не смогут). Чтобы не допустить перегрев, транзисторы сажают на мощные аллюминиевые радиаторы через термопасту, а для охлаждения радиаторов используют вентилляторы. Вентилляторы дешевле силовых транзисторов, поэтому производители дешевых инверторов предпочитают ставить по два вентиллятора в аппарат, а не увеличить реальную мощность номиналов.
И вот тут самый главный обман и кроется. Можно поставить 4 силовых транзистора по 20 ампер и аппарат будет выдавать 200 ампер, можно поставить 8 силовых транзисторов по 40 ампер и аппарат будет выдавать 200 ампер, хотя реальный номинал силовых транзисторов выше в 4 раза. Выдавать аппарат будет столько, насколько его настроят на заводе. Разница будет только в том, что первый вариант начнет сильно грется в работе, но его будут усиленно охлаждать двумя вентилляторами до того, как сработает датчик, а второй греться чильно не будет и вентиллятор легко справиться и один. Надо понимать, что вентиллятор охлаждает тем воздухом, который есть и если на улице температура +30 градусов, то будет вот такое охлаждение. При этом нагрев идет не постоянный, а волнами, то есть дуга горит — нагрев идёт, дуга погасла нагрев прекратился, вентиллятор работает. Фактически это выливается в то, что вентилляторы не успевают охлаждать слабые транзисторы и через какое-то время срабатывает термодатчик аварийного отключения. Время до срабатывания термодатчика обычно обозначают буквами ПН (продолжительность нагружения) или ПВ (продолжительность включения). То есть, грубо, проработал 6 минут из десяти — 60% ПВ (ПН). Проработал 3 минуты — 30% ПВ (ПН). Не отключился — 100% ПН(ПВ). Меряют на максимальном токе, выкручивая ручку регулировки по часовой стрелке до максимума. Делают несколько измерений подряд, потом выводят среднюю цифру. Таким образом, слабый инвертор может выдать большой ток, но не способен держать его долго, а мощный инвертор способен выдать большой ток и способен держать его долго. Обычно, бытовые инверторы настраивают так, что они держат большой ток недолго в расчете на то, что долго в быту работать инвертором не будут. Профессиональные инверторы настраивают так, что они, допустим, смогут держать ток 300 ампер, но настраивают их только на 200, чтобы остался запас мощности и вентиллятор смог охлаждать радиаторы силовых элементов бесконечно долго, столько сколько сможет работать сварщик. Считается что аппарат с ПВ (ПН) более 60% включительно — профессиональный аппарат, а все что ниже — бытовые. Фактически в паспортах пишут что угодно, но не правду. Например аппарат №1 и аппарат №2 из предыдущих разделов. Первый аппарат указан ток 220 ампер, реально выдал 193 ампера, в паспорте указан ПВ 70% — реально проработал первый раз 6 минут, второй 4 минуты, третий 3. В среднем ПВ реально около 40%. Второй аппарат выдал 200 ампер, заявлен 200 ампер, проработал 48 минут, не отключился, эксперимент закончили, так как температура на выходе не росла, таким образом он бы не отключился совсем. А ПВ был заявлен 60%.
Но окончательно запутывает вопрос следующая проблема. Отключает аппараты по перегреву не термодатчики силовых транзисторов, которых у тех нет, а термодатчики аппаратов на радиаторах охлаждения. Термодатчик каждый производитель ставит туда, куда считает нужным — на трансформатор, на диоды, на силовые транзисторы, подальше от элементов, поближе к элементам. Каждый раз разный результат. И термодатчики тоже могут быть с разными температурами срабатывания.
Поэтому вывод № 1. Читать раздел с ПН и ПВ надо лишь для общей картины, но никак не верить на слово — завышают почти все, но есть и те, кто занижает.
Вывод второй. Раздел с регулировкой тока читать тоже нужно только для общего понимания. Если написано 220 ампер — может быть будет 200, а может и 120. У нас и такие и такие есть.
Пункт 7 — максимальный диаметр электрода.
Это предпоследний несущественный показатель. Напомню, что полезную информацию дают и несущественные пункты, но так как они у всех одинаковые или почти одинаковые, мы их называем несущественными.
«Как же так?» — скажут мне — «Это же самый главный показатель». Нет. Не самый и не главный. Это пропаганда. Реклама. Причем этим пунктом забили голову огромному количеству любителей-сварщиков, профессионалы же на этот пункт никак не ориентируются, они знают, что электроды бывают разные и ток подбирать нужно и под электрод и под заготовку и под ситуацию.
Таким образом и максимальный размер электрода — это просто рекламный ход, чтобы продать более мощный аппарат и больше ни для чего этот пункт не нужен.
На пачке элетродов ОК46 2.5 мм указан ток сварки 60-100 ампер, а на «четверке» (4 милиметра)100-200 ампер.
А где же «тройка» тогда? Самый популярный размер электродов.
Часто задают вопрос: «что, этот аппарат и «четверку» потянет?»
Да, у нас самый слабый аппарат на 110 ампер. Даже он потянет, говорим мы.
«Пятёрка» (5 миллиметров) горит и на 90 амперах неплохо. Так что выбросите эти максимальные размеры электродов из головы. Ориентируйтесь на то, что тройка — это примерно 100 ампер в среднем. Хотите запас тока и надежности — берите больше. Не хотите переплачивать, можно и не переплачивать. У сварочного аппарата своего штангенциркуля нет и если вы ему принесете электрод не того размера, что написан в паспорте, он не откажется работать под этим предлогом.
Гораздо полезнее читать инструкцию к электродам.
Номер 8, класс защиты.
У всех аппаратов или почти всех класс защиты IP21 или IP21S (что в сути то же самое). Если коротко, то первая цифра 2 говорит о том, что такой толстый предмет как палец внутрь аппарата не попадет. Вторая цифра — 1 говорит о том, что вертикальные капли дождя не попадут внутрь. Сделать аппарат пылевлагозащищенным, так чтобы работать под водой не столько невозможно, сколько бессмысленно. Подводный инвертор спросом пользоваться будет в 0.001%, поэтому все делают аппараты открытые для вентилляции, а следовательно для пыли и влаги. А потому у всех IP21 (написать можно что угодно, реально это будет все таки 21).
Однако по степени пылезащищенности они сильно отличаются, а информация о классе защиты нам в данном случае никак помочь не может. Для этого надо взглянуть на аппарат. Сварочные аппараты инверторного типа бывают одноплатные (внутри одна основная плата) и трехплатные (внутри три основных платы). Есть небольшие вспомогательные платы, но грубо все инвертора можно разбить на эти две категории с многочисленными вариациями. Трехплатные аппараты намного лучше защищены от пыли и грязи, чем одноплатные.
Одноплатный аппарат представляет собой одну большую плату почти размером с корпус аппарата, на которой размещены все элементы — управление, питание, силовые элементы, кондесаторы, радиаторы силовых элементов и вентилляторы. Всё это должно находиться на разных платах, но умещено в одну. Места между элементами очень мало и 12-вольтовые дорожки управления часто соседствуют с 300-вольтовыми дорожками силовой части.Отсюда часты пробои при попадании влаги с пылью, что влечет выход из строя сварочного инвертора.
Вентиллятор охлаждения (иногда их два) стоит (стоят) также на этой плате и поток воздуха идёт с задней части аппарата в переднюю через всю плату, забрасывая её пылью, грязью и мелкими металлическими частицами, которые в виде сварочных искр обильно попадают на место сварки.
Двойные вентилляторы одноплатных аппаратов делают эту работу (засорение инвертора) вдвойне эффективнее. Два вентиллятора — это тот пример, когда явное зло выдаётся за добро и даже конкурентное преимущество аппарата. «Как же?» — спросите вы, «два вентиллятора лучше охлаждают силовую часть инвертора! Где логика? Ведь это дополнительные затраты».
Логика в том, что на профессиональные аппараты с трехплатной компоновкой ставят всегд только один вентиилятор и он прекрасно справляется с охлаждением. На слабые инвертора, о чём подробнее немного позже, ставят слабые силовые транзисторы, которые при длительной работе сильно греются (физика!) и которые надо усиленно охлаждать. Вот для этого и ставят копеечные 12 вольтовые вентилляторы в пару, так как один вообще не будет справляться.
Трехплатные аппараты сделаны по другой схеме. Три платы — не одна. Места намного больше, дорожки не примыкают друг к другу, радиаторы силовой части расположены в виде тоннеля («тоннельное охлаждение») в виде квадратной трубы, на входе которой стоит вентиллятор (один), а выход этого тоннеля идет на переднюю вентилляционную решетку. Пыль организованным строем идёт на выход. Разумеется, полной герметичности процесса добиться не получается и часть пыли попадает на электронику, но только часть, а не почти вся, как на одноплатных «пылесосах». В итоге процент поломок аппаратов «из-за пыли» на «трехплатниках» снизился даже не в разы, а на порядок, то есть в десятки раз.
Можно сделать вывод, что я не люблю «одноплатники» и люблю «трехплатники». Ничего подобного. На рынке примерно 30% трехплатных аппаратаов и 70% одноплатных. Одноплатные аппараты — это в первую очередь дешевизна. Они в полтора-два раза дешевле трехплатных. Поэтому бытовые аппараты как правило делают одноплатными. В быту частники достают свои сварочные инвертора порой пару раз в год и буквально пылинки с них сдувают. Откуда взяться грязи и пыли внутри? Тем не менее количество поломок по причине попадания грязи внутрь одноплатного аппарата все равно очень высокое.
Разбираем характеристики дальше, итак
Пункт 9 паспорта — рабочий диапазон температур.
Широты у нас холодные, зима длинная а лето короткое, поэтому вопрос не праздный. Большинство аппаратов по паспортам как бы не могут работать на морозе. На практике работают почти все. Строго говоря не совсем понимаю, почему аппарат не может работать при температуре минус 40, если основная проблема с температурой у сварочных инверторов — перегрев, а не наоборот замерзание. Аппарат сам себя греет как приличный конвектор. Около 2 квт остаются в самом аппарате или выходят через вентилляционную щель на передней панели, так что от него ещё грется можно. Теоретически.
На практике зимой в тридцатиградусный мороз нагреть аппарат довольно сложно, так как вентиллятор (а у некоторых и два) загоняют кубометры морозного воздуха в электронику аппарата, в то время пока вы возитесь с железяками. Профессиональным сварщикам проще — они больше сваривают, и меньше возятся. Поэтому у них аппараты на морозе работают. Остальным могу посоветовать приделать на аппарат выключатель вентилятора, это совсем не сложно. Ну или подождать короткого лета, что ещё проще.
Номер 10 — «масса».
Как и предыдущая характеристика эта ни о чём не говорит. На неё даже производители не обращают внимание, поэтому чаще всего масса указана с ошибкой. Их никто не взвешивает, потому что производители знают, что 200 амперный аппарат весит примерно 5 кг, 140 амперный — 3.5 кг и так далее. Специально взвешали аппарат из примера, который разбираем сейчас. Реально меньше на 300 грамм или примерно 8% веса. Все конкуренты весят примерно также.
Но вот что бросилось в глаза и на что есть смысл обратить внимание. Аппарат на 190 ампер весит 4.7 кг, на 200 грамм меньше чем 220 ампер и на 300 грамм меньше чем на 250 ампер. Такого быть не может! Уважающий себя производитель никогда так не сделает. Вот пример из другого паспорта — аппарат на 180 ампер весит 5.1 кг, 200 ампер весит 5.6 кг, аппарат на 250 ампер весит 9.1 кг, то есть почти на 4 кг больше. Цифры кстати говоря ошибочные везде, но общий смысл передан верно. У первого производителя все три аппарата примерно одинаковые, а у второго сильно и заметно отличаются в размерах и следовательно в весе.
Теоретически 250 ампер из 5 килограммового аппарата выжать можно, он даже проработает какое-то время без особых проблем. Минут 15. Так что если увидите сварочный аппарат на 250 ампер весом в 5 кг — отдайте паспорт продавцу и пожелайте ему удачи.
Некоторые владельцы «250 амперных аппаратов» могут поспорить со мной, что у них такие есть и работают они прекрасно. Не соглашусь по двум причинам — у вас НЕ «250 амперник», а «200 амперник», вас обманули. А во вторых, сваривают такими аппаратами все равно «тройкой» на 100-130 амперах, то есть не давая ему реальной нагрузки. Но с такой нагрузкой спарвиться и самый простой и дешевый сварочный инвертор, для этого вовсе необязательно было покупать аппарат «на 250 «как бы» ампер».
Пункт 11. Максимальный потребляемый ток в амперах.
Ток в амперах это очень важно. В паспорте на аппарат, который я привел в пример, максимальный переменный входящий ток указан 30 ампер и О, ЧУДО! Он действительно 30 ампер. Угадали. Возможно измеряли. Так или иначе, это единственный показатель в этом паспорте абсолютно точно отражающий реальность. Ток указывает на потреблямую аппаратом мощность. Ток умножаете на напряжение, получаете мощность. То есть 30 ампер умножили на 220 вольт, получили 6.6 квт.
«Хорошо» — скажете вы,-«Мы поняли сколько заплатим за свет в конце месяца. Но нам это совсем не важно. Мощный аппарат потребляем больше, менее мощный меньше. Более мощный можно регулятором сделать менее мощным понизив мощность. Что в этом такого важного».
А вот что. Действительно потребляемая мощность важна тогда, когда собираешься работать от генератора или выбираешь сечение удлинителя или предохранитель в щиток. Но сварочные инвертора не относятся к классу энергосберегающей техники, это все знают.
Этот показатель важен в другом. При помощи его мы можем отличить слабенькие аппараты с примитивными схемами стабилизации дуги от тех, у которых есть запас мощности, а значит более надежных и с более дорогими схемами. Для этого нам будут нужны: тестируемый аппарат, токовые клещи переменного тока, ЛАТР (лабораторный трансформатор) киловатт на 10, который понизит напряжение с 220 вольт до, допустим, 160 вольт, балластный реостат, который будет заменителем сварочного процесса и калькулятор для подсчёта итогового результата.
Суть метода в следующем. При падении напряжения ниже установленного в 220 вольт для сохранения стабильной мощности, аппарат должен начать повышать ток. То есть по паспорту 30 ампер. Это на 220 вольт. Понижаем напряжение до 160 вольт и смотрим. При 160 вольтах у всех аппаратов произведение напряжение на ток должно быть примерно таким же как и и при 220вольтах. По идее — будет падать (закон Ома). Но инвертор на то и инвертор, что может стабилизировать ток при падении напряжения. Но для этого на инверторе нужна мощная силовая электроника, так как повышение тока может вызвать выход аппарата из строя. Приведу пример(реальный, но без названий фирм и моделей): аппарат №1 — при напряжении 220 вольт входящий ток 30 ампер. Аппарат № 2 при напряжении 220 вольт входящий ток 27 ампер. При понижении напряжения оба начинают наращивать ток, но ниже 180 вольт первый сдаётся и на 160 вольтах потребляет 25 ампер, а второй на 160 вольтах потребляет 38 ампер.
Теперь берем калькулятор и умножаем: первый аппарат забирал из сети 220вольт*30ампер=6600 ватт. То есть 6.6 квт. При понижениии напряжения он стал забирать 160 вольт*25 ампер=4000 ватт. То есть 4 квт. Второй аппарат брал 27 ампер*220 вольт=5940 ватт, при пониженном напряжении стал потреблять 38 ампер*160вольт=6080 ватт, то есть мощность аппарата не упала совсем. Вы бы взяли себе аппарат №1?
Это не единственный подобный тест сварочных инверторов, но довольно показательный. В совокупности несколько тестов дадут полную картину.
А теперь пойдём дальше.
Из всего этого возникает следующий вопрос: а зачем тогда воообще читать паспорта?
Ответ: да ни за чем. Я шесть лет продаю сам или имею отношение к процессу продажи сварочных инверторов прямое отношение, но внимательно прочитал паспорта только сейчас, когда готовился писать статью про технические характеристики сварочных инверторов. Мне и раньше было понятно, что читать там нечего. Отсюда вытекает следующий вопрос:
Как тогда выбрать сварочный инвертор?
Я предложу свой вариант технических характеристик для паспорта сварочного инвертора. Если их заполнить так как есть на самом деле, выбор сварочного аппарата можно будет делать по бумажным данным. Вот мой список с моими комментариями.
-
Производитель и марка силовых транзисторов инвертора. Включая номинал «силовика» и количество, установленное на инверторе. Как правило 20, 30, 40, 50 или 60 ампер. Как правило от 2 штук до 8 штук.
-
Размеры сварочного инвертора. Покупатель должен видеть что этот аппарат меньше а этот больше и делать выбор. Это важно, но мало у кого есть.
-
Минимальное напряжение сети, при котором сохраняется заявленная мощность инвертора. То есть минимальное напряжение в сети при котором аппарат будет работать полноценно.
-
Наличие/отсутствие тоннельной системы охлаждения. От этого зависит эффективность работы вентиллятора охлаждения и количество пыли попадаемой внутрь аппарата.
silovik.ru