Основные характеристики токарного станка — Ресурс
Станки токарной группы, считающейся наиболее многообразной, используются с целью механообработки тел вращения. Суть металлообработки на подобных агрегатах заключается в снятии с обрабатываемой детали слоя металла. Токарный станок был спроектирован одним из первых, поэтому на его основе в дальнейшем разрабатывались металлорежущие машины других видов.
Токарный станок подходит для выполнения различных видов работ, ведь на нем можно:
- обтачивать поверхности тел вращения;
- подрезать торцы;
- сверлить, растачивать, развертывать отверстия;
- нарезать резьбу;
- накатывать рифления и т.д.
На таких агрегатах допускается даже нарезать зубья, а также производить фрезерование и шлифование, стоит лишь использовать соответствующее приспособление. Следует отметить, что на специализированных станках выполняется обработка колесных пар, муфт, труб и прочих металлоизделий.
Основные принципы действия токарного агрегата сводятся к тому, что главное движение обеспечивается вращением заготовки, закрепленной в шпинделе, а движение подачи осуществляется металлорежущим инструментом, который фиксируется в суппорте.
К шпиндельному узлу предъявляется два основных требования относительно жесткости и стойкости к вибрациям. В качестве опор шпинделя зачастую используются подшипники качения. Для фиксации болванки используется патрон или планшайба. Оба этих приспособлений крепятся на шпинделе.
Функциональное назначение задней бабки – обработка длинных деталей, сверление, зенкерование и развертывание отверстий. В первом случае в бабке закрепляется центр для поддержания заготовки, а во втором – режущий инструмент (сверло, зенкер, развертка).
Привод главного движения может включать такие узлы, как асинхронный двигатель, ступенчатую коробку скоростей, вариатор или коробку скоростей с электромотором постоянного тока.
Станки, оснащенные системой ЧПУ
Предприятия, специализирующиеся на мелкосерийном производстве металлоизделий, всегда стремились автоматизировать процессы механообработки. Усилия инженеров и конструкторов привели к развитию и совершенствованию оборудования, оснащенного системой ЧПУ. Такие станки отличаются от обычных компоновкой, например, в агрегатах с ЧПУ предусмотрены наклонные направляющие. Этот конструкционный элемент упрощает сход стружки, защищая таким образом зону резания.
Усилия инженеров и конструкторов привели к развитию и совершенствованию оборудования, оснащенного системой ЧПУ. Такие станки отличаются от обычных компоновкой, например, в агрегатах с ЧПУ предусмотрены наклонные направляющие. Этот конструкционный элемент упрощает сход стружки, защищая таким образом зону резания.
Запрограммировать токарный станок с ЧПУ можно так, чтобы автоматически выполнялись следующие действия:
- переключались скорости шпинделя;
- перемещался суппорт;
- поворачивалась револьверная головка;
- запускался и останавливался привод главного движения;
- автоматически сменялся инструмент (конечно, если предусмотрен многоинструментальный магазин).
Настройка инструмента выполняется не на станке. Данная процедура производится посредством оптических устройств либо специальных приспособлений по индикаторам и шаблонам. На металлорежущее оборудование устанавливаются уже налаженные блоки или целый резцедержатель.
Агрегаты, оснащенные системой ЧПУ, отличаются друг от друга спецификой вспомогательных движений. В связи с этим выделяют следующие группы станков:
В связи с этим выделяют следующие группы станков:
- с одним распредвалом, вращающимся с постоянной частотой;
- с одним распредвалом, способным вращаться с одной частотой из двух возможных;
- с распредвалом и быстроходным валом.
Сфера применения оборудования
На единичном и мелкосерийном производстве целесообразно эксплуатировать универсальные станки токарной группы. Расширить их сферу применения помогут специальные приспособления. При оснащении агрегатов копировальными суппортами с электрическим или гидравлическим приводом, быстрозажимными патронами и прочими устройствами универсальное токарное оборудование может использоваться в условиях серийного производства.
Автоматические и полуавтоматические машины больше характерны для крупносерийного и массового производства. Техобслуживание таких станков состоит из комплекса мероприятий, в ходе которых производится наладка инструмента, после чего выполняется механообработка и контроль полученных поверхностей. Особенность полуавтоматов заключается в том, что все движения, касающиеся установки заготовки и снятия готового изделия, производятся вручную. Следует отметить, что автоматическое управление рабочими процессами выполняется за счет распредвала и закрепленных на нем кулачков.
Особенность полуавтоматов заключается в том, что все движения, касающиеся установки заготовки и снятия готового изделия, производятся вручную. Следует отметить, что автоматическое управление рабочими процессами выполняется за счет распредвала и закрепленных на нем кулачков.
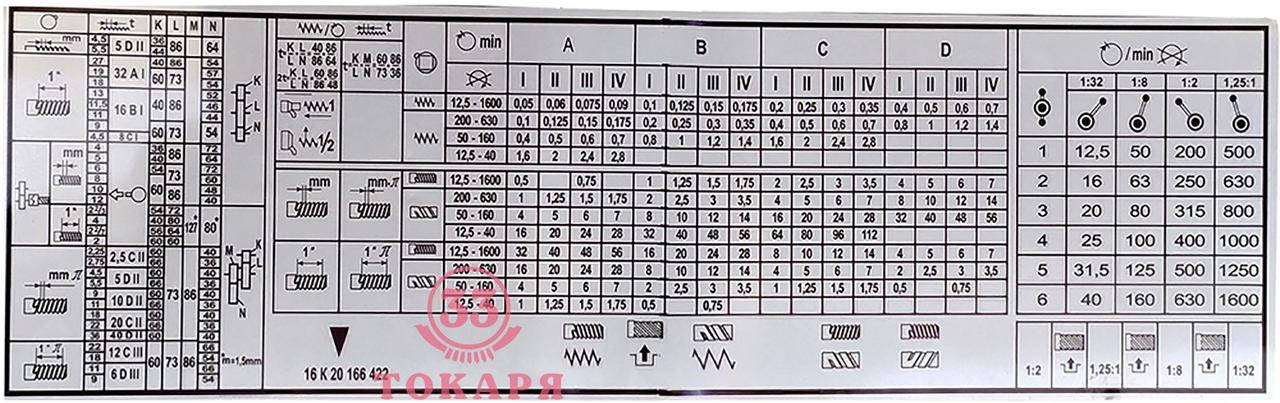
Токарный станок 16К20: технические характеристики и аналоги
Станок токарно винторезный 16К20 относится к категории универсального металлорежущего оборудования, пригодного к выполнению целого ряда операций. Станок выпускался в период с начала 70-х до середины 80-х годов московским заводом «Красный Пролетарий». В настоящее время на рынке представлены только б/у единицы, но благодаря надежности, небольшой цене и простоте обслуживания он и в наши дни широко применяется в учебных целях, в ремонтных мастерских, а также в производственных и ремонтных цехах для единичного и мелкосерийного производства деталей.
Возможности станка 16К20
Заложенные в конструкцию характеристики токарного станка 16К20 позволяют эффективно использовать его для точения поверхностей при длине заготовки до 2000 мм и массе до 1300 кг как цилиндрической, так и конусной формы.
Возможности станка позволяют получать резьбы с различным шагом. Так, возможна нарезка модульных и питчевых резьб с шагом от 0,5 до 56, дюймовых резьб с шагом от 0,5 до 112 ниток на дюйм и метрических с шагом 0,5 – 112 мм. Токарно-винторезный станок обладает классом точности Н, обеспечивает отклонение от цилиндричности не более чем на 7 мкм, конусности – не более 20 мкм на 300 мм, торцевой поверхности – 16 мкм на диаметре 300 мм.
Конструктивные особенности станка 16К20
Отметим основные особенности и преимущества станка, благодаря которым он и по сей день входит в число наиболее надежных и популярных решений для оснащения ремонтных и производственных мастерских:
- Коробчатая форма станины, размещенная на массивном, монолитном основании, что обеспечивает жесткость всей конструкции.

- Высокая точность передвижения суппорта и подвижной задней бабки благодаря надежным направляющим.
- Возможность фиксации заготовки в патроне или путем зажима в центрах.
- Надежная фиксация резца благодаря конструкции держателя.
- Высокоточные подшипники качения шпинделя гарантируют высокоточное позиционирование и вращение, не требуют регулировки в процессе эксплуатации.
- Высокая безопасность благодаря ряду элементов ограждения и блокировки. Экстренное отключение суппорта.
- Механизм передней бабки позволяет получить четыре ряда чисел оборота шпинделя.
- Выходной вал передней бабки посредством зацепления сменных зубчатых колес жестко связан с коробкой подач. Это обеспечивает точное движение суппорта от ходового вала или ходового винта в зависимости от операции.
- Высокая точность операций благодаря наличию линейки с визирами для эффективной проверки продольного и поперечного перемещения режущего инструмента.


Основные технические характеристики станка 16К20 вы можете изучить в приведенной ниже таблице:
| Технические характеристики станка 16К20 | Параметры |
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
Число ступеней вращения шпинделя, шт. |
23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 — 2 000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 — 2 420 |
| Число ступеней рабочих подач — продольных | 42 |
| Число ступеней рабочих подач — поперечных | 42 |
| Пределы рабочих подач — продольных, мм/об | 0.7 — 4,16 |
| Пределы рабочих подач — поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых резьб — архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1. 1 1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
Конструкция станка обеспечивает высокую безопасность при эксплуатации, надежность, простоту и удобство обслуживания. Все это, наряду с низкой стоимостью, гарантирует его востребованность на российском рынке.
Аналоги станка
Токарно-винторезный станок 16К20 пришел на смену модели 1К62, превосходя его по всем качественным показателям. После снятия его с производства отечественные и зарубежные производители выпустили многочисленные аналоги станка 16К20 с различными дополнениями. Это МК6056, МК6057 и МК6058 (Красный пролетарий, Москва), 16ВТ20 и 16ВТ20П (Вистан, Витебск), 16Б16, 16Б16П, 16Б16В и 16Б16А (СВЗС, г. Самара) и многие другие модели. Благодаря многим аналогам и высокой унификации деталей нет недостатка в запасных частях и оснастке для обеспечения бесперебойной работы станка 16К20.
Основные технические характеристики станков с ЧПУ
Числовое программное управление (ЧПУ) активно внедряется в современные производственные процессы. Создано разнообразное оборудование, обеспечивающее высокоточную скоростную обработку. Основные технические характеристики станков с ЧПУ помогают ориентироваться в потоке информации и делать правильный выбор.
- Основные технические характеристики станков с ЧПУ
Основные технические характеристики станков с ЧПУ
Станки с ЧПУ, прежде всего, классифицируются по своему назначению. Выделяются такие разновидности: токарные, фрезерные, сверлильные, расточные, а также оборудование для проведения специальных работ. Кроме того, выпускаются универсальные станки, способные выполнять разнообразные функции, — многоцелевые обрабатывающие центры.
Каждый тип станка имеет свои специфические параметры, но можно отметить и общие для всех разновидностей критерии: класс точности, тип устройства ЧПУ, число управляемых координат, т. е. количество плоскостей, в которых обрабатывается заготовка. Основные рабочие характеристики и оснащение оборудования зависят от его назначения и технологических возможностей.
е. количество плоскостей, в которых обрабатывается заготовка. Основные рабочие характеристики и оснащение оборудования зависят от его назначения и технологических возможностей.
Токарный
Токарные станки с ЧПУ предназначены для изготовления деталей сложной формы из цилиндрических заготовок в автоматическом режиме. Они способны обеспечить до 6 управляемых осей обработки с использованием до 6 разных рабочих инструментов. К данной категории оборудования относятся непосредственно токарные станки целевого назначения, универсальные, карусельного и лоботокарного типа, токарно-фрезерные обрабатывающие центры.
Токарные станки могут оснащаться головкой револьверного типа с приводом для специальных приспособлений, контршпинделем со специальным зажимом цангового типа, задним суппортом для обработки заготовок с обратной стороны. Универсальные аппараты обеспечивают выполнение любых токарных операций. В них могут закладываться такие особенности: приводной инструмент, головки для сверления, фрезерования и шлифования, система автоматической смены инструмента.
Технические характеристики, на которые следует обратить особое внимание:
- Скорость обработки. Она зависит от скорости вращения шпинделя и линейного перемещения суппорта. Скорость вращения, как правило, составляет 4000–10000 об/мин, а при горизонтальной станине — до 20000 об/мин. Ускоренное линейное перемещение может достигать 10–12 м/мин.
- Мощность двигателя шпинделя. Она определяет эффективность работы. Токарные станки с ЧПУ могут иметь мощность 45–50 кВт и более.
- Размеры обрабатываемой заготовки. Лимитируется максимальный диаметр и наибольшая длина. Эти параметры связаны с габаритами и мощностью. Диаметр может находиться в диапазоне от 40 до 150 см, а стандартная длина — до 100–150 см, но есть станки, где она превышает 10 м.
- Точность позиционирования. Она определяет класс точности обработки и точность повторений. В токарных станках с ЧПУ она достигает 0,003–0,005 мм.
При выборе оборудования следует обращать внимание на номенклатуру обрабатываемых материалов. Чаще всего они используются для металлообработки. Обеспечивают черновую и чистовую обработку с точностью до 7-го квалитета. Для деревообработки можно использовать менее мощные станки с меньшим классом точности.
Чаще всего они используются для металлообработки. Обеспечивают черновую и чистовую обработку с точностью до 7-го квалитета. Для деревообработки можно использовать менее мощные станки с меньшим классом точности.
Расточный
Расточные станки с ЧПУ выпускаются с горизонтальным или вертикальным расположением шпинделя. Многоцелевой вариант с горизонтальным расположением шпинделя или горизонтально-расточной станок предназначен для обработки крупногабаритных изделий. Он оснащается измерительными датчиками, обеспечивающими высокую точность обработки. Многоцелевой с вертикальным шпинделем или координатно-расточной станок может иметь до 5 управляемых осей. Трехкоординатная модель оснащается двухповоротным столом. Высокоточное перемещение рабочего инструмента обеспечивается шариковыми винтовыми парами. Современные станки обеспечивают выполнение такие операций: растачивание, зенкерование, сверление, нарезка резьбы, обтачивание; торцевое и цилиндрическое фрезерование, подрезка торцов.
Основной параметр расточных станков — диаметр шпинделя. По нему определяется тип оборудования: малый (диаметр 50–130 мм), средний (90–200 мм) и тяжелый (свыше 200 мм). Диаметр шпинделя может достигать 350 мм. Другие важные характеристики:
- Мощность. Для горизонтальных станков она составляет 20–40 кВт, а вертикальных — до 10–15 кВт.
- Размеры рабочего стола. Они определяют габариты обрабатываемой заготовки. Могут находиться в диапазоне от 100 × 50 см (для малого класса) до 200 × 180 см (тяжелые станки).
- Скорость вращения шпинделя. Она регулируется в широком диапазоне и зависит от мощности двигателя. В станках с ЧПУ может достигать 1500–2000 об/мин.
Оборудование предназначено для обработки разнообразных материалов. Способны работать со сталью, чугуном, цветными металлами.
Сверлильный
Сверлильные станки с ЧПУ способны обрабатывать изделия фланцевого, корпусного и плоскостного типа с использованием разного инструмента (сверла, развертки, зенкеры и т. п.). Они выпускаются нескольких разновидностей:
п.). Они выпускаются нескольких разновидностей:
- вертикально- и горизонтально-сверлильного типа;
- с одним или несколькими шпинделями;
- с ручной и автоматической сменой инструмента.
Предлагаются также многооперационные сверлильно-фрезерные аппараты.
Функциональные способности станков расширяются за счет дополнительной оснастки:
- поворотные, наклонные и маятниковые рабочие столы;
- навесные кондукторы;
- патроны для нарезания резьбы;
- револьверные головки;
- патроны быстросъемного типа.
Особой конструкцией отличаются радиально-сверлильные станки с возможностью поворота колонны на 360 °. Они имеют цифровую индикацию и систему коррекции по длине инструмента. Точность позиционирования стола составляет 0,05 мм, а установки координат на радиально-сверлильном станке — 0,001 мм. Количество управляемых координат 3. Одновременно можно управлять двумя координатами.
Основные технические характеристики:
- Максимальный диаметр сверления. Определяет возможности оборудования. Наиболее распространены станки, способные сверлить отверстия до 80 мм.
- Скорость вращения шпинделя и ее регулировка. Частота вращения может достигать 2000–3000 об/мин.
- Размеры рабочего стола. Они зависят от габаритов самого станка. Ширина обычно составляет 40–60 см, а длина может достигать 1,5–2 м и более.
 Определяет возможности оборудования. Наиболее распространены станки, способные сверлить отверстия до 80 мм.
Определяет возможности оборудования. Наиболее распространены станки, способные сверлить отверстия до 80 мм.Важно! Сверлильные станки с ЧПУ работают с любым материалом, но наиболее востребовано оборудование для обработки черных и цветных металлов.
Фрезерный
Группа фрезерных станков с ЧПУ включает несколько типов специфического оборудования: трехкоординатные фрезерные станки, многофункциональные станки с вертикальным шпинделем, наклонно-поворотным столом и горизонтальным шпинделем и наклонно-поворотным столом, многоцелевые станки с универсальной фрезерной головкой, продольно-фрезерные станки для обработки панелей, лонжеронов с горизонтальным и вертикальным расположением стола, а также столом адаптивного типа.
Наиболее востребованы трехкоординатные станки, способные выполнять такие операции: сверление, зенкерование, развертка, растачивание, нарезание резьбы, фрезерование плоскостей, карманов, отверстий, контуров и т. п. В современных станках обеспечивается автоматическая смена инструмента по программе, обратная связь через измерительные датчики, коррекция инструмента.
Основные технические характеристики:
- Размеры рабочего стола. Они определяют габариты заготовок, которые можно обработать на станке. Выпускаются мини-варианты с максимальной длиной заготовки 50–60 см до крупногабаритных станков, где можно устанавливать детали 10 и более м.
- Материал портала. От него зависит качество обработки. Лучший вариант – чугун. В бюджетных моделях используется алюминий.
- Параметры шпинделя. Скорость его вращения зависит от расположения. При горизонтальном расположении она может достигать 20000–22000 об/мин. Наиболее часто параметр регулируется в пределах 3000–8000 об/мин.
- Наличие автоматической смены инструмента. В дешевых конструкциях она остается ручной.
- Управление. Оно может осуществляться через компьютер или с использованием специальных стоек.
Важное значение придается обслуживанию оборудования. В современных станках предусмотрен простой ввод программ и система коррекции. Настройка вполне доступна любому оператору.
Станки с ЧПУ выпускаются разного типа с целевым назначением. Можно подобрать и многоцелевые, универсальные обрабатывающие центры. Важно правильно оценить технические характеристики оборудования и определить целесообразность внедрения такой техники. При правильном выборе достигается заметная экономическая выгода.
- 23 ноября 2020
- 2815
Станок 1к62 и его аналоги. Технические характеристики 1к62
Токарно-винторезный станок 1К62 часто называется наиболее распространенным в своем классе в странах бывшего СССР.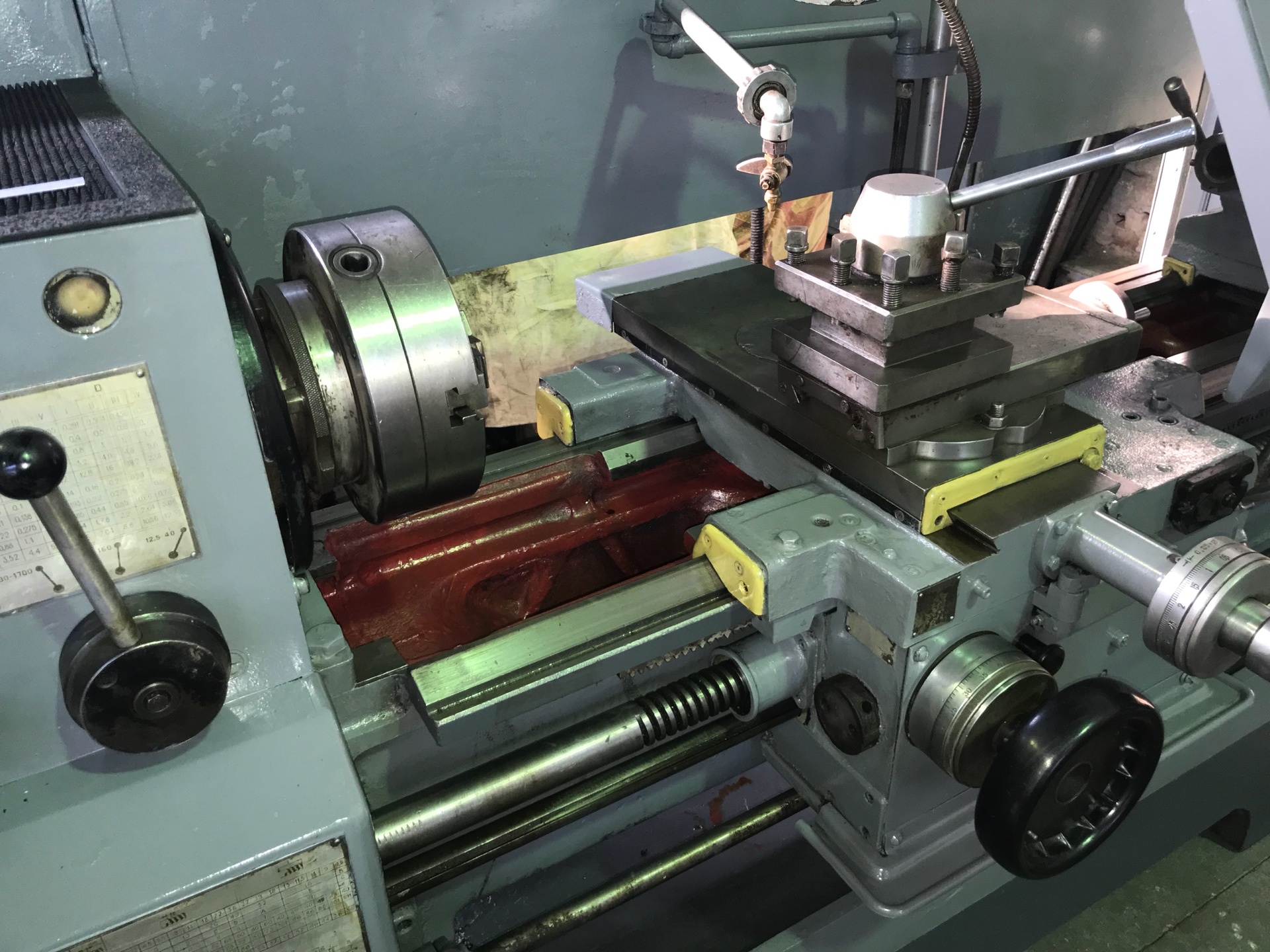 На нем токари обрабатывают детали самой разной номенклатуры, имеющие типовые размеры.
На нем токари обрабатывают детали самой разной номенклатуры, имеющие типовые размеры.
На станке 1К62 можно вести обработку конических, цилиндрических и сложных поверхностей, как на наружной части заготовки, так и внутри. Кроме этого, данное оборудование позволяет нарезать резьбу и вести обработку торцов широким спектром инструментов: резцами, сверлами, зенкерами, метчиками и плашками.
Станок 1К62 позволяет работать, в том числе, с закаленными заготовками, потому что его шпиндель стоит на специальных подшипниках, которыми обеспечивается необходимая жесткость. Материалы могут обрабатываться с ударными нагрузками без снижения точности работы.
Производством токарно-винторезных станков 1К62 занимался завод «Красный пролетарий» (Москва). Сегодня он не работает, и в продаже доступно только бывшее в эксплуатации оборудование или его современные аналоги. Б/у станки стоят дешевле, однако аналогичные модели значительно усовершенствованы с точки зрения требований современного потребителя.
Токарно винторезный станок 1к62 снят с производства.
Современный аналог станка 1к62: токарный станок CS6150B (Цена от 18.650 USD)
Технические характеристики станка 1к62:
| Параметр | Значение |
| Мах диаметр обработки над станиной | 435 мм |
| Мах диаметр обработки над суппортом | 224 мм |
| Длина обрабатываемой заготовки | 1000, 1500 мм |
| Диаметр отверстия в шпинделе | 55 мм |
| Число ступеней вращения шпинделя | 23 |
| Размер конуса в шпинделе | Морзе 6 |
| Частота вращения шпинделя | 12.5…2000 об/мин. |
| Число ступеней продольных подач | 42 |
| Число ступеней поперечных подач | 42 |
| Продольные подачи | 0. 70…4.16 мм/об 70…4.16 мм/об |
| Поперечные подачи | 0.035…2.08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых резьб архимедовой спирали | 5 |
| Шаг нарезания метрической резьбы | 0.5…192 мм |
| Шаг нарезания дюймовой резьбы | 24…1 5/8 ниток на дюйм |
| Шаг нарезания модульной резьбы | 0.5…48 модулей |
| Шаг нарезания питчевой резьбы | 96…1 питч |
| Шаг нарезания резьбы архимедовой спирали | 3/8″, 7/16″, 8; 10 и 12 мм |
| Быстрые установочные продольного перемещения суппорта | 4. 5 м/мин 5 м/мин |
| Быстрые установочные поперечного перемещения суппорта | 2.25 м/мин |
| Наибольшее перемещение пиноли задней бабки | 200 мм |
| Поперечное смещение корпуса задней бабки | +/-15 мм |
| Размер внутреннего конуса в задней бабке | Морзе 5 |
| Наибольшее сечение резца | 25 |
| Давление воздуха | 0.4…0.6 МПа |
| Питание | 220/380В, 50Гц |
| Мощность электродвигателя главного привода | 11 кВт |
| Габаритные размеры (длина*ширина*высота) | 2786,3286,3786*1200*1500 мм |
| Масса | 3080, 3440, 3800 кг |
Технические характеристики и сфера применения фрезерных станков с ЧПУ
Обновлено: 18. 05.2021
05.2021
Создание станков с числовым программным управлением значительно повлияло не только на сферу металлообработки, но и на работу с другими материалами. Установки нового поколения способны обеспечить повышенную точность фрезеровки различных материалов, что приводит к значительному увеличению производительности труда. Применение станков с ЧПУ не требует непрерывного контроля и наблюдения оператором. Таким образом, по максимуму исключается человеческий фактор и связанные с ним сбои в производстве. Поэтому процесс обработки заготовок проходит беспрерывно и в строгом соответствии заданной программе, а результат работы отличается высокой точностью.
В статье мы рассмотрим важнейшие технические характеристики фрезерных станков с ЧПУ и основные сферы их применения.
Основные технические характеристики
Достоинства передового оборудования с числовым программным управлением на фоне застарелых моделей неоспоримы. Однако высокая цена подобных станков заставляет уделять особое внимание деталям, чтобы при покупке оборудования исключить вероятность неправильного выбора. Прежде чем окончательно определяться с фрезерным станком стоит ознакомиться с его основными техническими характеристиками. Это в конечном результате поспособствует максимально эффективному использованию фрезера с ЧПУ.
Прежде чем окончательно определяться с фрезерным станком стоит ознакомиться с его основными техническими характеристиками. Это в конечном результате поспособствует максимально эффективному использованию фрезера с ЧПУ.
Габариты заготовки
Одно из главных условий высококачественной фрезеровки заготовок на установке с ЧПУ — их полная обработка за один заход без переналадки. Подбор оптимально подходящих для целей каждого конкретного производства габаритов рабочего поля фрезерной установки способствует достижению максимальной точности обработки и повышению производительности. В таком случае необходимо учитывать и длину шпиндельного хода; этот показатель влияет на допустимую максимальную толщину обрабатываемой детали.
Портал
На качественную обработку деталей в большой степени влияет материал, из которого изготовлен портал. Установка алюминиевых порталов приводит к снижению общей стоимости всего оборудования. Но при этом цельнолитые чугунные модели способны обеспечить высокую надежность и жесткость конструкции, зачастую в отличие от алюминия.
Шпиндель
Эта часть фрезерного станка стоит недешево, но экономить на ее покупке нет смысла. Разумно будет выбирать шпиндель, способный обеспечить некоторый запас мощности. В идеале он должен быть снабжен охладительной системой. Целесообразным вариантом считается приобретение шпинделя, изготовленного на известном производстве с широкой сетью сервисных центров в вашей стране.
Привод портала
Перемещение портала в современных фрезерах с числовым управлением происходит благодаря наличию шаговых и серводвигателей. Шаговые двигатели более демократичны по цене, но обработка при этом не будет отличаться сверхвысокой точностью. Второй вариант представляет собой высокоскоростное устройство, которое лишено такого недостатка, как пропуск шага.
Смена инструмента
В случае, когда на фрезерной установке с ЧПУ планируется выполнять обработку одного типа или схожие виды работ, в частой замене инструмента нет необходимости. Поэтому целесообразно отдать предпочтение моделям, где замена осуществляется вручную.
Поэтому целесообразно отдать предпочтение моделям, где замена осуществляется вручную.
Когда же при обработке одной заготовки используются разные инструменты, возникает необходимость в приобретении фрезерных станков, оборудованных полуавтоматическим или автоматическим механизмом смены инструмента. Таким образом удастся добиться высокой точности обработки и значительно ускорить производственный процесс за счет сокращения периода исполнения технологической операции.
Сферы применения фрезерных станков с ЧПУ
Список отраслей, в которых использование фрезерных станков с ЧПУ нельзя заменить другим видом обработки, довольно широк. Эти установки с успехом применяются как, например, в дизайне, так и в тяжелой промышленности. Они одинаково качественно выполняют задания разного масштаба и степени тонкости обработки.
Обработка дерева
На оборудовании с ЧПУ можно одинаково качественно выполнять как эстетическую обработку древесины, так и производить крупные детали. При помощи фрезерных установок возможно нанесение на поверхность рельефов различной степени сложности, выполнение фигурной резки, производство составляющих частей корпусной мебели.
При помощи фрезерных установок возможно нанесение на поверхность рельефов различной степени сложности, выполнение фигурной резки, производство составляющих частей корпусной мебели.
Металлообработка
В сфере обработки метала использование фрезерных установок с ЧПУ на производстве особенно важно. Даже самый опытный работник не способен наносить гравировку, выполнять шлифовку и рельефы на поверхности металлов наравне с фрезером. С применением современного оборудования технологический процесс проходит максимально быстро, а работа выполняется точно и качественно.
Рекламная продукция
Некоторые носители наружной рекламы, в частности билборды, световые надписи, вывески и прочие конструкции, изготавливают с применением фрезеров.
Архитектура и проектирование
Фрезерный станок может оказаться необходимым для создания макетов и литьевых форм различных объектов (транспортных средств, сооружений или оборудования).
3D-обработка
Применение фрезера с ЧПУ позволяет быстро и качественно изготовить матрицы и штампы из различных материалов для производства серийной рекламной, обувной, литейной и прочих видов продукции. Широкие возможности фрезерных станков способствуют быстрой и качественной обработке элементов прототипа при его проектировании и созданию форм для серийного производства.
Электроника
Еще одна область применения современных фрезерных установок с ЧПУ — производство электроники. Станки способны обрабатывать такие составляющие элементы, как платы или чипсеты. Впоследствии из этих частей собирают готовые приборы.
Машиностроительная отрасль
Фрезерные установки с ЧПУ широко применяют в процессе изготовления транспортных средств. При производстве отдельных деталей автомобилей удается повысить общее качество и надежность моделей. Фрезеры служат для обработки силовых элементов, ребер жесткости, элементов обвеса корпуса. Технические возможности оборудования позволяют достигать ювелирной точности при изготовлении алюминиевых заготовок и элементов из карбона.
Ювелирное дело
Почти все виды изделий (монеты, сувенирная продукция, украшения) подлежат обработке с помощью фрезерных станков. Установки способны выполнять высокоточную гравировку на драгоценных металлах и камнях.
В заключение
Область применения станков с ЧПУ достаточно обширна. Фрезерные установки отличаются универсальностью, многофункциональностью, высокой эффективностью и точностью производимой обработки. Эти преимущества делают современное оборудование востребованным на производствах в большом количестве отраслей человеческой деятельности.
Читайте также
Обновлено: 18 Января 2019
Рабочий режущий инструмент станков с ЧПУ — это фреза. Конструктивно она является вращающейся деталью с заточенными зубьями. Фрезы для станков с ЧПУ по дереву производят из разных сплавов и делят на категории. Их выбор зависит от характеристик обрабатываемой поверхности, типа работы и степени твердости древесины. Правильно выбрать подходящий инструмент для программных станков поможет наша статья, которая познакомит вас с типами фрез и их назначением…
Обновлено: 6 Декабря 2018
Шаговое устройство — бесщеточный двигатель с несколькими обмотками, функционирующий по синхронному принципу. Принцип работы шагового двигателя заключается в поочередной активации обмоток, которые обеспечивают вращение / остановку ротора…
Обновлено: 6 Декабря 2018
Современные сверлильные станки с ЧПУ используются на производствах, на которых в больших объемах осуществляется обработка деталей всевозможного назначения, например, на мебельных фабриках. Сегодня производители предлагают покупателям модели сверлильных станков с ЧПУ во всем функциональном многообразии…
Обновлено: 15 Ноября 2018
Станок с ЧПУ (числовым программным управлением) — сложное устройство, позволяющее создавать детали различных форм из дерева, металла или пластмассы. Для работы станков с ЧПУ требуются управляющие программы для создания макетов будущих изделий, введения команд управления и чтения инструкций, написанных на специальном языке программирования. Такое программное обеспечение должно быть функциональным и простым в использовании. Правильно выбрать подходящие программные продукты для станка с ЧПУ поможет наша статья…
Обновлено: 14 Ноября 2018
Существует широкий ассортимент фрезерных ЧПУ-станков, которые предназначены для выполнения разного рода работ. Выбор фрезерного станка с ЧПУ профессионалы осуществляют, руководствуясь богатым опытом и профильными навыками…
Токарный станок 1а616 – технические характеристики, паспорт
Токарный станок 1А616 имеет давнюю историю: выпускать его начали еще в середине 50-х годов прошлого века. Выпуском данного станка, который многие специалисты узнают даже по фото, занимался Средневолжский станкостроительный завод. Эту модель и сегодня можно встретить на многих производственных предприятиях
Токарно-винторезный станок 1А616
Характеристики станка
Токарно-винторезный станок 1А616, конструкцию которого разработали более 60-ти лет назад, преимущественно используется для обработки заготовок, отличающихся небольшими габаритными размерами. Среди технических характеристик станка можно выделить следующие:
- максимальная длина выполняемого обтачивания — 660 мм;
- максимальная длина обрабатываемой заготовки — 710 мм;
- максимальный диаметр заготовки, располагаемой над суппортом — 180 мм, размещенной над станиной — 320 мм;
- масса оборудования — 1500 кг;
- диаметр сквозного отверстия, выполненного в шпинделе — 35 мм;
- резьбовой конец шпинделя выполнен в соответствии с ГОСТ 12593-72 и относится к типу 6К;
- прямое, а также обратное вращение шпинделя может осуществляться в интервале 9–1800 об/мин, регулировка данного параметра может выполняться по 21 ступеням;
- габаритные размеры оборудования — 2135х1225х1220 мм.
Более подробно все технические характеристики токарного станка 1А616 представлены ниже в формате таблиц:
В поперечном направлении суппорт токарного станка перемещается по винту вручную, предельная величина такого перемещения составляет 195 мм. Продольное перемещение суппорта обеспечивается винтом или валиком, его максимальное значение может составлять 670 мм. Характеристики рабочих подач 1А616 при этом одинаковы и могут выбираться в пределах от 0,065 до 0,91 об/мин.
Технические свойства 1А616 позволяют выполнять оперативную замену зубчатых передач в его коробке подач на сменные прецизионные элементы, что дает возможность осуществлять с его помощью нарезание резьбы, отличающейся повышенной точностью. При этом если на данном токарном станке необходимо нарезать обычные типы дюймовой, модульной и метрической резьбы, то выполнять такую замену не требуется. При нарезании резьбы повышенной точности следует ходовой винт оборудования включать напрямую, в обход коробки подач. Конструкция 1А616 допускает такую возможность.
Основные узлы станка 1А616
Даже без использования сменных зубчатых колес на токарно-винторезном станке данной модели допустимо нарезать высокоточную резьбу со следующими характеристиками:
- питчевую — с шагом 2–128 питч;
- модульную, шаг которой находится в пределах 0,25–5,5 мм;
- дюймовую — с шагом 1–56 ниток на дюйм;
- метрическую — с шагом 0,5–24 мм.
Обрабатываемые детали можно фиксировать в обычном патроне токарного станка или использовать для этого пневматические и гидравлические зажимные устройства.
Конструкция и принцип работы
В конструкции 1А616 можно выделить следующие основные узлы:
- тумбы — передняя и задняя;
- задняя бабка;
- передняя бабка, где находится несколько механизмов: реверсивное устройство, звено, отвечающее за повышение шага, переборный механизм;
- блок, состоящий из сменных колес;
- шкаф, в котором размещена электрическая система;
- фартук, в котором находится механизм подач;
- несущая станина;
- коробка подач;
- система, отвечающая за охлаждение режущего инструмента;
- коробка переключения скоростей;
- поддон, где собирается стружка и отработанная охлаждающая жидкость.
Органы управления станка 1А616 (нажмите, чтобы увеличить)
Принцип работы данной модели токарного станка можно представить в виде следующей схемы.
- Заготовку, которую необходимо обработать, фиксируют в патроне станка или между его центрами.
- Резцы закрепляются в резцедержателе, размещенном на суппорте агрегата. Одновременно в таком резцедержателе можно закрепить до 4 резцов.
- Если в заготовке необходимо выполнить сверление, расточку отверстий или нарезание внутренней резьбы, то соответствующий инструмент закрепляют в пиноли задней бабки.
- Обработка на 1А616, как и на токарно-винторезных станках других моделей, обеспечивается за счет комбинирования двух движений: поступательного перемещения режущего инструмента и вращения детали. Благодаря сочетанию таких движений на станке можно выполнять обработку деталей цилиндрической, конической и фасонной конфигурации, винтовых поверхностей, торцов заготовки.
Передача вращения на шпиндель устройства и, соответственно, на обрабатываемую заготовку осуществляется при помощи ременного шкива, установленного между его опорами. Можно менять приводной клиновой ремень, если в этом возникла необходимость, не снимая шпиндель, что обеспечивает специальное устройство его задней опоры. В конструкции токарного станка этой модели реализован принцип раздельной передачи движения на его суппорт, который может перемещаться за счет ходового винта или ходового валика. В обмотку двигателя оборудования подключен статор постоянного тока, что позволяет обеспечить эффективное торможение привода агрегата.
Передняя бабка 1А616
Задняя бабка 1А616
Электрическая система станка
Электросхема токарного станка данной модели включает в себя следующие элементы:
- три предохранителя плавкого типа;
- выключатель, устанавливаемый на вводе;
- лампу для освещения рабочей зоны;
- реле напряжения;
- выключатель для лампы освещения;
- контакторы, управляющие остановкой двигателя, включением его рабочего и обратного хода;
- выключатель, обеспечивающий поступление напряжения на насос, подающий охлаждающую жидкость;
- реле, отвечающее за контроль скорости вращения двигателя;
- реле, отвечающее за управление контактором остановки двигателя;
- понижающий трансформатор;
- переключатель управления станком;
- указатель уровня нагрузки;
- выпрямитель селенового типа.
Электрическая принципиальная схема станка 1А616 (нажмите, чтобы увеличить)
На станке установлено два электродвигателя, каждый из которых решает свою задачу:
- трехфазный электродвигатель ПА22 мощностью 0,12 кВт, со скоростью вращения 2800 об/мин, работающий от напряжения 220/380 В, — приводит в действие насос, подающий охлаждающую жидкость в зону резания;
- трехфазный электродвигатель А02-41-4 мощностью 4 кВт, со скоростью вращения 1430 об/мин, работающий от напряжения 220/380 В, — используется в качестве главного привода станка.
Для оснащения промышленных предприятий используются токарные станки, работающие от напряжения 380 В, а для эксплуатации в домашней мастерской оптимальными являются модели, работающие от электрической сети с напряжением 220 В. Кроме того, по специальному заказу могут выпускаться модификации токарного станка, работающего от электрической сети с напряжением 500 В.
Кинематическая схема станка 1А616 (нажмите, чтобы увеличить)
Питание на лампу освещения, которая работает от напряжения 36В, поступает от понижающего трансформатора, присутствующего в электросхеме станка. Особенностью данного токарного станка является то, что в его конструкции нет двигателя, отвечающего за быстрый ход его суппорта. Быстрая и одновременно плавная остановка двигателя, при которой он не нагревается, обеспечивается за счет использования постоянного тока.
Обеспечение движения подачи и резания
Движение подачи, которое совершает суппорт токарного станка, сообщается ему от шпиндельного узла. Фактически коробка подач станка данной модели может обеспечить 48 скоростей, но по причине того, что некоторые из этих скоростей совпадают, в паспорте устройства их указано всего 22. Для того чтобы сообщить суппорту продольное перемещение, необходимо задействовать зубчатую муфту, а за поперечную подачу данного узла отвечает ходовой винт агрегата.
Коробка подач 1А616 (нажмите, чтобы увеличить)
В том случае, если на обрабатываемой детали необходимо нарезать резьбу, шаг которой не превышает 6 мм, суппорт связывается со шпинделем станка напрямую. Если необходимо нарезать резьбу с большим шагом, то для связи суппорта и шпинделя включается перебор, и используется промежуточное звено увеличения шага.
Главным движением в данном токарном станке, как и в устройствах других моделей, является движение резания, которое совершают шпиндель и закрепленная в нем заготовка из металла. От этого движения, как уже говорилось выше, приводится в действие и суппорт станка, который может перемещаться в продольном и поперечном направлениях. Основными элементами привода, отвечающего за движение резания, выступают:
- две клиноременные передачи;
- 12-ступенчатая коробка скоростей.
Коробка скоростей 1А616
Коробка скоростей токарного станка состоит из трех валов, установленных в узлы с подшипниками, трех подвижных блоков, каждый из которых состоит из двух шестерен, одиночной подвижной шестерни. За счет введения в зацепление шестерен с разными параметрами шпинделю станка сообщаются различные скорости вращения. Вращение от коробки скоростей передается полому валу, а далее, через ряд зубчатых передач — шпинделю станка. В том случае, если шпинделю необходимо придать большие скорости вращения, он напрямую соединяется с полым валом, для чего задействуется специальная кулачковая муфта.
Для управления токарным станком, которое, по отзывам даже начинающих специалистов, не представляет большой сложности, необходимо совершать и ряд ручных операций. К ним относятся:
- поворот резцедержателя и его установка в требуемое положение;
- передвижение задней бабки, в которой размещается пиноль станка;
- установка суппорта в требуемое положение.
Фартук 1А616 (нажмите, чтобы увеличить)
Паспорт 1А616 и руководство по электрооборудованию
Скачать бесплатно паспорт токарно-винторезного станка 1А616 в pdf-формате можно здесь: Паспорт 1А616
Скачать руководство по уходу и обслуживанию электрооборудования 1А616 можно здесь: Электрооборудование 1А616
Технические возможности станка данной модели позволяют использовать его как при производстве изделий крупными сериями, так и при изготовлении единичных деталей. Оснащаться такой токарно-винторезный станок может инструментом, изготовленным из быстрорежущих сталей, а также резцами с твердосплавными пластинами. На станке, оснащенном подобным инструментом, можно не только выполнять различные операции по токарной обработке, но и нарезать резьбу: метрическую, питчевую, дюймовую.
Технические характеристики — Универсально-фрезерный станок STALEX MUF50 DRO
Мощность, Вт
2200
Напряжение сети, В
380
Max диаметр фрезы
100
Расстояние шпиндель-стол, мм
0-390
Расстояние шпиндель-стойка, мм
230-685
Размер стола
1000×240
Размер Т-образного паза
16
Габариты, мм
1500х1430х2100
Родина бренда
Россия
Гарантия
12 месяцев
7 Характеристики машинного обучения | by Magnimind
В последние годы машинное обучение стало чрезвычайно популярной темой в области технологий. Значительное количество предприятий — от малых до средних и крупных — стремятся внедрить эту технологию. Машинное обучение начало преобразовывать способы ведения бизнеса компаниями, и будущее кажется еще более светлым.
Тем не менее, многие компании все еще колеблются, когда дело доходит до внедрения этой технологии, в основном из-за неуверенности в том, что такое машинное обучение , каковы его ключевые характеристики, которые делают его одним из самых полезных достижений в технологическом ландшафте. .
В этом посте мы более подробно рассмотрим машинного обучения и обсудим его семь ключевых характеристик, которые сделали его чрезвычайно популярным.
Проще говоря, машинное обучение является подмножеством ИИ (искусственного интеллекта) и позволяет машинам переходить в режим самообучения без явного программирования. Машинное обучение Программы с поддержкой могут учиться, расти и изменяться сами по себе при обращении к новым данным.С помощью этой технологии компьютеры могут находить ценную информацию, не запрограммированные на то, где искать конкретную информацию. Вместо этого они достигают этого, используя алгоритмы, которые итеративно учатся на данных.
Машинное обучение уникально в области искусственного интеллекта, потому что оно оказало наибольшее влияние на бизнес в реальной жизни.
Из-за этого машинное обучение часто считается отдельным от ИИ, который больше ориентирован на разработку систем для выполнения интеллектуальных задач.
1. AI для CFD: Введение (часть 1)
2. Использование искусственного интеллекта для обнаружения COVID-19
3. Обнаружение реальных и поддельных твитов с использованием модели трансформатора BERT в нескольких строках кода
4. Машина Проектирование системы обучения
Хотя основная концепция машинного обучения не нова, возможность автоматически применять сложные математические вычисления к большим данным — быстро и итеративно — появилась недавно.
В , чтобы понять реальную мощь машинного обучения , вы должны рассмотреть характеристики этой технологии.Есть множество примеров, которые перекликаются с характеристиками машинного обучения в сегодняшнем мире, насыщенном данными. Вот семь ключевых характеристик машинного обучения , по которым компаниям следует предпочесть его другим технологиям.
2.1- Возможность выполнять автоматизированную визуализацию данных
Большой объем данных генерируется предприятиями и обычными людьми на регулярной основе. Визуализируя заметные взаимосвязи в данных, компании могут не только принимать более обоснованные решения, но и укреплять доверие. Машинное обучение предлагает ряд инструментов, которые предоставляют расширенные фрагменты данных, которые можно применять как к неструктурированным, так и к структурированным данным. С помощью удобных для пользователя платформ автоматизированной визуализации данных в машинном обучении предприятия могут получить множество новых идей, чтобы повысить продуктивность своих процессов.
2.2- Автоматизация в лучшем виде
Одна из самых больших характеристик машинного обучения — это его способность автоматизировать повторяющиеся задачи и, таким образом, повышать производительность.Огромное количество организаций уже используют машинное обучение на основе документооборота и автоматизацию электронной почты.
AI JobsНапример, в финансовом секторе необходимо выполнять огромное количество повторяющихся, объемных и предсказуемых задач, требующих большого объема данных. Из-за этого в этом секторе в значительной степени используются различные типы решений машинного обучения . Они делают бухгалтерские задачи более быстрыми, информативными и точными. Некоторые аспекты, которые уже были рассмотрены в машинном обучении , включают решение финансовых запросов с помощью чат-ботов, прогнозирование, управление расходами, упрощение выставления счетов и автоматизацию выверки банковских счетов.
2.3- Взаимодействие с клиентами, как никогда раньше
Для любого бизнеса одним из наиболее важных способов стимулирования взаимодействия, повышения лояльности к бренду и установления долгосрочных отношений с клиентами является начало конструктивных разговоров с целевой клиентской базой. Машинное обучение играет критически важную роль, позволяя компаниям и брендам заводить более ценные разговоры с точки зрения взаимодействия с клиентами. Технология анализирует определенные фразы, слова, предложения, идиомы и форматы контента, которые находят отклик у определенных членов аудитории.Вы можете подумать о Pinterest, который успешно использует машинное обучение , чтобы персонализировать предложения для своих пользователей. Он использует эту технологию для поиска контента, который может заинтересовать пользователей, на основе уже закрепленных ими объектов.
2.4 — Возможность поднять эффективность на новый уровень при объединении с IoT
Благодаря огромной шумихе вокруг Интернета вещей, машинное обучение стало популярным. Многие компании считают Интернет вещей стратегически важным направлением.И многие другие запустили пилотные проекты для оценки потенциала Интернета вещей в контексте бизнес-операций. Но получить финансовую выгоду с помощью Интернета вещей непросто. Для достижения успеха компаниям, предлагающим консалтинговые услуги и платформы для Интернета вещей, необходимо четко определить области, которые изменятся с внедрением стратегий Интернета вещей. Многие из этих предприятий не смогли решить эту проблему. В этом сценарии машинное обучение , вероятно, лучшая технология, которую можно использовать для достижения более высокого уровня эффективности.Объединив машинного обучения с Интернетом вещей, предприятия могут повысить эффективность всех своих производственных процессов.
2.5- Возможность изменить ипотечный рынок
Это факт, что для получения положительного кредитного рейтинга обычно требуются дисциплина, время и тщательное финансовое планирование для многих потребителей. Когда дело доходит до кредиторов, потребительский кредитный рейтинг является одним из важнейших показателей кредитоспособности, который включает в себя ряд факторов, включая историю платежей, общую задолженность, длину кредитной истории и т. Д.Но разве не было бы замечательно, если бы была более упрощенная и лучшая мера? С помощью машинного обучения кредиторы теперь могут получить более полное представление о потребителях. Теперь они могут предсказать, тратит ли клиент мало или много, и понять, насколько он / она тратит. Помимо ипотечного кредитования, финансовые учреждения используют те же методы для других типов потребительских кредитов.
2.6- Точный анализ данных
Традиционно анализ данных всегда включает метод проб и ошибок, подход, который становится невозможным, когда мы работаем с большими и разнородными наборами данных. Машинное обучение — лучшее решение всех этих проблем, предлагая эффективные альтернативы анализу огромных объемов данных. Разрабатывая эффективные и быстрые алгоритмы, а также модели на основе данных для обработки данных в реальном времени, машинное обучение может генерировать точный анализ и результаты.
2.7- Бизнес-аналитика в лучшем виде
Машинное обучение характеристики в сочетании с аналитической работой по большим данным могут обеспечить экстремальный уровень бизнес-аналитики, с помощью которого несколько различных отраслей реализуют стратегические инициативы.От розничной торговли до финансовых услуг, здравоохранения и многого другого — машинное обучение уже стало одной из самых эффективных технологий для стимулирования бизнес-операций.
Независимо от того, убеждены вы или нет, вышеуказанные характеристики машинного обучения в значительной степени способствовали тому, что оно стало одной из самых важных технологических тенденций — оно лежит в основе огромного количества вещей, которые мы используем в наши дни, даже не задумываясь о них.
Это невозможно предсказать, заменят ли системы с машинным обучением людей или нет.Но можно сказать, что самым большим фактором, замедляющим развитие передовых технологий, таких как машинное обучение , является отсутствие человеческих навыков. Новое исследование, проведенное Cloudera, показывает, что для 51% бизнес-лидеров по всей Европе нехватка навыков удерживает их от внедрения.
Машинное обучение , как и наука о данных, развивается совершенно иначе. Поскольку эта технологическая тенденция включает в себя сбор, сопоставление и интерпретацию данных, от профессионального специалиста по машинному обучению требуется эффективное владение огромным количеством дисциплин — от математики и статистики до программирования — все это необходимо.Как вы уже можете себе представить, машинное обучение — довольно сложная штука, и поэтому бизнес-лидерам стало действительно сложно найти подходящих кандидатов, которые могут помочь им в достижении их целей цифровой трансформации.
Тем, кто хочет стать профессионалом в области машинного обучения , следует с умом выбирать направление обучения. Хотя существуют различные способы, включая самообучение, традиционный подход, учебные курсы и т. Д., Большинство из них имеют свои недостатки.Учитывая широкий спектр предметной области машинного обучения и ее быстрое развитие, соискателям необходимо понимать, что ни один курс на самом деле не является достаточно всеобъемлющим. Если вы тоже заинтересованы в том, чтобы вступить в эту сферу с реальными знаниями и в какой-то степени обладаете основными навыками, было бы неплохо присоединиться к учебному лагерю, подобному тем, которые предлагает Академия Magnimind.
T hese days , машинное обучение набирает обороты во всем мире, и это стало одной из ключевых обязанностей руководителей высшего звена — направлять свой бизнес в правильном направлении, используя его истинные характеристики.
Мы находимся на пороге входа в мир, где машины и люди будут работать в гармонии, сотрудничать, проводить кампании и продвигать свои продукты / услуги инновационным способом, который будет более личным, эффективным и информированным, чем когда-либо прежде.
Чтобы достичь этого, владельцам бизнеса пора подумать о том, как они могут использовать характеристики машинного обучения , как они хотят, чтобы технология работала и вела себя для развития бизнеса.Также важно разработать эффективную и прозрачную стратегию, включающую машинного обучения . Это поможет командам понять, как они могут выполнять свои задачи более эффективно, используя возможности машинного обучения .
Станьте специалистом по данным всего за 6 недель с учебными курсами в Кремниевой долине
7 Характеристики машинного обучения
В последние годы машинное обучение стало чрезвычайно популярной темой в области технологий.Значительное количество предприятий — от малых до средних и крупных — стремятся внедрить эту технологию. Машинное обучение начало преобразовывать способы ведения бизнеса компаниями, и будущее кажется еще более светлым. Тем не менее, многие компании по-прежнему не решаются внедрять эту технологию, в основном из-за неуверенности в том, что такое машинное обучение , каковы его ключевые характеристики, которые делают его одним из самых полезных достижений в технологическом ландшафте.В этом посте мы более подробно рассмотрим машинного обучения и обсудим его семь ключевых характеристик, которые сделали его чрезвычайно популярным.
1- Что такое машинное обучение?Проще говоря, машинное обучение является подмножеством ИИ (искусственного интеллекта) и позволяет машинам переходить в режим самообучения без явного программирования. Машинное обучение Программы с поддержкой могут учиться, расти и изменяться сами по себе при обращении к новым данным.С помощью этой технологии компьютеры могут находить ценную информацию, не запрограммированные на то, где искать конкретную информацию. Вместо этого они достигают этого, используя алгоритмы, которые итеративно учатся на данных. Машинное обучение уникально в области искусственного интеллекта, потому что оно оказало наибольшее влияние на бизнес в реальной жизни. Из-за этого машинное обучение часто считается отдельным от ИИ, который больше ориентирован на разработку систем для выполнения интеллектуальных задач.Хотя основная концепция машинного обучения не нова, возможность применять сложные математические вычисления к большим данным автоматически — быстро и итеративно — появилась недавно.
2- Ключевые характеристики машинного обученияВ , чтобы понять реальную мощь машинного обучения , вы должны рассмотреть характеристики этой технологии. Есть множество примеров, которые перекликаются с характеристиками машинного обучения в сегодняшнем мире, насыщенном данными.Вот семь ключевых характеристик машинного обучения , по которым компаниям следует предпочесть его другим технологиям.
2.1- Возможность выполнения автоматизированной визуализации данныхA На регулярной основе предприятиями и обычными людьми генерируются огромные объемы данных. Визуализируя заметные взаимосвязи в данных, компании могут не только принимать более обоснованные решения, но и укреплять доверие. Машинное обучение предлагает ряд инструментов, которые предоставляют расширенные фрагменты данных, которые можно применять как к неструктурированным, так и к структурированным данным.С помощью удобных для пользователя платформ автоматизированной визуализации данных в машинном обучении предприятия могут получить множество новых идей, чтобы повысить продуктивность своих процессов.
2.2- Автоматизация в лучшем видеОдна из важнейших характеристик машинного обучения — это его способность автоматизировать повторяющиеся задачи и, таким образом, повышать производительность. Огромное количество организаций уже используют машинное обучение на основе документооборота и автоматизацию электронной почты.Например, в финансовом секторе необходимо выполнить огромное количество повторяющихся, объемных и предсказуемых задач, требующих большого объема данных. Из-за этого в этом секторе в значительной степени используются различные типы решений машинного обучения . Они делают бухгалтерские задачи более быстрыми, информативными и точными. Некоторые аспекты, которые уже были рассмотрены в машинном обучении , включают решение финансовых запросов с помощью чат-ботов, прогнозирование, управление расходами, упрощение выставления счетов и автоматизацию выверки банковских счетов.
2.3- Взаимодействие с клиентами, как никогда раньшеДля любого бизнеса одним из наиболее важных способов стимулирования взаимодействия, повышения лояльности к бренду и установления долгосрочных отношений с клиентами является инициирование конструктивных разговоров с целевой клиентской базой. Машинное обучение играет решающую роль в том, что позволяет компаниям и брендам заводить более ценные разговоры с точки зрения взаимодействия с клиентами. Технология анализирует определенные фразы, слова, предложения, идиомы и форматы контента, которые находят отклик у определенных членов аудитории.Вы можете подумать о Pinterest, который успешно использует машинное обучение , чтобы персонализировать предложения для своих пользователей. Он использует эту технологию для поиска контента, который может заинтересовать пользователей, на основе уже закрепленных ими объектов.
2.4- Возможность поднять эффективность на новый уровень при объединении с IoTБлагодаря на огромной шумихе вокруг Интернета вещей, машинное обучение стало очень популярным.Многие компании считают Интернет вещей стратегически важным направлением. И многие другие запустили пилотные проекты для оценки потенциала Интернета вещей в контексте бизнес-операций. Но получить финансовую выгоду с помощью Интернета вещей непросто. Для достижения успеха компаниям, предлагающим консалтинговые услуги и платформы для Интернета вещей, необходимо четко определить области, которые изменятся с внедрением стратегий Интернета вещей. Многие из этих предприятий не смогли решить эту проблему. В этом сценарии машинное обучение , вероятно, лучшая технология, которую можно использовать для достижения более высокого уровня эффективности.Объединив машинного обучения с Интернетом вещей, компании могут повысить эффективность всех своих производственных процессов.
2.5- Возможность изменения ипотечного рынкаЭто факт, что для получения положительного кредитного рейтинга для многих потребителей обычно требуются дисциплина, время и тщательное финансовое планирование. Когда дело доходит до кредиторов, потребительский кредитный рейтинг является одним из важнейших показателей кредитоспособности, который включает в себя ряд факторов, включая историю платежей, общую задолженность, длину кредитной истории и т. Д.Но разве не было бы замечательно, если бы была более упрощенная и лучшая мера? С помощью машинного обучения кредиторы теперь могут получить более полное представление о потребителях. Теперь они могут предсказать, тратит ли клиент мало или много, и понять, насколько он / она тратит. Помимо ипотечного кредитования, финансовые учреждения используют те же методы для других типов потребительских кредитов.
2.6- Точный анализ данныхТрадиционно анализ данных всегда включает метод проб и ошибок, подход, который становится невозможным, когда мы работаем с большими и разнородными наборами данных. Машинное обучение — лучшее решение всех этих проблем, предлагая эффективные альтернативы анализу огромных объемов данных. Разрабатывая эффективные и быстрые алгоритмы, а также модели на основе данных для обработки данных в реальном времени, машинное обучение может генерировать точный анализ и результаты.
2.7- Бизнес-аналитика в лучшем видеМашинное обучение характеристик, в сочетании с аналитической работой по большим данным, могут генерировать экстремальные уровни бизнес-аналитики, с помощью которых несколько различных отраслей реализуют стратегические инициативы.От розничной торговли до финансовых услуг, здравоохранения и многого другого — машинное обучение уже стало одной из самых эффективных технологий для стимулирования бизнес-операций.
Независимо от того, убеждены вы или нет, вышеуказанные характеристики машинного обучения во многом способствовали тому, что оно стало одной из самых важных технологических тенденций — оно лежит в основе огромного количества вещей, которые мы используем сегодня, даже не задумываясь о них.
3- Почему мешают внедрению машинного обучения?
Это невозможно предсказать, заменят ли системы с машинным обучением людей или нет.Но можно сказать, что самым большим фактором, замедляющим развитие передовых технологий, таких как машинное обучение , является отсутствие человеческих навыков. Новое исследование, проведенное Cloudera, показывает, что для 51% бизнес-лидеров по всей Европе нехватка навыков удерживает их от внедрения.
Машинное обучение , как и наука о данных, развивается совершенно иначе. Поскольку эта технологическая тенденция включает сбор, сопоставление и интерпретацию данных, необходимо эффективное профессиональное обучение в области машинного обучения , владеющее огромным количеством дисциплин — от математики и статистики до программирования.Как вы уже можете себе представить, машинное обучение — довольно сложная штука, и поэтому бизнес-лидерам стало действительно сложно найти подходящих кандидатов, которые могут помочь им в достижении их целей цифровой трансформации.
Тем, кто хочет стать профессионалом в области машинного обучения , следует с умом выбирать направление обучения. Хотя существуют различные способы, включая самообучение, традиционный подход, учебные курсы и т. Д., Большинство из них имеют свои недостатки.Учитывая широкий спектр предметной области машинного обучения и ее быстрое развитие, соискателям необходимо понимать, что ни один курс на самом деле не является достаточно всеобъемлющим. Если вы тоже заинтересованы в том, чтобы вступить в эту сферу с реальными знаниями и в какой-то степени обладаете основными навыками, присоединиться к учебному лагерю, подобному тем, которые предлагает Академия Magnimind, было бы хорошей идеей.
ИтогВ наши дни машинное обучение , набирает обороты во всем мире и стало одной из ключевых обязанностей руководителей высшего звена — направлять свой бизнес в правильном направлении, используя его истинные характеристики.Мы находимся на пороге входа в мир, в котором машины и люди будут работать в гармонии, сотрудничать, проводить кампании и продвигать свои продукты / услуги инновационным способом, который будет более личным, эффективным и информированным, чем когда-либо прежде. Чтобы достичь этого, владельцам бизнеса пора подумать о том, как они могут использовать характеристики машинного обучения , как они хотят, чтобы технология работала и как велась, чтобы продвигать бизнес вперед. Также важно разработать эффективную и прозрачную стратегию, включающую машинного обучения .Это поможет командам понять, как они могут выполнять свои задачи более эффективно, используя возможности машинного обучения .
. . .
Чтобы узнать больше о машинном обучении , щелкните здесь и прочтите нашу другую статью.
Pride: отличительная черта | Проектирование машин
Кратко:
- Доктор Майкл Гривс, главный научный сотрудник отдела перспективного производства Технологического института Флориды, объясняет предпосылки, лежащие в основе цифровых двойников.
- Сценарии использования цифровых двойников находятся на ранней стадии. Необходимы дополнительные исследования, прежде чем можно будет утверждать, что единый цифровой двойник существует во всех дисциплинах и на протяжении всего жизненного цикла продукта.
- Преимущество создания цифрового двойника заключается в том, что эффективное использование информации заменяет напрасную трату физических ресурсов, таких как время, энергия и материалы.
Когда д-р Майкл Гривс впервые представил свое дальновидное исследование концептуальной цифровой модели, лежащей в основе управления жизненным циклом продукта, на конференции в 2002 году, он был склонен к тому, что это потенциально может способствовать прецизионному производству.
«У нас была основная предпосылка, что теперь у нас есть две вещи; один — это физический продукт, а другой — его цифровое представление », — сказал Гривс, главный научный сотрудник отдела передовых технологий Технологического института Флориды. «Ключевым моментом было убедиться, что мы можем соединить их и использовать данные из реального мира в виртуальном мире, а затем использовать эту информацию из виртуального мира в реальном мире».
Цифровой двойник — это виртуальное представление единицы оборудования на протяжении его жизненного цикла.Хотя применение и цель цифровых двойников различаются от одного приложения к другому, данные с датчиков обычно используются для отображения и анализа того, как объект реагирует на физический мир. Статистическое и механистическое моделирование можно использовать для моделирования, мониторинга, диагностики, прогнозирования и повторной калибровки результатов работы реактивного двигателя, физического завода, города или даже живого сердца.
Выплата, согласно Гривсу, заключалась в том, что эффективное использование информации стало заменой вероятности растраты физических ресурсов, таких как время, энергия и материалы.Это повысило эффективность на протяжении всего жизненного цикла продукта, от проектирования и производства до этапа эксплуатации и утилизации.
Гривс не может претендовать на название своей инновации, но он, безусловно, может отдать должное технологиям, которые она вдохновила, и той ценности, которую она продолжает приносить для улучшения производственных процессов и операций. (Право на создание термина «цифровые близнецы» принадлежит главному технологу НАСА Джону Виккерсу, который упомянул его в своем отчете «Дорожная карта» за 2010 год.)
«Я немного опередил свое время», — сказал Гривз. «Но я был уверен, что вычислительные возможности будут продолжать расти в геометрической прогрессии и, в конце концов, наверстают упущенное. Думаю, мы начинаем это понимать прямо сейчас ».
В следующих вопросах и ответах старший редактор Machine Design Рехана Бегг рассказала Гривсу об эволюции его революционной работы. Эта версия была отредактирована для ясности.
Доктор Майкл Гривс
Конструкция машины : Сегодня существует множество версий того, что представляет собой цифровой двойник.Какие требования должны быть выполнены, прежде чем мы действительно сможем назвать его цифровым двойником? Какие элементы должны присутствовать?
Майкл Гривс: Итак, это интересный вопрос. Я думаю, вам нужно перевернуть это, чтобы сказать: «Почему я хочу иметь цифрового двойника?» И почему вы хотите иметь цифрового двойника, так это то, что он создает ценность.
Я использую все, исходя из сценариев использования … Есть определенные вещи, которые я ищу: Одно из них — уникальность информации. Я не хочу иметь несколько версий, потому что они почти автоматически становятся несовместимыми.
Другой — это сплоченность, то есть способность всех частей и частей быть последовательными. В физическом мире, если я увеличиваю длину балки, я увеличиваю ее вес. В виртуальном мире, если у меня нет сплоченности, я могу увеличить его длину, а не вес, только для того, чтобы узнать, что у меня проблема. Итак, это ключевые характеристики, которые существуют.
Но опять же, вы хотите прогнать его из варианта использования. Какая польза от этой информации? И, к сожалению, иногда на стороне данных мы сталкиваемся с огромными объемами данных, но без информации.Мы должны осознавать тот факт, что нам необходимо иметь возможность использовать эту информацию и создавать ценность в организации за счет либо снижения затрат, либо увеличения функциональности и возможностей. В противном случае мы не должны делать такие вещи.
MD : Не могли бы вы привести реальный пример, который демонстрирует некоторые из этих факторов успеха и где, по вашему мнению, они имеют реальную ценность?
MG: В своей книге (Управление жизненным циклом продукта: движение к бережливому мышлению следующего поколения) я говорил о производителях двигателей — способности использовать информацию, от датчиков, например, реактивных двигателей, до способности прогнозировать конкретная проблема.Одна из вещей, которые я очень люблю говорить, это то, что я действительно не хочу иметь проблемы с реактивным двигателем на высоте 30 000 футов. Я не хочу, чтобы у меня возникали проблемы, даже когда я сижу и жду, когда сяду в самолет, потому что это означает, что у меня будет большая задержка.
Что мне действительно нравится, так это использовать эту информацию и предсказывать факт возникновения проблемы. И в следующий раз, через центр техобслуживания, он будет заменен, так что у меня никогда не будет проблем.Итак, я действительно думаю, что цифровой двойник может быть хрустальным шаром для прогнозирования не только производительности, но и проблем с моим конкретным продуктом, чтобы я мог опередить его.
Идея Индустрии 4.0 заключается в том, что при возникновении проблемы мы хотим сократить время на ее устранение. И, с моей точки зрения, я не хочу иметь проблемы; Я хочу предсказать, что это произошло. Можем ли мы сделать это идеально? Возможно нет. Но если мы сможем сделать это по существу, мы сможем сэкономить массу усилий.И помните, я говорю информацию как замену потраченным впустую ресурсам. Когда ваше [оборудование] выходит из строя, это настолько расточительно, насколько это возможно, а в случае катастрофического отказа с человеческими жертвами вы не можете заплатить за трату этого ресурса.
Итак, я думаю, что это возможность использовать эту информацию. А для некоторых отраслей возможность создать цифрового двойника и понять, как он работает, станет важным отличием, если они могут себе это позволить.Например, в атомной энергетике вы больше не можете себе позволить строить что-нибудь. У НАСА огромная проблема с точки зрения стоимости строительства новых ракетных кораблей, поэтому нам нужно перейти в виртуальный мир и решить проблемы там. Биты дешевле атомов; они продолжают дешеветь, а атомы продолжают дорожать. И если я собираюсь совершать ошибки, я определенно хочу делать это в виртуальном мире, а не в физическом.
MD : Это подводит нас к роли инженера и принятия решений.Как цифровые двойники влияют на принятие решений на этапе проектирования? И как он затем входит в производственный цикл?
MG: Это действительно открывает целый ряд возможностей для инженера, потому что с инженерной точки зрения вы действительно можете смотреть только на обычных подозреваемых — делать что-то с физическими прототипами и тому подобное. Если я могу запустить модель и смоделировать, и если я правильно разбираюсь в физике, я могу рассматривать широкий спектр сценариев, чем я могу себе позволить, когда имею дело с физическими прототипами.
Возьмем, к примеру, краш-тестирование. Я могу позволить себе провести краш-тест только определенное количество раз, потому что проводить краш-тесты любого коммерческого или даже легкового автомобиля очень дорого. Если я делаю это в цифровом виде, я могу проводить краш-тесты столько, сколько захочу, по желанию моего сердца … Таким образом, это способность иметь такой широкий диапазон возможностей для анализа областей, куда инженер не обратил бы внимания, и возможность оценить что.
Другой аспект цифрового двойника, который я часто вижу: несколько версий продукта имеют одну и ту же проблему.Почему? Потому что вначале инженеру никто не сказал, что предположения, сделанные в отношении [этого объекта], не работают. И когда мы переходим к этапу эксплуатации, эта информация никогда не возвращается на этап проектирования. Итак, следующая версия имеет ту же проблему, что и предыдущие версии. Замыкание этого цикла с точки зрения получения информации о цифровом двойнике — то, что я называю совокупностью цифровых двойников — является ключевым моментом в объединении всей этой информации из вещей, которые действительно работают.
Мои взгляды на качественный продукт сильно отличаются от взглядов типичной производственной компании.То есть их версия — контроль качества происходит на заводе-изготовителе. И я бы сказал, что это действительно контроль спецификации, который там делается. Качественный продукт — это продукт, который работает на пользователя по его мнению. И если я этого не сделаю, меня не волнует, как я проектировал продукт и с какими допусками я производил продукт, это не будет качественным продуктом.
С моей точки зрения, сосредоточьтесь на следующем: Сработал ли продукт для пользователя так, как он предполагал, или как я им сказал? Наличие цифрового двойника позволяет мне не только делать предположения о продукте, но также позволяет мне убедиться в том, что продукт работает именно так.
MD : Мы прошли долгий путь с тех пор, как вы разработали эту концепцию цифрового двойника. Оглядываясь назад, какие вехи выделяются и какие технологические достижения поддерживают идею зрелого цифрового двойника?
MG: Позвольте мне подчеркнуть, что мы действительно все еще находимся на очень ранних стадиях создания цифрового двойника. Он не созревает ни при каком воображении. Мы разработали концепцию цифрового двойника и в основном начинаем собирать информацию о нем.Но с точки зрения наличия единого цифрового двойника, который существует во всех дисциплинах, и жизненного цикла продукта еще нет. Предстоит проделать изрядный объем работы — ну, знаете, технологии, стандарты и тому подобное.
Моя работа в НАСА, особенно с моим коллегой Джоном Викерсом, который сыграл важную роль в определении цифрового двойника, в 2010 году разработал в НАСА дорожную карту, которая в основном вводила фактическую терминологию. Я не был достаточно вдохновлен, чтобы придумать для него правильное название… Называя его, мы вставляли кол в землю и говорили: «Хорошо, вот что это такое.«Я думаю, что вычислительные возможности, переход от 2D-чертежей к 3D явно сыграли важную роль, а затем возможность иметь 3D-структуры, которые мы затем можем моделировать и симулировать, чтобы иметь возможность не только проводить виртуальное тестирование, но и валидацию. Это важно.
В 2015 году на сайте Всемирного экономического форума в статье говорилось: «Хорошо, вот что такое цифровой двойник». Я думаю, что именно с этого момента он начал набирать обороты. И очевидно, что поставщики программного обеспечения не только могут иметь 3D CAD, но и моделировать и имитировать поведенческий аспект, что имеет решающее значение.
Тем не менее, нам предстоит проделать изрядный объем работы по [разрушению] разрозненных хранилищ информации. Это должна быть интегрированная версия продукта, и она должна иметь возможность масштабирования, чтобы у нас был не только цифровой двойник сборки, но и цифровой двойник всей системы. И я думаю, что именно поэтому мы наблюдаем цифровых двойников не только отдельных компонентов или продуктов, но и цифровых двойников целых систем.
Мы начинаем видеть, как самолеты летают в цифровом формате еще до того, как они будут созданы физически.Я думаю, что мы на пороге того, чтобы увидеть действительно важные подвижки в том, что мы можем делать с цифровыми близнецами. Опять же, сенсорное восприятие — способность собирать информацию о физических объектах во время их работы — критически важно.
MD : В более широком смысле, можем ли мы говорить об идее цифрового двойника как точной копии или описания реальности, а не как об инструменте, который выполняет прогнозный анализ и управляет реальностью? Как цифровой двойник повлияет на принятие решений в будущем?
MG: Итак, это была моя предпосылка.Идея репликации — то есть я могу видеть, что происходит с моим физическим продуктом — важна. Но я всегда говорил, что именно в прогнозном аспекте мы действительно хотим двигаться. Фактически, несколько лет назад я предложил моделирование с опережением. В нем говорится, что мы собираемся запустить симуляцию для каждого продукта, взять все физические вещи, которые выходят из него, и спрогнозировать будущее. Что будет в будущем? Продукт скажет: «Эй, идиот, если ты будешь продолжать делать то, что собираешься делать, ты знаешь, что потерпишь катастрофу.»
Способность прогнозировать производительность и думать о каждом продукте, у которого есть маленький хрустальный шар, говорящий:« Если вы продолжаете делать то, что делаете, а я продолжаю видеть показания датчиков, через две недели у вас есть 80% -ная вероятность. Будет провал в этой области. А через четыре недели вероятность составляет 90% ». Таким образом, это в основном даст вам вероятности того, в чем будут возникать ваши проблемы, на основе показаний датчиков. Затем, по мере сбора данных, мы будем продолжать делать эти прогнозы все лучше и лучше.Я всегда чувствовал, что истинная ценность будет именно в прогнозном аспекте.
Слишком часто мы концентрируемся на требованиях к тому, что, как мы знаем, мы хотим, чтобы продукты выполняли, и на требованиях того, что, как мы знаем, мы не хотим делать, но мы упускаем из виду то, о чем мы не знали, что они будут делать. положительно или отрицательно. Теперь мы сосредотачиваемся на том, что «делать негативно», потому что мы явно не хотим, чтобы это происходило.
Но если он дает положительные результаты, о которых мы не знали, это означает, что мы не понимаем систему.Итак, нам нужно четко определить все четыре категории. Мы делаем это в основном по моделированию и поиску необычных подозреваемых, если хотите, в отличие от обычных подозреваемых, о которых мы знаем.
MD : Как промышленность может ускориться? Какие навыки требуются и что производители могут сделать для подготовки? Как мы можем их обслужить?
MG: Ключевым моментом является определение вариантов использования, которые будут создавать ценность в вашей организации.Если вы этого не сделаете и в основном скажете: «Я хочу иметь цифрового двойника, который сделает все». Вы никогда не доберетесь туда; это феномен кипения океана. Выберите области, которые, как вы знаете, будут создавать ценность. Но у меня есть план, который в основном гласит: «Возможно, я не смогу сделать это сегодня, но с вычислительной мощностью, которая будет подключена к сети, я смогу сделать это завтра». Итак, мы не должны проектировать просто для того, что у нас есть на сегодняшний день.
Я люблю говорить, что мы передали 55 миллиардов транзисторов на микросхеме.Кстати, в 1970-е мы начинали с 2000. К 2030 году у нас будет около 7-8 триллионов транзисторов на микросхеме. А к 2040 году она будет исчисляться сотнями триллионов. Мы действительно не понимаем, что это значит с точки зрения способностей. Но это означает, что у нас будет огромная вычислительная мощность. Глядя на будущее наших будущих продуктов и создавая сенсорные [возможности] в…
Я имею в виду, что если мы не сможем получить информацию о том, что делает наш продукт, мы никогда не сможем понять, как чтобы предсказать проблемы или производительность этого конкретного продукта.Для этого нужен не только цифровой двойник, но и физический двойник, который говорит, что нам нужны умные, подключенные и, я подчеркиваю, параноидальные продукты из-за аспекта кибербезопасности, который будет иметь решающее значение.
Думаю, это широкий спектр возможностей. Я начинаю видеть цифровых двойников экономических систем, систем процессов, логистических систем и цепочек поставок. Мы начинаем понимать, сможем ли мы визуализировать цифровых двойников вещей, которые, например, не имеют геометрии. Есть много возможностей, которые позволят нам более эффективно и рационально использовать ресурсы.
станки | Описание, история, типы и факты
Станок , любой стационарный станок с механическим приводом, который используется для формования деталей из металла или других материалов. Формование осуществляется четырьмя основными способами: (1) вырезанием лишнего материала в виде стружки с детали; (2) разрезанием материала; (3) прижимая металлические части к желаемой форме; и (4) путем воздействия на материал электричества, ультразвука или коррозионных химикатов.Четвертая категория охватывает современные станки и процессы обработки сверхтвердых металлов, которые нельзя обрабатывать старыми методами.
Станки, которые формируют детали путем удаления металлической стружки с заготовки, включают токарные станки, формовочные и строгальные станки, сверлильные станки, фрезерные станки, шлифовальные станки и пилы. Холодное формование металлических деталей, таких как кухонная утварь, кузова автомобилей и т. Д., Выполняется на штамповочных прессах, а горячее формование раскаленных добела заготовок в штампы соответствующей формы выполняется на ковочных прессах.
Современные станки режут или формируют детали с допусками плюс-минус одна десятитысячная дюйма (0,0025 миллиметра). В особых случаях прецизионные притирочные станки могут изготавливать детали с точностью до плюс-минус две миллионных долей дюйма (0,00005 миллиметра). Благодаря точным требованиям к размерам деталей и большим силам резания, прилагаемым к режущему инструменту, станки сочетают в себе вес и жесткость с высокой точностью.
История
До промышленной революции 18 века ручные инструменты использовались для резки и придания формы материалам для производства таких товаров, как кухонная утварь, фургоны, корабли, мебель и другие товары.После появления паровой машины материальные товары производились с помощью механических машин, которые могли производиться только станками. Станки (способные производить детали с точными размерами в больших количествах), приспособления и приспособления (для удержания работы и направления инструмента) были незаменимыми инновациями, которые сделали массовое производство и взаимозаменяемые детали реальностью в 19 веке.
Получите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчасСамые ранние паровые машины страдали от неточности ранних станков, и большие литые цилиндры двигателей часто неправильно растачивались машинами, приводимыми в действие водяными колесами и изначально предназначенными для стрельбы из пушек.В течение 50 лет после появления первых паровых двигателей были спроектированы и разработаны базовые станки со всеми основными функциями, необходимыми для обработки деталей из тяжелых металлов. Некоторые из них были переделками более ранних деревообрабатывающих станков; токарный станок по металлу, полученный из токарных станков по дереву, которые использовались во Франции еще в 16 веке. В 1775 году Джон Уилкинсон из Англии построил прецизионный станок для расточки цилиндров двигателя. В 1797 году Генри Модслей, тоже из Англии и один из величайших изобретателей своего времени, спроектировал и построил токарно-винторезный станок для двигателя.Отличительной особенностью токарного станка Модслея был ходовой винт для привода каретки. Направленный на шпиндель токарного станка, ходовой винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу винта. К 1800 году Модслей оснастил свой токарный станок 28 переключающими механизмами, которые нарезали резьбу с различным шагом, контролируя соотношение скорости ходового винта и скорости шпинделя.
Формовщик был изобретен Джеймсом Нэсмитом, который работал в магазине Генри Модсли в Лондоне. В станке Нэсмита заготовку можно было закрепить горизонтально на столе и обработать резаком, используя возвратно-поступательное движение, чтобы выровнять небольшие поверхности, вырезать шпоночные пазы или обработать другие прямолинейные поверхности.Несколько лет спустя, в 1839 году, Нэсмит изобрел паровой молот для ковки тяжелых предметов. Другой ученик Модсли, Джозеф Уитворт, изобрел или усовершенствовал множество станков и стал доминировать в этой области; на Международной выставке 1862 года экспонаты его фирмы занимали четверть всей площади, посвященной станкам.
Великобритания пыталась удержать лидерство в разработке станков, запрещая экспорт, но эта попытка была предопределена промышленным развитием в других странах.Британские инструменты экспортировались в континентальную Европу и США, несмотря на запрет, и новые инструменты были разработаны за пределами Великобритании. Среди них выделялся фрезерный станок, изобретенный Эли Уитни, произведенный в Соединенных Штатах в 1818 году и использованный Симеоном Норт для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Токарно-револьверный станок, также разработанный в Соединенных Штатах в середине 19 века, был полностью автоматическим при выполнении некоторых операций, таких как изготовление винтов, и он предвосхитил важные события 20 века.Различные зубофрезерные станки достигли своего полного развития в 1896 году, когда американец Ф.У. Феллоуз разработал формирователь зубчатых колес, который мог быстро обрабатывать зубчатые колеса почти любого типа.
Производство искусственных абразивов в конце 19 века открыло новую отрасль станков — шлифовальные станки. C.H. Нортон из Массачусетса наглядно проиллюстрировал потенциал шлифовального станка, создав станок, который может шлифовать коленчатый вал автомобиля за 15 минут — процесс, на который раньше требовалось пять часов.
К концу 19 века в обработке и формовании металлов произошла полная революция, которая создала основу для массового производства и индустриального общества. 20-й век стал свидетелем появления многочисленных усовершенствований станков, таких как многоточечные фрезы для фрезерных станков, развитие автоматизированных операций, управляемых электронными системами и системами контроля жидкости, а также нетрадиционные методы, такие как электрохимическая и ультразвуковая обработка.Тем не менее, даже сегодня основные станки остаются в значительной степени наследием 19 века.
Характеристики станков
Все станки должны иметь приспособления для удержания заготовок и инструментов, а также средства для точного контроля глубины резания. Относительное движение между режущей кромкой инструмента и изделием называется скоростью резания; Скорость, с которой неразрезанный материал входит в контакт с инструментом, называется движением подачи. Должны быть предусмотрены средства для изменения обоих.
Поскольку перегретый инструмент может потерять режущую способность, необходимо контролировать температуру. Количество выделяемого тепла зависит от усилия сдвига и скорости резания. Поскольку сила сдвига меняется в зависимости от разрезаемого материала, а материал инструмента отличается своей устойчивостью к высоким температурам, оптимальная скорость резания зависит как от разрезаемого материала, так и от материала режущего инструмента. На это также влияют жесткость станка, форма заготовки и глубина пропила.
Металлорежущие инструменты подразделяются на одноточечные и многоточечные. Инструмент с одноточечной резкой можно использовать для увеличения размера отверстий или растачивания. Токарно-расточная обработка выполняется на токарных и расточных станках. Многоточечные режущие инструменты имеют две или более режущих кромки и включают фрезы, сверла и протяжки.
Есть два типа операций; либо инструмент движется по прямой траектории относительно неподвижной заготовки, как на фрезерном станке, либо заготовка движется относительно неподвижного инструмента, как на строгальном станке.Должны быть предусмотрены задние или задние углы для предотвращения трения поверхности инструмента под режущей кромкой о заготовку. На режущих инструментах часто предусмотрены передние углы, чтобы вызвать заклинивание при образовании стружки и уменьшить трение и нагрев.
Наборы характеристик для полиномиального грамматического вывода
Angluin, D. (1987). Запросы и изучение концепций. Машинное обучение , 2: 319–342.
Google Scholar
Англюин, Д., & Харитонов, М. (1995). Когда запросы о членстве не помогут? Журнал компьютерных и системных наук , 50 (1): 336–355.
Google Scholar
Энтони М., Брайтвелл Г., Коэн Д. и Шоу-Тейлор Дж. (1992). О точном уточнении на примерах. Протоколы COLT ’92 (стр. 311–318). A.C.M.
Кастелланос А., Галиано И. и Видаль Е. (1994). Применение OSTIA для задач машинного перевода. Труды Международного коллоквиума по грамматическому выводу ICGI-94 (стр. 93–105). Конспект лекций по искусственному интеллекту (том 862). Springer-Verlag.
Google Scholar
Freivalds, R., Kinber, E.B., & Wiehagen, R. (1989). Индуктивный вывод из хороших примеров. Труды международного семинара по аналогическому и индуктивному выводу (стр. 1–17). Конспект лекций по искусственному интеллекту (т.397). Springer-Verlag.
Google Scholar
Гарсия П., Сегарра Э., Видаль Э. и Галиано И. (1994). Об использовании методологии морфического генератора грамматического вывода (MGGI) в автоматическом распознавании речи. Международный журнал распознавания образов и искусственного интеллекта , 4: 667–685.
Google Scholar
Гарсия, П., и Видаль, Э.(1990). Вывод о K-тестируемых языках в строгом смысле слова и приложениях к распознаванию синтаксических образов. Транзакции IEEE по анализу шаблонов и машинному анализу , 12 (9): 920–925.
Google Scholar
Гэри М.Р. и Джонсон Д.С. (1979). Компьютеры и неразрешимость: руководство по теории NP-полноты . Сан-Франциско: W.H. Фримен.
Google Scholar
Золото, Е.М. (1967). Определение языка в пределе. Информ. & Control , 10: 447–474.
Google Scholar
Золото, E.M. (1978). Сложность идентификации автомата по заданным данным. Информация и управление , 37: 302–320.
Google Scholar
Goldman, S.A., & Kearns, M.J. (1995). О сложности обучения. Журнал компьютерных и системных наук , 50 (1): 20–31.
Google Scholar
Goldman, S.A., & Mathias, H.D. (1996). Обучение более умного ученика. Журнал компьютерных и системных наук , 50 (2): 255–267.
Google Scholar
Харрисон, М.А. (1978). Введение в теорию формального языка . Читает: Эддисон-Уэсли.
Хит-Браун Д. и Иванец Х. (1979). Инвент. Математика. , 55: 49–69.
Google Scholar
Ишизака, Х. (1989). Изучение простых детерминированных языков. Протоколы COLT ‘ 89 (стр. 162–174). A.C.M.
Джексон Дж. И Томкинс А. (1992). Вычислительная модель обучения. Протоколы COLT ‘ 92 (стр. 319–326). A.C.M.
Koshiba, T., Makinen, E., & Takada, Y.(1995). Изучение детерминированных даже линейных языков на положительных примерах. Proceedings of ALT ‘ 95 , Lecture Notes in Artificial Intelligence (Vol. 997). Springer-Verlag.
Матиас, Х.Д. (1995). Если вы не можете научиться, научите их. In Proceedings of COLT ‘ 95 .
Онсина, Дж. И Гарсия, П. (1992). Вывод регулярных языков за полиномиальное время. В разделе «Распознавание образов и анализ изображений», World Scientific.
Онсина Дж., Гарсия П. и Видаль Э. (1993). Изучение дополнительных преобразователей для задач распознавания образов. Транзакции IEEE по анализу шаблонов и машинному анализу 15: 448–458.
Google Scholar
Питт, Л. (1989). Индуктивный вывод, dfas и вычислительная сложность. Труды Международного семинара по аналогическому и индуктивному выводу (стр.18–44). Конспект лекций по искусственному интеллекту (том 397). Springer-Verlag.
Google Scholar
Семпере, Дж. М., и Гарсия, П. (1994). Характеристика даже линейных языков и ее применение к проблеме обучения. Труды Международного коллоквиума по грамматическому выводу ICGI-94 (стр. 38–44). Конспект лекций по искусственному интеллекту (том 862). Springer-Verlag.
Google Scholar
Шинохара, А., & Мияно, С. (1991). Обучаемость в вычислительном обучении. Вычислительная техника нового поколения 8: 337–347.
Google Scholar
Такада Ю. (1988). Грамматический вывод даже для линейных языков на основе контрольных наборов. Письма об обработке информации , 28: 193–199.
Google Scholar
Такада Ю. (1994). Иерархия языковых семей, доступная для изучения изучающими обычный язык. Труды Международного коллоквиума по грамматическому выводу ICGI-94 (стр. 16–24). Конспект лекций по искусственному интеллекту (том 862). Springer-Verlag.
Google Scholar
Вихаген Р. (1992). От индуктивного вывода к теории алгоритмического обучения. Протоколы ALT ‘ 92 (стр. 13–24). Конспект лекций по искусственному интеллекту (том 743). Springer-Verlag.
Google Scholar
Йокомори, Т.(1993). Изучение недетерминированных конечных автоматов по запросам и контрпримерам. Машинный интеллект , т. 13. Furukawa, Michie & Muggleton (Eds.), Oxford Univ. Нажмите.
Прогнозирование промотора Pol II с использованием характерных 4-мерных мотивов: подход машинного обучения | BMC Bioinformatics
2.1 Точность предсказания
Для анализа эффективности предложенной модели использовались различные статистические показатели. Чтобы проверить точность предсказания, 50 известных промоторных последовательностей от каждого вида i.е. человек, мышь, растение, крыса и дрозофила, а также 50 известных непромоторных последовательностей для каждого из этих пяти видов первоначально берутся для теста. Затем, беря по одному виду за раз, то есть 50 известных промоторов и 50 известных непромоторов для этого вида, предварительно обученная модель применяется и тестируется на этих тестовых данных. Следует отметить, что этот набор тестовых данных полностью независим от обучающего набора. В большинстве случаев модель правильно предсказывает промоторы и непромоторы в этих тестовых данных.Чувствительность и специфичность — это два широко используемых метода оценки эффективности, которые определяются следующим образом: где TP — истинно положительный, FN — ложноотрицательный, FP — ложноположительный, а TN — действительно отрицательный. Чувствительность = TP / ( TP + FN ) Специфичность = TN / ( FP + TN )
Результаты чувствительности и специфичности для всех видов занесены в таблицу. 1. Как видно из Таблицы 1, чувствительность 86% и специфичность 90% для растений; 96% и 92% для дрозофилы; 88% и 92% для человека; Достигнуты 78% и 84% для мыши и, наконец, 82% и 80% для крысы, что демонстрирует высокую эффективность предложенной модели для правильной идентификации промотора как промотора и непромотора как непромотора.Также это демонстрирует, что модель менее подвержена ложным срабатываниям и ложным отрицаниям. Помимо чувствительности и специфичности, существует ряд других статистических процедур, таких как коэффициент корреляции (Corr.), Частота ложноположительных результатов (FPR), частота ложноотрицательных результатов (FNR), прогнозирующая ценность положительных результатов (PPV), прогнозируемая ценность отрицательных результатов (NPV), положительная вероятность. (PL) и отрицательное правдоподобие (NL) также рассчитываются для каждого вида. Значения FPR для каждого вида показывают, что доля отрицательных экземпляров, которые ошибочно сообщаются как положительные, низка.
Таблица 1 Расчет точности прогнозирования предложенной модели с использованием различных статистических показателейЗначения PPV в таблице 1 показывают, что примерно в 80% случаев промотор правильно идентифицируется как промотор у крыс, тогда как эта точность увеличилась до 83% у мышей, 89 % у растений и 92% у дрозофилы и человека. Однако, поскольку PPV зависит от распространенности набора данных, для теста берется одинаковая пропорция положительных и отрицательных данных. Также рассчитываются отношения правдоподобия, поскольку они не зависят от распространенности (таблица 1).
Перекрестная проверка — это еще один статистический процесс для оценки точности прогнозирования классификатора данных. В этом процессе весь набор данных, то есть как положительные, так и отрицательные данные для данного вида, разбивается на подмножества таким образом, что анализ проводится на одном подмножестве, а все остальные подмножества используются для обучения. Для анализа производительности некоторых других n-мер; во-первых, 3, 4 и 5-меры генерируются и тестируются на одном и том же наборе данных. Точность перекрестной проверки 81.Получены 78%, 83,81% и 83,27%, что оправдывает использование 4-мерного мотива для предлагаемой методологии предсказания промотора. Техника дифференциального гексамера была использована ранее Хатчинсоном для идентификации промотора позвоночных; на 29 тестовых последовательностях он правильно определил 18 промоторов как истинно положительные, тогда как 11 были ложноположительными, что дало ему чувствительность 62,1%. Результат улучшился до 71,4% при рассмотрении только последовательностей длиной более 10 000 [24]. Также Chan и Kibler использовали 6-мерное распределение для идентификации цис-регуляторных мотивов у Drosophila и получили чувствительность и специфичность 38.68%, 93,77%, а значение PPV составило 36,05% [25], что значительно лучше метода, предложенного в этой статье (Таблица 1). Это подтверждает важность 4-мерного распределения, используемого здесь, по сравнению с другими n-мерными. Смысл того, что 4-мерный дает лучшие результаты, заключается в том, что для более низких или более высоких показателей частотное распределение набора признаков недостаточно описательно для классификатора SVM, чтобы отличить промоторы от не-промоторов. Более того, значительное преобладание 4-мерного мотива, такого как ATAA, TATA или TCAG, было подтверждено ранее Ohler et al.[26], это может также предполагать оправдание того, что 4-меры работают лучше, чем некоторые другие n-меры.
Когда модель, представленная в статье, обучена 128 различающим 4-мерным признакам данного вида и протестирована; результаты модели многообещающие. 7-кратная перекрестная проверка для всех пяти видов показывает точность 83,81%, 94,82%, 91,25%, 90,77% и 82,35% для растений, дрозофилы, человека, мыши и крысы соответственно (таблица 2). Высокий процент правильного значения коэффициента корреляции для этой предложенной модели ясно указывает на то, что вычисленные частоты 4-мерных последовательностей способны с высокой точностью различать промоторные и непромоторные области.Пять основных 4-мер, которые наиболее часто встречаются в наборе данных промоторов всех пяти видов, перечислены в Таблице 3. Объединение этих мотивов у всех видов приводит в общей сложности к 18 мотивам. Позиционное распределение этих 18 мотивов для каждого из пяти видов показано на рисунке 1. Хотя измерение сохранности этих 4-мерных мотивов у разных видов выходит за рамки данного исследования, но позиционная консервативность 18 мотивов в каждом из пяти видов то есть там, где в наборе данных о последовательности для данного вида в основном существуют эти 18 мотивов, можно увидеть на представленных рисунках.Также в таблице 4 перечислены 10 основных отличительных признаков (мотивов) между промотором растения и непромотором растения.
Таблица 2 Точность перекрестной проверки Таблица 3 Пять основных 4-мерных мотивов у разных видов, расположенных по порядку, наивысшие из top Таблица 4 10 самых различающихся 4-мерных последовательностей, обнаруженных в промоторной и непромоторной областях для растения Рисунок 1Распределение 18 лучших мотивов вместе с положением у дрозофилы (A), человека (B), мыши (C), растения (D) и крысы (E).
Кроме того, предлагаемый метод определяет местоположение блока TATA с помощью взвешенной матрицы TATA [27]. Для этого используется метод скользящего окна с размером окна 12, а оценка отсечения матрицы выбрана равной 7,16. Каждый раз окно сдвигается на 1 п.н. по последовательностям. Окна с оценкой блока TATA, превышающей оценку отсечения, принимаются как блок TATA. Это указывает на возможное местонахождение промоутера. Поскольку TATA-бокс обычно расположен на 25 пар оснований выше сайта начала транскрипции (TSS), с помощью этой информации TSS также может быть идентифицирован в TATA-боксе, содержащем промоторные последовательности.
2.2 Сравнение с существующими методами
Методы, основанные на сходстве, такие как BLAST, обычно являются первым выбором для различения двух разных наборов данных. Но при поиске BLAST промотор-промотор, непромотор-непромотор и промотор-немотор-промотор не идентифицируются никакие существенные отличительные признаки. На сегодняшний день для предсказания промоутера используются различные алгоритмы и методы. Используя эти алгоритмы, были разработаны некоторые широко используемые инструменты предсказания промотора, например Soft Berry, Dragon Promoter Finder, Прогнозирование промоутера нейронной сети, Промоутер 2.0 Сервер предсказаний и сканирование промоутера.
Однако предложенная здесь модель демонстрирует даже лучшую производительность, чем эти инструменты. Результаты, представленные в таблице 5, ясно показывают, что точность прогноза модели намного выше по сравнению с другими инструментами. В этой модели есть ряд ключевых особенностей, которые способствуют повышению производительности, такие как использование больших наборов (128) отличительных признаков между промоторами и не промоторами и использование контролируемой системы обучения — SVM.Другие известные инструменты прогнозирования промоутера используют либо статистический подход, либо нейронную сеть, такую как SoftBerry (TSSP). Однако SVM превзошла оба этих подхода в сопоставлении с образцом и обучении с учителем. Также большинство из вышеупомянутых подходов ограничено по количеству функций, используемых в качестве сигналов промотора, таких как блок TATA или инициатор и т. Д. В отличие от модели, описанной в этой статье, использует SVM для обнаружения большего набора сигналов, чем пытались ранее. на сегодняшний день, чтобы решить, является ли последовательность промотором или непромотором.Дополнительные функции, разработанные в ходе этого исследования, показывают, что с помощью этого метода можно добиться значительного увеличения предсказания промотора.
Таблица 5 Сравнение точности с существующими методами [** = Бесконечность]Координатно-измерительные машины | Типы и характеристики измерительных систем | Основы измерения
Обычно измерения проводились визуально с использованием ручных инструментов или оптического компаратора. Однако эти инструменты требуют значительного времени и имеют ограниченную точность.
С другой стороны, координатно-измерительная машина (КИМ) измеряет высоту, ширину и глубину детали, используя технологию обработки координат. Кроме того, такие машины могут автоматически измерять цель, записывать измеренные данные и получать измерения GD&T.
Координатно-измерительная машина (КИМ) — это либо контактная модель, в которой используются контактные щупы, сферический объект, используемый для выполнения измерений, либо бесконтактная модель, в которой используются другие методы, такие как камеры и лазеры. Некоторые модели, разработанные для автомобильной промышленности, могут даже измерять цели размером более 10 м (30 футов).
Преимущество координатно-измерительной машины (КИМ) заключается в том, что она может измерять предметы, которые трудно измерить с помощью других измерительных машин, с высокой точностью.
Например, трудно измерить трехмерные координаты конкретной точки (отверстия и т. Д.) От виртуального источника с помощью ручного инструмента, такого как штангенциркуль или микрометр. Кроме того, измерения с использованием виртуальных точек и виртуальных линий и геометрических допусков затруднены с помощью других измерительных машин, но могут быть измерены с помощью 3D-КИМ.
- A
- Подвижный мост
- B
- Пусковой датчик
- С
- Этап
- D
- Контроллер
Как правило, большинство КИМ мостового или портального типа, как показано на схеме. Сферическая точка контакта, прикрепленная к наконечнику зонда, прикладывается к объекту на сцене, и значения координат в трех измерениях (X, Y, Z) задаются и измеряются.
Он в основном используется для трехмерного измерения штампов, таких как автомобильные детали и различные механические детали, трехмерных объектов, таких как прототипы, и измерения отличий от чертежей.
Щуп контактного типа КИМ обычно имеет сферический диаметр. На наконечнике зонда часто используются твердые материалы, из которых наиболее распространены рубин и диоксид циркония.
Помимо сферической формы, можно использовать иглы с острым концом.
Для проведения высокоточных измерений поверхность координатно-измерительной машины часто представляет собой пластину из камня.Пластина с каменной поверхностью имеет очень незначительное изменение формы с течением времени и ее нелегко поцарапать, поэтому ее преимущество состоит в том, что ее можно стабильно использовать в течение длительного времени.
Одним из наиболее важных инструментов для использования координатно-измерительной машины являются приспособления для фиксации объекта измерения на месте.
Причина, по которой объект измерения зафиксирован, он не перемещается во время работы КИМ, поскольку перемещение детали приведет к ошибкам. Обычно используются такие инструменты, как крепежные пластины, зажимы и магниты
Для координатно-измерительных машин с механическим приводом требуется воздушный компрессор с осушителем.Это могут быть стандартные КИМ мостового или портального типа.
Существует примерно два типа программного обеспечения для координатно-измерительных машин.
Первый — это программное обеспечение для наших собственных измерительных машин, которое мы независимо разработали для каждого производителя измерительных машин.
Второй — это программное обеспечение, разработанное третьей стороной, которое может использоваться измерительными приборами от нескольких производителей.
Поместите объект измерения в метрологическую лабораторию не менее чем на 5 часов перед измерением, чтобы позволить цели приспособиться к комнатной температуре (обычно 68 ° F).Это предотвратит ошибки измерения и расхождения из-за теплового расширения.
Выполняйте измерения, направляя зонд в желаемое место измерения вручную или с помощью управляющего компьютера. КИМ запишет координаты X, Y, Z местоположения зонда. По мере продолжения сбора точек системное программное обеспечение будет вычислять указанные размеры, такие как диаметры, длины, углы и другие критические размеры.
Калибровка щупа (наконечника зонда), который соприкасается с объектом, должна выполняться для точного начала измерения по двум причинам.Первый — это распознать сферические координаты центра стилуса. Второй — установить диаметр сферы стилуса. Установив диаметр, можно рассчитать, смещая радиус от точки, которая действительно касается (вне сферы), до координат центра сферы.
Для калибровки обычно используется сфера с известной сферичностью, известная как эталонная сфера.
Хотя некоторые модели могут выполнять измерения порядка 0,1 мкм, правильное использование и управление жизненно важны для точности измерений.
Убедитесь, что движущиеся части перемещаются по горизонтали и вертикали во время использования. Также используйте эталон или аналогичный предмет для проверки ошибок индикации.
Для выполнения точных измерений критически важно, чтобы температура объекта соответствовала комнатной температуре в метрологической лаборатории. В качестве альтернативы, параметры измерения должны быть настроены так, чтобы корректировать любую разницу температур.
Для контактных щупов важно обеспечить контакт щупа с целью с постоянной скоростью во время измерения.
требуют регулярного технического обслуживания и осмотра для непрерывного выполнения высокоточных измерений. Особенно в случае КИМ мостового типа с механическим приводом с подвижными частями, необходимо регулярно заменять изношенные части, смазывать и очищать систему для оптимальной производительности.
Бережное обращение с координатно-измерительными машинами, как правило, требует от оператора высоких навыков. Обычно программисты КИМ являются высококвалифицированными специалистами в области метрологии.Программаторы КИМ
требуются не только для надлежащей проверки, но КИМ может быть поврежден, что приведет к высоким затратам на ремонт при неправильном использовании. По этой причине необходимы штатные инспекторы, а серьезная подготовка является предпосылкой для работы.
обычно имеют систему координат устройства, которая задается в объекте.
Система координат устройства определяется устройством, например, направление оси, которая перемещается в поперечном направлении, — это ось X, а направление, перпендикулярное поверхности предметного столика, — это ось Z.Следовательно, в зависимости от ориентации измеряемого объекта она может отличаться от базовой плоскости или базовой линии самого объекта. Поскольку физически разместить это в координатах станка сложно и неточно, система координат заготовки устанавливается в соответствии с базовой плоскостью или базовой линией объекта.
Таким образом, выравнивание ориентации заготовки с ориентацией исходных координат называется выравниванием.
Для установки системы координат заготовки требуется три части информации.
Первая — это плоскость, которая является базовой плоскостью, а направление, перпендикулярное этой плоскости, — это ось Z.
Вторая линия — это контрольная линия, которая обычно является осью X, а вертикальное направление — осью Y. Прямая линия может быть измерена непосредственно от объекта, или это может быть прямая линия, соединяющая две разные точки (например, два отверстия) виртуальной линией.
Третья точка — это начало координат. Это начало координат является нулевой точкой каждого значения координат X, Y и Z.Также можно указать конкретную точку (например, центральную точку определенного отверстия) в качестве исходной точки или виртуальную точку (точка пересечения), где пересекаются две прямые линии.
Обычно пользователь выбирает цель измерения, называемую «элементом», например самолет, через меню программного обеспечения и начинает измерение. В случае координатно-измерительной машины контактного типа кончик щупа приводится в контакт с измеряемым объектом, и берется точка измерения.Элемент измеряется путем измерения минимального количества точек измерения, указанных для каждого элемента. Если количество точек измерения еще больше увеличивается, это часто вычисляется методом наименьших квадратов.
Помимо плоскостей, элементы измерения включают линии, точки, окружности, цилиндры, конусы и сферы.
Размеры и трехмерные формы измеряются путем вычисления расстояний и углов между измеряемыми элементами.
Некоторые элементы имеют трехмерные формы, такие как цилиндры и конусы, но некоторые элементы не имеют трехмерных форм, таких как линии и круги.Эти элементы обычно проецируются на плоскость (перемещаются перпендикулярно направлению плоскости), чтобы их можно было правильно измерить. Проецируемая плоскость называется базовой плоскостью или плоскостью проекции.
Координатно-измерительные машины также могут выполнять измерения с использованием виртуальных линий и точек.
Используются различные примеры виртуальных элементов, такие как пересечения между прямыми линиями, допуски между плоскостями, пересечения между плоскостями и окружности между конусами и плоскостями.
Можно сказать, что измерение с использованием этих виртуальных элементов, которые трудно измерить с помощью ручных инструментов, таких как штангенциркуль, является уникальным для трехмерных измерений.
Геометрические допуски измеряются так же, как и обычные измерительные элементы.
Более подробную информацию см. На странице геометрических допусков.
Для правильной установки и измерения требуются специальные знания и навыки.
Требуется поддерживать соответствующую температуру в измерительной комнате и стабилизировать температуру объекта.
Поскольку калибровку необходимо выполнять каждый раз при изменении различных настроек и углов датчика, нелегко поддерживать частую смену продукта.
Поскольку требуется измерительная комната, трудно выполнять частые измерения при обработке объекта.
Для установки требуется большое пространство и строительство лаборатории качества с соблюдением экологических требований, что является чрезвычайно дорогостоящим.
Расходы на техническое обслуживание измерительной среды и измерительного оборудования могут быть обузой.
Для программирования КИМ требуется значительное время по нескольким причинам. Требуемое время для доставки детали в лабораторию качества, получения соответствующей температуры детали, фиксации, калибровки для каждого наконечника зонда и времени, необходимого для завершения измерения.
Keyence — это координатно-измерительная машина нового типа, которая преодолевает препятствия, связанные с традиционными КИМ.