Технология изготовления профильной трубы: этапы и оборудование
Профильная труба — изделие некруглого сечения. Производится овальный, треугольный, прямоугольный, квадратный и прочий трубопрокат. Он востребован в машиностроении, фармацевтическом, пищевом и химическом производстве, при изготовлении спортивных тренажеров, мебели. Также профильные трубы необходимы для возведения каркасов:
- промышленных зданий;
- торговых центров;
- ангаров, складов;
- спортивных объектов;
- теплиц и т. д.
Невысокая себестоимость обеспечивает изделиям широкую сферу применения. Например, профильные трубы могут использоваться в качестве обычных столбов ограждений.
Технологии производства
Для изготовления профильной трубы используется низколегированная, углеродистая или нержавеющая сталь.
Существует два способа производства — формовка заготовки круглого сечения и создание по полному циклу.
Для первой технологии нужен лишь вальцовочный станок (вальцы) — специальное оборудование для холодной деформации металлических заготовок. Порядок действий:
Порядок действий:
- закупаются обычные круглые стальные трубы;
- выполняется вальцовка, в ходе которой заготовка круглого сечения сгибается при помощи механизмов станка.
Полученное изделие внешне не отличается от профильной трубы, произведенной по полному циклу. Однако сфера его применения ограничена. Оно может использоваться:
- для производства штендеров — переносных рекламных конструкций, которые устанавливаются возле входов в магазины, кафе, рестораны, спортивные залы и т. п.;
- строительных работ в частном секторе;
- производства мебели;
- изготовления декоративных предметов интерьера.
В иных случаях такие профильные трубы не подойдут. Поэтому для строительства, например, жилых домов и ангаров применяются изделия, полученные более сложным методом.
Этапы полного цикла
Исходным материалом служит не готовая круглая труба, а металлический штрипс — листы стали нужного сорта, которые поставляются в виде рулонов непосредственно с металлургических заводов. Как правило, используются заготовки из низколегированной или углеродистой стали (не содержит легирующих добавок).
Как правило, используются заготовки из низколегированной или углеродистой стали (не содержит легирующих добавок).
Для изготовления профильной трубы по полному циклу нужно:
- обработать стальной лист. Рулон штрипса следует размотать и порезать на части требуемого размера. Работа выполняется с помощью установки, которая способна нарезать полосы шириной от 5 см. Полученные отрезки сваривают в одну длинную ленту. Впоследствии она наматывается на специальный вращающийся барабан;
- выполнить формовку и сварку для создания круглой заготовки. С барабана лента поступает на формовочный стан. Здесь она сгибается и скручивается так, чтобы получилась длинная круглая труба с открытым швом. Как правило, процесс не предполагает нагрева стали, но иногда лента уже на этом этапе подвергается термической обработке. После того как формовка проведена, заготовка с открытым швом отправляется на сварочный агрегат. Здесь края трубы свариваются с помощью высокочастотных токов. Лишний расплав при этом удается резцами вальцовочного станка.
 Для охлаждения полученной трубы применяются специальные эмульсионные составы;
Для охлаждения полученной трубы применяются специальные эмульсионные составы; - провести профилирование. Уже охлажденный металлопрокат пропускается через вальцы. Это необходимо для придания заготовке идеально круглой формы. Далее труба поступает на профилирующий станок, где она обжимается с четырех сторон. Так получается металлопрокат с нужным сечением — квадратным, прямоугольным и т. п. Для изготовления овальных профильных труб обработка с помощью профилирующего станка не требуется: достаточно пропустить прокат через вальцы с соответствующими регулировками;
- нарезать длинную трубу на отрезки нужного размера. В ходе выполнения работ заготовка подлежит постоянному охлаждению;
- проверить качество изделия. Швы электросварных конструкций в обязательном порядке тестируются на герметичность. Сначала выполняется вихретоковая дефектоскопия — исследование с помощью дефектоскопа. Аппарат снимает электромагнитные характеристики стали, на которые влияют дефекты сварного шва. Изделия, успешно прошедшие сортировку, поступают на визуальный осмотр. Здесь специалист ищет изъяны, которые дефектоскоп не обнаруживает. Это могут быть механические повреждения и неровности из-за дефектов сварки или неисправных вальцов. На продажу идет только тот товар, который успешно прошел контроль качества. Чтобы снизить количество отбракованных изделий, оборудование производственного цеха также проходит регулярные профилактические осмотры;
- выполнить термообработку. Для повышения прочностных показателей готовый металлопрокат повторно нагревают. Когда раскаленные трубы полностью остывают, выполняются заключительные работы — фасовка. Термическая обработка применяется не во всех цехах: мероприятие усложняет технологию, а также увеличивает время производства и цену продукции. Однако так профильные трубы становятся еще крепче и надежнее.
 Для охлаждения полученной трубы применяются специальные эмульсионные составы;
Для охлаждения полученной трубы применяются специальные эмульсионные составы; Изделия, успешно прошедшие сортировку, поступают на визуальный осмотр. Здесь специалист ищет изъяны, которые дефектоскоп не обнаруживает. Это могут быть механические повреждения и неровности из-за дефектов сварки или неисправных вальцов. На продажу идет только тот товар, который успешно прошел контроль качества. Чтобы снизить количество отбракованных изделий, оборудование производственного цеха также проходит регулярные профилактические осмотры;
Изделия, успешно прошедшие сортировку, поступают на визуальный осмотр. Здесь специалист ищет изъяны, которые дефектоскоп не обнаруживает. Это могут быть механические повреждения и неровности из-за дефектов сварки или неисправных вальцов. На продажу идет только тот товар, который успешно прошел контроль качества. Чтобы снизить количество отбракованных изделий, оборудование производственного цеха также проходит регулярные профилактические осмотры;Правильное выполнение всех описанных действий обеспечивает получение металлопроката, который можно использовать при изготовлении каркасов крупных сооружений, таких как торговые центры, спортивные объекты, ангары и т.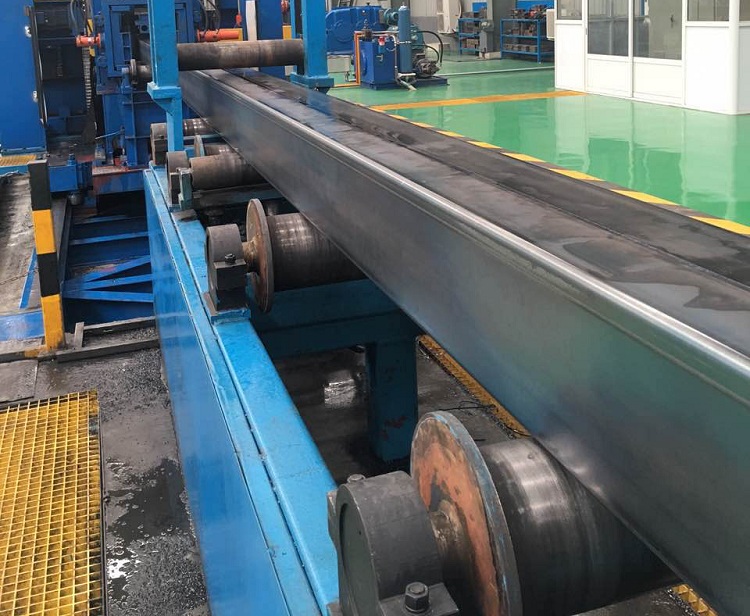 п.
п.
Оборудование
Цех следует укомплектовывать исходя из ожидаемых масштабов производства и назначения продукции. Например, при изготовлении профильных труб для небольших рекламных фирм или мебельных фабрик нецелесообразно собирать линии полного цикла. Если же планируются поставки для крупных строительных компаний, потребуется сложный комплекс аппаратов и приспособлений.
Стандартный набор оборудования включает:
- устройство для разматывания и обработки стальных листов;
- прокатный стан, который формует заготовку в круглую трубу;
- оборудование для электросварки;
- аппарат, который срезает кромку сварного шва;
- зона для охлаждения металлопроката;
- профилировочный станок;
- нож по металлу для нарезки готовых труб из длинной заготовки;
- ванна для оцинковки.
Набор оборудования в цехе для изготовления профильных труб напрямую влияет на степень автоматизации производства. Бывают станки с ручным и электрическим приводом. Если предприятие ориентировано на массовое производство, закупаются аппараты с наиболее высокой автоматизацией.
Если предприятие ориентировано на массовое производство, закупаются аппараты с наиболее высокой автоматизацией.
О компании «ОРИОН-Металл»
Мы работаем с 2005 г. и поставляем профильные трубы любой формы, сечения и размера, изготовленные по ГОСТ. Возможен заказ металлопроката для возведения теплиц, заборов, подсобных сооружений, строительства коттеджей, высотных зданий и других объектов. В нашем ассортименте вы точно найдете нужную профильную трубу. Ознакомиться с каталогом можно здесь.
Производство профильных труб: способы и этапы
Профилированные трубы не применяются для монтажа трубопроводов в связи с недостаточной устойчивостью к внутренним нагрузкам и меньшей пропускной способностью по сравнению с круглыми, зато используется в промышленности, строительстве зданий различного назначения и частной застройке.
Металлопрофиль отличается от обычных труб не только внешним видом, но и назначением, техническими характеристиками и технологией изготовления.
Содержание
- Что такое профильная труба
- Технологии производства
- Профиль из круглой трубы
- Полный цикл производства
- Этапы производства металлопрофиля
- Обработка штрипса
- Изготовление заготовки
- Профилирование трубы
- Нарезка
- Контроль качества
- Термообработка
Что такое профильная труба
Профилированные трубы используют для изготовления мебели, спортивного оборудования, ограждений, возведения каркасов для промышленных и коммерческих зданий, жилых домов и надворных построек. Из профильных собирают строительные леса, опоры для трубопроводов, рекламные конструкции.
Повсеместное применение профильных труб обусловлено массой достоинств этого вида металлопроката. По способности выдерживать нагрузкам металлопрофиль не уступает деревянному брусу. При этом он дешевле, удобнее в монтаже, легче, не боится воды и не горит.
По способности выдерживать нагрузкам металлопрофиль не уступает деревянному брусу. При этом он дешевле, удобнее в монтаже, легче, не боится воды и не горит.
Для решения различных задач производятся трубы с различными техническими характеристиками: толщиной стенки, формой и размерами сечения.
Стальные трубы с прямоугольным и квадратным сечением используют для возведения несущих конструкций. Металлопрофиль других форм сечения чаще применяют для изготовления мебели и элементов декора.
Технологии производства
Производители металлопроката изготавливают профильные трубы двумя способами: вальцовкой круглой трубы, когда она переделывается из обычной в профилированную и производство полного цикла, представляющее собой изготовление профильной трубы из листового материала.
Профиль из круглой трубы
Чтобы изготовить металлопрофиль из круглой трубы, достаточно одного лишь вальцовочного станка. Необходимое оборудование доступно по цене и компактно и используется как трубопрокатными компаниями, так и частными лицами. Технология, называемая холодной деформацией, не требует больших временных и энергетических затрат.
Технология, называемая холодной деформацией, не требует больших временных и энергетических затрат.
Производство состоит всего из двух этапов: закупки заготовки и ее доработки. Сварной или бесшовной трубе придают нужную форму, пропуская ее между вальцами станка.
Получаемая таким образом профилированная труба обладает достаточной прочностью для изготовления мебели и элементов декора, строительства беседки или теплицы. Для возведения серьезных объектов, требующих высокой прочности, такие трубы не подходят.
Полный цикл производства
Для сооружения конструкций, к прочности которых предъявляются высокие требования, используют только профильные трубы, полученные в условиях полного цикла.
Такой металлопрокат дороже, но гораздо надежнее, чем профилированный из круглой трубы.
Для изготовления профильной трубы используется штрипс – листовой материал из низколегированной или углеродистой стали.
Линия полного цикла включает несколько станков, основные из них:
- профилегибочный,
- сварочный,
- вальцовочный,
- линия нарезки.
При полном цикле производства трубы проходят контроль качества. Дополнительно проводят оцинковку и термическую обработку.
Этапы производства металлопрофиля
Основные этапы полного цикла производства следующие:
- обработка штрипса,
- изготовление круглой заготовки,
- профилирование трубы,
- нарезка,
- контроль качества,
- термообработка.
Обработка штрипса
Сырье для профилированных труб на линию производства поставляют с металлургических заводов в виде рулонов – штрипсов.
Рулоны разматывают, нарезают на станке продольной резки на полосы нужной ширины.
Это делается для обеспечения непрерывности производства – создается технологический резерв материала, чтобы предотвратить простои в работе вальцовочного станка.
Изготовление заготовки
Металлическая лента передается на формовочный стан, где из нее формируется заготовка с круглым сечением.
При прохождении клетей и вальцов формовочного станка из ленты получается непрерывная труба, имеющая незакрытый шов.
На этом этапе пропускают через формовочный стан холодную полосу стали или проводят сразу и термическую обработку.
Трубу передают в сварочную установку, где шов закрывается, и получается заготовка. Сварка производится печным способом, в защитном газе или высокочастотными токами. Шов может быть прямым или спиральным.
Во время сварки вальцы станка сжимают края шва для повышения прочности стыка, в результате образуется грат – излишки расплавленного металла, вдавленные внутрь трубы и на ее внешнюю поверхность.
Важно! Процесс охлаждения заготовки эмульсионным составом продолжается и на этапе профилирования, и при нарезке.
Профилирование трубы
В зависимости от формы сечения, которое необходимо получить, профилирование трубы проходит в один или два этапа.
- Заготовку пропускают через калибровочные вальцы, выравнивающие заготовку. После калибровки она имеет одинаковое сечение по всей длине. Если необходима труба овального или плоскоовального сечения, то на этом ее профилирование заканчивается.
- Если необходима треугольного, квадратного, прямоугольного или многоугольного сечения, заготовку пропускают через профилирующий станок. Вальцы этого станка обжимают круглую трубу до нужной формы.
Нарезка
Готовую непрерывную трубу нарезают по заданным размерам, не прекращая процесс охлаждения.
Для дополнительной защиты готовых профильных труб используют холодную или горячую оцинковку:
- Первый метод заключается в нанесении на металлопрофиль слоя порошковой или полимерной краски.
- Второй метод отличается тем, что готовую трубу предварительно очищают, окунают в ванну с расплавленным цинком, а затем охлаждают и сушат.

Контроль качества
К профильным трубам, изготовленным в условиях полного цикла, предъявляют жесткие требования. Обязательным этапом производства металлопрофиля является проверка качества.
Особенно тщательно контролируют герметичность шва, так как слабым местом сварных труб является именно шов.
Применяется два метода проверки:
- визуальный осмотр,
- вихретоковая дефектоскопия.
Специалист осматривает шов и выявляет нарушения шва, вызванные дефектом сварки, и повреждения, полученные из-за неправильной работы вальцов.
Второй метод проверки – аппаратный. Работа дефектоскопа основана на сравнении электромагнитных характеристик металла на всех участках шва.
На эти характеристики влияет химический состав материала и наличие физических дефектов. Дефектоскоп помогает выявить места непровара шва и раковины, не замеченные при визуальном осмотре.
Процесс производства считается завершенным, а изделие допускается к реализации только после проведения проверки качества.
Термообработка
Для повышения прочности и увеличения срока эксплуатации профильных труб в производственный цикл включают термическую обработку. Готовый металлопрофиль нагревают и оставляют до полного остывания. Это позволяет снять напряжения, неизбежно возникающие в металле при принудительном деформировании труб в ходе профилирования.
Этот этап не считается обязательным и отдельные производители им пренебрегают, чтобы снизить себестоимость производства.
Производство труб и профилей — Nevsac Boru Profil-Çelik Servis Merkezi
Трубы и профиль Продукция
ТРУБЫ ДЛЯ СТРОИТЕЛЬНЫХ ЛЕСОВ И ТЕПЛИЦ
Трубы для строительных лесов — это промышленные трубы, используемые для строительных лесов, изготовленные из материалов, подходящих для испытаний, которым должны пройти строительные леса.
Источник высокой частоты (из DIN EN 10130), ленты из качественной стали S185, S235JRH/J0H/J2H, S275J0H/J2H, S355J0H/J2H (DIN EN 10025) в соответствии с требованиями TS EN 10305-3, TS EN 10219-2 ВПВ).
Ассортимент продукции:
Внешний диаметр: Ø16 мм — Ø76 мм
Толщина: 1,50 мм — 3,00 мм
Длина: Требуемая специальная длина.
ПРОМЫШЛЕННЫЕ ТРУБЫ И ПРОФИЛИ
Промышленные трубы и профили используются в таких областях, как строительные элементы, строительство, машиностроение и сельское хозяйство, в основном в качестве области применения.
Промышленные трубы и профили соответствуют требованиям TS EN 10219, TS EN 10305-5, TS EN 10305-3, по стандарту DC01 (DIN EN 10130), S185, S235JRH/J0H/J2H, S275J0H/J2H, S355J0H/J2H ) Ленты из качественной стали с высокочастотным источником (ERW).
Ассортимент продукции:
Внешний диаметр: Ø21 мм — Ø114 мм
Толщина: 1,50 мм — 3,00 мм
Внешний диаметр: Ø15 мм x 15 мм/Ø90 мм x 90 мм
Толщина: 1,50–3,00 мм
Длина: стандартная 6 метров
ТОЧНЫЕ ТРУБЫ И ПРОФИЛИ
Промышленные трубы и профили — это другое название прецизионных труб. Автомобильная промышленность — бытовая техника — мебель — изделия из стали — часто используются в промышленности. Он может быть изготовлен в овальной и подобной форме в соответствии с требованиями заказчика.
Автомобильная промышленность — бытовая техника — мебель — изделия из стали — часто используются в промышленности. Он может быть изготовлен в овальной и подобной форме в соответствии с требованиями заказчика.
Сталь стандарта качества (DIN EN 10130), S185, S235JRH/J0H/J2H, S275J0H/J2H, S355J0H/J2H (DIN EN 10025) по стандартам TS EN 10219- ТУ ЕН 10305-3, ТУ ЕН 10305-5 (ВПВ) из лент.
Ассортимент продукции:
Внешний диаметр: Ø13 мм — Ø114 мм
Толщина: 0,70 мм — 3,00 мм
Длина: требуемая специальная длина.
Внешний диаметр: Ø10 мм x 20 мм/Ø90 мм x 90 мм
Толщина: 0,70–3,00 мм
Длина: требуемая специальная длина.
СТАЛЬНЫЕ КОНСТРУКЦИОННЫЕ ТРУБЫ И ПРОФИЛИ
Стальные строительные трубы и профили используются преимущественно в строительстве жилых и промышленных зданий, в аэродромных и государственных кровельных системах, в производстве машин и сельскохозяйственного оборудования, во всех областях, где используются стальные конструкции.
Изготавливается методом высокочастотной сварки (ВЧС) в соответствии со стандартами TS EN 10219, в качестве стандартных DC01 (DIN EN 10130), S235JRH/J0H/J2H, S275J0H/J2H, S355J0H/J2H (DIN EN 10025) качественных стальных лент.
Ассортимент продукции:
Внешний диаметр: Ø114мм — Ø219мм
Толщина: 3,00мм — 8,00мм
Длина: 6,00м — 12,00м
Внешний диаметр: Ø100 мм x 100 мм / 150 мм x 250 мм
Толщина: 3,00–8,00 мм
Китай Производитель машин для выдувания расплава, Экструдер для пластика, Поставщик экструдера для пластиковых труб
Популярные товары
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
выдувная машина
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
линия экструзии труб
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Профиль компании
{{ util.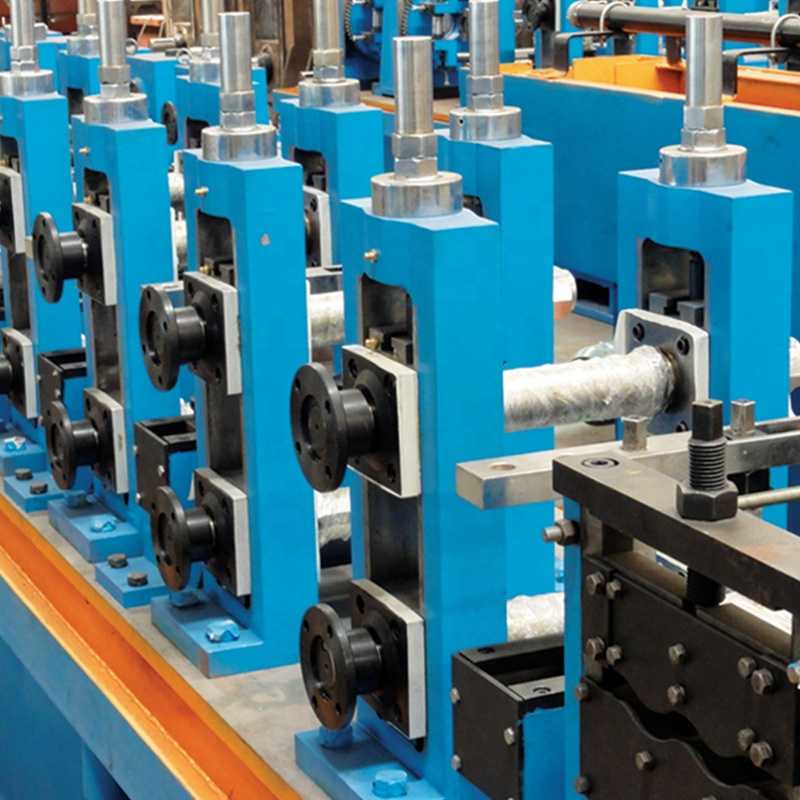 each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/фабрика и торговая компания | |
| Основные продукты: | выдувная машина , Пластиковый экструдер | |
| Количество работников: | 160 | |
| Год основания: | 14 января 2003 г. | |
| Площадь завода: | 15000 квадратных метров | |
| Среднее время выполнения: | Время выполнения заказа в пиковый сезон: 1-3 месяца Время выполнения заказа в межсезонье: один месяц |
Pex-al-pex\PPR-al-PPR\PSP\PPR\pert\PE\pex\pb\ПВХ машина для экструзии труб, миксер, дробилка/мельница/чиллер, головка, калибратор и так далее.