Изготовление трубогиба для профильной трубы своими руками
Изготовление трубогиба для профильной трубы своими руками
Многим домашним умельцам приспособление для гибки труб было бы весьма кстати, но покупать такой станок не каждому по карману. Можно пойти иным путем и собрать ручной трубогиб для профильной трубы из доступных подручных материалов, имея базовые навыки металлообработки и используя нашу инструкцию.
Подбираем материалы для станины
Хотя для сгибания труб используется прокатка с небольшим приложенным усилием, основание станка должно быть прочным и устойчивым. Иногда есть смысл закрепить инструмент на жестком полу, чтобы при обработке массивных деталей сложной формы установка не опрокинулась.
Одно простое правило поможет правильно подобрать материал: станина по конструкционной мощности должна быть сопоставима с обрабатываемой трубой, иначе деформироваться будет сам станок. Если станина набирается из нескольких элементов, они должны иметь как продольные, так и поперечные ребра жесткости.
В быту проще всего разжиться угловой сталью 80х80х7, 100х100х8 или около того. Из четырех отрезков длиной по 60–80 см свариваются две Т-образные детали, при такой сборке их можно (и нужно!) хорошо проварить по обоим продольным швам. Получившиеся профили соединяются двумя накладками в передней и задней части. Накладной уголок длиной 320–400 мм (в зависимости от ширины полок) накладывается ребром кверху, таким образом получается удобная плоскость, чтобы качественно выполнить соединение и получить 2 поперечных ребра жесткости. Еще 4–5 коротких (по 160–200 мм) фрагмента угловой стали устанавливаются снизу для еще лучшего скрепления половинок между собой и придания поперечной жесткости.
Для надежного соединения детали предпочтительно сваривать с изнанки, разложив их на заведомо плоской поверхности. Помните, что от сварки детали «ведет», поэтому сперва собираем станину на 5–6 мм прихватах, выравниваем, а затем обвариваем полностью. Примечательно, что при отсутствии сварки соединение можно выполнить на болтах, но они должны иметь диаметр не менее 12–14 мм, то есть возникает трудность сверления.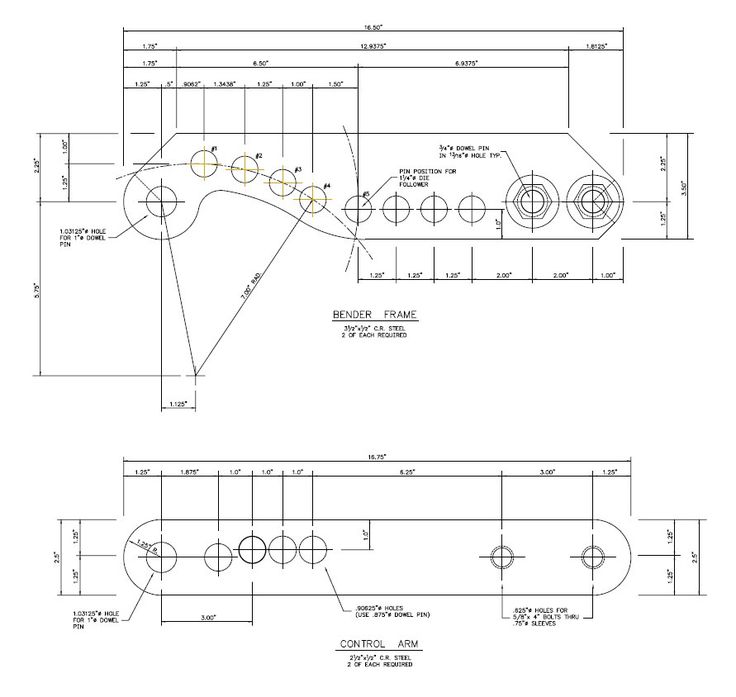
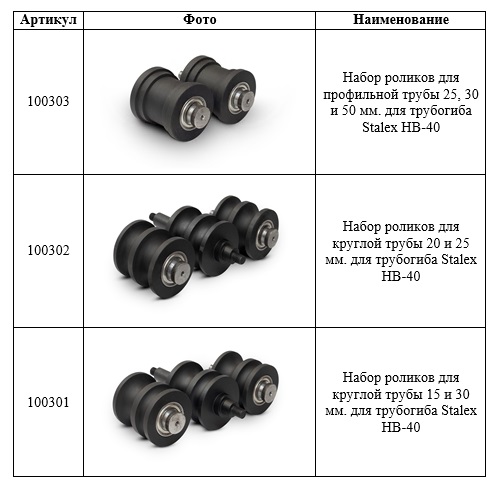
Прокатные валки — купить или изготовить.
Во многих проектах трубогибов подразумевается использование шарикоподшипников, что не совсем верно. Их минус в неспособности выдерживать значительную радиальную нагрузку, подшипники будут «укатываться» достаточно быстро за исключением роликовых и многорядных.
Вы не пожалеете, если потрудитесь найти полиуретановые или полиамидные ролики, которые обычно встречаются среди комплектующих для грузовых тележек. Оптимальный типоразмер — 60–80х90–100 мм, то есть продолговатой формы. Подшипник внутри должен быть, как мы уже выяснили, роликовым и необслуживаемым. Подшипника может не быть вовсе, мы рассмотрим и такой вариант.
Валки с полимерной обкладкой лишены недостатка стальных — они практически не проскальзывают по детали во время работы. Таким станком можно будет гнуть также хромированные или окрашенные детали, не повреждая покрытие. По поводу долговечности беспокоиться не следует — колесная продукция описанных типоразмеров рассчитана на нагрузку в 0,75–1 тонну и выше, то есть станок сможет выдержать прижимное усилие не менее 2 т, чего вполне достаточно.
Примечание: никто не отрицает достоинств металлических валков, в целом они подходят даже лучше полиуретановых. Но специальные ролики для трубогибов достаточно сложно встретить в ассортименте комплектующих, а их изготовление не каждому под силу, к тому же их поверхность должна подвергаться цементации.
Рассматриваемая конструкция приспособлена для прокатки профильных труб квадратного сечения, но, имея несколько комплектов роликов с разной формой поверхности, можно успешно гнуть и овальные, и круглые трубы, и даже сложный профиль, если нужно. Ну а способов придать ролику нужный форм-фактор имеется множество, лишний повод навестить знакомого токаря.
Механизм прижима
Делим станину пополам по длине и намечаем у боковых краев места установки вертикальных стоек. Их изготавливаем из отрезков такого же уголка, как и на станине, складывая их квадратом. Стойки нужно сместить чуть ближе к центру, примерно на 20–25 мм. Таким образом, получается просвет шириной 120–160 мм. Более чем достаточно.
Более чем достаточно.
Высоту стоек подсчитать несложно. Диаметр двух роликов, просвет для трубы в 100–120 мм и еще примерно 100 мм для свободного хода — итого примерно 400–450 мм. Варьируйте это значение в зависимости от габаритов используемого механизма сжатия. Стойки накрываются перекладиной, имеющей вертикальное ребро жесткости. Для этих целей неплохо обзавестись небольшим отрезком швеллера 70х40х8 мм.
Вторая часть механизма — основа для закрепления прижимного ролика. Ее лучше изготовить в виде рамки из уголка номинального размера, которая будет скользить по стойкам как по направляющим. Между рамкой и перекладиной размещается механизм прижима. Это может быть обычный трапецеидальный винт или автомобильный гидравлический домкрат — вы сами выбираете и тип и метод крепления, благо условия станины позволяют сделать это несколькими способами.
Ролик крепится под рамку на двух обычных уголках, повернутых друг к другу с отверстиями под ось в вертикальных полках. Ролик на прижимном механизме может использоваться с подшипником, ну а приводные устроены несколько иначе.
Ролик на прижимном механизме может использоваться с подшипником, ну а приводные устроены несколько иначе.
Синхронизированный привод
Один из недостатков валков с подшипниками — сложность передачи вращающего усилия. На деле гораздо проще разместить валок без подшипника на закаленной шпильке соответствующего диаметра, а ее — в двух корпусных подшипниках, жестко закрепленных на станине. Обычно высота вала у таких подшипников вполне соответствует радиусу полиуретановых роликов, они помещаются с запасом 15–20 мм без дополнительных подкладок. Два ролика без подшипника крепятся на разных концах станины так, чтобы в боковой проекции отступы между крайними и центральным роликом составляли по 1,5–2 их собственных диаметра.
Если вы практикуете профессиональный подход — сделайте в станине небольшие прорези 120–140 мм длиной, чтобы регулировать положение роликов в зависимости от толщины обрабатываемой детали и желаемого радиуса изгиба. Это также потребует установки натяжного ролика для цепи, провис которой будет постоянно меняться.
Сам приводной механизм предельно прост: шпильки с обеих сторон ограничены стопорными кольцами, канавки можно нарезать дрелью и ножовкой по металлу. С одной стороны шпильки выступают примерно на 40–60 мм, к ним приварены обычные однорядные цепные звездочки. Перед сваркой разнородных металлов может быть полезно их слегка погреть и отпустить.
Рычаг привода выполняется обычным воротком, одна ось которого закреплена в трубке примерно равного внутреннего диаметра. Ее достаточно просто приварить под низ станины, продеть вороток и зафиксировать его конец стопорным кольцом. Естественно, предварительно на ось должна быть посажена и приварена приводная звездочка. Звездочки для натяжения и успокоения цепи можно закрепить прямо в станине, в этом случае шестерня под цепь должна иметь ступицу для посадки на вал или подшипник. Ось успокоителя достаточно легко приваривается к внутренней полке крайнего уголка станины.
Как усовершенствовать станок
Трубогиб описанной конструкции ничем не уступает аналогам, продающимся на рынке: прочный, надежный, комплектующие легко достать. Для большего удобства его рекомендуется поднять на уровень пояса, закрепив на верстаке или установив на ножки. Также не будут лишними ограничители наклона трубы, чтобы изгиб велся по окружности, а не по спирали.
Для большего удобства его рекомендуется поднять на уровень пояса, закрепив на верстаке или установив на ножки. Также не будут лишними ограничители наклона трубы, чтобы изгиб велся по окружности, а не по спирали.
Помните, что изготовленный вами станок — это достаточно прочная база с хорошим потенциалом модернизации. Если вы планируете серийное производство или хотите повысить точность, дополните станок простейшей гидравлической системой, чтобы сделать прокатку более легкой и равномерной.
Источник: www.rmnt.ru
Трубогиб для профильной трубы чертежи и размеры
Самоделкитому назад 388 просмотра
Чертежи и размеры трубогиба для профильной трубы.
Понадобилось сделать навес перед гаражом, но платить большие деньги за гибку профильной трубы, стало просто жалко. Решил изготовить трубогиб своими руками, такой станок всегда пригодится в хозяйстве. Сделал себе самоделку не спешно за 4 дня, не считая токарных работ.
Сделал себе самоделку не спешно за 4 дня, не считая токарных работ.
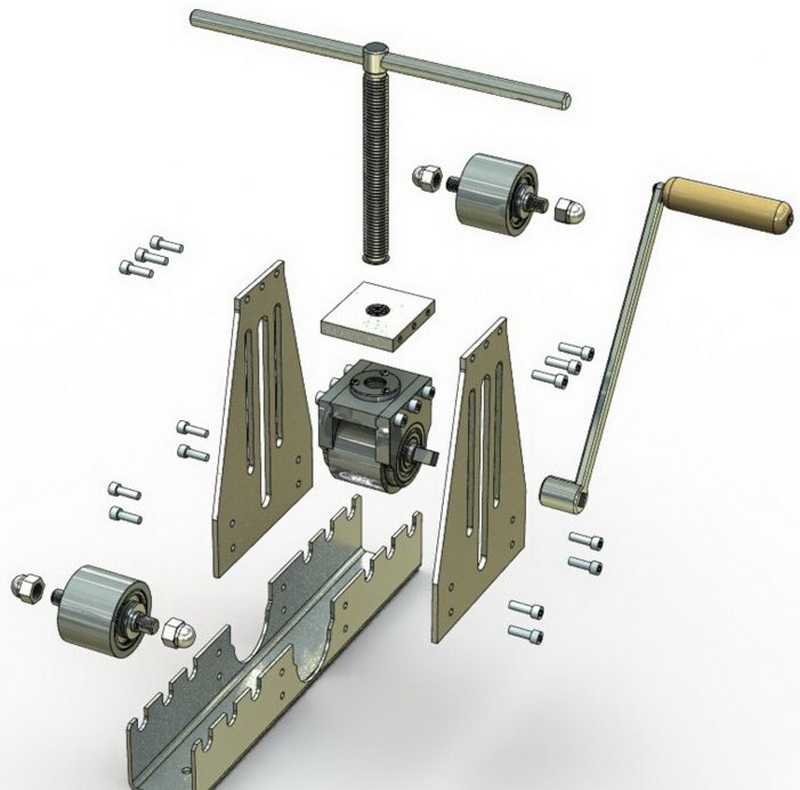
Ну и собственно результат показан на фото:
Звёзды и цепь взяты от ГРМ двигателя автомобиля.
Подшипники с полуоси ВАЗ классика.
Прижимной винт взят от советских тисков, такой винт можно приобрести на пунктах приёма металлолома.
На верхнем прижимном валике имеется бортик, он позволяет гнуть большой профиль без вмятин. Профиль 20 х 20 нормально и так гнет, остальные профиля до 60 х 60 нужно гнуть только с бортиком, иначе идет либо волна либо вмятины.
Также прилагаются чертежи трубогиба.
Станок гнёт профиль отлично, без вмятин и загибов.
Такой станочек обойдётся вам намного дешевле, чем покупной, с помощью такого приспособления можно гнуть профильную трубу сечением до 60 х 60 мм.
Также прилагается небольшое видео, автора самодельного трубогиба.
Автор самоделки: Яков Краснов.
СЛУЧАЙНЫЕ СТАТЬИ
Ни в одном руководстве по применению фрезерной машинки вы не найдете всех тех хитроумных приемов, которыми пользуются на практике опытные…
тому назад 214 просмотра
Что необходимо учитывать при росписи стен. Прежде всего, стены должны быть покрыты краской, способной послужить грунтом для наносимого рисунка (водоэмульсионной…
тому назад 221 просмотра
Творчество оригами пришло к нам с Востока и подразумевает собой умение создавать из листа бумаги удивительные объемные фигурки разных предметов…
тому назад 347 просмотра
Ковролин является, наверное, самым дискуссионным напольным покрытием, у которого есть свои приверженцы и противники. Все дело в особенностях этого материала,…
тому назад 210 просмотра
Расчет строительства дома Содержание статьи: 1 Расчет строительства дома 1. 1 Коробка дома и кровля Расчет строительства дома выполняется согласно проекту,…
1 Коробка дома и кровля Расчет строительства дома выполняется согласно проекту,…
тому назад 168 просмотра
Экскаваторы-погрузчики также называют погрузчиками с обратной лопатой. Это машины, которые совмещают функции двух видов техники – погрузчика и экскаватора. По…
тому назад 292 просмотра
Как сгибать трубки и когда это делать
Майк Гейгель, специалист по стратегическому обслуживанию, Swagelok Pittsburgh и инструктор, Advanced Tube Bending, Swagelok Company
При проектировании и сборке новой гидравлической системы или при замене компонентов в существующем. Одно из первых решений, которое необходимо принять, заключается в том, должна ли система быть построена из труб из нержавеющей стали или трубы.
Хотя резьбовая труба исторически была надежным выбором в жидкостных системах, трубка является выгодной альтернативой по целому ряду причин. Одной из таких причин является возможность легкого изгиба и прокладки трубок, что может помочь операторам создать более сложную и эффективную конструкцию жидкостной системы с меньшим количеством точек соединения.
Одной из таких причин является возможность легкого изгиба и прокладки трубок, что может помочь операторам создать более сложную и эффективную конструкцию жидкостной системы с меньшим количеством точек соединения.
Запросить дополнительную информацию об обучении гибке труб
Сравнение труб и труб Краткий обзор
Изогнутые трубки могут обеспечить некоторые значительные преимущества по сравнению с традиционными трубами в различных промышленных жидкостных системах, в том числе:
- Меньшее количество соединений. Меньшее количество отдельных компонентов означает меньшее количество потенциальных мест утечки, что может повысить эффективность и уменьшить разливы и неорганизованные выбросы.
- Экономия времени. Трубные системы не только обеспечивают более простую установку, но и изгибы труб могут сэкономить время оператора, устраняя необходимость резать, удалять заусенцы и устанавливать новый фитинг для каждого простого изменения направления.
- Меньше турбулентности.
 Изгибы позволяют жидкости течь легче, чем через серию нескольких фитингов.
Изгибы позволяют жидкости течь легче, чем через серию нескольких фитингов. - Меньшая занимаемая площадь. Изгибы труб и низкопрофильные трубки обеспечивают более компактную площадь основания системы и облегчают доступ к находящемуся рядом оборудованию для обслуживания.
 Изгибы позволяют жидкости течь легче, чем через серию нескольких фитингов.
Изгибы позволяют жидкости течь легче, чем через серию нескольких фитингов.Передовой опыт в области гибки труб
Чтобы максимально использовать преимущества гибки труб, важно быть уверенным, что вы понимаете, как определить, где изгибы труб наиболее применимы в ваших системах, передовые методы изготовления высококачественных изгибов и как используйте правильное оборудование. Ниже приведены рекомендации по принятию решения о том, когда следует сгибать трубы и как обеспечить безопасность и эффективность системы.
1.) Определите, будет ли трубка предпочтительнее трубы. Здесь необходимо сделать несколько замечаний. Чтобы выполнить желаемый участок с использованием трубы, трубу необходимо разрезать, очистить от заусенцев и нарезать резьбу. Вся наружная резьба должна быть обмотана лентой из ПТФЭ или покрыта герметиком. Затем фитинги затягиваются гаечным ключом. Хорошо построенная система может обеспечить высокую надежность, но процесс сборки может занимать значительное количество рабочего времени, особенно для сложной системы. Кроме того, каждое новое введенное фитинговое соединение является потенциальной точкой утечки, даже если оно было собрано квалифицированным сборщиком, а дополнительные точки утечки могут привести к увеличению выбросов.
Вся наружная резьба должна быть обмотана лентой из ПТФЭ или покрыта герметиком. Затем фитинги затягиваются гаечным ключом. Хорошо построенная система может обеспечить высокую надежность, но процесс сборки может занимать значительное количество рабочего времени, особенно для сложной системы. Кроме того, каждое новое введенное фитинговое соединение является потенциальной точкой утечки, даже если оно было собрано квалифицированным сборщиком, а дополнительные точки утечки могут привести к увеличению выбросов.
Здесь трубка может дать некоторые преимущества. Его также необходимо обрезать и удалить заусенцы, но большинство изменений направления можно выполнить с помощью изгиба вместо нового фитинга. Одна изогнутая труба может выполнять несколько изменений направления, в отличие от трубы, где требуется много разных участков и фитингов. Кроме того, по сравнению с отводом трубы, изгиб трубы создает меньшую турбулентность при протекании через него системной среды. Трубка также легче трубы и не требует большого количества дополнительных опор.
2.) Определите, как вы будете выполнять изменения направления . Изменение направления будет осуществляться за счет изгибов или соединения отдельных отрезков труб с помощью высококачественных трубных фитингов. Изгибы применимы для многих изменений направления, но ваш выбор между изгибом или фитингом во многом зависит от ситуации.
Простые изменения направления на 90 градусов (как показано здесь), которые полезны для любых необходимых смещений в вашей линии, часто могут быть наиболее эффективно выполнены с помощью изгибов. Например, если трубопровод должен проходить через панель, не препятствуя легкому доступу (как показано здесь), серия из 9Изгибы под углом 0 градусов могут быть эффективными. Изгиб также удобен в ограниченных пространствах, где несколько отрезков трубы должны менять направление в непосредственной близости друг от друга. Также могут применяться более сложные методы, такие как прокатка со смещением, параллельные, сложные и сегментированные изгибы, которые могут потребовать продвинутых навыков и опыта в области гибки.
Изгибы применимы не везде. Требуется минимальная длина трубки, чтобы согнуть ее, но при этом обеспечить безопасную установку трубки в трубный фитинг. Если вы имеете дело с несколькими короткими отрезками труб, более целесообразно использовать фитинговые соединения для изменения направления. Кроме того, если определенное требуемое изменение направления потребует более сложного изгиба, чем вам удобно делать, может быть полезно использовать фитинг. Эта ситуация показывает, почему следование передовым методам так важно для создания безопасных, эффективных и экономичных систем с изогнутыми трубками.
3.) Убедитесь, что у вас есть необходимые навыки для гибки труб. Гибка труб — это не только мастерство, но и искусство, требующее от техников мыслить в трех измерениях, чтобы превратить проекты на бумаге в физические системы.
Операторы также должны знать, как использовать трубогиб и другое оборудование для выполнения точных и качественных изгибов. Есть два распространенных вида оборудования, которые применимы во многих случаях гибки: ручной трубогиб и настольный трубогиб. В следующих видеороликах вы можете найти практические инструкции по использованию каждого типа трубогиба:
В следующих видеороликах вы можете найти практические инструкции по использованию каждого типа трубогиба:
Как пользоваться ручным трубогибом:
Из этого видео вы узнаете, как использовать ручной трубогиб для точного и эффективного изгиба труб на 90° и 180°. Ручные трубогибы Swagelok ® обеспечивают стабильные высококачественные изгибы труб, изготовленных из большинства материалов, используемых с трубными обжимными фитингами Swagelok.
Как пользоваться настольным трубогибом:
Из этого пошагового обучающего видео вы узнаете, как использовать настольный трубогиб Swagelok ® для получения точных, воспроизводимых и высококачественных изгибов труб. изготовлен из большинства материалов.
Следуя рекомендациям, изложенным в этих видеороликах, можно помочь техническим специалистам избежать множества распространенных дефектов, которые могут поставить под угрозу целостность даже самых простых изгибов, что приведет к пустой трате времени, труда и денег.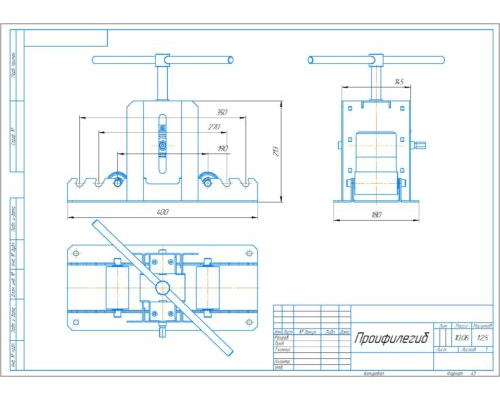
Учебные курсы могут иметь неоценимое значение для обучения техников практическим знаниям, необходимым для создания безопасных и эффективных жидкостных систем с изогнутыми трубками. Вот почему компания Swagelok разработала учебные курсы по гибке труб — от основ до более продвинутых методов — чтобы помочь специалистам по жидкостным системам освоить практические навыки, которые они могут применять на своих предприятиях. Если вы хотите узнать больше о том, как мы можем помочь вам улучшить ваши навыки гибки труб, свяжитесь с нашей командой сегодня.
Запросить дополнительную информацию по обучению гибке труб
Трубогиб для профильной трубы своими руками: инструкция по сборке
Профильные трубы используются в качестве материала не меньше, чем круглые трубы. Выполняя монтажные работы с ними, вам также приходится резать, гнуть, точить, варить. Без такого оборудования никак не обойтись.
Не всегда есть возможность купить готовые приспособления для слесарных и сантехнических работ, зачастую оборудование приходится делать самому. Например, сделать трубогиб из профильной трубы своими руками под силу каждому. Предлагаем ознакомиться с тремя самыми популярными вариантами и с технологией их возведения.
Например, сделать трубогиб из профильной трубы своими руками под силу каждому. Предлагаем ознакомиться с тремя самыми популярными вариантами и с технологией их возведения.
Содержание статьи:
- Как согнуть профильную трубу без специального инструмента?
- Лучшие варианты самодельных трубогибов для профиля
- Конструкция №1 — трубогиб ручной
- Конструкция №2 — Мощное механизированное устройство
- Конструкция №3 — трубогиб гидравлический
- Трубогиб инструкция
- Полезные советы 900 для «Пионеров»
- Выводы и полезное видео по теме
Как согнуть профильную трубу без специального инструмента?
Использование специального инструмента, позволяющего легко и просто сгибать трубы, в том числе и профильные, уже можно считать сантехнической традицией. Между тем, за все время слесарной практики был придуман целый ряд простых способов получения загибов без использования специального инструмента.
Смотри — может трубогиб вообще не надо строить. Правда, следует сказать, что такой подход не всегда готов полностью удовлетворить потребности в изгибе. Особенно, если вы хотите согнуть профильную трубу сразу в нескольких местах и под разными радиусами.
Качественно и красиво согнуть профильную трубу проще всего с помощью специальных приспособлений — трубогибов. Но в ряде случаев вполне возможно согнуть профильные трубы самостоятельно
Простейшие кустарные способы, помогающие сделать один-два сгиба, без использования какого-либо оборудования:
- заполнение внутренней полости трубы песком;
- заполнение внутренней полости трубы водой с последующим замораживанием;
- применение самодельной оправки;
- подрезка стенки профиля по внутреннему радиусу.
При необходимости гибки профильной трубы в одной, максимум двух точках, удаленных друг от друга, вполне целесообразно применить простые приемы:
- Заполнить внутреннюю область профильной трубы мелким р. песок.
- Плотно закройте концевые части.
- Согните профиль руками по шаблону в нужных местах.
 песок.
песок.Аналогично проводятся работы с трубой, заполненной водой. Но в этом варианте вода должна быть заморожена. Не всегда условия работы позволяют выполнить эту процедуру.
Чтобы согнуть трубу без деформации и по заданному радиусу, достаточно заполнить ее внутреннюю часть обычным речным песком. Этот метод применим для работы с тонкостенными трубами.
Еще один аналогичный метод – использование оправки – стальной пружины чуть меньше внутреннего диаметра самой трубы. Внутрь помещается пружина, после чего выполняется изгиб.
Таким образом, вы можете вручную сгибать тонкостенные трубы. Для профильных изделий с более мощной комплектацией эти способы не подходят.
Профильная толстостенная труба легко гнется методом «нарезки». В качестве инструмента можно взять ножовку по металлу или циркулярную пилу. На гнутой трубе свариваются стыки секций
Толстостенные мощные профили могут быть изогнуты в одной или двух точках простым способом технологических подрезов. Технология предполагает резку небольших участков стенки трубы по внутреннему радиусу (например, болгаркой).
Технология предполагает резку небольших участков стенки трубы по внутреннему радиусу (например, болгаркой).
Затем профиль сгибают до соединения стыков границ сделанных подрезов. Места примыкания границ подрезов завариваются с помощью электросварки.
Фотогалерея
Фото
Наличие в арсенале умелого мастера трубогиба позволит сделать много полезных дел по обустройству дачи, квартиры и загородного дома
Гнутый профиль удачно используется при изготовлении всевозможных садовых скамеек и кресел-качалок
Гнутый металлический профиль легко выдержит вес отдыхающих и послужит перилами
Каркас из гнутой профильной трубы в паре с поликарбонатом позволит построить отличный навес для входной группы
Из гнутого профиля выходят отличные фермы для сборки крыши уютной беседки
Металлический профиль, гнутый аркой, лучший вариант для конструкции садовой мебели. Стоит недорого, выглядит отлично, после окрашивания «равнодушна» к осадкам
С помощью ферм из гнутой профильной трубы можно быстро и без проблем построить навес на участке
Домашние мастера, умеющие гнуть профильные трубы и сварки, сможет сделать настоящий шедевр — качели с балдахином и изысканным декором
Дачная скамейка из гнутого профиля
Кресло-качалка с полозьями из гнутой трубы
Перила и ножки из гнутого профиля
Навес над входом
Уютная беседка с закругленной крышей
Садовая мебель для дачи Обустройство стоянки автомобиля
Качели дачные изысканные
Лучшие варианты самодельных трубогибов для профиля
Специальные инструменты — трубогибы — дают больше возможностей для гибочных операций. Работа с трубогибом практически не ограничивает потребности конструкторов, использующих в своей работе профильные трубы.
Работа с трубогибом практически не ограничивает потребности конструкторов, использующих в своей работе профильные трубы.
Похоже на одну из многих моделей ручных трубогибов. Инструмент значительно облегчает гибку и позволяет производить обработку армированных профильных труб
Можно гнуть изделия разных размеров, но с учетом всевозможных технических характеристик. Разнообразие модельного ряда трубогибов профильных труб позволяет выполнять работы любой сложности.
Конструкция №1 — трубогиб ручной
В целом конструкция инструмента достаточно проста, а значит доступна для исполнения неподготовленному человеку. Они самостоятельно изготавливают не только малогабаритные мобильные конструкции ручного действия, но и стационарные системы, оснащенные электроприводом.
Для частного использования более актуальны ручные модели. К тому же изготовление ручных устройств несколько дешевле.
Небольшое количество комплектующих, входящих в конструкцию трубогиба для профиля, позволяет собирать такие приспособления самостоятельно. Большинство деталей можно взять от любого старого оборудования
Большинство деталей можно взять от любого старого оборудования
Одна из распространенных схем ручного приспособления, пригодного для изготовления трубогиба, собирается из следующих компонентов:
- опорные катки;
- упорный ролик;
- детали шасси;
- регулировочный винт;
- ручка подачи.
Инструмент работает по принципу перекатного механизма, как и львиная доля других самодельных конструкций. Все детали выполнены из металла, включая опорные и упорные ролики. При этом часть комплектующих (те же ролики) можно сделать и из других материалов. Например, есть самодельные конструкции с роликами из дерева.
Материал рабочих органов является показателем, определяющим, с какими трубами (по толщине стенки и твердости металла) может работать трубогиб.
Конструкция №2 — Мощное механизированное устройство
Ряд самодельных конструкций не ограничивается только ручным инструментом. Ремесленники создают изделия, достойные сравнения с промышленным оборудованием.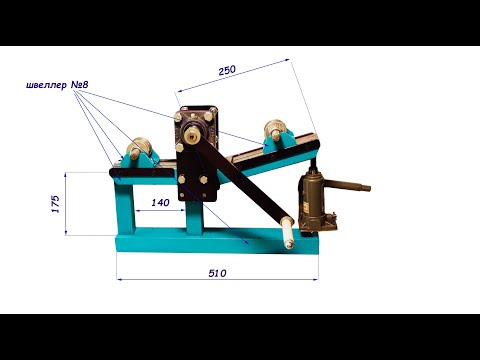 Детали для таких систем легко найти среди хлама технических предприятий или купить задешево на рынке.
Детали для таких систем легко найти среди хлама технических предприятий или купить задешево на рынке.
Мощный механизированный трубогиб своими руками. В качестве комплектующих брались детали от технических машин различного назначения. Машина работает от электричества
Трубогибы усиленные профильных труб оснащены электроприводом. На таких «станках» без труда гнутся профили разного сечения, имеющие толщину стенок в несколько миллиметров.
На картинке выше пример схемы мощного трубогиба, конструкция которого содержит:
- рама сваренная из швеллеров;
- два металлических прокатных ролика;
- шестерня трехступенчатая;
- металлическая цепь;
- редуктор и электродвигатель с механизмом ременной передачи.
Ролики качения установлены на опорных подшипниковых узлах. Они получают крутящий момент через металлические шестерни, соединенные металлической цепью.
Цепной привод получает основной крутящий момент от редуктора, который, в свою очередь, приводится во вращение валом двигателя.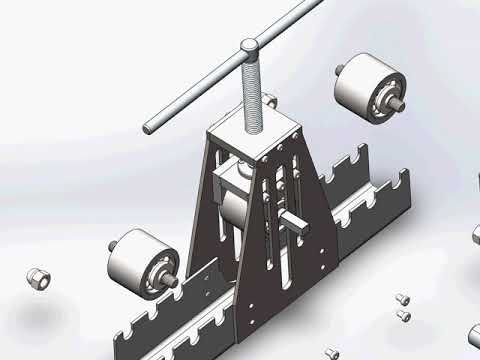 Валы электродвигателя и редуктора через шкивы объединены ремнем.
Валы электродвигателя и редуктора через шкивы объединены ремнем.
Процесс гибки толстостенной профильной трубы на промышленном станке. В качестве привода используется электродвигатель. Радиус изгиба регулируется вручную винтом
Редуктор в схеме машины играет значительную роль — высокий крутящий момент вала двигателя сводится к малому крутящему моменту, передаваемому на шестерни опорных роликов. Поэтому нет необходимости устанавливать на устройство двигатель с малыми оборотами. Здесь подойдет электродвигатель со стандартной конфигурацией 960-1500 об/мин.
Все детали конструкции смонтированы на металлическом каркасе из швеллерных обрезков. Крепление деталей к раме осуществляется простым способом – болтами или сваркой. Для установки такой машины всегда найдется место на дачном участке, во дворе частного дома, в гараже для личного транспорта.
Конструкция №3 – гидравлический трубогиб
Электроприводная установка – это действительно мощная машина. Но еще более мощной является конструкция, оснащенная автомобильным домкратом.
Схема отличается непревзойденной простотой. Но в то же время характеристики устройства впечатляют. С помощью этого станка гнутся профильные трубы, которые не всегда удается согнуть даже электрическому трубогибу.
Удачный пример гидравлического трубогиба для обработки профильной трубы. Здесь в качестве силовой гидравлики используется обычный автомобильный домкрат
Пошаговый инструктаж по сборке гидроконструкции самодельного трубогиба для профильных труб начинается с подбора деталей.
Слесарю потребуется:
- три секции широкого швеллера;
- три секции узкого канала;
- петлевой замок;
- три ролика на подшипниковых узлах;
- рукоятка подачи с закрепительной втулкой;
- автомобильный домкрат.
На швеллерах все детали крепятся болтами. Два верхних канала соединены друг с другом через петлевой замок. При этом один из швеллеров жестко закреплен на основании, а второй оставлен в «свободном» состоянии и поднимается или опускается в горизонтальной плоскости штоком домкрата.
Ось опорного ролика, выходящая с одной стороны подшипникового узла, соединена с рукояткой подачи через металлическую втулку. Соединение фиксируется шпилькой.
Схема приспособления для гибки профильных труб с использованием автомобильного домкрата. 1,2,3 — металлический швеллер; 4 — упорный и опорный катки; 5 — соединительная петля; 6 — автомобильный домкрат
Принцип работы конструкции с домкратом несколько отличается от рассмотренных выше вариантов схемой регулировки радиуса изгиба.
Если в предыдущих установках для регулировки использовался шпиндель, который перемещает опорный ролик по вертикальной оси, то здесь шпиндель приводится в действие «плавающим» швеллером, который перемещается домкратной тягой. Такая система требует даже меньше ресурсов для сборки, чем конструкция с электроприводом.
Следующая фотоподборка ознакомит вас с процессом сборки простого листогиба с домкратом:
Фотогалерея
Фото
Перед сборкой листогибочного станка необходимо подготовить участок швеллера, который будет служить как его основа.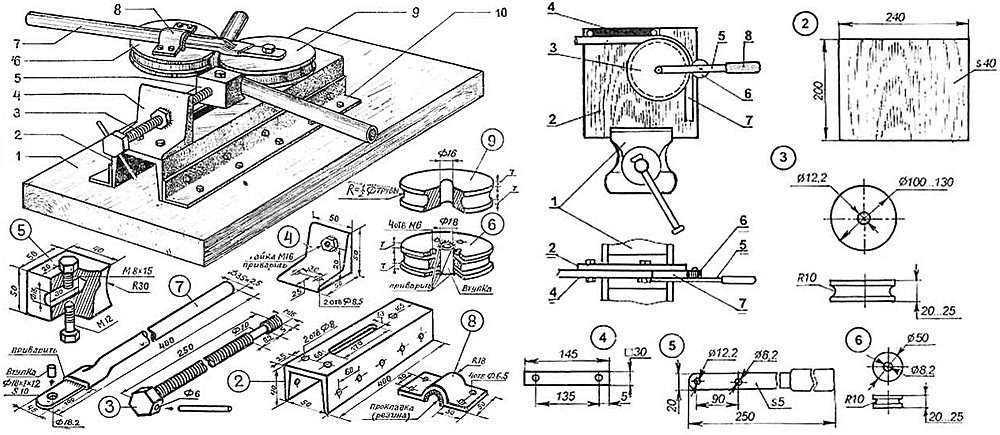 Желательно зачистить его шлифовальной машинкой с металлической щеткой, а затем покрыть краской, защищающей от ржавчины. На зачищенной поверхности отмечаем
Желательно зачистить его шлифовальной машинкой с металлической щеткой, а затем покрыть краской, защищающей от ржавчины. На зачищенной поверхности отмечаем
Для установки боковых валков привариваем две пары стоек из профильной трубы. Пара нужна на случай изгиба с разными радиусами. Сами валки изготавливаем из стального круга диаметром 40 мм, оснащаем их подшипниками
Для возможности изменения положения бокового валка по высоте с помощью домкрата вырезаем одну из частей станины болгаркой и привариваем петлю через разрез
Проверяем насколько свободно движется подвижная часть станины. Смотрим, не смещено ли его положение относительно оси. При необходимости исправьте или переделайте
Для установки центрального валка привариваем две высокие стойки. Валок изготовлен из стального круга, подшипники поставляем как и боковые валки
Центральный валок размещаем с учетом того, что с лицевой стороны к нему будет прикреплена рукоятка рычага, необходимая для совершения вращательных движений
С «нерабочей» стороны закрепляем упором центральный валок, чтобы при вращении он не смещался по поперечной оси, т.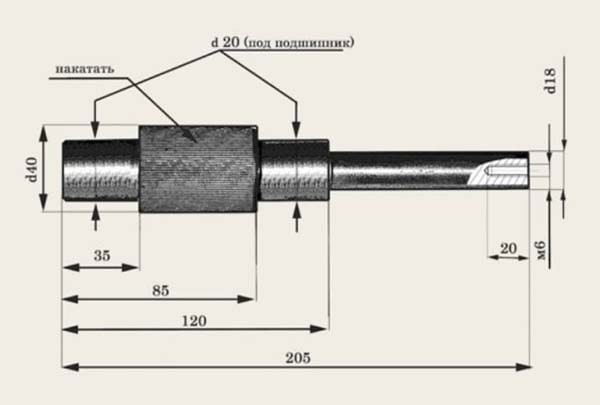 е. чтобы он не вылетал из стойки
е. чтобы он не вылетал из стойки
К центральному ролику с рабочей стороны привариваем металлическую ручку, которая будет приводить установку в движение
Шаг 1: Подготовка основания для сборки трубогиба
Шаг 2: Установка боковых роликов
Шаг 3 : устройство подвижной части станины
Этап 4: Проверка перемещения подвижной части основания
Этап 5: Приварка подставки для основного валка
Этап 6: Установка центрального валка на стойки
Шаг 7: Фиксация центрального ролика
Этап 8: Присоединение ручки для вращения рулона
Самодельный трубогиб используется при выполнении различных работ в дачном хозяйстве. Чаще всего его используют для изготовления арок, из которых собирается теплица.
Владелец самодельного трубогиба легко изготовит все конструкционные детали теплицы за один день:
Фотогалерея
Фото
С помощью вышеописанного трубогиба можно согнуть профиль от 10 до 40 мм. Выбрав подходящий материал, загибаем арки, количество которых должно быть кратно 80-85 см
Переднюю арку собираем таким образом, чтобы предусмотреть место для установки двери и вентиляционного устройства. Сварка деталей
Сварка деталей
Прикрепляем поликарбонат к передним аркам перед монтажом, разрезая по факту на стройплощадке. Перед креплением прозрачного кожуха сверлим отверстия под шурупы в арках
После сборки каркаса и торцевых арок с обшивкой и обычных арок, к гнутому профилю
крепим поликарбонат
Этап 1: Гибка труб для изготовления арок
Этап 2: Сборка передней и задней арки
Этап 3: Крепление поликарбоната к торцевым аркам
Этап 4: Крепление поликарбоната к установленным аркам
Инструкция по трубогибу
Технология не требует специальных навыков. Но в зависимости от типа используемого гибочного станка процедура складывания может сопровождаться определенными нюансами.
Для понимания разберем пример работы с ручным трубогибом, оснащенным винтом регулировки радиуса изгиба:
- Профильная труба нарезается до нужного размера.
- Ролик упорный трубогиба устанавливается в исходное положение.
- Профиль размещается в пространстве между роликами (упор на верхней части трубы, поддерживающий нижнюю часть трубы).
- Регулировочным винтом упорный ролик с некоторым усилием прижимается к трубе.
- С помощью рукоятки подачи профильная труба перемещается вперед и назад с коротким ходом.
Короткий ход трубы и зажим с регулировочным винтом выполняют до получения необходимого радиуса изгиба.
Начинающему слесарю перед началом работы с трубогибом желательно пройти специальный инструктаж. Прибор прост в использовании, но все же требует понимания процесса.
Аналогичный инструктаж применим и для трубогибов профильных труб, конструкция которых выполнена на базе электропривода или гидравлики. Но в этом случае требуется некоторый практический опыт управления отмеченными накопителями.
Полезные советы для «первопроходцев»
Тем, кто впервые столкнулся с гибкими профилями, рекомендуется рассмотреть некоторые особенности технологии обработки данного вида труб. Например, опытные мастера никогда не жертвуют качеством гибки ради экономии времени.
Разумнее сделать несколько слабых нажатий регулировочным винтом и несколько проходов по роликам, чем делать все сразу.
Изготовлен шаблон для необходимого радиуса изгиба трубы. Аналогичные выкройки изготавливаются для профильных труб.
Рекомендуется работать с роликами в конфигурации, соответствующей профилю трубы. Так, если есть соответствие между величиной ширины ролика и величиной поперечного сечения профиля, изгиб будет точным и аккуратным. Кроме того, мастеру не придется периодически корректировать движение трубы от центра опорного ролика к его крайней границе.
Перед началом операции гибки профильной трубы желательно изготовить шаблон под заданный радиус изгиба. Если шаблон по каким-либо причинам сделать не удается, можно ограничиться расчетом расстояния, полученного между двумя контрольными точками после сгиба трубы. Зная расчетные показатели, заготовку можно согнуть трубогибом без периодических контрольных замеров, сократив тем самым время работы.