В 20-х годах прошлого столетия появился новый инструментальный материал — твердые сплавы, которые обладают высокой температуроустойчивостью — до 900 — 1000°С.
Твердые сплавы не содержат железа
Их основу составляют так называемые карбиды (химические соединения с углеродом тугоплавких металлов) вольфрама и титана. По своему строению металлокерамический твердый сплав напоминает шлифовальный круг. Сплав состоит из множества мельчайших карбидов, соединенных друг с другом кобальтом, который не только является своего рода цементирующим веществом, но и придает твердому сплаву вязкость.
Группы твердого сллава
Наша промышленность выпускает две группы твердых сплавов: вольфрамокобальтовые и титановольфрамокобальтовые. Сплавы первой группы состоят из карбидов вольфрама и кобальта и обозначаются буквами В К и цифрой, показывающей процентное содержание кобальта. Так, например, сплав В Кб содержит около 6% кобальта и около 94% карбидов вольфрама.
Сплавы второй группы помимо карбидов вольфрама имеют в своем составе еще карбиды титана. Обозначаются эти сплавы буквами ТК и цифрами. Цифра, стоящая после буквы Т, указывает процентное содержание карбидов титана, а цифра после буквы К — кобальта. Так, например, сплав Т15К6 содержит около 15% карбидов титана и около 6% кобальта, остальное (около 79%) — карбиды вольфрама.
В нашей стране начато изготовление и сплавов трех-карбидной группы, содержащих помимо карбидов вольфрама и титана также карбиды тантала. Такие сплавы трехкарбидной группы, как ТТ7К12 и ТТ7К15, отличаются весьма высокой прочностью и позволяют вести строгание наиболее труднообрабатываемых материалов, и в частности строгание поверхностей, полученных после сварки (по сварочному шву).
Твердые сплавы обладают высокими режущими свойствами; они не требуют термической обработки, а приобретают эти свойства в процессе изготовления.
Твердость
Одним из основных свойств твердых сплавов является их высокая твердость. Она колеблется в пределах 88- 90 HRA , тогда как твердость закаленной быстрорежущей стали равна 80-83 HRA . Такая высокая твердость позволяет обрабатывать твердыми.сплавами отбеленный чугун, закаленную сталь, стекло, мрамор и другие очень твердые материалы.
Твердость сплава зависит от содержания в нем кобальта. Чем больше кобальта, тем ниже твердость сплава. Так, сплав ВК6 менее твердый, чем сплав ВКЗ.
Карбиды титана имеют более высокую твердость, чем карбиды вольфрама, поэтому сплавы группы ТК тверже сплавов группы В К при одном и том же количественном содержании кобальта. Например, сплав Т14К8 обладает большей твердостью, чем сплав ВК8.
Твердые сплавы отличаются от других инструментальных материалов также высокой износоустойчивостью, т. е. сопротивлением, оказываемым истирающему действию стружки и поверхности резания, при этом сплавы группы ТК более износоустойчивы, чем сплавы группы В К.
Твердые сплавы обладают также высокой теплостойкостью- они сохраняют режущие свойства при нагреве до температуры «900-1000° С. И в этом случае сплавы группы ТК оказываются более теплостойкими, чем группы ВК.
С уменьшением в сплаве содержания карбида титана теплостойкость твердого сплава понижается. Так, сплав Т5КЮ менее теплостойкий, чем Т15К6.
Недостатки твердого сплава
Основным недостатком твердых сплавов является их большая хрупкость, которая уменьшается при увеличении содержания кобальта. Например, сплав Т15К6 более хрупкий, чем Т5К10. В связи с этим сплавы с большим содержанием кобальта применяются при черновой обработке. Низкокобальтовые сплавы используются при чистовой обработке; они обладают большей теплостойкостью и, следовательно, допускают большую скорость резания.
При равном содержании кобальта сплавы группы ВК более вязкие, чем группы ТК. Так, сплав ВКб более вязкий, чем TI5K6. Именно поэтому сплавы ВК применяются при обработке чугунов и других хрупких материалов, при резании которых отделяется стружка надлома, характеризующаяся тем, что центр ее давления на переднюю поверхность резца находится в непосредственной близости от режущей кромки, а это нередко приводит к ее выкрашиванию. Если в таком случае использовать сплав группы ТК, то стойкость инструмента будет еще меньшей. Обладающие большей износоустойчивостью сплавы ТК целесообразнее применять при обработке сталей и других вязких материалов, при резании которых отделяется сливная стружка, активно истирающая переднюю поверхность резца.
Строгание обычно осуществляют инструментом, оснащенным твердым сплавом наиболее прочных марок- ВК8 и Т5К10, которые лучше других противостоят выкрашиванию под в
Твердосплавные смеси ВК8
Прецизионные сплавы
Продукция
Описание
Магнитомягкие
Магнитотвердые
С заданным ТКЛР
С заданной упругостью
С высоким эл. сопротивлением
Сверхпроводники
Термобиметаллы
Являясь фактически начальным звеном в цепочке получения изделий из твердых сплавов, смесь играет важную роль в этом процессе. От ее качества зависят свойства конечной продукции, основными из которых являются механическая прочность и твердость. В настоящее время практически весь буровой, а также весомая часть режущего инструмента целиком или частично выполнены с применением указанных материалов. В компании МТК Метотехника можно купить твердосплавные смеси. Заказ через сайт доступен на странице с ценами. В том числе есть возможность оставить заявку с помощью email и телефона.Поподробнее узнать о марках, а также способах производства и областях применения указанной продукции можно на данной странице в соответствующих разделах.
Марки
Вольфрамо-кобальтовые твердосплавные смеси производятся под маркой ВК. Их основными компонентами являются карбид вольфрама (WC) и кобальт (Co). Карбид обеспечивает твердость и тугоплавкость материала, а кобальт служит в качестве цементирующего металла-связки.Материалы различаются в зависимости от содержания кобальта. Число в конце марки обозначает его процентный состав. Например, твердый сплав ВК8 содержит 8% кобальта (Co), ВК6 — 6%, Т30К4 — 4%, ТТ7К12 — 12%. Также в их состав входят углерод (C), вольфрам (W), титан (Ti), тантал (Ta) в зависимости от группы.
Химический состав материалов ВК, ТК, ТТК регламентируется стандартом ТУ 48-19-60-78.
Производство
Исходным сырьем для производства вольфрамо-кобальтовой твердосплавной смеси служат порошок монокарбида вольфрама (WC) и кобальтовый порошок (Co). Данные компоненты смешивают между собой, в результате чего получается твердый сплав в порошкообразной форме. Для продукции марок ТК, ТТК дополнительно используются порошки монокарбидов титана (TiC) и тантала (TaC). Размеры частиц, насыпная плотность, состояние поставки, механические свойства полуфабрикатов регламентируются стандартом ТУ 48-19-60-78.Применение
Смеси ВК, ТК, ТТК служат исходным сырьем для производства твердых сплавов, поставляемых в виде штабиков и пластин. Например, порошок ВК8 идет на изготовление одноименного твердого сплава.Для получения описанных выше полуфабрикатов используются методы порошковой металлургии. Базовая технологическая цепочка выглядит следующим образом: формовка -> прессование -> спекание.
Твердые сплавы группы ВК активно используются при изготовлении бурового и режущего инструмента. Из марок ВК8, ВК6 производят резцы, сверла, фрезы и другие инструменты, предназначенные для механической обработки заготовок. Пластины твердосплавные ВК8, ВК6 также нашли применение в промышленности.
Материалы, относящиеся к группам ТК, ТТК, в основном, идут на изготовление режущего инструмента, применяемого для различных этапов механической обработки изделий (черновое, получистовое, чистовое точение, фрезерование, зенкерование и т.д.).
Цены
Доступные для заказа смеси твердых сплавов группы ВК, а также их стоимость представлены на странице Цены.ВК8
ВК8 Челябинск
| Марка : | ВК8 ( другое обозначение ВП3325 ) |
| Классификация : | Сплавы твердые спеченные |
| Дополнение: | Вольфрамовая группа |
| Применение: | Для обработки материалов резанием: Чернового точения при неравномерном сечении среза и прерывистом резании, строгании, чернового фрезерования, сверления, чернового рассверливания, чернового зенкерования серого чугуна, цветных металлов и их сплавов и неметаллических материалов. Обработки нержавеющих, высокопрочных и жаропрочных труднообрабатываемых сталей и сплавов, в том числе сплавов титана. Для оснащения горного инструмента: Вращательного бурения геологоразведочных, эксплуатационных и взрывных шпуров и скважин в трещиноватых образивных горных породах с коэффициентом крепости по шкале Протодьяконова до f = 8. Распиловки мрамора и известняка, а также в камнерезных машинах. Для бесстружковой обработки металлов, быстроизнашивающихся деталей машин, приборов и приспособлений: Волочения, калибровки и прессования прутков и труб из стали цветных металлов и их сплавов. Быстроизнашивающихся деталей машин, приборов и измерительного инструмента, работающих при небольших ударных нагрузках. На его основе изготовляют сплав с износостойким покрытием ВП3325 |
| Зарубежные аналоги: | Известны |
Химический состав в % материала ВК8 ГОСТ 3882- 74
| Co | — |
| до 8 | Carbide: WC= 92 % |
| Примечание: В последней версии ГОСТа 3882-74 (с изменениями 1-6) хим. состав отсутствует |
Свойства материала ВК8
| Предел прочности при изгибе 1666 Н/мм ² Плотность 14.5-14.8 г/см ³ Твердость HRA не менее 88.0 |
Зарубежные аналоги материала ВК8Внимание! Указаны как точные, так и ближайшие аналоги.
| Германия | Швеция | Болгария | Венгрия | Польша | Чехия |
| DIN,WNr | SS | BDS | MSZ | PN | CSN |
Обозначения:
| Механические свойства : | |
| s в | -Предел кратковременной прочности , [МПа] |
| sT | -Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | -Относительное удлинение при разрыве , [ % ] |
| y | -Относительное сужение , [ % ] |
| KCU | -Ударная вязкость , [ кДж / м2] |
| HB | -Твердость по Бринеллю , [МПа] |
Физические свойства : | |
| T | -Температура, при которой получены данные свойства , [Град] |
| E | -Модуль упругости первого рода , [МПа] |
| a | -Коэффициент температурного (линейного) расширения (диапазон 20o-T ) , [1/Град] |
| l | -Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | -Плотность материала , [кг/м3] |
| C | -Удельная теплоемкость материала (диапазон 20o-T ), [Дж/(кг·град)] |
| R | -Удельное электросопротивление, [Ом·м] |
ВК8-Сплавы твердые спеченные
ВК8-химический состав, механические, физические и технологические свойства, плотность, твердость, применение
Доступный металлопрокат
Материал ВК8 Челябинск
Без стали не обходится ни одно производство, будь то тяжелое машиностроение или изготовление бытовых электроприборов. Существует множество марок этого продукта, а также большое количество форм отпуска. Наша компания реализует материал ВК8 большими партиями и с минимальной наценкой. Для уточнения свойств и характеристик конкретной марки можно обратиться к менеджерам компании.
Как и вся продукция, материал ВК8 закупается у ведущих производителей. Поэтому мы готовы со всей ответственностью давать гарантию на качество. Минимальное количество посредников определяет и низкую стоимость. Вкупе с быстрой доставкой, это дает возможность нашим бизнес-партнеры вести стабильное и взаимовыгодное сотрудничество.
Помимо отпуска, в форме той или иной детали (заготовки), наша компания реализует обработку металлов. Все мероприятия проходят четкий контроль на соответствие ГОСТа и правилам. Специалисты нашего предприятия осуществляют такие работы как оцинкование, создание деталей по чертежам заказчика, производство отливок, изготовление различных профилей и многое другое.
Имея в арсенале новейшее оборудование и огромный, опыт мы можем предложить проверку изделия по ряду параметров, таким как прочностные характеристики, химический состав, чистота сплава и так далее.
Каждому покупателю предложен огромный ассортимент продукции различного формата, а также актуальных услуг и работ. Чтобы быстрее разобраться и выбрать товар соответствующий потребностям, нужно связаться с менеджером компании и получить развернутую информацию по всем интересующим вопросам.
Материал ВК8 купить в Челябинске
Индивидуальная стоимость выстраивается за счет персонального общения с каждым потенциальным заказчиком. Менеджеры учитывают объем сделки, делают скидки постоянным клиентам и ведут открытый диалог. В результате, даже при возникновении спорных ситуаций мы способны найти компромисс и прийти к решению, удовлетворяющему обе стороны.
Доставка
Работы по осуществлению логистики входят в пакет наших профессиональных услуг. Мы постоянно совершенствуем свои знания, приобретаем новейшую технику, для того, чтобы груз был доставлен в любую точку России.
Наличие собственных железнодорожных подъездов заметно увеличивает скорость отгрузки и последующей доставки. Имея такие ресурсы, мы гарантируем доставку грузов любого объема и габаритов. Такой профессиональный подход и делает нас лидерами на рынке металлопродукции.
маркировка, виды и классификация, применение
Металлы, отличающиеся повышенной твёрдостью и износостойкостью — это твердые сплавы. Изготавливаются, как правило, из карбидов металлов (титана, хрома, вольфрама и прочих), что делает их особенно стойкими к высоким температурам и механическим воздействиям. Такие сплавы невероятно прочные, а потому, пригодные для различных производств.

Характеристика
Помимо прочности и износостойкости к полезным свойствам данных материалов можно отнести тугоплавкость. При нагреве до 900 — 1150°C твердый сплав сохраняет все свои качества.
Существует специальная маркировка, которая указывает свойства и характеристики сплава. В основе принципа маркирования – буквы, указывающие на наличие того или иного металла и цифры, показывающие его количество в %. Необходимо точно понимать их значение, так как от данных показателей зависит пригодность материала для проведения необходимых работ.
Классификация
Как и любые металлические материалы, твердые сплавы имеют собственную классификацию, которая помогает подобрать наиболее подходящий материал для своих целей.
В зависимости от способа получения, сплавы бывают:
- литые;
- спеченные.
Как видно из названия, литые сплавы изготавливают технологией литья. Среди них: стеллиты (которые состоят из хрома, вольфрама, углерода и никеля; как связка используется кобальт), сормайты (состоящие из хрома, углерода и никеля на железной основе), а также твердые сплавы, в которых в качестве основы использован никель. Чаще всего, в процессе литья применяется технология пресса, которая позволяет получить изделия высокого качества, требующие минимальной обработки перед использованием (однако, чаще всего необходимо проведение термической постобработки).

Спеченные сплавы (или металлокерамические), в свою очередь, производятся по технологии порошковой металлургии. Она представляет собой высокоточное производство, благодаря чему, получаемый на выходе материал имеет максимально высокую степень качества и не требует дополнительной обработки. Максимум, что может потребоваться – небольшая шлифовка полученного изделия. Металлокерамическими данные сплавы называют, потому что способ их производства схож с производством керамических изделий.
По химическому составу различают:
- ВК – однокарбидные, вольфрамо-кобальтовые;
- ТК – двухкарбидные, титано-вольфрамо-кобальтовые;
- ТТК – трехкарбидные, титано-тантало-вольфрамо-кобальтовые;
- ТН — безвольфрамовые.
Вольфрамо-кобальтовые
Сплавы на основе карбида вольфрама – наиболее распространённые представители данной группы. К ним относятся BK6 и BK8, упомянутые выше. Сплавы можно разделить ещё на две группы, в зависимости от их состава: содержащие в своём составе вольфрам – как уже говорилось ранее, такие сплавы состоят из карбида вольфрама и ещё минимум одного металла, играющего роль связки (чаще всего таковым является кобальт).
В основном сплавы группы ВК используют для изготовления режущего инструмента. Это резцы, пластины.
Состав и характеристики сплавов ВК
|
Сплав |
Состав сплава, %
|
Характеристика физико-механических свойств |
||||
|
WC |
TaC |
Co |
Предел прочностипри изгибе σизг , Мпа, не менее |
Плотность ρ∙10‾3, кг/м3 |
HRA, не менее |
|
|
ВК3 |
97 |
— |
3 |
1176 |
15,0-15,3 |
89,5 |
|
ВК3-М |
97 |
— |
3 |
1176 |
15,0-15,3 |
91,0 |
|
ВК4 |
96 |
— |
4 |
1519 |
14,9-15,2 |
89,5 |
|
ВК6 |
94 |
— |
6 |
1519 |
14,6-15,0 |
88,5 |
|
ВК6-М |
94 |
— |
6 |
1421 |
14,8-15,1 |
90,0 |
|
ВК6-ОМ |
92 |
2 |
6 |
1274 |
14,7-15,0 |
90,5 |
|
ВК8 |
92 |
— |
8 |
1666 |
14,4-14,8 |
87,5 |
|
ВК10 |
90 |
— |
10 |
1764 |
14,2-14,6 |
87,0 |
|
ВК10-М |
90 |
— |
10 |
1617 |
14,3-14,6 |
88,0 |
|
ВК10-ОМ |
88 |
2 |
10 |
1470 |
14,3-14,6 |
88,5 |
|
ВК10-ХОМ |
88 |
— |
10 |
1500 |
14,3-14,6 |
89,5 |
* Буква М означает, что сплав является мелкозернистым, ОМ — особо мелкозернистый.
Из таких материалов получаются высококачественные инструменты, которые используются в промышленности, различных производствах и в быту, изготовление деталей различных конструкций. Это могут быть детали для автомобилей, механических предметов, приборов и любых механизмов. изготовление деталей, требующих высокой жаростойкости.
Титановольфрамовокобальтовые
Группа сплавов ТК производится для иструментов, выполняющих резание сталей, дающих сливную стружку. В основе состава карбид титана и карбид вольфрама. В связке идёт кобальт. Титан дает снижение адгезии со сталью, благодаря этому сплавы группы ТК более износостойкие при обработки сталей. При увеличении карбидов титана повышается твердость и износостойкость, но прочностьснижается.
|
Сплав |
Состав сплава, %
|
Характеристика физико-механических свойств |
||||
|
WC |
TiC |
Co |
Предел прочности при изгибе σизг , Мпа, не менее |
Плотность ρ∙10‾3, кг/м3 |
HRA, не менее |
|
|
T30K4 |
66 |
30 |
4 |
980 |
9,5-9,8 |
92,0 |
|
T15K6 |
79 |
15 |
6 |
1176 |
11,1-11,6 |
90,0 |
|
T14K8 |
78 |
14 |
8 |
1274 |
11,2-11,6 |
89,5 |
|
T5K10 |
85 |
6 |
9 |
1421 |
12,4-13,1 |
88,5 |
|
T5K12 |
83 |
5 |
12 |
1666 |
13,1-13,5 |
87,0 |
Титанотанталовольфрамокобальтовые твердые сплавы
По ГОСТ 3882-74 имеется 5 марок. Титан в составе улучшает свойства и эксплуатационные показатели, выражающиеся в повышении прочности при обычной и повышенной температуре. Благодаря карбиду тантала в составе улучшается износостойкость при резании
|
Сплав |
Состав, % |
Характеристика физико-механических свойств |
|||||
|
WC |
TiC |
TaC |
Co |
σизг , Мпа, не менее |
Плотность ρ∙10‾3, кг/м3 |
HRA, не менее |
|
|
TT7K12 |
81 |
4 |
3 |
12 |
1666 |
13,0-13,3 |
87,0 |
|
TT8K6 |
84 |
8 |
2 |
6 |
1323 |
12,8-13,3 |
90,5 |
|
TT10K8-Б |
82 |
3 |
7 |
8 |
1617 |
13,5-13,8 |
89,0 |
|
ТТ20К9 |
67 |
9,4 |
14,1 |
9,5 |
1470 |
12,0-13,0 |
91,0 |
|
Т8К7 |
85 |
7,5 |
0,5 |
7 |
1519 |
12,8-13,1 |
90,5 |
Безвольфрамовые сплавы
Такие сплавы в СССР появились в 1970 гг. ввиду дефицита вольфрама. По ГОСТ 26530-85 существует две марки безвольфрамовых сплавов на основе карбидов, карбонитридов титана с никель-молибденовой связкой.
|
Сплав |
Содержание основных компонентов в %(по массе) |
Характеристика физико-механических свойств |
|||||
|
TiC |
TiCN |
Ni |
Mo |
σизг , Мпа, не менее |
Плотность ρ∙10‾3, кг/м3 |
HRA, не менее |
|
|
Th30 |
79 |
— |
15,0 |
6,0 |
1050 |
5,5-6,0 |
90,0 |
|
KHT16 |
— |
74 |
19,5 |
6,5 |
1200 |
5,5-6,0 |
89,0 |
Эти марки обладают меньшей прочностью и теплостойкости они не могут заменить традиционные вольфрамовые. Сплав КНТ16 хорошо подходит для прерывистого резания. А марка ТН20 может эффективно заменить Т30К4 и Т15К6. Им можно проводить чистовую и получистовую обработку незакаленной стали.
Так или иначе, благодаря своим свойствам сплавы массово применяются во многих производствах.
По классификации ИСО, твердые сплавы делят по областям применения при обработке резанием:
- Р — для стальных отливок, дающих сливную стружку;
- М — труднообрабатываемые стали, сплавы;
- К — обработка чугуна;
- N — обработка алюминия и других цветных металлов и их сплавов;
- S — для обработки жаропрочных сплавов и сплавов на основе титана;
- H — для закаленной стали.
Сплавы группы Р маркируются синим цветом, М — желтым и К — красным цветом
Свойства
Основные свойства твёрдых сплавов: твердость; жаростойкость; прочность; износостойкость;
Однако, стоит понимать, что данные характеристики зависят от соотношения элементов, из которых изготовлен сплав. Так, например, материалы, в названии которых используется сочетание букв «BK» напрямую зависимы от размера от карбида вольфрама. При уменьшении зерна карбида, сплав становится более твёрдым. При этом, велика вероятность уменьшения его прочности. При увеличении зерна происходит обратный процесс – прочность увеличивается, но сплав получается менее твёрдый. Поэтому при закупке данного материала важно понимать значение маркировок, так они напрямую говорят о его свойствах.
Титаносодержащие сплавы более твердые и жаростойкие. Температура их плавления выходит за пределы 1200°C. Кроме того, они меньше подвержены окислению. Из недостатков можно отметить худшую теплопроводность, по сравнению с материалами группы «BK», а также слабую прочность при изгибаниях.Однако эта проблема решается добавлением в состав карбида тантала – сплавы, маркированные как «TTK» гораздо более прочны при работе.
Активному использованию в различных производствах способствует также и тот факт, что твердые металлы, как ни странно, весьма пластичны. Поэтому работать с ними можно как при высоких, так и при низких температурах. Однако, резать, гнуть и проводить прочую механическую работу следует с большой осторожностью в связи с большой ломкостью и слабой прочностью при изгибах. При обработке материала необходимо знать его плотность, так как от этого зависит его прочность. Так, например плотность вольфрамовых сплавов варьируется от 14 до 15 г/см³; титаносодержащих – от 9 до 13,5 г/см³; материала с примесью тантала – от 12 до 13,6г/см³.
От всех перечисленных свойств зависит, где и каким образом могут применяться твердые сплавы.
Примеры маркировки твердых сплавов
По принципу маркировки твердые сплавы делят согласно химическому составу:
- ВК — в составе карбид вольфрама и кобальт. Цифра означает содержание кобальта в процентах. Например это сплав ВК8, ВК10, ВК6
- ТК. Титаносодержащие сплавы, содержащие карбид титана, карбид вольфрама, кобальт. Обозначение буквами ТК. Цифра после буквы Т означает содержание карбида титана в процентах, а после буквы К — процент содержания кобальта. Это сплавы Т5К10, Т14К8, Т15К6, ТЗ0К4
- ТТК. Титано-тантало-вольфрамовые. Сплав включает в себя сразу три металла: титан, вольфрам и тантал и кобальт. Маркируется буквами ТТК. Цифра после ТТ, например «7» указывает на содержание карбидов титана и тантала, цифра после «К» , например «12» — процент кобальта. Марки ТТ7К12, ТТ20К9;
- ТН. Безвольфрамовые. ТНМ20, ТНМ25, ТНМ30.
Применение и продукция из твердых сплавов
Материал широко распространен в современной промышленности. Развивается и технология производства самих сплавов, улучшается их качество, меняется состав, появляются новые маркировки. Но помимо изменения самого материала, меняются и принципы работы с ним. Появляются новые типы соединений, наносимые на изделия, благодаря чему, они приобретают новые функции и роли в промышленности.
На сегодняшний день твёрдые сплавы применяются:
- В производстве режущего инструмента. Изготовленные из высокопрочных материалов инструменты позволяют повысить качество производства, ускорить его и снизить затраты на брак и закупку материалов. Высокая жаростойкость и прочность позволяют работать на предельных скоростях. Поэтому сплавы гораздо более ценны в производстве инструмента, нежели простая сталь. В их производстве зачастую используют алмазные заготовки, значительно повышающую качество материала и его свойства. К примерам таких инструментов можно отнести резцы, свёрла и т.д.;
- В изготовлении высокопрочных деталей для механических изделий, производственных машин, автомобилей и техники, ножей и лезвий для грейдеров – в механизмах, испытывающих высокие перегрузки и усилия;
- В производстве оборудования, предназначенного для больших нагрузок. Например, рудодобывающее оборудование, буровые установки. Сплавы применяются в опорах промышленных весов и в прочих механизмах, рассчитанных на большие усилия и давления;
- При изготовлении мелких, но ключевых деталей различных механизмов. Например, из данного материала производятся подшипники, клеммы, различные защитные напыления и прочее.
- В производстве различных форм и матриц, при отливке стальных изделий как простых, так и имеющих сложную форму.
- Для механической постобработки сложных материалов (сталь, чугун, цветные металлы, жаростойкие материалы и т.д.).
- При штамповании различных изделий.
Перед закупкой инструмента, деталей или просто исходного материала, в составе которого есть сплавы, необходимо тщательно изучить к какому классу они относятся и какими свойствами обладают. В этом поможет понимание значений маркировок, которые указывают на состав изделия и, как следствие, на его способность выдерживать те или иные нагрузки. Каждый класс материала предназначен для применения в конкретной сфере производства и может быть абсолютно не пригоден для иной, что также следует учитывать.
Оцените статью:Рейтинг: 0/5 — 0 голосов
| Код | Название | Артикул | Цена | ||
|---|---|---|---|---|---|

|
332599 |
Резец токарный отрезной ВК8 16х10х100мм
Производитель ВИЗ |
ВК8 |
110 ₽ Наличие: 8шт. |
Товар в Корзине
|

|
044463 |
Резец токарный отрезной ВК8 25х16х140мм
Производитель ВИЗ |
ВК8 |
150 ₽ Наличие: 10шт. |
Товар в Корзине
|

|
044464 |
Резец токарный отрезной ВК8 32х20х170мм
Производитель ВИЗ |
ВК8 |
250 ₽ Наличие: 6шт. |
Товар в Корзине
|

|
412508 |
Резец токарный подрезной отогнутый ВК8 25х16х140мм
Производитель ВИЗ |
ВК8 |
170 ₽ Наличие: 6шт. |
Товар в Корзине
|

|
044470 |
Резец токарный проходной отогнутый ВК8 25х16х140мм
Производитель ВИЗ |
ВК8 |
210 ₽ Наличие: 4шт. |
Товар в Корзине
|

|
044471 |
Резец токарный проходной отогнутый ВК8 32х20х170мм
Производитель ВИЗ |
ВК8 |
360 ₽ Наличие: 6шт. |
Товар в Корзине
|

|
044475 |
Резец токарный проходной прямой ВК8 25х16х140мм
Производитель ВИЗ |
ВК8 |
220 ₽ Наличие: 7шт. |
Товар в Корзине
|

|
408166 |
Резец токарный проходной упорный отогнутый ВК8 16х10х110мм
Производитель ВИЗ |
ВК8 |
110 ₽ Наличие: 5шт. |
Товар в Корзине
|

|
408167 |
Резец токарный проходной упорный отогнутый ВК8 25х16х140мм
Производитель ВИЗ |
ВК8 |
210 ₽ Наличие: 10шт. |
Товар в Корзине
|

|
456197 | Резец токарный проходной упорный отогнутый ВК8 32х20х170мм | ВК8 |
345 ₽ Наличие: 3шт. |
Товар в Корзине
|

|
408168 |
Резец токарный проходной упорный прямой ВК8 25х16х120мм
Производитель ВИЗ |
ВК8 |
200 ₽ Наличие: 5шт. |
Товар в Корзине
|

|
432779 |
Резец токарный расточной для глухих отверстий ВК8 16х16х140мм
Производитель ВИЗ |
Россия |
190 ₽ Наличие: 3шт. |
Товар в Корзине
|

|
347041 |
Резец токарный расточной для глухих отверстий ВК8 16х16х170мм
Производитель ВИЗ |
Россия |
200 ₽ Наличие: 4шт. |
Товар в Корзине
|

|
268458 |
Резец токарный расточной для глухих отверстий ВК8 25Х25х200мм
Производитель ВИЗ |
Россия |
380 ₽ Наличие: 5шт. |
Товар в Корзине
|

|
226471 |
Резец токарный расточной для скв.отверстий ВК8 16х16х170мм
Производитель ВИЗ |
Россия |
200 ₽ Наличие: 5шт. |
Товар в Корзине
|
виды, классификация, маркировка и назначение
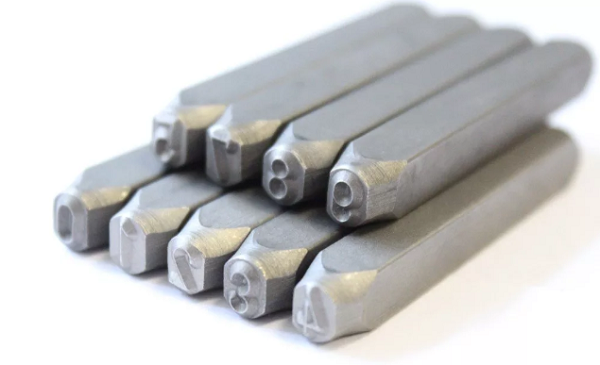
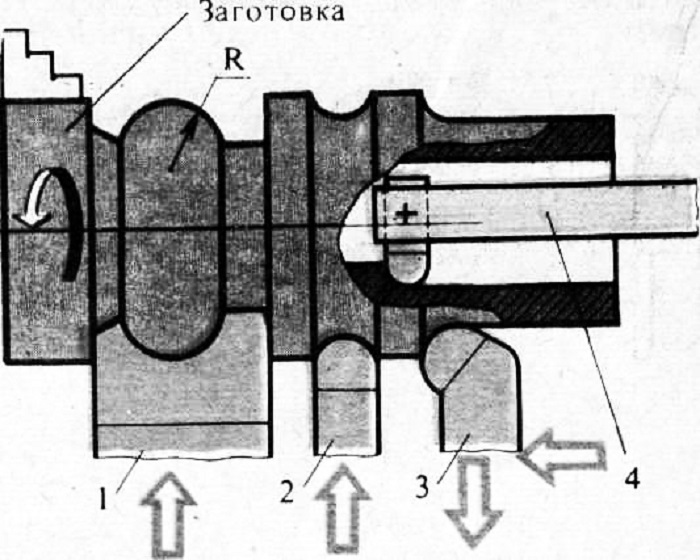
Резец — основной инструмент при выполнении токарных работ. За счет срезания лишнего металла деталь обретает заданную форму.
Они перемещаются в продольном и поперечном направлениях, изготовлены из разного материала, отличаются типом установки и назначением.

Общая конструкция обрабатывающего инструменты по металлу
Любой резец состоит из двух элементов:
- Державка — выполнена в форме квадрата или прямоугольника. Служит для фиксации инструмента в резцедержателе.
- Рабочая головка — задействована в процессе обработки. Она состоит из нескольких режущих кромок, которые обеспечивают обработку металлов резанием.
Классификация
Токарные резцы классифицируются по многим признакам. Этот способ изготовления, направление, материал, назначение, тип установки.
По способу изготовления
Есть три разновидности инструмента. Они изготавливаются по ГОСТу. В каждом производстве применяется тот или иной тип.
Цельные
Резец полностью изготовлен из легированной, реже инструментальной стали. Используются редко ввиду дороговизны материала. Поэтому чаще к обычному резцу припаивают соответствующую пластинку.

С напаянными пластинами из твердосплавного материала
На рабочую головку напаяна твердосплавная пластина, за счет которой происходит резка металла. Состав сплава отличается в зависимости от назначения резца.

Сборные
Считаются универсальными, на них можно устанавливать пластину из любого сплава и разного профиля (в зависимости от вида работы). Их можно использовать в качестве проходного, подрезного, упорного резца. Съемная пластина имеет форму треугольника, квадрата или многогранника. Не подлежит заточке. Когда все углы пластины износились либо сломались, ее выбрасывают.

По направлению
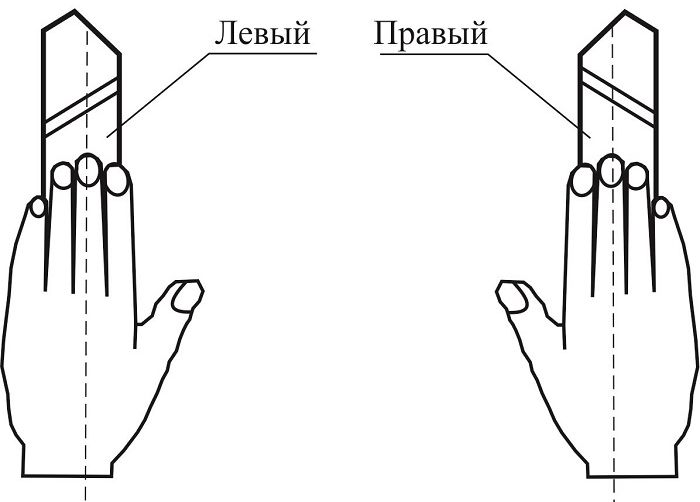
Инструмент подается в двух направлениях. От этого зависит, куда смотрит режущая кромка. Определить направление можно визуально.
Левые
При подаче движение выполняется слева направо. Режущая кромка расположена с правой стороны. Применяются редко.
Правые
Подача осуществляется справа налево. Главная режущая кромка находится с левой стороны.
По типу работ
На токарных станках выполняются три вида работ. Черновая обработка подразумевает быстрое снятие стружки с остатком припусков для последующих операций. Получистовая обеспечивает поверхность среднего качества, для некоторых деталей этого достаточно. Чистовая обработка заключается в доводке детали до нужного класса чистоты.
Для черновых
При черновом обтачивании снимается крупная стружка. Работа осуществляется обычно на больших режимах. Резец для черновой обработки устойчив к высокой температуре и ударам. Режущая кромка должна тверже, чем обрабатываемая поверхность. Для черновой работы предусмотрены инструменты из твердосплавных материалов.
Для чистовых
Применяются для финишной обработки готовой детали. Работают на больших оборотах и маленькой подаче. Толщина снимаемой стружки не превышает 1-2 мм. За счет этого обеспечивается чистота обрабатываемой поверхности.
Для получистовых
Универсальные резцы из твердосплавных материалов или быстрорежущей стали используются для получения средней чистоты поверхности. Они часто имеют дополнительную режущую кромку для уменьшения шероховатости поверхности. А на передней поверхности вышлифовывается канавка шириной 8-10 мм для обламывания стружки.
По типу назначения
Все резцы делятся по назначению. Каждый предназначен для выполнения той или иной операции.
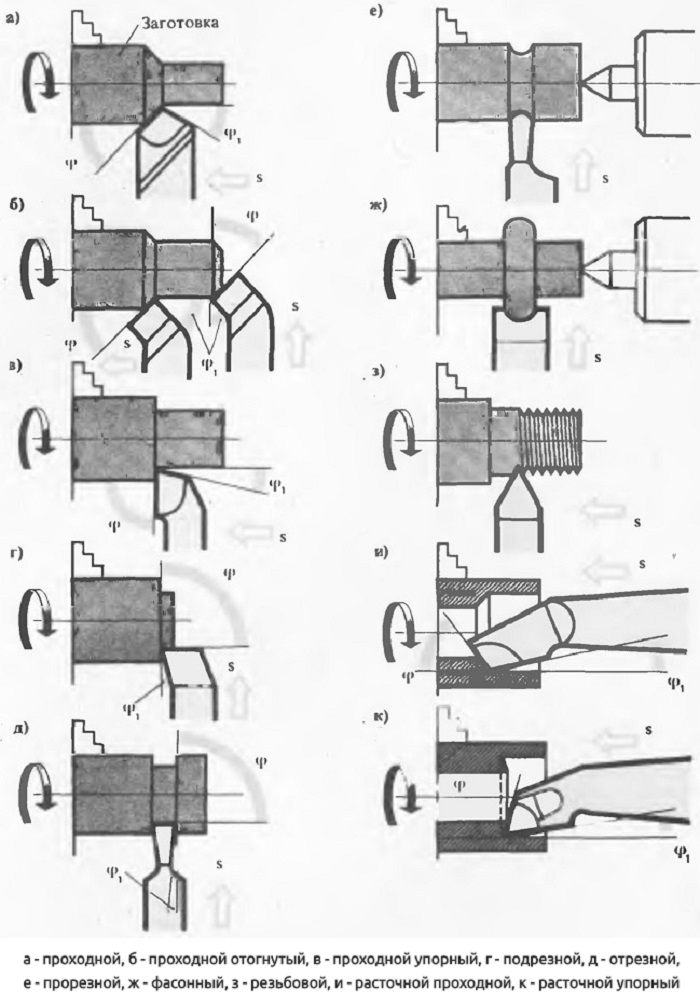
Проходные
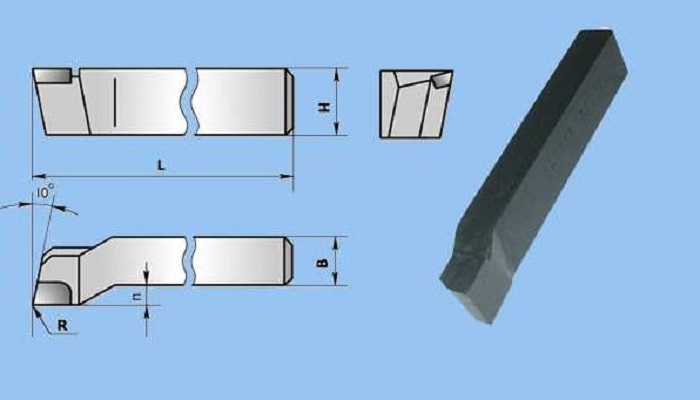
Встречаются проходной прямой и отогнутый резец. Прямой используется для обработки наружной поверхности. Конструкция инструмента позволяет аккуратно снимать фаску после окончания прохода.
Проходной отогнутый — отличается повернутой вправо или влево рабочей частью. Используется для подрезки торца. Отогнутым резцом удобно снимать наружные и внутренние фаски.
Отрезные
Главным отличием является тонкая удлиненная рабочая головка с напаянной пластиной. Используется для отрезки деталей, иногда для прорезания наружной канавки.
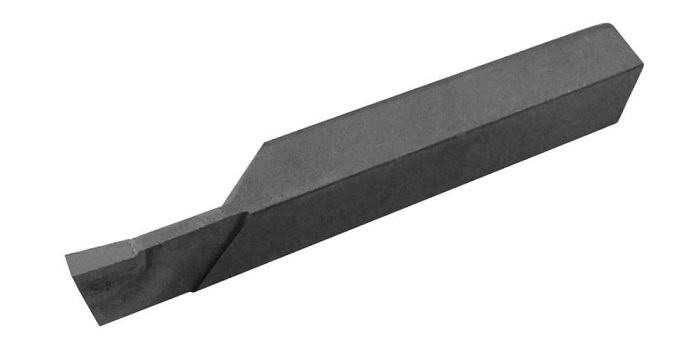
Справка! Длина головки должна превышать радиус детали.
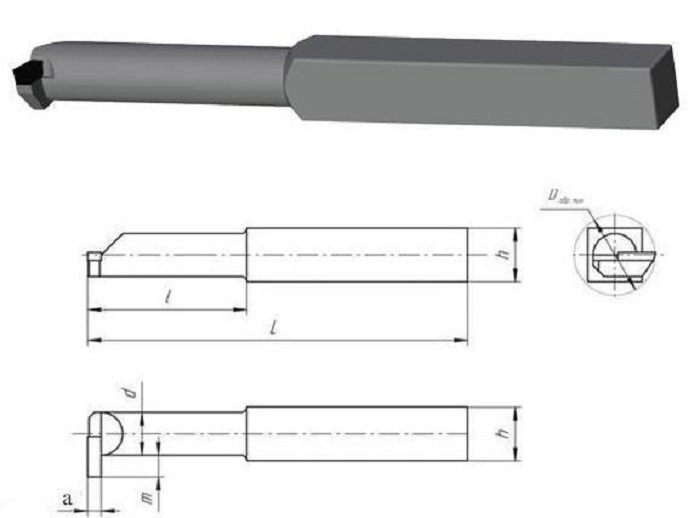
Расточные
Предназначены для внутренней обработки внутренней поверхности детали после сверления. Бывают для расточки глухих и сквозных отверстий.
Расточной резец для глухих отверстий имеет треугольную форму. Длина державки у разных инструментов отличается. Она определяет максимальную глубину расточки.

У инструмента для сквозных отверстий рабочая часть немного отвернута, напоминает проходной отогнутый резец. Он легко заходит внутрь заготовки, и также покидает ее на выходе. Главное, чтобы хватило длины державки.
Важно!
Расточные резцы бывают разных габаритов. Чем больше диаметр заготовки, тем мощнее должен быть инструмент. Иначе вибрация снизит качество обработки.
Упорные
Самый распространенный тип для наружной обработки заготовки. По назначению схож с проходным, но им неудобно снимать фаски. Конструкция рабочей головки позволяет снимать большую толщину металла за один проход.
Резьбовые
По умолчанию они профиль режущей кромки заточен под метрическую резьбу. Для нарезки других видов резьбы необходима самостоятельная заточка с использованием шаблонов. По назначению делятся для нарезания внешней и внутренней резьбы. Наружный резец применяется для нарезки любого размера резьбы.
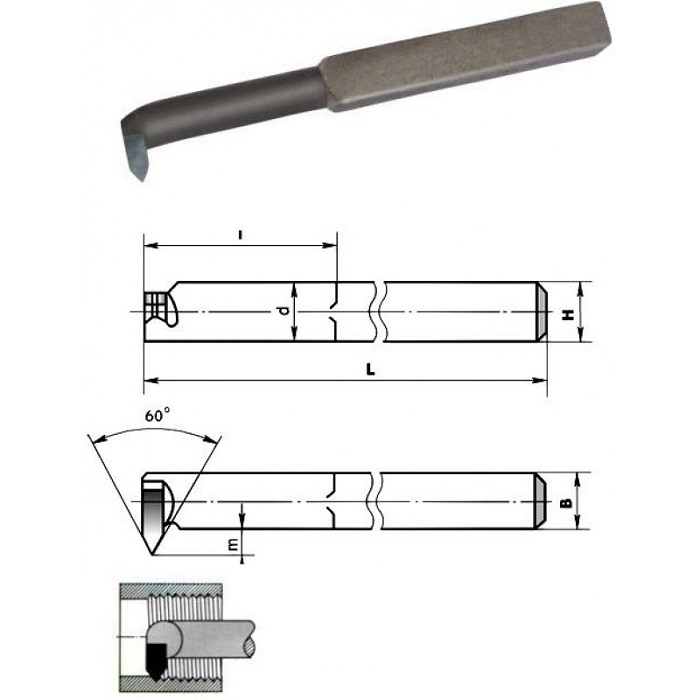
Внутренний может использоваться только для отверстий большого диаметра. С виду он напоминает расточной, только пластинка имеет форму копья.
Галтельные
Используются для проточки круглых канавок и переходных поверхностей многоступенчатых деталей. Имеют закругленную режущую кромку, что помогает добиться заданного радиуса.
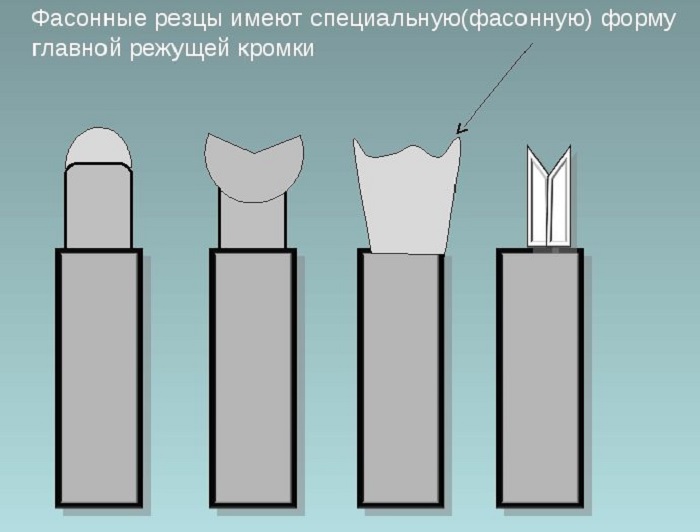
Фасонные
Предназначены для точения сложных нестандартных поверхностей. имеют круглую или призматическую форму. Профиль режущей кромки полностью совпадает с профилем обрабатываемой поверхности. Чаще изготавливаются индивидуально под конкретную деталь. Фасонный резец обеспечивает готовую деталь за одну установку.
Подрезные
Внешне напоминает упорный резец. Но пластина имеет треугольную форму. Используются, когда необходима обработка путем поперечной подачи.

Прорезные (канавочные)
Второе название — канавочные, используются для прорезания наружных и внутренних канавок. Размер режущей кромки подбирается по ширине канавки. Головка инструмента расположена выше режущей кромки, что обеспечивает устойчивость к нагрузкам.
По способу установки
Резцы устанавливаются двумя способами. Располагаются относительно заготовки перпендикулярно и касательно.
Радиальные
Устанавливаются перпендикулярно заготовке. Используются на станках с ручным управлением и ЧПУ.
Тангенциальные
Устанавливаются касательно оси детали. Это обеспечивает инструменту большее сопротивление и позволяет за один проход снимать крупную стружку. Применяются на автоматах и полуавтоматах.
По материалу
Резцы изготавливаются из разных материалов. От этого зависит их износостойкость, теплоустойчивость и способность выдерживать ударные нагрузки.
Легированная сталь
Материал содержит ванадий, кремний, хром, марганец. Отличается высокой износостойкостью. Предназначен для обработки металла на небольших скоростях. Легированная сталь применяется для изготовления цельных резцов.
Инструментальная сталь
Это высококачественная и дешевая сталь с низкой долей вредных примесей. После закалки материал приобретает высокую твердость. Резцы предназначены для обработки стали, чугуна, цветных металлов.
Инструмент легко затачивается, обеспечивает надлежащее качество обрабатываемой поверхности. Но резцы из инструментальной стали не подходят для работы на высоких скоростях. Уже при 200º С режущая кромка перегревается и утрачивает свойства.
Твердые сплавы
Резцы из твердосплавных материалов обладают более высокой износостойкостью, чем инструментальная и легированная сталь. Используются для черновой и чистовой обработки всех видов поверхностей.
Однокарбидные
Основные составляющие — карбид вольфрама и кобальт. Используются для точения хрупких материалов.
Двухкарбидные
Состоят из карбидов вольфрама и титана, в качестве связывающего вещества идет кобальт. Обладают устойчивостью к нагреванию, окислению, ударным нагрузкам. Материал хорошо сохраняет свойства при высоких скоростях резания.
Трехкарбидные
Содержат карбиды вольфрама, титана и тантала. Отличаются высокой твердостью и стойкостью. Применяются при тяжелых режимах резания.
Металлокерамика
Износостойкий материал, сохраняющий свойства при нагревании до 800-900º С. В зависимости от сплава, резцы делятся на три группы.
Вольфрамовые — основу составляют карбид вольфрама (буква В) и кобальт (буква К). Предназначены для чугуна и цветных металлов. Резцы имеют маркировку ВК2, ВК3М, ВК4, ВК8, ВК8В. Цифра означает содержание кобальта. К примеру, в сплаве ВК8 содержится 8% кобальта, остальные 92% — карбид вольфрама.
Справка! Буква М говорит о мелкозернистом сплаве, буква В означает крупнозернистый сплав.
Титановольфрамовые — универсальные резцы для чистовой и черновой обработки всех видов стали. Самые ходовые маркировки Т5К10 и Т15К6, а также Т30К4. Буква Т означает количество карбида титана, буква К указывает на содержание кобальта. К примеру, в сплаве Т15К6 содержится 15% карбида титана, 6% кобальта, остальные 79% — карбид вольфрама.
Титано-тантало-вольфрамовые — применяются для труднообрабатываемых сталей. Ходовыми сплавами являются ТТ7К12 и ТТ10К8Б. Первая цифра указывает на содержание карбидов титана и тантала (7 и 10%), вторая указывает на наличие кобальта (12 и 8%). Остальное — карбид вольфрама.
Алмаз
Для производства инструмента применяются природные и синтетические алмазы. Предназначены для тонкого точения цветных металлов, а также твердых неметаллических материалов.
Обеспечивают высокую точность и качество обработки. Из-за высокой хрупкости не применяются для обработки черного металла. Резцы бывают как с напаянным алмазом, так и с механическим креплением алмазной пластинки.
Как подобрать нужный
Выбор инструмента зависит от многих факторов. Какие моменты нужно учитывать при выборе:
- Обрабатываемый материал (сталь, чугун, цветной металл).
- Тип операции (наружная или внутренняя обработка, резьба, проточка канавок и др.).
- Требуемая чистота и шероховатость поверхности.
- Режимы резания.
- Тип обработки (черновая, получистовая, чистовая).
Какие действующие стандарты бывают и расшифровка их маркировки
Основным стандартом, по которым изготавливают токарные резцы, является ГОСТ:
- Отрезные и канавочные — ГОСТ 18874-73.
- Расточные — ГОСТ 18872-73.
- Проходные — ГОСТ 18871-73.
- Фасонные — ГОСТ 18875-73.
- Резьбовые — ГОСТ 188885-73.
Маркировка по материалу рабочей части:
- Вольфрамовые — ВК8, ВК2.
- Титановольфрамовые — Т5К10, Т15К6, Т30К4.
- Титано-тантало-вольфрамовые — ТТ7К12, ТТ8К6.
- Высокоуглеродистая сталь — У10А, У12А.
- Быстрорежущая сталь нормальной эффективности — Р9, Р12, Р18.
- Быстрорежущая сталь повышенной эффективности — Р18Ф2, Р18Ф4, Р6М3.
Заточка
Первичная заточка выполняется на заводе при изготовлении. Новый резец имеет готовый профиль режущих кромок с соблюдением углов. Но во время работы инструмент изнашивается, и необходимо его затачивать.

Когда требуется заточить режущий инструмент
Износ резца сказывается на скорости, качестве и точности обработки. При ручной подаче отрезного или канавочного резца появляется ощущение, что инструмент идет туго.
При автоматической обработке признаками износа являются:
- Изменение цвета стружки.
- Ухудшение качества поверхности.
- Искры во время точения.
- Свист, вибрация.
- Появление сколов и зазубрин на режущей кромке.
Совет! Не рекомендуется эксплуатировать резец до полного затупления режущей кромки.
Общие правила выполнения
Заточка выполняется на заточном станке. Для твердосплавных материалов предусмотрен круг из электрокорунда. Инструмент из быстрорежущий стали затачивают на круге из зеленого карбида.
Резец кладут на подручник и прижимают к вращающемуся кругу. Для получения ровной поверхности его необходимо перемещать вдоль круга. Режущая кромка должна располагаться по центру круга, в крайнем случае на 10 мм выше. Когда все поверхности готовы, на пересечении главной и вспомогательной режущей кромки делается небольшое скругление.
Важно!
Зазор между подручником и абразивным кругом допускается не более 3 мм.
Чтобы исключить перегрев режущей кромки, необходимо периодически ее охлаждать. Для этой цели возле заточного станка должна быть емкость с водой. Если пренебречь охлаждением, на поверхности кромки образуются микротрещины. Их не видно невооруженным глазом, но стойкость инструмента и качества обработки снижается.
Для повышения стойкости резца и спрямления кромок выполняют доводку. В зависимости от материала инструмента для этого предусмотрены алмазный (для твердосплавных) и эльборовый (для быстрорежущих) доводочные круги. Для контроля углов резца используют специальные шаблоны.
Как установить на станке
Для получения надлежащего качества и точности обработки необходим правильный монтаж резца. Также ошибки при установке способствуют быстрому износу режущей кромки.
Устанавливается инструмент в резцедержатель строго по центру. Для корректировки его по высоте в арсенале токаря должны быть металлические пластины толщиной от 1 до 4-5 мм. Установка ниже центра приводит к выталкиванию детали, что опасно и для инструмента, и для работника. Если режущая кромка завышена, она перегревается и быстро изнашивается.
При установке режущего инструмента нужно придерживаться простых правил:
- Протереть опорную поверхность резцедержателя.
- Фиксировать инструмент минимум двумя болтами.
- Вылет головки не должен превышать 1,5 высоты державки.
- При черновой обработке допускается завышение режущей кромки на 0,3-1 мм.
После установки инструмента нужно снять пробную стружку. Если поверхность получается ровная и гладкая, стружка не наматывается на резец — можно приступать к работе.
Важно!
Не допускается использование более трех прокладок. Также они не должны выступать за пределы резцедержателя.
Правила эксплуатации
Токарные резцы способны долгое время выполнять основную функцию, пока не сточится рабочая поверхность. Но неправильное использование сокращает срок службы инструмента. Чтобы не допустить предварительного износа, нужно соблюдать простые правила эксплуатации:
- Устанавливать по центру.
- Чем больше габариты заготовки, тем крупнее должен быть резец.
- Включать охлаждение при работе на тяжелых режимах.
- Своевременно затачивать.
- Периодически проводить доводку рабочих поверхностей мелкозернистым камушком, не вынимая инструмент из резцедержателя.
- К заготовке подводить инструмент вручную, после касания включать автоматическую подачу.
- При остановке станка сначала вручную отвести инструмент, после выключить агрегат.
- Правильно подбирать режимы резания.
- Не хранить инструмент в куче — это приводит к сколам и трещинам на режущей кромке.
- При работе с отрезным резцом подводить его как можно ближе к патрону.
На токарном станке выполняется много видов работ. Для каждого процесса предусмотрен отдельный резец. Он подбирается исходя из обрабатываемого материала, режимов резания, параметров чистоты и шероховатости. Инструмент нужно своевременно его затачивать, соблюдать правила эксплуатации и хранения.
Резцы для точения
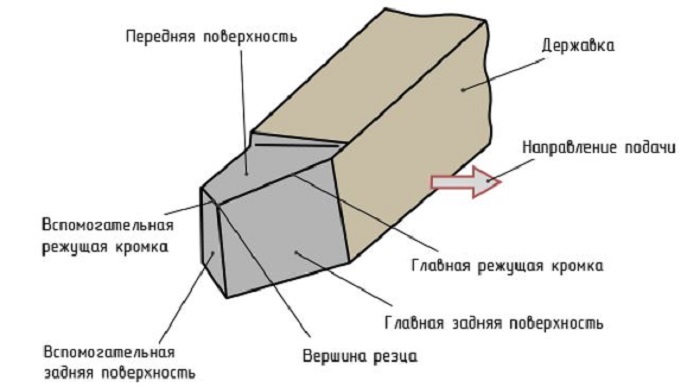
Резцы состоят из рабочей части (головки) и стержня (тела) Рис.2.
На рабочей части путем заточки образуются: передняя поверхность, по которой сходит стружка; задняя главная поверхность, обращенная к поверхности резания; задняя вспомогательная поверхность, обращенная к обработанной поверхности.
Пересечением передней и задней главных поверхностей образуется главное режущее лезвие, выполняющее основную работу резания.
Пересечением передней и задней вспомогательных поверхностей образуется вспомогательное режущее лезвие, срезающее меньшую часть снимаемого слоя материала.В зависимости от назначения, резцы имеют одно или два вспомогательных режущих лезвия и соответственно этому одну или две задних вспомогательных поверхности.
Место сопряжения главного и вспомогательного режущих лезвий называется вершиной резца. Она может быть острой, прямолинейной или закругленной по радиусу.
Если при наложении на резец ладони главное режущее лезвие оказывается расположенным на стороне большого пальца правой руки
Рис.2.Основные элементы резца. Рис.3.Определение правых и левых резцов.
Рис.3а, резец называется ПРАВЫМ; если же главное режущее лезвие располагается на стороне большого пальца левой руки Рис.3б резец называется ЛЕВЫМ.
Рис.4.Прямые, отогнутые и изогнутые резцы.
Рис. 5.Резцы с оттянутой головкой.
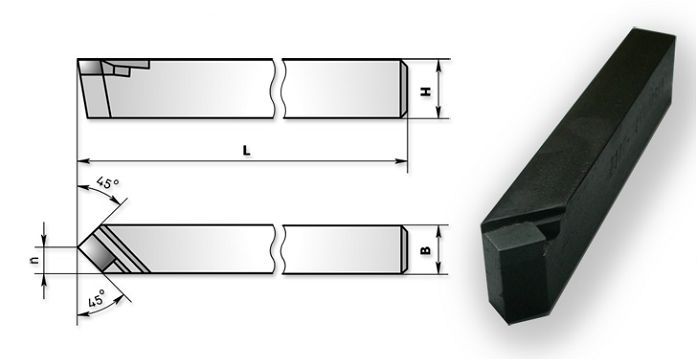
Резцы бывают прямыми Рис.4а, отогнутыми Рис.4б и изогнутыми Рис.4в.
Резцы, у которых рабочая часть (головка) уже стержня, называются резцами с оттянутой головкой Рис.5. Сечение стержня резца бывает прямоугольное, квадратное и круглое.
Основные данные по материалам для резцов приводятся в табл.1и2.
Минералокерамические сплавы, называемые иногда термокорундами, не стандартизованы. для резцов используют марки: ЦВ-13; ЦВ-18; ЦМ-332; Т-48.
Таблица 1. Инструментальные стали для резцов.
| Марка стали |
Состав стали(содержание элементов в процентах, остальное — железо |
Область применения |
| Углеродистые стали | ||
| У10А | Углерод от 0,95 до 1,09; марганец от 0,15 до 0,25; кремний не более 0,30; хром не более 0,20; никель не более 0,25; сера и фосфор не более 0,030 каждого. | Резцы для обработки сталей σвр <85 кГ/мм2 , чугунов с НВ<220, бронза и других цветных сплавов при малых скоростях резания |
| У12А | Углерод от 1,10 до 1,25; содержание остальных элементов такое же, как в стали У10А | |
| Быстрорежущие стали | ||
| Р9 | Углерод от 0,85 до 0,95; вольфрам от 8,5 до 9,5; хром от 4,1 до 1,6; ванадий от 2,3 до 2,6; марганец до 0,4 | Резцы всех типов для обработки различных сталей и чугунов, бронз и других цветных сплавов |
| Р18 | Углерод от 0,70 до 0,80; вольфрам от 17,5 до 19,0; хром от 3,8 до 4,6; ванадий от 1,0 до 1,4 | Фасонные резцы для обработки стали с σвр>85 кГ/мм2 и чугуна с НВ>220 |
Таблица 2. Металлокерамические сплавы для резцов.
| Марка стали |
Примерный состав сплава (содержание элементов в процентах) |
Краткая характеристика сплава |
Область применения |
| Для обработки сталей |
|||
| Т5К10 | Карбид титана 5; кобальт 10; карбид вольфрама 85 |
Хорошо сопротивляется ударам и вибрациям | Резцы для обдирочных работ с большими подачами и глубинами резания для работ по корке, при переменном сечении стружки, при прерывистом точении с ударами |
| Т15К6 | Карбид титана 15; кобальт 6; карбид вольфрама 79 |
Наиболее употребителен при скоростной обработке |
Резцы для получистового и чистового обтачивания, для нарезания резьбы,для обработки закаленных сталей |
| Т30К4 | Карбид титана 30; кобальт 4; карбид вольфрама 66 | Наиболее износостоек, но хрупок | Резцы для тонкого обтачивания с небольшим сечением стружки и большой скоростью резания |
| Для обработки чугуна, цветных металлов и неметаллических материалов |
|||
| ВК8 | Карбид вольфрама 92; кобальт 8 |
Хорошо сопротивляется ударам и вибрациям |
Резцы для обдирочных работ с большими подачами и глубинами резания, для точения по корке и при переменном сечении стружки, для прерывистого резания с ударами |
| ВК6 | Карбид вольфрама 94; кобальт 6 |
Менее вязок, чем Вк8, но более износостоек | Резцы для обдирочного и получистового точения при больших скоростях резания |
| ВК3 | карбид вольфрама 97; кобальт 3 | Износостоек, но хрупок | Резцы для тонкого обтачивания чугуна и обработки неметаллических материалов (пластмасс, фарфора, камней и др.) |
|
П р и м е ч а н и я: 1. Кроме перечисленных, применяются также сплавы Т5К10А, Т15К6А, ВК6А и ВК8А, отличающиеся от соответственных основных сплавов способом изготовления и предназначенные для тех же областей применения. 2. В последнее время в дополнение к указанным в таблице твердым сплавам выпускаются улучшенные марки сплавов, а именно:
|
|||
Металлокерамические и минералокерамические сплавы используются в виде пластин. Стержень резца для обычных условий работы изготовляется из стали марок Ст.6, Ст.7, 60 и 65, а для тяжелых условий работы — из стали марок У7 и У8. применяются также литые стержни из модифицированного чугуна марки СЧ 38-60 (по ГОСТ 1412-540) или из специального легированного чугуна. Быстрорежущие резцы изготавливаются целыми только малых размеров и специальных профилей; в остальных случаях их делают составными: головку из быстрорежущей стали, а стержень — из стали марок Ст.6, Ст.7, 60 или 65. Соединение головки резца со стержнем производится сваркой встык. Применяются также пластинки из быстрорежущей стали, присоединяемые к головке, и наплавка на головку слоя из быстрорежущей стали. Резцы из углеродистой инструментальной стали выполняются целыми.
Геометрические параметры рабочей части резцов. Для определения углов резца устанавливаются две исходные плоскости (смотри Рис.1) — плоскость резания и основная плоскость.
Плоскость резания — касательная к поверхности резания и проходящая через главное режущее лезвие (для резцов с криволинейным лезвием плоскость резания заменяется линейчатой поверхностью, образованной движением прямой, касательной к поверхности резания вдоль главного режущего лезвия).
Рис.6.Геометрические параметры рабочей части резца.
Основная плоскость — параллельная продольной и поперечной подачам.
Для углов режущей части приняты следующие названия и обозначения:
Передний угол γ (Рис.6) — угол между передней поверхностью и плоскостью, перпендикулярной к плоскости резания, проведенной через главное режущее лезвие.
Главный задний угол α — угол между главной задней поверхностью резца и плоскостью резания.
Угол заострения β — угол между передней и главной задней поверхностями резца.
Угол резания δ — угол между передней поверхностью и плоскостью резания.
Перечисленные главные углы резца измеряются в главной секущей плоскости,перпендикулярной к проекции главного режущего лезвия на основную плоскость.
Вспомогательный передний угол γ1 — угол между передней поверхностью и плоскостью, проходящей через вспомогательное режущее лезвие параллельно основной плоскости.
Вспомогательный задний угол α1 — угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательное режущее лезвие перпендикулярно основной плоскости.
Рис.7.Угол наклона главного режущего лезвия.
Вспомогательные углы измеряются во вспомогательной секущей плоскости, перпендикулярной к проекции вспомогательного режущего лезвия на основную плоскость.
Главный угол в плане φ — угол между проекцией главного режущего лезвия на основную плоскость и направлением подачи.
Вспомогательный угол в плане φ1 — угол между проекцией вспомогательного режущего лезвия на основную плоскость и направлением, обратным направлению подачи.
Угол при вершине в плане ε — угол между проекциями главного и вспомогательного режущих лезвий на основную плоскость.
Углы в плане измеряются в основной плоскости.
Угол наклона главного режущего лезвия λ — угол (Рис.7) между главным режущим лезвием и линией проведенной через вершину резца параллельно основной плоскости.
Этот угол измеряется в плоскости, проходящей через главное режущее лезвие перпендикулярно основной плоскости.
Угол наклона главного режущего лезвия считается положительным, когда вершина резца является наинизшей точкой режущего лезвия, отрицательным — когда вершина резца является наивысшей точкой режущего лезвия и нулевым, когда режущее лезвие параллельно основной плоскости.
А таблице 3 приводятся сведения о форме передней поверхности.
Таблица 3. Форма передней поверхности токарных резцов из быстрорежущей стали..
| Форма передней поверхности |
Область применения |
|
I — радиусная с фаской
|
Резцы всех типов (за исключением фасонных со сложным контуром режущей кромки) для обработки стали, особенно в случаях необходимости обеспечить стружкозавивание. |
|
II — плоская с фаской
|
Резцы всех типов для обработки стали при подаче свыше 0,2 мм/об. |
|
III — плоская
|
Резцы всех типов для обработки чугуна. Фасонные резцы со сложным контуром режущей кромки. Резцы для обработки стали при подаче равной или меньшей 0,2 мм/об. |
| f — ширина фаски; γ — передний угол; R — радиус выемки. |
|
Похожие статьи:
Архив новостей:
90000 Online Video Cutter — Cut Video, Cut MP4, AVI, MPG, 3GP 90001 Online Video Cutter — Cut Video, Cut MP4, AVI, MPG, 3GP 90002 Are you sure you want to finish editing? 90003 Yes No 90002 Loading … Processing … 90003 Cancel 90002 Are you sure you want to finish editing? 90003 Yes No 90002 This file type is not supported 90003 90002 Error occurred while uploading file 90003 90002 Unable to download file 90003 90002 Maximum file size is {0} Mb.Your file is {1} Mb. 90003 90002 Ok 90003 90018 90002 Online Video Cutter 90003 90002 This web app comes in handy when you need to cut a small video file. It does not require installation, and it works in your browser. 90003 90023 90002 Crop video 90003 90002 Cropping allows you to frame the video to the desired area or change frame proportions. 90003 90028 90002 Rotate video 90003 90002 You can rotate your video 90, 180 or 270 degrees. It can be useful when a portrait scene was shot in a landscape mode or vice versa.90003 90033 90002 Any format you can think of 90003 90002 The app supports almost every video format out there. If your file fails to open, then it is probably damaged or it is too big. 90003 90038 90002 Video editing online 90003 90002 The app can cut video files right in your browser window. Files of up to 500 Mb are supported, and we are about to raise this limit. 90003 90043 90002 Easy video trimming 90003 90002 After uploading your file, you can choose the quality and format of the output file.There are no complicated controls — every feature is just one or two clicks away. 90003 90048 90002 Security guaranteed 90003 90002 Your files are automatically deleted from our servers a few hours after you are done working with them. Nobody has access to them except you. 90003 90053 90002 Free to use 90003 90002 Our application will always remain free. You do not have to buy a license or pay for extra features or downloads. 90003 90002 Your message has been sent 90003 Back.90000 Shotcut — Download 90001 90002 We pledge that our downloads are always free of malware, spyware, and adware. Furthermore, we refuse to bundle any software unrelated to Shotcut such as browser toolbars or download managers. However, we can only provide that guarantee if you come to this website to download. 90003 90002 advertisement 90003 90006 Current Version: 20.07.11 90007 90002 We think your OS is Well, we do not actually know.Either JavaScript is disabled, or I am not working quite right. So, I am showing you all the options. 90003 90002 Show downloads for GNU / Linux | macOS | Microsoft Windows | All 90003 90006 Windows 90007 90002 90015 (Windows 7 +) 90016 90003 To avoid ads and get automatic updates: 90018 90019 90020 90006 macOS 90007 90002 90015 (64-bit macOS 10.10+) 90016 90003 90002 An unsigned app bundle is available on GitHub so that you can modify the build per the Free Software license agreement.90003 90020 90006 GNU / Linux 90007 90015 To avoid ads and get automatic updates: 90016 90018 90035 90018 90002 90015 (64-bit Mint 18+, Ubuntu 16.04+, Debian 9+, Fedora 24+, Arch / Manjaro 16.10+) 90016 90003 90002 90042 Linux portable tar users 90043: No install required, simply extract the archive and run it. You can drag the Shotcut folder to copy and move it wherever you want. If double-clicking the icon in your file manager does not launch Shotcut, open Shotcut.app, and try double-clicking the shotcut shell script.Do not try to run bin / shotcut directly. You may need to 90042 install JACK 90043 from your distribution. Here is a page that lists some required packages for specific distributions. 90003 90002 90042 Snap Users 90043: On snap-enabled systems, install from the store with 90050 snap install shotcut —classic 90051 90018 Since this snap is using classic confinement based on the portable zip above, not all dependencies are bundled, and it has the same run-time requirements as the portable tar.90003 90020 90006 Other 90007 90002 File checksums for downloads are available in md5sum or sha256sum format. 90003 90002 Source code archive / GitHub repository 90003 90002 Older versions are available for download. 90003 90002 Release Notes 90003 90002 90050 This program is distributed in the hope that it will be useful, but WITHOUT ANY WARRANTY; without even the implied warranty of MERCHANTABILITY or FITNESS FOR A PARTICULAR PURPOSE. 90051 90003 .
- Фото дизайн мангалов – 20 самых необычных мангалов + 140 фото
- Отделка панелями мдф мансарды – Отделка мансарды мдф панелями | Мансарды — жизнь под крышей