Основные методы изготовления искусственного камня
В строительно-монтажной сфере большой популярностью пользуются декоративные материалы, полученные искусственным путем. Искусственный камень представляет собой поликомпозитный материал на основе бетона.
Технология изготовления такого изделия включает несколько стадий. В результате получается эстетически привлекательный и прочный материал, который почти ничем не отличается от натурального аналога.
Достоинствами искусственного камня можно считать дешевизну, внешнюю привлекательность, простоту монтажа и долговечность.
Стены, пол и потолок, отделанные декоративным облицовочным материалом значительно прочнее, а теплоотдача снижается примерно на 20–25%. Монтаж облицовочного камня не зависит от времени года и значительно проще по сравнению с декоративной штукатуркой.
Технология производства искусственного камня имеет несколько профильных направлений:
- облицовочные плитки;
- ограждения;
- арычные водостоки;
- ступени и подоконники;
- авторские архитектурные сооружения.


Исходным сырьем для получения декоративных материалов служит песок, связующие компоненты (гипс, цемент), стабилизаторы, а также полимеркомпозитные соединения, которые придают смеси определенный цвет и оттенок. На выходе получаются изделия произвольной формы, размера и рельефного оформления. Это дает дизайнерам и архитекторам волю фантазиям.
Технология изготовления
При изготовлении искусственного камня все компоненты в определенном соотношении загружаются в бетонную мешалку. В процессе гомогенизации смесь приобретает однородность и определенный оттенок.
Благодаря стабилизаторам и легким наполнителям изделия получается значительно легче своего природного аналога. К тому же термическая гомогенизация способствует деструкции биоорганических примесей, что исключает грибковые образования. Смесь после гомогенизации проходит через формовочные машины. Под высоким давлением бетонно-цементная смесь приобретает заданную форму и размер.
Декоративные плиты с одной стороны имеют фактурное рельефное оформление, с другой — гладкую поверхность, предназначенную для монтажа. Толщина плиток варьируется и составляет 1,0–4,5 см.
Технологические методы литья
Преимуществом искусственного камня является его полная нетоксичность. Согласно положениям СниП все компоненты не выделяют токсичных соединений, формальдегида и опасных смол. Изделия обладают термической стойкостью и устойчивостью к химически агрессивным средам.
Существует наиболее популярные технологии изготовления: прессование под действием центробежных сил (вибропрессование) и вибролитье.
Преимущества технологии вибролитья:
- Самый экономичный способ.
- Отсутствует стадия термической обработки.
- Возможность создать массивные плиты большой площади.
- Изделия получаются насыщенной окраски всей палитры цветов.
Особенности вибропрессования:
- Получение изделий сложной формы и архитектурного оформления.
- Для больших производственных мощностей предпочтительней вибролитьевой метод.

Искусственный камень обладает массой достоинств по сравнению с натуральными аналогами. Он не горюч, экологически безопасен, а производство не представляет технологических трудностей.
Вы можете заказать искусственный камень, декоративные плитки для ремонтно-строительных работ любой формы, размера и архитектурного оформления на сайте migran.ru.
Производство искусственного камня на цементе
Под «искусственным камнем» подразумевается материал полученный искусственным путем, который имитирует натуральный камень. Главные достоинства «искусственного камня» — декоративность, легкость, относительная дешевизна, удобство и простота монтажа и соответственно невысокая стоимость работы.Цоколь и стены здания после декорирования искусственным камнем не только становятся красивыми, но и получают дополнительную защиту от влаги и механических повреждений. При этом тепловое сопротивление стены увеличивается примерно на 20 %. Дом делается заметно теплее, уютнее, монументальнее.
При этом тепловое сопротивление стены увеличивается примерно на 20 %. Дом делается заметно теплее, уютнее, монументальнее.
Отсюда вывод:
из искусственного камня — можно «скроить» не просто красивую, но и очень прочную «одежду» для своего дома, решив сразу две задачи: создание архитектурно выразительного фасада и укрепление стен. А если к этому прибавить то, что «искусственный камень» можно монтировать в любое время года и работа с ними не столь кропотлива, как, скажем, с рельефной штукатуркой, то его преимущества становятся еще очевиднее.
Открыв собственное производство искусственного камня можно изготавливать более 100 видов изделий под природный камень (либо мрамор) такие как:
- облицовочный камень
- тротуарная плитка
- брусчатка
- бордюрный камень
- водостоки
- облицовочная плитка
- подоконники
- ступени
- камины
- малые архитектурные формы
Технология позволяет получать из цемента, песка и химических добавок неповторимые по окраске и узору декоративные изделия под различные натуральные камни. Изделия могут быть как гладкими, так и с фактурными и рельефными элементами, что дает возможность архитекторам и дизайнерам создавать сложные интерьеры и экстерьеры.
Изделия могут быть как гладкими, так и с фактурными и рельефными элементами, что дает возможность архитекторам и дизайнерам создавать сложные интерьеры и экстерьеры.
Характеристики искусственного (декоративного) камня
Испытания готовых изделий, изготовленных по предлагаемой технологии, проведены лицензированной строительной лабораторией (Лицензия Д266498, регистрационный № ГС-4-12-02-28-0-1215021281-000304-1).
|
№ п/п |
Наименование показателей |
Значение |
|
1 |
Прочность при сжатии, МПа |
30 |
|
2 |
Истираемость, г/см |
0,2 |
|
3 |
Водопоглощение, %, |
3,6 |
|
4 |
Морозостойкость, не менее |
300 |
|
5 |
Категория лицевой поверхности |
А0-А1 |
Выпускаемый облицовочный «искусственный камень» соответствует требованиям ГОСТ 6927-74, а тротуарный камень ГОСТ 17608-91. Низкое водопоглощение и высокая морозостойкость «искусственного камня» обуславливает его высокую долговечность.
Низкое водопоглощение и высокая морозостойкость «искусственного камня» обуславливает его высокую долговечность.
«Искусственный камень» изготавливается по разработанной Нами технологии на основе модифицированного бетона, в его состав входит только высококачественное экологически безопасное минеральное сырье и специальные модифицирующие добавки. Камень прокрашен во всем объеме, причем устойчивость окраски от внешних условий достигается применением только минеральных пигментов, поэтому искусственный камень не «облезет» с годами и не потребует регулярной подкраски. Камень получается существенно легче натурального, что не только упрощает его транспортировку и монтаж, но и позволяет облицовывать конструкции с небольшой несущей способностью. Толщина изделий составляет от 10 до 45 мм, при этом тыльная сторона гладкая, что упрощает монтаж камня и снижает расход клея.
В действующих СниПах не предусмотрены ограничения по использованию искусственного камня (с цементным связующим), так как этот материал не выделяет токсинов, формальдегидов или других вредных веществ.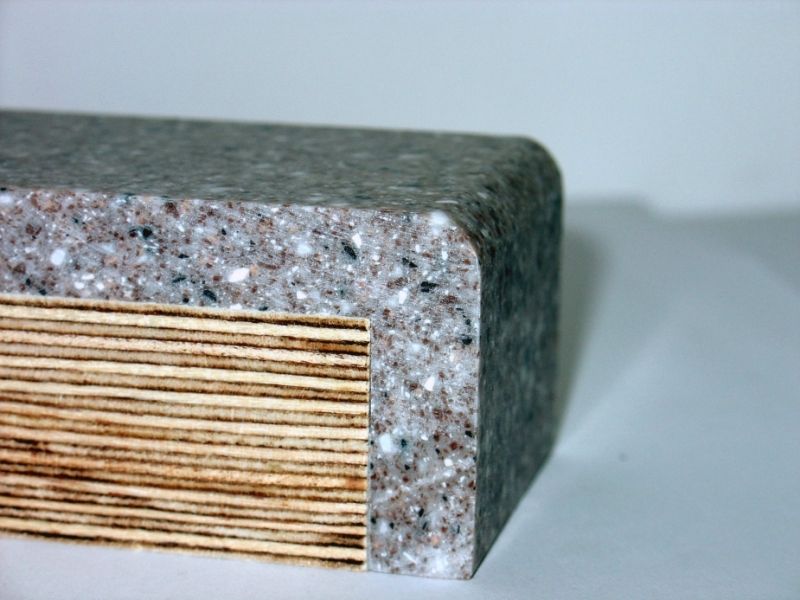
Описание технологии изготовления искусственного (декоративного) камня
На практике при производстве «искусственного камня» используется две технологии — вибролитье и вибропрессование.
Рассмотрим отличия вибролитья от вибропрессования
Плюсами в технологии вибролитья является:
- Более дешевая стоимость оборудования (в 2 раза меньше чем по методу вибропрессования)
- Более простая наладка оборудования и эксплуатация
- Отсутствие пропарки в производстве
- Большая номенклатура изделий (на одном малом прессе производительностью 60 м2 в смену обычно делают 1-2 наименования)
- Лучшее качество поверхности и получение бетона насыщенных цветов (т. к. чем меньше воды в бетоне, тем менее ярким получается цвет даже на импортных красителях)
 к. чем меньше воды в бетоне, тем менее ярким получается цвет даже на импортных красителях)
к. чем меньше воды в бетоне, тем менее ярким получается цвет даже на импортных красителях)Преимуществом вибропрессованной плитки является:
- Получение более дешевой по себестоимости продукции
- Большая механизация производства
Поэтому если Вы хотите открыть производство производительностью до 100 м2 в смену, то проще и дешевле открыть производство по вибролитьевому способу. Если Вам необходимо открыть производство с большей производительностью то лучше приобрести вибропресс.
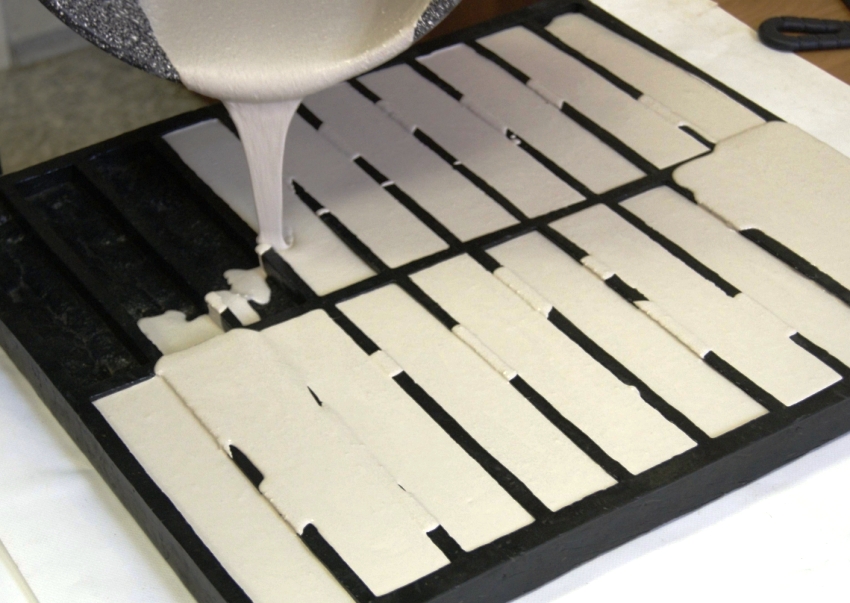
Рассмотрим более подробно технологию вибролитья
1. Приготовление бетонной смеси. Берутся основные компоненты в определенных пропорциях (цемент, миниральный заполнитель, краситель, модифицирующие добавки) и производится их смешивание в бетоносмесителе.
2. Укладка и уплотнение бетона уложенного в формы на вибростоле.
3. Выдержка изделий в формах в естественных условиях в течение 48 часов.
4. Выбивка (распалубка) изделий на специальном выбивочном столике, на котором изделия отделяются от формы.
5. Готовые изделия укладываются на транспортные поддоны и транспортируются на склад.очный вибростол, который используется для выбивки, т.е. готовые изделия без сколов вынимаются и складируются.
Описание и технические характеристики основного оборудования.
Технология изготовления ИСКУССТВЕННОГО КАМНЯ из цемента
900 руб
Купить
Применяемые формы (формооснастка)
Производство литых декоративных бетонных изделий невозможно без качественных форм (формооснастки). На заре становления производства малых архитектурных форм из бетона использовались преимущественно жесткие формы из гипса, бетона, дерева и металла. Это диктовалось в основном технологией формования — набивкой. Литые бетоны использовались редко в связи с несовершенством технологии и отсутствием специализированного оборудования. С появлением высокомарочных цементов, всевозможных модификаторов бетона, качественных минеральных пигментов и соответствующего технологического оборудования производство изделий с высокими физико-механическими характеристиками стало возможным даже в кустарных условиях. Внедрение в практику производства изделий из декоративного бетона новых материалов для изготовления формооснастки позволило отливать бетонные изделия с любой геометрией и точностью передачи фактуры поверхности вплоть до факсимильных копий.
Литые бетоны использовались редко в связи с несовершенством технологии и отсутствием специализированного оборудования. С появлением высокомарочных цементов, всевозможных модификаторов бетона, качественных минеральных пигментов и соответствующего технологического оборудования производство изделий с высокими физико-механическими характеристиками стало возможным даже в кустарных условиях. Внедрение в практику производства изделий из декоративного бетона новых материалов для изготовления формооснастки позволило отливать бетонные изделия с любой геометрией и точностью передачи фактуры поверхности вплоть до факсимильных копий.
процесс производства искусственного камня
процесс производства искусственного камня
Процесс производства искусственного камня состоит из сырья искусственного камня в виде смешанной смолы, клея и тонера. В процессе производства искусственный камень может быть окрашен в разные цвета чтобы сделать продукт с красочным и глянцевым нефритом, как натуральный мрамор.
Процесс производства искусственного камня очень сложен. Процесс таков: смешать смолу в банке в первом ускорителе, даже смешивая две точки, затем можно добавить соответствующую добавку красителя в перемешивание на 5 минут в вакуумный порошок и равномерно перемешать отвердитель около 20 точек, смесь суспензии приготовить как стекло ( заранее на стекле, если воск samsung или обычный воск для пола также можно назвать антиадгезивом) в 20 продуктах после отверждения.
автоматическая линия по производству кварцевого камня
Процесс производства листового искусственного камня в это время естественного формирования твердости составляет 70% без последующего отверждения (то есть при постоянной температуре в пределах от 50 до 80 градусов в течение От 3 до 6 часов) требуется семь дней, чтобы полностью достичь 100% твердости, инопланетяне без после отверждения, целевые доски требуют предварительного ожидания на складе для продажи для производства большого количества пластин после отверждения, чтобы предотвратить деформацию.
В процессе формования искусственного камня, песчаная светлая доска должна избегать солнечного (ультрафиолетового) облучения. Одинаковые цветные плиты, отвердитель и промоутер имеют одинаковое количество входов, время смешивания после отвердителя должно быть одинаковым, и время вакуума будет одинаковым.
как сделать искусственный кварцевый камень
производственный процесс искусственного кварцевого камня
производственный процесс искусственного кварцевого камня с использованием смолы в качестве связующего, сочетающегося с натуральным мрамором или кальцитом, доломитом, кварцевым песком, стеклянным порошком и другим неорганическим минералом порошок и необходимое количество антипирена, стабилизатора, пигмента и т. д., после смешивания, литья, вакуумного формования, шлифовки и полировки, формования, отверждения, обработки из искусственного камня.
Процесс производства искусственного кварцевого камня Поверхность твердого поверхностного материала чистая, красивая и имеет определенную степень прозрачности. Достаточная прочность, жесткость, твердость, ударопрочность, хорошая устойчивость к царапинам;
Достаточная прочность, жесткость, твердость, ударопрочность, хорошая устойчивость к царапинам;
Машина для производства искусственного камня
Линия по производству искусственного кварцевого камня Выветривание, деформация и закалка тепла; Снизу к лицу прочный корпус, без капилляров, без грязи, легко чистится, часто новый; Бесшовная, ровная и гладкая поверхность; Термостойкость, морозостойкость, коррозионная стойкость; Его можно разрезать и нагревать, чтобы придать ему различные формы.
Искусственный камень сохранил благородный, элегантный темперамент природного каменного материала, преодолел естественный камень шерстяной стомы, трещин, разницы в цвете, радиоактивности и других недостатков, быстро становясь международным популярным высококлассным материалом украшения для защиты окружающей среды.
Линия по производству искусственного камня
Производство искусственного камня
Этот раздел взят из «Henley’s
Энциклопедия «Формулы двадцатого века, рецепты и процессы». Норман В. Хенли и другие.
Норман В. Хенли и другие.
Ниже приводится производственный процесс, в котором щелочной применяют силикаты промышленного производства.
Функция щелочных силикатов или растворимого стекла, как составляющих искусственный камень, должен выступать в качестве цемента, образуя с щелочные земли, глинозем и оксид свинца, нерастворимые силикаты, которые сваривают между собой материалы (кварцевый песок, галька, гранит, плавиковый шпат и отходы глиняного кирпича). Масса может быть окрашена черный путем добавления некоторого количества древесного угля или графита в максимальное содержание 10%, двуокись марганца или охра; красный, на 6 процентов колкотара; кирпично-красный, на 4-7% киноварь; оранжевый, на 6-8% сурика; желтый, на 6 чел. желтой охры или 5% желтого хрома; зеленый, на 8 чел. цент хромового зеленого; синий, на 6-10 процентов от синего Нойвида, Бременский синий, Кассельский синий или синий Наполеон; и белые, на 20 процентов, максимум цинковые белила.
Хромовая зелень и окись цинка создают имитацию малахита. Ан
имитация лазурита получается при одновременном использовании
кассельского синего и пирита в зернах. Оксиды металлов дают
соответствующие силикаты и окись цинка, смешанные с очищенным мелом,
дает блестящий мрамор. Ингредиенты смешиваются как бы
механическая корыто для замешивания, снабженная мешалками, с переменным
пропорции, согласно процентному содержанию раствора щелочи
силикат. Затем все это формуется или сжимается обычным
процессы.
Ан
имитация лазурита получается при одновременном использовании
кассельского синего и пирита в зернах. Оксиды металлов дают
соответствующие силикаты и окись цинка, смешанные с очищенным мелом,
дает блестящий мрамор. Ингредиенты смешиваются как бы
механическая корыто для замешивания, снабженная мешалками, с переменным
пропорции, согласно процентному содержанию раствора щелочи
силикат. Затем все это формуется или сжимается обычным
процессы.
Имитация гранита получается при смешивании извести, 100 частей; силикат натрия (42° Be.), 35 частей; мелкий кварцевый песок от 120 до 180 части; и крупнозернистый песок, 180-250 частей.
Искусственный базальт может быть получен путем добавления сульфита калия и ацетат свинца или равные части сурьмяной руды и железных опилок.
Для получения искусственного мрамора 100 фунтов мраморной пыли или измельченной
мел смешивают с 20 частями молотого стекла и 8 частями мелкой извести
и силикат натрия. Красящее вещество смешивается в пропорции
в зависимости от создаваемого эффекта.