Самодельные станки для холодной ковки с электроприводом: с ручным и автоматическим режимом, для изготовления различных элементов: завитки, корзинки, волюты
Холодная ковка — технология, позволяющая придавать заготовкам из круглых и квадратных прутков, полос, профильных труб различные формы, без нагрева металла. Для обработки деталей используется:
- Универсальное оснащение.
- Ручные и электрические станки для холодной ковки, которые при наличии определенных знаний и свободного времени возможно сделать своими руками, и как и щепокол. Среди данных устройств особой популярностью пользуется улитка, предназначенная для изготовления завитков. Сборка данного агрегата, а также других механизмов: фонарик, волна, твистер, глобус самостоятельными силами позволяет сэкономить финансы и сделать модель для решения определенных задач, для реализации конкретных проектов по холодной ковке своими руками.
- Инструменты и приспособления, в большинстве случаев создающиеся самостоятельно, под собственные нужды каждого мастера.
 В данной категории особенно выделяется кондуктор, применяемый для производства спиралей, волют, колец и завитков.
В данной категории особенно выделяется кондуктор, применяемый для производства спиралей, волют, колец и завитков.
 В данной категории особенно выделяется кондуктор, применяемый для производства спиралей, волют, колец и завитков.
В данной категории особенно выделяется кондуктор, применяемый для производства спиралей, волют, колец и завитков.Далее представлены обзоры, демонстрирующие процесс производства самодельных станков для холодной ковки с электроприводом.
В видео представлен электрический станок, выполненный из имеющихся материалов, металлолома, с педалью для управления, редуктором 1:43, двигателем.
Обзор посвящен станку для холодной ковки, собранному своими руками (!о самодельных щепокола-рычагах подробно здесь), с редуктором 1:40, рамой из уголков, съемными кондукторами, пультом управления и педалью для автоматического и ручного режима, двигателем.
 youtube.com/embed/no0jWhApB3Q?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»>
youtube.com/embed/no0jWhApB3Q?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»> Автор ролика представляет электрический самодельный станок для холодной ковки. Каркас и опоры выполнены из труб разного сечения. Процесс сборки отдельных частей устройства также продемонстрирован. Управление осуществляется с помощью кнопочной панели.
Не все исполнители обладают нужными знаниями и необходимым временем для самостоятельного производства устройств. В подобных случаях целесообразно рассмотреть возможность покупки станка: ручного или электрического. В отдельный раздел вынесены компании, предлагающие механизмы типа улитка.
основные типы оборудования, сборка аппарата своими руками
Из-за изысканности и красоты сейчас очень востребованными стали декоративные металлические изделия, изготовленные методом холодной ковки. Подобные элементы стоят дорого и не каждый человек имеет возможность их приобрести. Однако их можно сделать своими руками. Для этого необходимо изготовить самодельный станок для ковки, после чего можно начинать реализовывать самые изысканные идеи.
- Виды приспособлений для ковки
- Покраска и сборка элементов
- Как спроектировать станок
- Самодельное торсионное устройство
Виды приспособлений для ковки
Главным оборудованием для ковки декоративных изделий своими руками являются станки и различные ручные приспособления. Электрический привод используется довольно редко, потому что затраты на энергию и большая производительность не равноценны со сложностью производимых элементов.
Специалисты выделяют такие типы станков для ковки холодной своими руками:
- твистеры;
- торсионные;
- инерционно-штамповочные;
- гибочные.

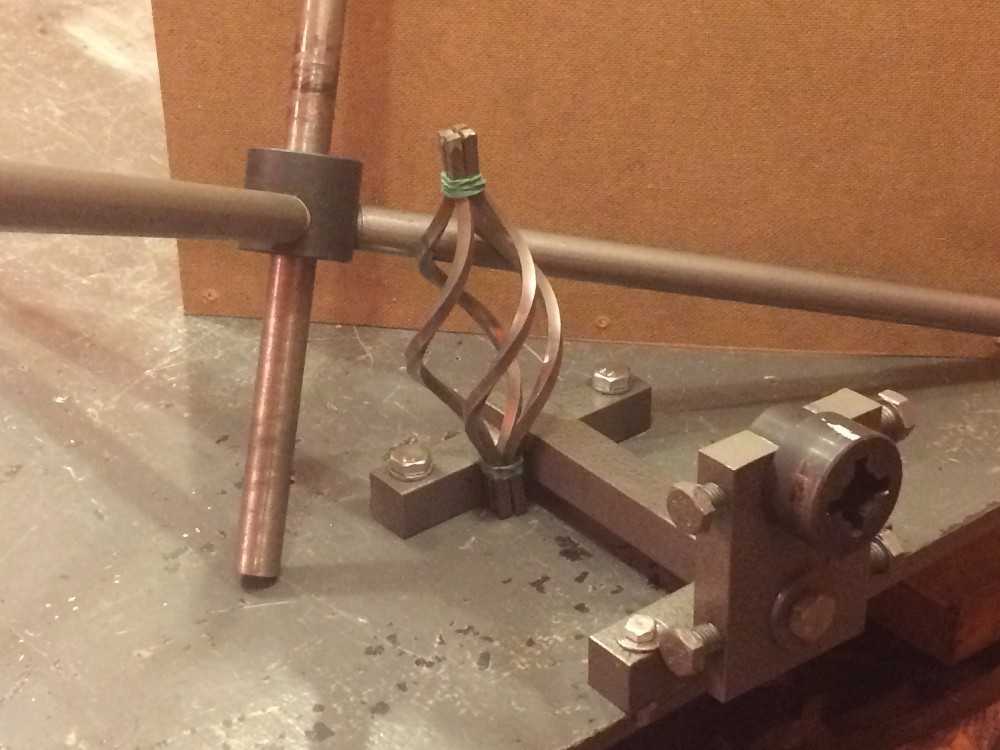
Твистеры или закручиватели способны формировать плоские спирали и красивые небольшие завитки. Торсионные аппараты делают винтовую крутку металла и детали из объемных спиралей, к примеру, луковицы и корзинки.
Инерционно-штамповочные станки расплескивают железные прутки в фасонные наконечники, выполняют штамповку декоративных хомутов для крепежа элементов узора. А также эти приспособления выдавливают мелкую волну на длинных изделиях. Гибочные устройства бывают протяжными, нажимными и универсальными. С их помощью можно делать разные зигзаги, кольца и завитки.
Покраска и сборка элементов
Покраска деталей выполняется только специальными кузнечными эмалями. При необходимости можно использовать краски для металла, которые изготовлены на акриловой основе.
Изделия, изготовленные способом холодной ковки, можно соединить такими методами:
- с помощью сварочного аппарата;
- при помощи металлических хомутов.

При сварке металлические детали привариваются между собой, а образовавшийся шлак убирается любым шлифовальным приспособлением. Соединение декоративными хомутами выглядит очень красиво. Чтобы сделать хомуты, применяют небольшие ровные полоски металла толщиной от 2 миллиметров.
Как спроектировать станок
Перед сборкой станка холодной ковки своими руками нужно сделать качественный проект, в котором необходимо очень подробно описать все малейшие детали. Но сначала стоит прочесть большое количество специализированной литературы. В ней будут описаны все устройства для ковки. Все это нужно для того, чтобы не возникало сложных ситуаций, имелось представление об аппарате, его габаритах и размерах основных узлов. Все элементы будущего изделия будут делаться из ненужного металла или старых деталей от механизмов.
Сначала нужно сделать надежную станину. На ее поверхности будут размещаться основные узлы самодельного станка. Станину необходимо делать из очень прочного материала, например, толстой древесины или металлической плиты. Специалисты советуют изготовить для станины железную опору из прочно скрепленных между собой ножек. В итоге должен получиться большой верстак. После сборки и монтажа станины в нужном месте, стоит приступать к сборке и креплению остальных деталей.
На ее поверхности будут размещаться основные узлы самодельного станка. Станину необходимо делать из очень прочного материала, например, толстой древесины или металлической плиты. Специалисты советуют изготовить для станины железную опору из прочно скрепленных между собой ножек. В итоге должен получиться большой верстак. После сборки и монтажа станины в нужном месте, стоит приступать к сборке и креплению остальных деталей.
Самодельное торсионное устройство
Этот аппарат необходим для одноосного и продольного скручивания деталей из металлического прута квадратной или поперечной формы. Чтобы сделать основание торсионного станка, стоит применять двутавр или швеллер. При помощи сварочного аппарата к нему прикрепляют толстую металлическую полоску, на которую ставят слесарные тиски. Они будут надежно зажимать неподвижную часть заготовки. Слесарные тиски крепятся 4 болтами с диаметром не менее М18. Для того чтобы повысить качество зажима заготовки, на приспособление стоит наварить небольшие рифленые пластинки из листового металла.
С другой стороны рабочей поверхности ставятся направляющие ролики, к которым подсоединяется зажимной узел для движущейся части прутка. Зажимной узел собирают из железной втулки. В ней нужно сделать сквозные отверстия для зажимных болтов, находящихся под углом около 120 градусов. Крепежные болты обязаны иметь
Следующим этапом будет изготовление специальной ручки для проворачивания подвижной части зажимного узла. Чтобы уменьшить прилагаемое усилие, стоит сделать максимально длинный рычаг. Ручку лучше собирать со втулкой из резины. Это полностью исключит проскальзывание руки в процессе ковки.
Далее, станок необходимо проверить на надежность крепления всех его деталей и точность изготовления деформации заготовки.
 После окончания всех проверок изделие надежно закрепляется на самодельной опорной раме.
После окончания всех проверок изделие надежно закрепляется на самодельной опорной раме.Свод правил Калифорнии, раздел 8, раздел 4239. Кузнечные машины.
Перейти к основному содержанию
Эта информация предоставляется бесплатно Департаментом производственных отношений. со своего веб-сайта www.dir.ca.gov. Эти правила предназначены для удобства пользователя, и не делается никаких заявлений или гарантий, что информация является текущим или точным. Полный отказ от ответственности см. на странице https://www.dir.ca.gov/od_pub/disclaimer.html.
Подраздел 7. Общие приказы по промышленной безопасности
Группа 8. Рабочие места и другие опасные части машин
Статья 56. Металлообрабатывающие станки
| Вернуться к индексу Новый запрос |
(а) Определения.
Головки болтов. То же, что и высадочная или кузнечная машина, за исключением того, что диаметр заготовки, подаваемой в машину, намного меньше, то есть обычно три четверти дюйма или меньше.
Отбойные молотки. Падающий молот означает молот, в котором сила удара создается исключительно за счет силы тяжести.
Ковочные прессы. Класс кузнечного оборудования, в котором придание формы металлу между штампами осуществляется механическим или гидравлическим давлением и обычно выполняется одним рабочим ходом пресса для каждой матрицы.
Ковка. Продукт обработки металла, которому придается заданная форма ударом или давлением в молотах, кузнечно-прессовых машинах (высадочных машинах), прессах, валках и соответствующем формовочном оборудовании. Кузнечные молоты, противоударное оборудование и высокопроизводительные кузнечные машины воздействуют на заготовку, в то время как большинство других типов кузнечного оборудования создают сжимающее давление при формировании заготовки.
Ковочные валки. Класс вспомогательного кузнечного оборудования, в котором заготовка формуется между валками с механическим приводом и профильными штампами. Прокатная ковка, обычно используемая для предварительной формовки, часто используется для уменьшения толщины и увеличения длины заготовки.
Высокоэнергетические кузнечные машины. Класс кузнечного оборудования, в котором высокая скорость ползуна в результате внезапного выброса сжатого газа против свободного поршня оказывает ударное воздействие на заготовку.
Молотки с открытой рамой (или молотки Black-Smith Hammers). Молотки применяются в основном для формообразования поковок посредством удара плоскими штампами. Молоты с открытой рамой обычно имеют такую конструкцию, что узел упора отделен от рабочего механизма и опор машины; он опирается на свой собственный независимый фундамент. Некоторыми исключениями являются кузнечные молоты с рамой, закрепленной на наковальне; например, молотки меньшего размера с одной рамой обычно изготавливаются с наковальней и рамой как единое целое.
Рулоны с кольцами. Класс ковочного оборудования, используемого для формования бесшовных колец из прошивных дисков или толстостенных кольцеобразных заготовок между валками, которые контролируют толщину стенки, диаметр кольца, высоту и контур.
Машины для изготовления заклепок. То же, что и высадочные головки и головки болтов при изготовлении заклепок с диаметром заготовки 1 дюйм и более. Изготовление заклепок диаметром менее 1 дюйма обычно является операцией холодной ковки и поэтому не включено.
Паровые молоты. Тип отбойного молота, в котором плунжер поднимается для каждого удара паровым цилиндром двойного действия, а энергия, передаваемая заготовке, обеспечивается скоростью и весом плунжера и прикрепленной верхней матрицы, приводимой вниз под давлением пара. Энергия, подаваемая во время каждого удара, может варьироваться.
Обрезные прессы. Класс вспомогательного кузнечного оборудования, удаляющего облоя или лишний металл с поковки. Эта операция обрезки также может выполняться в холодном виде, как и чеканка, операция калибровки продукта.
Высадочные машины (или ковочные машины, или жатки). Тип кузнечного оборудования, относящийся к механическому прессу, в котором основная энергия формования прикладывается горизонтально к заготовке, которая захватывается и удерживается предварительным действием штампов.
(б) Общие.
(1) Термостатический контроль нагревательных элементов для плавления свинца должен быть обеспечен для поддержания надлежащей температуры плавления (от 620 до 700 градусов по Фаренгейту) и предотвращения перегрева.
(A) Для хранения остатков шлака должен быть предусмотрен закрытый контейнер.
(B) Оборудование должно содержаться в чистоте, особенно от скоплений желтого оксида свинца.
(c) Отбойные молотки.
(1) Падающие молоты должны быть оборудованы предохранительными упорами, которые будут удерживать молот в поднятом положении.
(2) Стопоры должны иметь такую конструкцию, которая требует поднятия молота для освобождения предохранительных упоров.
(3) Ползун должен быть заблокирован при замене штампов или других работах с молотом. Блоки или клинья должны быть изготовлены из материала, прочность и конструкция которого соответствуют или превышают спецификации и размеры, указанные в таблице FM-1.
ТАБЛИЦА FM-1-ПРОЧНОСТЬ И РАЗМЕРЫ ДЕРЕВЯННЫХ СТОЙОК
-------------------------------------------------- -------------------------------------------------- -------------------------------
Размер квадрата Минимально допустимый Максимальный статический Максимальный рекомендуемый Максимальный
дюймы древесины в состоянии нагрузки на смятие в пределах безопасного исправленного веса допустимого
дюймов 1 Прочность поперечного сечения Диапазон параллельных колонн 3 Коэффициент Длина кузнечного молота
к зерну, p.s.i. 2 для древесины Б/у древесина, дюймы
-------------------------------------------------- -------------------------------------------------- -------------------------------
4 х 4 16 5 000 80 000 10 8 000 44
6 х 6 36 5 000 180 000 10 18 000 66
8 х 8 64 5 000 320 000 10 32 000 88
10 х 10 100 5 000 500 000 10 50 000 100
12 х 12 144 5 000 720 000 10 72 000 132
-------------------------------------------------- -------------------------------------------------- --------------------------------
1 Фактический размер.
2 Адаптировано из Технического бюллетеня 479 Министерства сельского хозяйства США.
прочность на раздавливание при сжатии параллельно волокнам составляет 5000 фунтов на квадратный дюйм. (фунтов на квадратный дюйм) или выше.
3 Формула коэффициента гибкости для коротких колонн: L/d = 11, где L = длина бревна в дюймах, а d = наименьшая
размер в дюймах; это отношение не должно превышать 11.
-------------------------------------------------- -------------------------------------------------- ----------------------------------

(4) Для предотвращения травм отдачи рукоятки ключей должны иметь достаточную длину, чтобы их можно было держать с любой стороны от работника.
(5) Щипцы должны иметь тупые концы рукояток.
(6) При необходимости должны быть предусмотрены масляные тампоны, средства для удаления накипи или другие устройства для удаления накипи. Эти устройства должны быть достаточно длинными, чтобы работники могли дотянуться до штампа на всю его длину, не помещая руку или руку между штампами.
(7) Ключи и прокладки штампов должны быть изготовлены из материала, который не будет чрезмерно трескаться или раскалываться.
(8) Все клапаны и переключатели с ручным управлением должны быть четко идентифицированы и легкодоступны.
ПРИМЕЧАНИЕ: Цитируемый орган: Раздел 142.3 Трудового кодекса. Ссылка: статья 142.3 Трудового кодекса.
ИСТОРИЯ
1. Отмена и новый раздел подан 10-25-74; вступает в силу на тридцатый день после этого (регистр 74, № 43).
2. Поправка к подразделу (b)(7), поданная 7-8-85; вступает в силу на тридцатый день после этого (регистр 85, № 28).
3. Изменение подано 12-16-85; вступает в силу на тридцатый день после этого (регистр 85, № 51).
4. Изменение, не имеющее регулирующей силы, поданное 7-17-90 для исправления ошибки Государственной типографии, ставшей устаревшей в результате печати Кодекса компанией Barclays (Реестр 90, № 40).
Вернуться к статье 56 Содержание
Станки для холодной ковки своими руками
Одним из способов украшения участков является использование кованых изделий. Заборы, скамейки, беседки, лестничные перила и другие подобные конструкции выглядят очень декоративно. Причем в большинстве случаев эти изделия не являются ковкой в ее традиционном понимании. Чаще всего это делается не в кузне и не молотом и наковальней, а с помощью некоторых приспособлений, позволяющих создавать разнообразные узоры и изделия из металлических полос и квадратных прутков. Для изготовления таких изделий вам потребуются станки для холодной ковки. Некоторые из них можно сделать своими руками, другие проще купить.
Заборы, скамейки, беседки, лестничные перила и другие подобные конструкции выглядят очень декоративно. Причем в большинстве случаев эти изделия не являются ковкой в ее традиционном понимании. Чаще всего это делается не в кузне и не молотом и наковальней, а с помощью некоторых приспособлений, позволяющих создавать разнообразные узоры и изделия из металлических полос и квадратных прутков. Для изготовления таких изделий вам потребуются станки для холодной ковки. Некоторые из них можно сделать своими руками, другие проще купить.
- Ограждения, перила для лестниц и балконов — тоже можно сделать своими руками
- Навес крыльца из холодной ковки
- Перила – украшение, а не чисто утилитарное приспособление
- Можно сделать беседку и кованой мебелью
- Ворота выглядят волшебно
Содержание статьи
- 1 Какие приспособления вообще применяются
- 2 Самодельные «Улитки»
- 3 Торсионный станок
- 4 Видео о самодельных приспособлениях и станках холодной ковки
- Подшипниковый узел
- Зажим заготовки
- Вот так выглядит вся конструкция
2 90 Вообще какие приспособления применяются
Для холодной ковки характерны различные завитки, изгибы, скрученные стержни и т. п. Практически для каждого типа они изготавливаются на отдельном устройстве — определенном станке. Они могут управляться вручную, а могут быть электрическими. Для небольших объемов «под себя» используют ручные станки холодной ковки. Хотя они не отличаются особой производительностью, зато намного проще в изготовлении. При необходимости поставить производство «на поток» изготавливают аналогичные устройства, но с электродвигателями. В этом случае физически работать почти не нужно, но сложность изготовления устройства возрастает в разы. В нашей статье поговорим о ручных станках для холодной ковки.
п. Практически для каждого типа они изготавливаются на отдельном устройстве — определенном станке. Они могут управляться вручную, а могут быть электрическими. Для небольших объемов «под себя» используют ручные станки холодной ковки. Хотя они не отличаются особой производительностью, зато намного проще в изготовлении. При необходимости поставить производство «на поток» изготавливают аналогичные устройства, но с электродвигателями. В этом случае физически работать почти не нужно, но сложность изготовления устройства возрастает в разы. В нашей статье поговорим о ручных станках для холодной ковки.
Какие приспособления используются:
Для начинающего мастера наиболее актуальным станком для холодной ковки является улитка. Только с его помощью можно сделать много интересных вещей – от забора и калитки до скамейки и других подобных изделий. На втором месте по потребности торсионная машина. Это добавляет разнообразия деталям. Все остальное можно приобрести или сделать по мере улучшения и приобретения навыков.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутьев (до 10-12 мм в сечении) и повторять их с высокая степень точности.
Один из самодельных станков для холодной ковки
Эти станки для холодной ковки имеют несколько конструкций, но наиболее простым в реализации является вариант с круглым столом с центральной ножкой. Рычаг с роликами на подшипниках на конце подвижно закреплен на ножке. Они облегчают процесс гибки.
Поверхность стола может быть изготовлена из стального листа толщиной 10 мм и более. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут действовать боковые силы, поэтому необходимы боковые стойки, распорки, а также устойчивое основание.
Волочильный станок для холодной ковки «Улитка»
Рычаг проще изготовить из квадратной трубы с толстой стенкой — не менее 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть его на ножку, а снизу приварить стопорную планку, чтобы рычаг не не упасть. Вариант с подшипником дает более легкий ход, но если есть смазка, то второй вариант рабочий.
Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть его на ножку, а снизу приварить стопорную планку, чтобы рычаг не не упасть. Вариант с подшипником дает более легкий ход, но если есть смазка, то второй вариант рабочий.
Вариант крепления рычага
Форма рычага также важна. Рычаг двойной, верхняя часть рабочая, нижняя опорная. Везде, где есть связи, желательно добавить усиления, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой загибаются локоны. Их делают разного диаметра — чтобы можно было делать локоны разного диаметра. Такие оправки могут быть сборными — для формирования большего количества изгибов. Каждый такой образец должен иметь стержни, входящие в отверстия в столе. Таким образом, эта схема является фиксированной. Также его форма должна быть рассчитана таким образом, чтобы конец бруска хорошо фиксировался в нем.
Улитка-кондуктор вариант
Часто оправки вытачивают из металлического круга подходящего диаметра с помощью болгарки, но есть варианты из металла с приваренными к нему стальными пластинами, загнутыми соответственно.
Как сделать аналогичный станок для холодной ковки — в следующем видео. Там же есть хорошее описание способа доведения торцов заготовки до приличного состояния — обычные необработанные края выглядят очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно обойтись и без него.
Станок для кручения
Как уже упоминалось, эти станки для холодной ковки позволяют делать продольные изгибы на прутке. Это относительно простая конструкция. Основная задача – закрепить один конец бруска неподвижно, ко второму прикрепить рычаг, с помощью которого можно будет крутить заготовку.
В качестве основы подойдет отрез профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же стержней, оставив квадратный зазор необходимого диаметра. Вы можете использовать проволочный зажим подходящего размера (можно приобрести в магазине оснастки). Любой из этих упоров приваривается к основанию.
Фиксатор можно сварить из тех же стержней, оставив квадратный зазор необходимого диаметра. Вы можете использовать проволочный зажим подходящего размера (можно приобрести в магазине оснастки). Любой из этих упоров приваривается к основанию.
Держатель троса — замок большой стержень
Далее необходимо как-то обеспечить захват и скручивание второй части заготовки. Это можно сделать с помощью двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, к ней с одной стороны приваривается ручка – конструкция напоминает букву «Т». С другой стороны в трубе делается фиксатор: сверлятся четыре отверстия, в них ввариваются гайки на 12 или 14 болтов. В результате получается хороший фиксатор — болты затягиваются после того, как планка вставлена.
Далее — дело техники — рычагом проворачиваем необходимое количество оборотов.