Размеры токарных резцов (справочные данные)
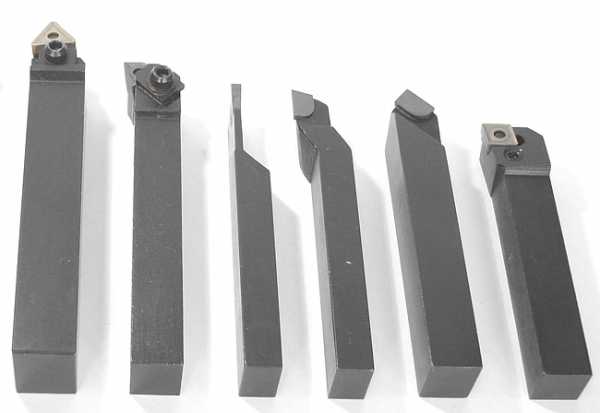
Видов токарных резцов существует большое количество. Ниже представлены типоразмеры основных токарных резцов.
Размеры отрезных резцов :
— сечение державок: минимальный 6 (мм) х 6 (мм), максимальный 32 (мм) х 20 (мм);
— длина: минимальный 50 (мм), максимальный 170 (мм);
— толщина режущей пластины: минимальный 1.5 (мм), максимальный 8 (мм);
— вариантов исполнения: 3;
— нормативный документ: ГОСТ 18874-73.
Warning: include(/home/newyorki/razmery.info/php/recomend/verh/ru-style.php) [function.include]: failed to open stream: No such file or directory in /home/p53094/public_html/razmery.info/razmery-tokarnyh-reztsov.html on line 96
Warning: include(/home/newyorki/razmery.info/php/recomend/verh/ru-style.php) [function.include]: failed to open stream: No such file or directory in /home/p53094/public_html/razmery.info/razmery-tokarnyh-reztsov.html on line 96
Warning: include() [function.include]: Failed opening ‘/home/newyorki/razmery.info/php/recomend/verh/ru-style.php’ for inclusion (include_path=’.:/opt/cpanel/ea-php52/root/usr/share/pear:/opt/cpanel/ea-php52/root/usr/share/php’) in
Размеры проходных резцов :
— сечение державок: минимальный 10 (мм) х 10 (мм), максимальный 50 (мм) х 50 (мм);
— длина: минимальный 90 (мм), максимальный 240 (мм);
— вогнутость пластины: минимальный 4 (мм), максимальный 18 (мм);
— вариантов исполнения: 2;
— нормативный документ: ГОСТ 18879-73.
Общие характеристики:
1. Стержень, который закрепляется в токарном станке называется державка.
2. Разделяют левосторонние и правосторонние (90 %) резцы.
3. Режущая пластина чаще всего выполнена из твердосплавной стали марок: ВК8, Т5К10 и Т15К6.
4. Существуют так называемые сборные резцы в которых пластина закрепляется отдельно. Благодаря такой конструкции резцы могут выполнять разные функции. Встречаются довольно редко.
Другие параметры некоторых образцов в таблицах ниже.
Warning: include(/home/newyorki/razmery.info/php/recomend/niz/ru-strmat.php) [function.include]: failed to open stream: No such file or directory in /home/p53094/public_html/razmery.info/razmery-tokarnyh-reztsov.html on line 190
Warning: include(/home/newyorki/razmery.info/php/recomend/niz/ru-strmat.php) [function.include]: failed to open stream: No such file or directory in /home/p53094/public_html/razmery.info/razmery-tokarnyh-reztsov.html on line 190
Warning: include() [function.include]: Failed opening ‘/home/newyorki/razmery.info/php/recomend/niz/ru-strmat.php’ for inclusion (include_path=’.:/opt/cpanel/ea-php52/root/usr/share/pear:/opt/cpanel/ea-php52/root/usr/share/php’) in /home/p53094/public_html/razmery.info/razmery-tokarnyh-reztsov.html
Warning: include(/home/newyorki/razmery.info/php/recomend/bok/ru-strmat.php) [function.include]: failed to open stream: No such file or directory in /home/p53094/public_html/razmery.info/razmery-tokarnyh-reztsov.html on line 248
Warning: include(/home/newyorki/razmery.info/php/recomend/bok/ru-strmat.php) [function.include]: failed to open stream: No such file or directory in /home/p53094/public_html/razmery.info/razmery-tokarnyh-reztsov.html on line 248
Warning: include() [function.include]: Failed opening ‘/home/newyorki/razmery.info/php/recomend/bok/ru-strmat.php’ for inclusion (include_path=’.:/opt/cpanel/ea-php52/root/usr/share/pear:/opt/cpanel/ea-php52/root/usr/share/php’) in /home/p53094/public_html/razmery.info/razmery-tokarnyh-reztsov.html on line 248
razmery.info
Виды токарных резцов: конструкция, особенности, размеры, заточка
Чтобы обрабатывать детали на токарном станке, необходимо правильно выбирать оснастку. Существуют разные виды токарных резцов, которыми мастер снимает слой материала с вращающейся заготовки. Зависимо от вида используемого инструмента выполняются разные операции относительно обрабатываемой поверхности.

Виды токарных резцов
Конструкция токарного резца
Разные виды резцов для токарного станка различаются формой, наличием дополнительных лезвий, зубьев. Однако общая конструкция остаётся неизменной. Оснастка состоит из двух основных элементов:
- Стержень — второе название «державка». Элемент оснастки, который закрепляется в оборудовании.
- Рабочая часть. Заточенный элемент резца, который соприкасается с заготовкой. Зависимо от особенностей конструкции, пластина, соприкасающаяся с заготовкой, может состоять из множества режущих кромок, рабочих плоскостей.
Работая с оснасткой для токарного оборудования, нельзя забывать про важность углов заточки рабочей части. Всего выделяется три угла, изменение которых повлияет на результат.
Геометрия резца
Существуют различные разновидности резцов, которые отличаются по размеру, форме державки и количеству плоскостей на рабочей головке. Например, стержень для закрепления оснастки может быть круглым, прямоугольным, квадратным. Рабочий элемент приспособления представляет собой набор поверхностей:
- Режущая часть.
- Вершина.
- Плоскость с тыльной стороны.
- Плоскость, расположенная на лицевой части.
Существует два типа резцов — правосторонние и левосторонние. Отличие заключается в том, как расположена режущая кромка относительно удерживающей части.
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
- Грубая обработка — черновая.
- Чистовое обрабатывание.
- Проведение высокоточных операций.
- Получистовая очистка.
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
- Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
- Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых металлов, сплавов.
- Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.

Классификация резцов
Прямые проходные
Используются для наружной обработки заготовок из стали. Размеры:
- прямоугольные державки — 25х16 мм;
- квадратные державки — 25х25.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски. Существует три разновидности отогнутых резцов:
- Тренировочная оснастка — 16×10 мм.
- Наиболее популярный размер — 25х16 мм.
- Заказные модели — 40х25 мм.
Редко встречаются размеры удерживающей части 32х20, 20х12 мм.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки. Размеры державок у упорных проходных приспособлений — 16х10–40х25 мм.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку. Размеры удерживающей части — 16х10–32х20 мм.
Отрезные
Популярные приспособления, которые применяются при разрезании металлических заготовок. На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов. Размеры удерживающей части — 16х10–40х25 мм.

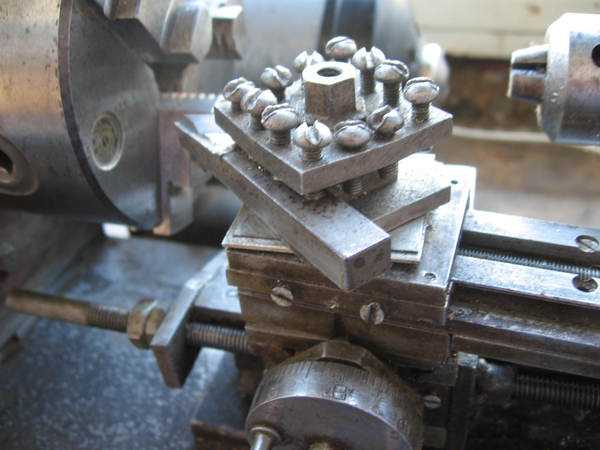
Работа с отрезным резцом
Резьбонарезные для внешней резьбы
Данные приспособления применяются, когда нужно сделать резьбу снаружи металлических заготовок. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
Резьбонарезные для внутренней резьбы
Приспособления применяются для нарезания резьбы в просверленных отверстиях. Приспособление состоит из удерживающего элемента квадратного сечения. От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
Расточные для глухих отверстий
Расточные инструменты оборудуются согнутой на бок рабочей частью. Сверху напаивается режущая треугольная пластинка. От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.
Расточные для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.

Расточные токарные резцы
Сборные
Выполняют разные технологические операции. Конструкция позволяет закреплять на державке разные твердосплавные пластинки. Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.
Правила заточки резцов по металлу для токарного станка
Заточка токарных резцов — ответственная процедура. При её проведении нужно учитывать особенности оснастки, материал. Заточка рабочего инструмента проводится три этапа:
- Заднюю часть срезают под углом, который идентичен заднему углу удерживающего элемента приспособления.
- Далее работают с тыльной частью рабочей головки.
- Заключительный этап — доводка угла до нужного положения.
Выполнить заточку можно тремя способами:
- Используя круг с абразивным напылением.
- Покрывая затачиваемую поверхность химическими средствами.
- Используя специализированное оборудование.
Чтобы не испортить режущий элемент приспособления, сделать её более долговечной, нужно учитывать ряд правил:
- Не пытаться заточить кромку с помощью заточного бруска. Ручными инструментами крайне сложно сделать нужный угол. Нагревание, которое возникает во время трения, ухудшает характеристики рабочей головки оснастки.
- Предпочтительнее выполнять заточку режущей кромки используя систему охлаждения.
- Прежде чем начинать заточку с помощью абразивного круга нужно его проверить. Он должен быть ровным, без сколов, трещин. Во время кручения диск не должен отклоняться в стороны. Это может вызвать поломку оборудования, порчу режущей кромки.
- Запрещено удерживать резец на весу. Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.
- Чтобы не возникало перегрева материала во время вращения круга, нельзя прижимать оснастку к абразиву. Усилия должны быть минимальны.
- При работе нужно использовать защитные очки, чтобы защитить глаза от попадания металлической стружки.
- Нельзя затачивать одноразовые модели, изготовленные в виде пластин.
- Лучший вариант во время выбора вида абразива, которым покрывается точильный круг — карборунд. Представляет собой абразивную крошку зелёного цвета. Этот материал подходит для заточки твердосплавных режущих пластин. Затачивать углеродистые стали нужно корундовыми кругами.
- Нельзя быстро охлаждать резец после заточки. Это приведёт к нарушению целостности металла.
- Периодически менять точильные камни.
Нельзя забывать про доводку оснастки. Эта технологическая операция позволяет избавиться от сколов, микротрещин, неровностей на лезвии. Чтобы провести доводку, применяется специальное оборудование, на котором закрепляются круги с алмазным напылением. Резец зажимается в тисках, которые перемещаются к заточному кругу с помощью ручки. Используя маховик доводят режущую кромку до финишного состояния.
Токарные резцы необходимы для промышленного оборудования. От вида оснастки зависит то, какой результат получится, какие технологические операции будут доступны. Так как режущие инструменты быстро тупятся, нельзя забывать про заточку. Неправильно обработанная режущая кромка приведёт к браковке поверхности обрабатываемого материала.
metalloy.ru
Резец токарный — конструкция и назначение, элементы резца, типы, ГОСТ
Резец токарный – это основной рабочий элемент оснастки токарных дерево- и металлообрабатывающих станков применяемый для придания заготовке необходимой формы и размеров. От выбора типа токарного резца, его заточки и состояния во многом зависит возможность тех или иных операций, изготовления деталей требуемой конфигурации.

Конструкция токарного резца
Конструктивные элементы токарного резца – режущая часть или головка и державка, с помощью которой оснастка фиксируется в резцедержателе станка. Резец и державка могут иметь квадратную или прямоугольную форму. Размер резца должен соответствовать стандартному ряду в пределах от 160х100 до 630х500 мм для прямоугольной конфигурации и от 40х40 до 400х400 мм для квадратной.
Главной рабочей частью резца является головка, режущие свойства которой определяют углы кромок. Именно углы токарного резца определяют характер съёма металла с заготовки. Основные углы:
- Главный задний — находится между плоскостями резания и задней поверхностью резца. От него зависит параметр силы трения, качество обработки и скорость изнашивания инструмента. Подбирается в соответствии с плотностью обрабатываемого материала.
- Главный передний – определяет уровень деформации материала при срезе, усилие реза и эффективность отвода тепла. Должен быть обратно пропорционален твердости обрабатываемого материала — чем она выше, тем меньше угол.
- Резания. Расположен между передней и задней поверхностями головки.
- Заострения. Расположен между передней и задней поверхностями. От него зависит прочность и острота оснастки.
- Основной в плане. От него зависит количество снимаемого материала.
- Вторичный в плане. От него зависит шероховатость. Чем он ниже, тем выше качество поверхности.
- Вершина между задней вспомогательной поверхностью и кромкой реза. Имеет прямое соотношение с показателем прочности.
- Наклона режущей кромки – определяет геометрию пятна контакта резца и поверхности детали.
- Задний вспомогательный – определяет трение между задней плоскостью и заготовкой.
Все элементы конструкции токарного резца выполняются из одной марки стали. Рекомендуются металлокерамические твердые сплавы Т5К10 или сходные с ним.
Классификация резцов
Существует несколько характеристик для классификации резцов. В первую очередь это конструктивные особенности:
- Монолитное исполнение – единая головка и державка.
- Сборная конструкция – головка с напайкой из твердой марки стали.
- Сборная с механическим креплением. Данные типы токарных резцов оснащены пластинами из металлокерамики, которые крепятся болтовым соединением.
- Регулируемые резцы.
В зависимости от назначения резцов они подразделяются на черновые и чистовые, соответственно, для снятия большей или меньшей толщины металла при увеличенных или уменьшенных оборотах. Также инструмент подразделяется и по направлению подачи на правый и левый.
В основном виды резцов для токарного станка определяются по их функциональному назначению и подразделяются на:
- отрезные;
- проходные;
- канавочные;
- расточные;
- фасонные и резьбовые.

В зависимости от расположения режущей кромки относительно державки инструмент подразделяется на прямой, отогнутый и оттянутый. В прямых форма режущей кромки прямая, в отогнутых имеет изогнутую форму и в оттянутых её ширина меньше чем у стержня.
Рекомендации по подбору резца
При выборе инструмента необходимо руководствоваться функциональным назначением резцов. Что же касается материала, углов заточки и прочих параметров необходимо учесть твердость материала обрабатываемой заготовки. Также необходимо определиться с тем, что является наиболее приоритетным фактором при проведении работ – качество, производительность, стойкость инструмента.
Рекомендуемый минимальный набор резцов состоит из:
- Проходного необходимого для торцевой обработки;
- Наружного нейтрального;
- Расточного.
Данный базовый комплект достаточен для выполнения большей части типовых операций, но конечно для более сложных работ понадобится расширенный набор инструмента, в том числе фасонные и резьбовые резцы. Для профессиональных работ в большом объёме разумным вариантом будет приобретение набора резцов со сменными пластинами. Это позволит впоследствии тратить меньше средств на приобретение расходных материалов, по мере износа производя только замену пластин, а не резцов целиком.
Действующие стандарты
Производство токарных резцов регулируется различными действующими стандартами. Так, технические условия отрезных резцов определяет ГОСТ 18874-73, проходных – ГОСТ 18871-73. На расточные резцы действует ГОСТ 18872-73, на фасонные – ГОСТ 18875-73 и на резьбовые – ГОСТ 18885-73.
mekkain.ru
| Токарные резцы При токарной обработки наружных поверхностей применяются токарные резцы: подрезные, отрезные, проходные и другие. Такими резцами обрабатываются различные профили наружной поверхности, например: проточка канавок, обточка конусов и цилиндров, подрезка торца, отрезание и многое другое. Токарные резцы делятся на несколько групп, это резцы из быстрорежущей стали, твердосплавные, с алмазными вставками, сборные резцы с механическим креплением пластин. Каждая группа резцов имеет свои размеры регламентированными ГОСТ. Размеры поперечных сечений стержня
Основные размеры токарных резцов из быстрорежущей стали регламентированы ГОСТ 18868-73, ГОСТ 18869-73, ГОСТ 18871-73*, ГОСТ 18884-73*, ГОСТ 22708-77… ГОСТ 22712-77
Основные размеры токарных резцов с пластинами из твердого сплава регламентированы ГОСТ 18877-73*…ГОСТ 18882-73*
Основные размеры алмазных вставок регламентированы ГОСТ 13288-76, ГОСТ 13289-76
МАТЕРИАЛ В СТАДИИ ДОРАБОТКИ | ||||
www.tokar-work.ru
Классификация токарных резцов
Токарные резцы классифицируют по виду обработки, направлению подачи, форме режущей части, конструкции.
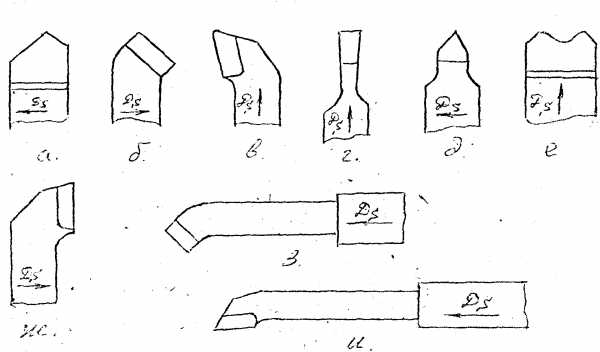
Рис. 2. Виды токарных резцов: а — проходной, правый, прямой;б — проходной, левый отогнутый; в — подрезной, правый, отогнутый;г — отрезной, прямой оттянутый;
д — резьбовой, оттянутый;е — фасонный; ж — проходной упорный, левый, отогнутый;
з — расточной для сквозных отверстий; и — расточной для глухихотверстий.
По виду обработкитокарные резцы делят на проходные, подрезные, отрезные, прорезные , резьбовые, расточные, фасонные
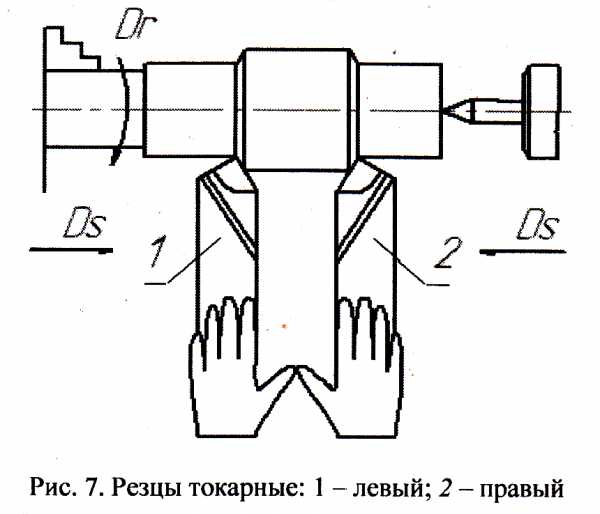
По направлению подачи— на правые, левые (см.рис 3).
По форме режущей части— на прямые, отогнутые, оттянутые, изогнутые.
По конструкции— на цельные и сборные.
.
Виды токарных рабор
.

Рис». 4. Виды токарных работ: а — продольное точение; б, в — подрезание торца; г — точение конической поверхности; д, е — растачивание; ж, з — нарезание резьбы; и — фасонное точение; к – отрезание; л – прорезание канавки
Проходные резцы применяются для точения наружных поверхностей (рис.4,а).
Подрезные резцы применяются для подрезания торцев (рис.4,б)
Расточные резцы применяют для растачивания предварительно изготовленных отверстий как сквозных (рис.4,д), так и глухих (рис.4,е).
Резьбовыми резцами нарезают наружные (рис.4,ж), и внутренние (рис.4,з) резьбы.
Фасонные резцы используют для получения фасонных поверхностей при поперечной подаче (рис.4,и)
Отрезными резцами отрезают заготовки (рис. 4, к) и прорезают канавки (рис. 4, л).
Оборудование
Токарно-винторезный станок 1К62, токарные резцы.
Порядок выполнения работы
1. Изучить методическое пособие.
2. Изучить устройство станка 1К62.
3. Ознакомиться с типами токарных резцов и видами выполняемых ими токарных работ.
4. Оформить отчет по работе, который должен содержать:
— название и цель работы;
— схему токарного станка с указанием основных узлов;
— эскизы токарных резцов с указанием их отличительных особенностей;
— вывод по работе
.
studfiles.net
Токарные резцы: виды, видео, классификация
Токарные резцы по металлу предназначены для резания металлических, синтетических и др. материалов. Они отличаются между собой по назначению, конструкции, направлению.
 Токарный резец
Токарный резецСостоят из двух частей:
- головки;
- державки.
Рабочая часть резца – головка, оснащается режущими пластинами, которые припаиваются к головке. Имеются конструкции, где используются накладные – сменные — они закрепляются механически к головке резца. Крепление на станке осуществляется путем зажима державки в резцедержателе. По конструкции головки подразделяются на прямые, отогнутые и оттянутые.
Конструкция головки
По конструкции режущей части головки токарные резцы могут быть с напайными и сменными пластинами, а также цельными.
По виду обработки токарные резцы классифицируются для:
- черновой обработки;
- получистовой обработки;
- чистовой обработки.
Инструмент с механическим креплением режущих пластин
Типы резцов

Типы токарных резцов
По технологическому назначению токарные резцы делятся на:
- Отрезные. Без них не обходится изготовление не одной детали. Эта группа может использоваться не только по своему прямому назначению – обработки торцевых элементов детали и отрезания готовой от заготовки, из куска которой она изготавливалась. Чаще всего в продаже можно встретить отрезные резцы классической формы. Каждый токарь применяет для себя наиболее удобные отрезные резцы на собственном токарном станке с применением накладных пластин.
- Проходной используются для обработки вращающихся цилиндрических заготовок. Углы заточки инструмента могут варьироваться в зависимости от удобства токаря при обработки детали.
- Подрезной применяется в обработке торцевых частей заготовки и создания уступов на внешней стороне изготавливаемой детали. При подрезке торцов подрезной резец удобнее вести от центра по направлению к наружной части заготовки. При этом способе подачи подрезной инструмент располагается к обрабатываемой поверхности так, что резку обеспечивают пластины длинной кромки. Когда подрезной инструмент подаётся от внешней части к оси вращения детали – работают режущие пластины короткой кромки. Результат обработки получается менее точным и чистым. Подрезной инструмент при использовании для подрезки торцов детали, закреплённой в центрах, используется только в случае, если задний центр будет заменён на полуцентр. Это необходимо для сохранения пластин. В противном случае, избежать их повреждений не удастся из-за контакта с полным задним центром.
- Канавочный резец имеет меньшую толщину режущей кромки, чем отрезные. При вытачивания широкой, но неглубокой канавки канавочный могут заменить отрезные резцы. Канавочный инструмент изготавливается двух видов – прямой и отогнутый. Режущая их кромка подбирается в соответствии с необходимой шириной канавки. Особенность канавочного состоит в том, что высота головки значительно превышает высоту режущей кромки. Эта особенность конструкции повышает прочность, благодаря чему канавочный токарный резец с тонкой режущей кромкой способен выдерживать большие нагрузки.
- Расточные применяются для проделывания глухих и сквозных отверстий без применения сверлильного оборудования. Отверстия, выполненные при помощи резцов, имеют большую точность. Для выполнения закрытых и сквозных отверстий используются различные виды.
- Резьбовые. Для нарезания резьбы на внутренней и внешней поверхности детали применяются инструменты, отличающиеся по ширине и виду рабочей головки. Для работы на токарном станке не всегда достаточно использовать резцы классической формы и правильно установить деталь. Виды резьбы, выполняемой на токарном оборудовании, имеют различные углы, что подразумевает большой спектр пластин, которые затачиваются под разным углом. Виды внутренних и внешних резьб производятся по разной технологии. Чтобы работа была наименее трудоёмкой, лучше использовать правильно выбранный для конкретной операции инструмент. Более удобно выполнять резку, если углы режущей кромки и необходимого угла наклона резьбы совпадают. Для этого необходимо самостоятельно заточить режущие пластины. Углы заточки большинства резцов соответствуют 60⁰. При необходимости изменить углы головки, если она не относятся к разряду неперетачиваемых, можно на заточном станке.
Принципы точения
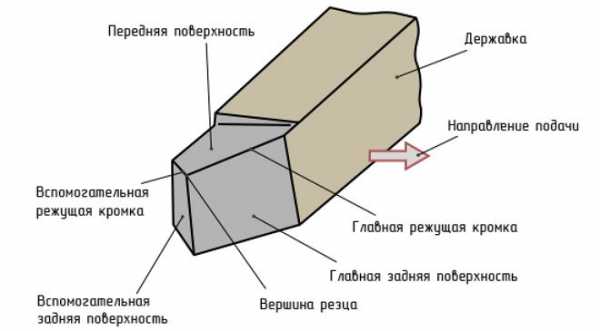
Геометрия резца
Резец состоит из головки и державки (круглого или прямоугольного стержня). Головка имеет несколько поверхностей: переднюю, заднюю, режущие кромки и вершину.
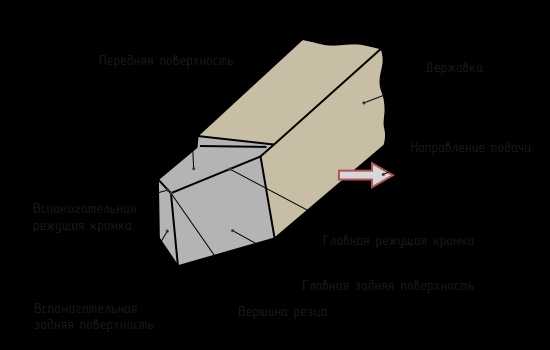
Основные части
По передней плоскости сходит стружка во время точения детали. Задняя делится на 2 поверхности: основную и вспомогательную, а пересечения этих поверхностей дает 2 режущие кромки: главную и вспомогательную.
- Плоскости
- Углы резца
Место соединения вспомогательной и главной кромки называется вершиной резца.
По направлению подачу резцы классифицируют на правые и левые.
Чтобы определить к какому типу относится инструмент, необходимо положить его на правую руку головкой в сторону пальцев. Если главная режущая кромка находится со стороны большого пальца, то резец является правым, иначе – левым.

Определение направления подачи
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Сечения державок токарных резцов
Сечения державок токарных резцовСечения державок токарных резцов.
Размеры сечений державок токарных резцов, мм.
| D | H :B=1 | H :B=1,25 | H :B=1,6 | H :B=2,0 |
| — | 4×4 | — | — | — |
| — | 5×5 | — | — | — |
| 6 | 6×6 | 6×5 | 6×4 | 6×3 |
| 8 | 8×8 | 8×6 | 8×5 | 8×4 |
| 10 | 10×10 | 10×8 | 10×6 | 10×5 |
| 12 | 12×12 | 12×10 | 12×8 | 12×6 |
| 16 | 16×16 | 16×12 | 16×10 | 16×8 |
| 20 | 20×20 | 20×16 | 20×12 | 20×10 |
| 25 | 25×25 | 25×20 | 25×16 | 25×12 |
| 32 | 32×32 | 32×25 | 32×20 | 32×16 |
| 40 | 40×40 | 40×32 | 40×25 | 40×20 |
| 50 | 50×50 | 50×40 | 50×32 | 50×25 |
| 63 | 63×63 | 63×50 | 63×40 | 63×32 |
| 80 | 80×80 | 80×63 | 80×50 | 80×40 |
Державки изготовляют круглого (D=H), квадратного (H=B) и прямоугольного (H:B) сечений.
turner.narod.ru