Гофра металлическая для проводки: как выбрать правильно
Металлическая гофрированная труба
Гофрированная металлическая труба для электропроводки в последнее время находит все более широкое применение. Ее используют для защиты провода от механических повреждений, для защиты от тепловых воздействий и как защиту окружающих предметов от возгорания в случае повреждения провода.
Кроме того, металлическая гофра нашла широкое применение в качестве дополнительной защиты от поражения электрическим током, а также для защиты кабеля от агрессивных сред.
Содержание
- Виды и характеристики гофрированной трубы
- Виды гофрированной трубы
- Характеристики металлической гофрированной трубы
- Применение металлической гофрированной трубы
- Преимущества и недостатки использования металлической гофры
- Вывод
Виды и характеристики гофрированной трубы
Виды гофрированной трубы
Гофрированная труба представляет собой трубу с ребрами жесткости. Это позволяет ей не только переносить большие нагрузки, но и иметь определенную гибкость.
Это позволяет ей не только переносить большие нагрузки, но и иметь определенную гибкость.
Такие свойства гофрированной трубы позволили ей получить широкое распространение не только в энергетике, но и в других сферах народного хозяйства.
Итак:
- Сейчас широкое применение получили гофрированные трубы из ПВХ, различных уровней стойкости к огню, и металлические трубы. Для прокладки электропроводки применяются трубы, изготовленные из обоих материалов.
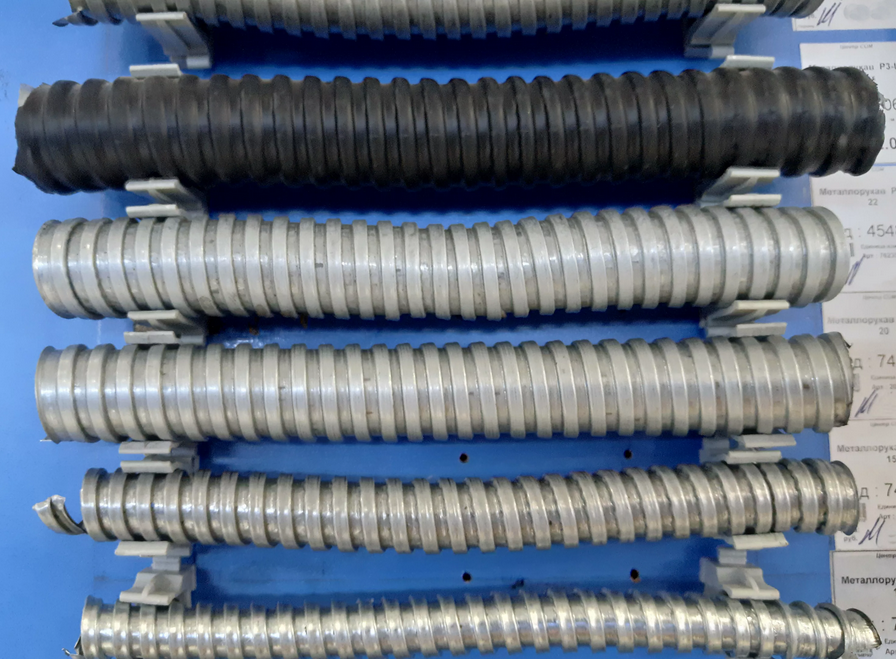
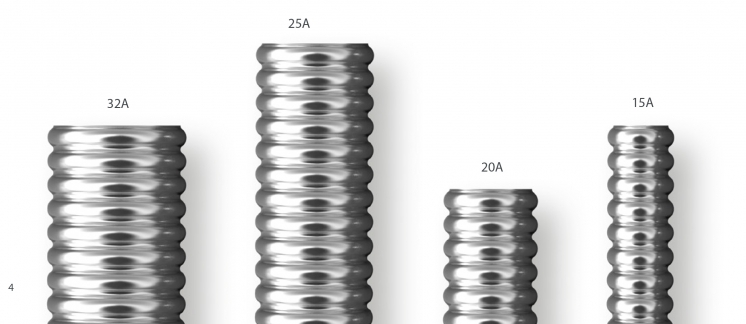
- На данный момент промышленностью выпускается гофра для электропроводки металлическая с диаметрами в 16, 20, 25, 50 и 63 мм. В данном случае указан наружный диаметр трубы. Внутренний диаметр зависит от разных параметров и обычно указывается через знак дроби.
- Для прокладки проводки следует опираться именно на меньший внутренний диаметр. Ведь именно он указывает сечение доступное для прокладки кабеля. Здесь стоит отметить, что для монтажа следует брать трубы внутренним диаметром значительно больше диаметра провода.

- Гофрированная труба поставляется в бухтах разной длины. Это могут быть бухты, начиная от 15 метров и заканчивая 100 метрами длиной.
Металлическая гофра поставляется в бухтах
Характеристики металлической гофрированной трубы
Металлическая гофра для электропроводки может иметь различные характеристики и это следует учитывать при выборе и монтаже.
Все их можно увидеть в маркировке иностранной продукции. К сожалению, далеко не все отечественные производители так же приняли ее на вооружение.
Итак:
- В зависимости от стойкости к внешним нагрузкам гофры распределяют на:
- Очень легкая – нагрузка до 125Н/см2,
- Легкая – нагрузка до 320 Н/см 2,
- Средняя – нагрузка до 750 Н/см2,
- Высокая – нагрузка до 1250 Н/см2,
- Очень высокая – нагрузка до 4000 Н/см2.
- Также гофра разделяется по ударной прочности. Это могут быть значения от 0,5кг/100 мм до 6,8кг/100 мм.
- Также гофра отличается по номинальной температуре. Так минимальная температура может колебаться в пределах от -45°С до +5°С. Максимальная температура при этом может составлять от +60°С до +400°С.
- Ну и последним, но, пожалуй, одним из самых главных является параметр гибкости гофрированной трубы. Это может быть жесткая, гибкая, особо гибкая и гибкая с эффектом памяти труба.

Применение металлической гофрированной трубы
Металлическая негорючaя гофрa для электропроводки нашла широкое применение в электротехнике. Сфера ее применения достаточно широка и регламентируется нормами ПУЭ (Правила устройства электроустановок).
На фото приведен пример использования гофры при прокладке провода по горючим поверхностям
Итак:
- Инструкция по монтажу проводниковой продукции устанавливает необходимость применения металлических рукавов при прокладке по любым сгораемым конструкциям. Это может быть как открытая проводка в деревянном доме, так и скрытая проводка за подвесными потолками.
- Также металлическая гофра обязательно применяется для защиты проводов и кабельной продукции при пересечении трубопроводов и при параллельной прокладке. Особенно это важно при прокладке около газопроводов и трубопроводов с повышенной температурой.
- Еще одной сферой применения гофры является прокладка кабеля в грунтах. Ведь благодаря своей жесткости она исключает повреждение кабеля от нагрузок грунта. Эта же особенность применяется при прокладке электропроводки в стяжке.
- Металлическая гофра применяется для защиты проводов в помещениях с агрессивными средами, а также в сильно запыленных помещениях. При этом п.2.1.64 ПУЭ требует полной герметичности применяемых рукавов.
- Еще один пункт в ПУЭ, который предусматривает использование гофры, — это необходимость обеспечения возможности замены провода при его скрытой прокладке.
 Это может быть как открытая проводка в деревянном доме, так и скрытая проводка за подвесными потолками.
Это может быть как открытая проводка в деревянном доме, так и скрытая проводка за подвесными потолками.Стоит отметить! Что, откровенно говоря, в большинстве случаев выполнить это достаточно затруднительно.
 Для этого может потребоваться установка большого количества распределительных коробок, но возможность такой замены металлическая гофрированная труба для электропроводки обеспечивает.
Для этого может потребоваться установка большого количества распределительных коробок, но возможность такой замены металлическая гофрированная труба для электропроводки обеспечивает.Преимущества и недостатки использования металлической гофры
Но не только нормы ПУЭ заставляют применять гофру. Данный способ защиты имеет массу дополнительных преимуществ, и более высокая цена монтажа проводки в металлической гофре не является весомым ограничивающим фактором.
Использование металлической гофры в промышленных целях
Так к достоинствам использования гофры можно отнести:
- Срок службы до 50 лет.
- Легко одевается на провод своими руками без применения дополнительных приспособлений.
- Защита от механических повреждений и грызунов.
- Не восприимчива к атмосферным воздействиям и воздействиям агрессивных сред.
- При заземлении, что необходимо делать согласно норм ПУЭ, обеспечивает дополнительную защиту от поражения электрическим током.
- Дает возможность замены поврежденных участков кабеля.
- Является полностью не горючим материалом.
- Металл является экологически чистым материалом.
- Имеет небольшой вес.

А вот недостатков применения негорючая гофра для электропроводки практически не имеет.
Сюда можно отнести:
- Более высокая стоимость прокладки провода в гофре.
- Увеличение срока монтажа электропроводки
- Возможность образования и скопления влаги в гофре, что может привести к снижению сопротивления изоляции провода.
Стоит отметить! Что при использовании металлической гофры нормы ПУЭ требуют исключить возможность скопления влаги. Для этого гофру необходимо монтировать так, чтобы в нижней точке была возможность дренажа влаги.
Вывод
Использование металлической гофры является достаточно эффективным способом повышения надежности электроснабжения и исключения вероятности развития пожаров. При этом использование данного материала достаточно просто, и многочисленные видео на нашем ресурсе продемонстрируют вам легкие способы монтажа гофры на кабель или проводку.
Гофра и крепеж для кабеля
Кабельные стяжки
Крепежные площадки
Клипсы кабельные
Маркеры
Крепеж для гофры
Держатель (клипса) для труб D16 мм. CF16G Код Сонет: 8772 Артикул: 41716 Бренд: Экопласт В наличии Рейтинг: Заказать | 2.55 ₽ (Розничная цена) 2.40 ₽ (Мелкооптовая цена) 2.34 ₽ (Оптовая цена) * цена за 1 шт. | Заказать | |
Держатель (клипса) для труб D20 мм. CF20G Код Сонет: 8778 Артикул: 41720 Бренд: Экопласт В наличии Рейтинг: Заказать | 3.40 ₽ (Розничная цена) 3.21 ₽ (Мелкооптовая цена) 3.11 ₽ (Оптовая цена) * цена за 1 шт. | Заказать | |
Держатель (клипса) для труб D25 мм. CF25G Код Сонет: 8779 Артикул: 41725 Бренд: Экопласт В наличии Рейтинг: Заказать | 3.96 ₽ (Розничная цена) 3.74 ₽ (Мелкооптовая цена) 3.60 ₽ (Оптовая цена) * цена за 1 шт. | Заказать | |
Держатель (клипса) для труб D32 мм. CF32G Код Сонет: 8773 Артикул: 41732 Бренд: Экопласт В наличии Рейтинг: Заказать | 6.12 ₽ (Розничная цена) 5.78 ₽ (Мелкооптовая цена) 5.58 ₽ (Оптовая цена) * цена за 1 шт. | Заказать | |
Держатель (клипса) для труб D40 мм. Код Сонет: 8780 Артикул: 41740 Бренд: Экопласт Срок поставки: 3-7 рабочих дней ? Рейтинг: Заказать | 8.48 ₽ (Розничная цена) 8.03 ₽ (Мелкооптовая цена) 7.74 ₽ (Оптовая цена) * цена за 1 шт. | Заказать | |
Держатель (клипса) для труб D50 мм. CF50G Код Сонет: 8776 Артикул: 41750 Бренд: Экопласт В наличии Рейтинг: Заказать | 13.65 ₽ (Розничная цена) 12.92 ₽ (Мелкооптовая цена) 12.45 ₽ (Оптовая цена) * цена за 1 шт. | Заказать | |
Скоба пластиковая круглая 6,3х5,0 размер гвоздя 1,7х15мм (100шт) Код Сонет: 8040 Артикул: 47005 Бренд: Экопласт В наличии Рейтинг: Заказать | 21. 18.24 ₽ (Мелкооптовая цена) 16.66 ₽ (Оптовая цена) * цена за 1 шт. | Заказать | |
Стяжка нейлон. неоткрыв. 100 х 2,5 мм, 100 шт. черная Код Сонет: 29850 Артикул: GT-100MBC Количество в коробке: 600 Бренд: Hyperline В наличии Рейтинг: Заказать | 31.96 ₽ (Розничная цена) 28.94 ₽ (Мелкооптовая цена) 25.99 ₽ (Оптовая цена) * цена за 1 шт. | Заказать | |
Стяжка нейлон. неоткрыв. 100 х 2,5 мм, 100 шт. Код Сонет: 8001 Артикул: CV-100 Количество в коробке: 600 Бренд: KSS В наличии Рейтинг: Заказать | 31. 28.94 ₽ (Мелкооптовая цена) 25.99 ₽ (Оптовая цена) * цена за 1 шт. | Заказать | |
Клипсы кабельные 5х7.6мм , 100 шт. Код Сонет: 8042 Артикул: NC-0.5N Количество в коробке: 350 Бренд: Legend В наличии Рейтинг: Заказать | 52.44 ₽ (Розничная цена) 48.07 ₽ (Мелкооптовая цена) 43.70 ₽ (Оптовая цена) * цена за 1 шт. | Заказать | |
Стяжка нейлон. неоткрыв. внешняя 165 х 2,5 мм, 100 шт. Код Сонет: 8015 Артикул: CV-165W Бренд: Legend В наличии Рейтинг: Заказать | 55.25 ₽ (Розничная цена) 51.59 ₽ (Мелкооптовая цена) 47. * цена за 1 шт. | Заказать | |
Стяжка нейлон. неоткрыв. для маркера 100мм, 100 шт. Код Сонет: 8017 Артикул: MCV-100 Количество в коробке: 250 Бренд: Legend В наличии Рейтинг: Заказать | 74.46 ₽ (Розничная цена) 70.09 ₽ (Мелкооптовая цена) 65.69 ₽ (Оптовая цена) * цена за 1 шт. | Заказать | |
Труба ПВХ жесткая легкая диам. D40 (3м) RAL 7035 Код Сонет: 26795 Артикул: 30040 Бренд: Экопласт В наличии Рейтинг: Заказать | 92.02 ₽ (Розничная цена) 87.05 ₽ (Мелкооптовая цена) 83.94 ₽ (Оптовая цена) * цена за 1 м. | Заказать | |
Стяжка нейлон. неоткрыв. 200 х 3,2 мм, 100 шт. Код Сонет: 8003 Артикул: CV-200S Количество в коробке: 220 Бренд: KSS В наличии Рейтинг: Заказать | 115.42 ₽ (Розничная цена) 104.59 ₽ (Мелкооптовая цена) 93.78 ₽ (Оптовая цена) * цена за 1 шт. | Заказать | |
Площадка под винт для крепления стяжек 15 x10 мм, 100 шт. Код Сонет: 8223 Артикул: HC1 Количество в коробке: 300 Бренд: KSS В наличии Рейтинг: Заказать | 154.47 ₽ (Розничная цена) 140.01 ₽ (Мелкооптовая цена) 125.52 ₽ (Оптовая цена) * цена за 1 шт. | Заказать |

 CF40G
CF40G 38 ₽ (Розничная цена)
38 ₽ (Розничная цена) 96 ₽ (Розничная цена)
96 ₽ (Розничная цена) 90 ₽ (Оптовая цена)
90 ₽ (Оптовая цена)

1 2 3 След.
При создании коммуникаций и сетей крепежные элементы играют одну из основных ролей. Кабельные стяжки занимают минимум пространства, при этом держат кабели вместе, препятствуя их распадению. Стяжки могут быть разъемными и неразъемными. Например, чтобы снять обычные кабельные стяжки, нужно их разрезать. Однако после этого они уже непригодны к использованию. Стяжки-липучки стоят несколько дороже, но и прослужить могут достаточно много циклов работы.
Крепежные площадки состоят из пластины и стяжки (хомута). Пластина крепится на стене клеем или шурупами. Это более дешевая и простая альтернатива коробам. Для небольшого количества кабелей или короткого расстояния использовать крепежные площадки целесообразнее.
Для защиты кабелей от пыли, влаги, механических повреждений, грызунов и других неприятностей предназначена гофра. Она представляет собой трубку, поверхность которой имеет рельефный характер, что и определяет ее защитные свойства.
Для удобства последующего обслуживания используют маркеры – наклейки с цифрами и буквами. Такая мера поможет всегда найти нужный кабель.
Клипсы используются в качестве крепежа одиночных кабелей. Их подбирают под диаметр конкретного кабеля. Они удобнее стяжек, так как кабель всегда можно извлечь, а их цена невысока.
Проект по гофрированию металла — Сообщество производителей ювелирных изделий Ганоксин
Гофрирование — это процесс сжатия в повторяющиеся морщины или чередующиеся гребни и бороздки. При изучении природных форм регулярно наблюдается гофрирование, добавляющее врожденную силу тому, что в противном случае можно было бы считать хрупкой формой. Гофра была принята промышленностью и использовалась в утилитарных целях для производства обычных предметов, которые мы регулярно видим, таких как упаковочные материалы, а также для промышленного применения, такого как кровля, сайдинг и дренажные трубы.
Гофрирование металла представляет собой уникальный процесс прокатки, при котором достигается точный и специфический повторяющийся рисунок поверхности при обработке тонколистового отожженного листового металла 36–24 или проволоки. Металл обрабатывается специальными инструментами, изготовленными с соответствующими согласующими и зацепляющимися рифлеными шестернями, которые выровнены таким образом, что гребень одного ролика заполняет желоб другого. Металлическое гофрирование – это уникальный процесс, который НЕ следует путать с методами формирования складок, изученными и тщательно разработанными Чарльзом Льютон-Брейн.
Металл обрабатывается специальными инструментами, изготовленными с соответствующими согласующими и зацепляющимися рифлеными шестернями, которые выровнены таким образом, что гребень одного ролика заполняет желоб другого. Металлическое гофрирование – это уникальный процесс, который НЕ следует путать с методами формирования складок, изученными и тщательно разработанными Чарльзом Льютон-Брейн.
Создавая эту морскую форму, вы откроете для себя и используете как прочные, так и хрупкие свойства гофра.
Вам потребуется:
- Арматурная основа для формирования, например, кольцевой или безельной оправки, или просто несколько размеров круглых дюбелей от 0,25″ до 0,75″ в диаметре и 12″ в длину.
- Отожженная полоса размером 3″ x 10″ из меди или чистого серебра калибра 32, 33 или 34 лучше всего подходит для этого проекта.
- Для резки этого тонкого металла можно использовать мощные ножницы или ножницы.

- Инструмент для гофрирования Bonny Doon или промышленный отжим для труб 401 с отверстием, соответствующим ширине обрабатываемого металла.
| Нарисуйте узор наутилуса среднего размера на металлической полосе. Используйте предоставленные шаблоны или создайте измененный трапециевидный рисунок, определив желаемый диаметр большого отверстия и диаметр маленького отверстия. Обратите внимание, что окружность маленького конца должна совпадать с окружностью одной из ваших оправок или дюбелей для облегчения формовки на кончике. | |
| Начните с затягивания обеих ручек регулировки натяжения, если вы используете инструмент для гофрирования Bonny Doon. Одновременно отпустите обе ручки натяжения примерно на три четверти оборота. Поместите широкий конец листа заподлицо в желоб инструмента. Продвиньте металлическую полосу в инструмент, повернув ручку инструмента. | |
| Оцените концы гофрированной полосы. Если вы обнаружите, что какой-либо конец заканчивается необработанным краем металла в верхней части гребня, аккуратно обрежьте эту часть металла, чтобы края гофра заканчивались желобом. Чтобы скрыть необработанные концы металла, используйте модифицированный инструмент для гибки листового металла и обожмите как передний, так и конечный гребни гофрированной полосы. | |
Зажмите конец дюбеля 0,75 дюйма в горловине тисков.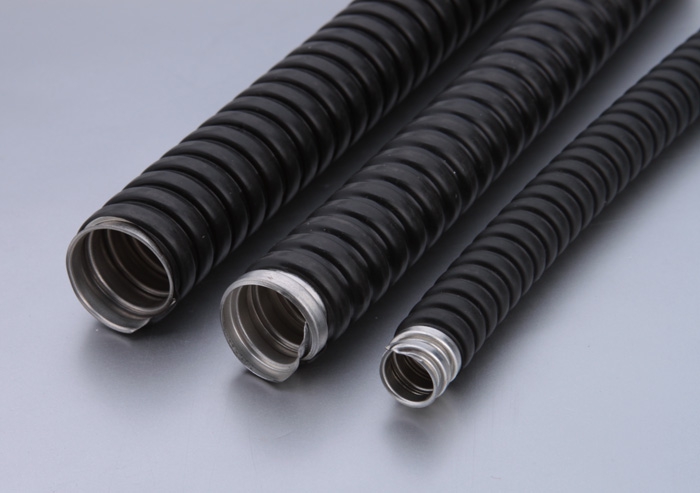 Отцентрируйте полосу гофрированного листа поперек дюбеля и начните ручную формовку, аккуратно надавливая на внешние края металла, чтобы контурировать форму дюбеля. По мере того, как вы аккуратно и медленно формируете полосу вокруг дюбеля, в желобах появятся ямочки. Просто используйте край вашего тонкого полировального круга и осторожно покачивайте вперед-назад в желобе против штифта, и ямочка исчезнет. После формирования полосы вокруг дюбеля необходимо отжечь и высушить металл, прежде чем переходить к следующему этапу формования. Отцентрируйте полосу гофрированного листа поперек дюбеля и начните ручную формовку, аккуратно надавливая на внешние края металла, чтобы контурировать форму дюбеля. По мере того, как вы аккуратно и медленно формируете полосу вокруг дюбеля, в желобах появятся ямочки. Просто используйте край вашего тонкого полировального круга и осторожно покачивайте вперед-назад в желобе против штифта, и ямочка исчезнет. После формирования полосы вокруг дюбеля необходимо отжечь и высушить металл, прежде чем переходить к следующему этапу формования. | |
| Начните с осторожного и терпеливого сжатия желобов вместе, двигаясь от центра формы к меньшему концу. | |
| Некоторые гребни могут сжиматься или деформироваться. Аккуратно поднимите гребень, используя край тонкой полировальной машинки, и продолжайте формировать и формировать. Сжимайте обеими руками. | |
Чтобы придать форму и определить дно формы, сожмите последние гребни вниз, нажав пальцем. | |
| Работая с верхней частью формы, продолжайте прижимать ее к желобам вручную, формируя элемент вокруг основания, завершая форму. |
 Поддерживайте равномерное выравнивание, удерживая полосу прямо, так как во время обработки она может отклоняться влево или вправо. Не обязательно добиваться полной глубины гофра при первом проходе инструмента. Просто отожгите и высушите металл, а затем равномерно затяните ручки регулировки натяжения. Выравнивайте переднюю кромку на инструменте для каждой последующей обработки, пока не добьетесь полной глубины гофра. Отожгите и высушите металл перед началом ручной формовки.
Поддерживайте равномерное выравнивание, удерживая полосу прямо, так как во время обработки она может отклоняться влево или вправо. Не обязательно добиваться полной глубины гофра при первом проходе инструмента. Просто отожгите и высушите металл, а затем равномерно затяните ручки регулировки натяжения. Выравнивайте переднюю кромку на инструменте для каждой последующей обработки, пока не добьетесь полной глубины гофра. Отожгите и высушите металл перед началом ручной формовки.НЕ СГИБАЙТЕ металл при использовании показанных рисунков. Выкройки нарисованы в половину размера только для экономии места. Обведите одну половину рисунка на металле, переверните рисунок, чтобы обвести другую половину.
Обведите и вырежьте узор(ы) по вашему выбору. Обратите внимание, что их можно ксерокопировать для формы большего размера. Нарисуйте узор на металле, переверните узор, выровняв прямую линию, и обведите вторую половину. Вырежьте металл и гофрируйте, используя широкий край в качестве передней кромки. Не складывайте свой металл, чтобы добиться этого.
Автор Триш Макалир — ©
Металлический гофр: украшение поверхности и формирование элементов для кузнеца
Все права защищены на международном уровне. Авторское право © Триш Макалир. Пользователи имеют разрешение загружать информацию и делиться ею до тех пор, пока не будут получены деньги. Коммерческое использование этой информации не допускается без письменного разрешения Триш Макалир
Пользователи имеют разрешение загружать информацию и делиться ею до тех пор, пока не будут получены деньги. Коммерческое использование этой информации не допускается без письменного разрешения Триш Макалир
. Вы принимаете на себя всю ответственность и риски за использование ресурсов безопасности, доступных на этой веб-странице или через нее. ООО «Международное общество драгоценных камней» не несет никакой ответственности за материалы, информацию и мнения, представленные на этой веб-странице или доступные через нее. Никакие советы или информация, представленные на этом веб-сайте, не создают никаких гарантий. Вы полагаетесь на такие советы, информацию или содержимое этой веб-страницы исключительно на свой страх и риск, включая, помимо прочего, любые инструкции по безопасности, ресурсы или меры предосторожности или любую другую информацию, связанную с безопасностью, которая может быть доступна на этой веб-странице или через нее. ООО «Международное общество драгоценных камней» не несет никакой ответственности за травмы, смерть или ущерб, возникшие в результате их использования.
Trish McAleer
Словарь терминов по металлическому гофрированию — Сообщество производителей ювелирных изделий Ganoksin
В этой статье предлагается обширный словарный запас и термины по металлическому гофрированию, которые могут служить руководством как для мастеров, так и для мастеров, не занимающихся металлами.
Гофрировка
Акт сжатия в повторяющиеся морщины или чередующиеся гребни и борозды. При изучении природных форм регулярно наблюдается гофрирование, добавляющее врожденную силу тому, что в противном случае можно было бы считать хрупкой формой. Гофра была принята промышленностью и использовалась в утилитарных целях для производства обычных предметов, которые мы регулярно видим, таких как упаковочные материалы, а также для промышленного применения, такого как кровля, сайдинг и дренажные трубы.
Металлическое гофрирование
Металлическое гофрирование представляет собой уникальный процесс прокатки, при котором достигается точный и специфический повторяющийся рисунок поверхности при обработке тонкого отожженного листового металла 36-24 или проволоки.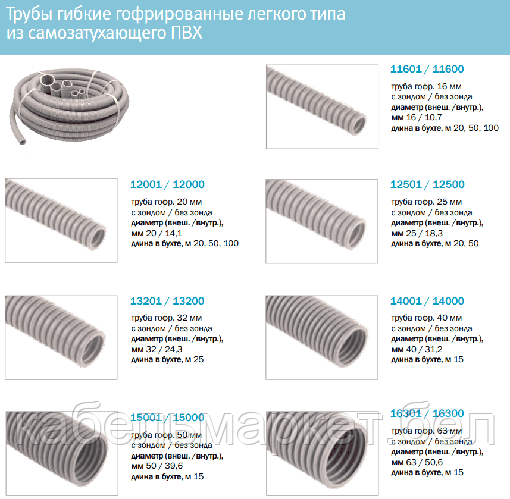 Металл обрабатывается специальными инструментами, изготовленными с соответствующими согласующими и зацепляющимися рифлеными шестернями, которые выровнены таким образом, что гребень одного ролика заполняет желоб другого. Гофрирование металла — это уникальный процесс, который НЕ следует путать с методами формирования складок, изученными и разработанными Чарльзом Льютон-Брейн.
Металл обрабатывается специальными инструментами, изготовленными с соответствующими согласующими и зацепляющимися рифлеными шестернями, которые выровнены таким образом, что гребень одного ролика заполняет желоб другого. Гофрирование металла — это уникальный процесс, который НЕ следует путать с методами формирования складок, изученными и разработанными Чарльзом Льютон-Брейн.
Термины и компоненты металлического гофра
- Гребень: вершина гофрированного гребня.
- Шаг: Расстояние, измеренное между центральными точками двух соседних гребней.
- Желоб: дно рифленого паза.
| Поперечное гофрирование: Гофрирование металла в одном направлении, отжиг, поворот металла на 90º и повторное гофрирование. Этого можно добиться с помощью того же инструмента или с помощью другого инструмента. | |
Гофрирование по диагонали: Гофрирование металла в одном направлении, отжиг, вращение металла по диагонали (более 1°) и повторное гофрирование. Этого можно добиться с помощью того же инструмента или с помощью другого инструмента. Этого можно добиться с помощью того же инструмента или с помощью другого инструмента. | |
| Опрессовка: Процесс сжатия и сжатия гребня на себя по длине ряда с использованием такого приспособления, как модифицированные широкие плоскогубцы или инструмент для листового металла. (Обжим также иногда используется для описания процесса создания гофра.) | |
| Гофрирование: Термин, иногда используемый для описания гофрирования или гофрированного материала. | |
Metalgami™: Использование самых простых стандартных складок оригами и тонкого металла (не более 34 калибра). Процесс ручного складывания тонкого металла и гофрирования для углубления сгиба, разворачивания, чтобы затем обнажить полученную текстуру поверхности и эффекты узора. Не путать с формованием сгибом, когда металл изменяется путем складывания, ковки и ковки для достижения окончательной формы. | |
| Multiple Patterning™ : Multiple Patterning™ достигается вторичной обработкой тем же или другим инструментом для гофрирования. Различные текстуры поверхности могут быть получены в зависимости от ориентации вторичной обработки гофрированного листа. Путем изменения угла, частичного гофрирования, поперечного гофрирования или использования другого инструмента для гофрирования можно получить еще более разнообразные текстуры или формы поверхности. Вторичный или последний инструмент, используемый для обработки металла, придает металлу наиболее преобладающую поверхность. Чтобы создать наилучший вторичный оттиск в металле, перед обработкой следующим инструментом его необходимо отжечь. | |
Pattern Crimping™ : Процесс сжатия и сжатия гребня вплотную к самому себе в различных повторяющихся узорах. Избирательным изгибом гребней гофрированного листа в виде структурированного рисунка можно получить рисунок, подобный сотам. Использование плоскогубцев другой ширины или иглы может привести к другим результатам. Применение как традиционных, так и современных методов обработки металлов, таких как использование прокатного стана или гидравлического пресса, открывает больше возможностей. Использование плоскогубцев другой ширины или иглы может привести к другим результатам. Применение как традиционных, так и современных методов обработки металлов, таких как использование прокатного стана или гидравлического пресса, открывает больше возможностей. | |
| Pattern Trapping™ : Процесс замораживания или «захвата» рисунка на месте путем вставки текстурированного металла калибра 36 между двумя акриловыми или стальными пластинами с использованием способности гидравлического пресса к равномерному сжатию. Это также можно сделать с помощью тисков или ударного молотка. Этот образец иллюстрирует использование инструмента для прямого гофрирования, отжига, а затем использования инструмента для волнообразного узора. Затем отожженный металл помещается между двумя стальными или акриловыми блоками перед сжатием, «захватывающим» рисунок. |
Понимание прочности и хрупкости металлического гофрирования
Гофрирование придает удивительную внутреннюю прочность тонким материалам, работающим с линейным размером гофрированного рисунка. Этот фактор позволяет использовать более тонкие и тонкие металлы при изготовлении детали. Ручная формовка по этому линейному шаблону дает очень прочную деталь. Хотя гофрирование очень прочное по линейному размеру гофрированного рисунка, оно является хрупким по противоположному размеру. При сжатии в противоположном хрупком направлении впадины и гребни могут разрушаться сами по себе. Креативный дизайнер может создать множество захватывающих форм, используя эти основные факторы.
Этот фактор позволяет использовать более тонкие и тонкие металлы при изготовлении детали. Ручная формовка по этому линейному шаблону дает очень прочную деталь. Хотя гофрирование очень прочное по линейному размеру гофрированного рисунка, оно является хрупким по противоположному размеру. При сжатии в противоположном хрупком направлении впадины и гребни могут разрушаться сами по себе. Креативный дизайнер может создать множество захватывающих форм, используя эти основные факторы.
Инструменты для гофрирования металла
В настоящее время на рынке представлено множество инструментов для гофрирования металла, наиболее подходящих для некоторых основных методов гофрирования металла и более сложных узоров, которые я разработал. Некоторые из инструментов изначально были изготовлены для других целей, кроме кузнечного дела. Следует соблюдать осторожность при использовании ЛЮБОГО инструмента, поскольку всегда можно достичь критической точки. Обычно можно почувствовать, когда пора прекратить приложение давления, чтобы не повредить инструмент. Один или несколько инструментов можно использовать на одном и том же куске металла, чтобы дополнительно добавить текстуру поверхности.
Один или несколько инструментов можно использовать на одном и том же куске металла, чтобы дополнительно добавить текстуру поверхности.
Наблюдения за гофрировкой металла
Наблюдение 1:
Металл будет уменьшаться и деформироваться примерно на 25–30 % в зависимости от используемого инструмента, тяжести вашей руки, калибра и размера используемого металла. Чтобы определить процент уменьшения: Готовый размер, разделенный на исходный размер, равен проценту исходного размера. Работайте в миллиметрах, чтобы упростить эту задачу.
Пример: 150 мм / 200 мм = 0,75
Желаемый размер готового гофрокартона: 200 мм разделить на % уменьшение 75% = необходимый исходный запас 267 мм
Искажение и уменьшение происходит под углом ввода и в направлении движения по мере сокращения металла. Чтобы лучше проиллюстрировать наблюдение искажения, вырежьте два квадрата 2″ x 2″ из меди 34 калибра. Используйте угол как переднюю кромку одного квадрата, затем гофрируйте и сравните с оставшимся нетронутым листом.
Наблюдение 2:
По мере увеличения толщины и ширины гофрируемого металла способность легко гофрировать снижается. Для достижения желаемого эффекта потребуются дополнительные проходы отжига и гофрирования. С помощью инструментов, доступных в настоящее время на рынке, металл до 24 калибра может быть гофрирован до полной глубины гофра, доступной с помощью инструмента, рекомендованного для металла. Может потребоваться до трех проходов (отжиг между каждым) для достижения полной глубины гофрирования при использовании материала калибра 24.
Наблюдение 3:
Толщина металла удваивается (или утраивается), если вы решили обрабатывать гнутый металл. В приведенном ниже расчете легко увидеть, как толщина увеличивается по мере добавления складок
Наблюдение 4:
В зависимости от выбранного инструмента для гофрирования: металлический гофр, тогда каждый гребень, полностью гофрированный вдоль всех рядов, уменьшит примерно 64% его первоначальный размер. Чтобы определить процент уменьшения: Готовый размер, разделенный на исходный размер, равен проценту исходного размера. Примечание: работа в миллиметрах на самом деле упрощает процесс расчета.
Чтобы определить процент уменьшения: Готовый размер, разделенный на исходный размер, равен проценту исходного размера. Примечание: работа в миллиметрах на самом деле упрощает процесс расчета.
Наблюдение 5:
После гофрирования и «гофрирования» гребня следующий гофрируемый гребень может расширяться в сторону предыдущего гофрированного ряда. Устранение: с обратной стороны желоб можно восстановить, воспользовавшись краем линейки или формы-шаблона, соответствующей рисунку гофра.
Наблюдение 6:
После обжатия ряда ранее обжатый ряд может расшириться и его необходимо сжать из-за «фактора отрыва».
Наблюдение 7:
После травления мелкогофрированных и гофрированных форм замочите их в ванне с горячей пищевой содой, чтобы полностью нейтрализовать кислоту, попавшую в гофры. Поместите в горячую воду, чтобы впитать раствор пищевой соды. В щели будет скапливаться влага. Перед обработкой на прокатном стане или формованием с использованием стальных инструментов убедитесь, что элемент полностью высох.
Перед обработкой на прокатном стане или формованием с использованием стальных инструментов убедитесь, что элемент полностью высох.
Наблюдение 8:
При гофрировании для создания текстуры для штамповки с использованием тонкого материала текстура может быть потеряна, если до штамповки не будут добавлены поперечные гофры, складки и/или извитости. Гофрирование не будет происходить так сильно при использовании более толстого материала.
Наблюдение 9:
Точка контакта при гофрировании круглого провода ограничена. Ограничения гофрирования круглых, квадратных и тонких проволочных лент зависят от веса вашей руки, используемого инструмента и толщины материала.
Наблюдение 10:
Металл или мусор, попавшие в желоба валков для гофрирования, создадут дефекты в последующем материале, обрабатываемом с помощью инструмента.
Наблюдение 11:
Повреждение инструмента с алюминиевыми роликами может произойти из-за того, что алюминий выталкивается и сминается с гребня вниз в желоб. Это может быть вызвано попыткой пропустить через гофроагрегат слишком большое сечение проволоки, намного превосходящее его возможности. Такое повреждение ролика создаст несовершенство в последующем материале, обрабатываемом инструментом.
Это может быть вызвано попыткой пропустить через гофроагрегат слишком большое сечение проволоки, намного превосходящее его возможности. Такое повреждение ролика создаст несовершенство в последующем материале, обрабатываемом инструментом.
Наблюдение 12:
Элементы, согнутые таким образом, что металл неравномерно накладывается на себя, а затем гофрируется, будут иметь признаки теневого узора, проходящего по всей поверхности наложенной области. Это связано с двойной толщиной гофрированного металла в одних местах по сравнению с одной толщиной в других. Эффект тени может быть не так заметен на более толстом металле, таком как 26-й калибр, и может просто создавать отпечаток по краю перекрывающейся области.
Наблюдение 13:
Чтобы легче открыть сложенную и гофрированную форму, перед гофрированием вставьте бумажный клин в сгиб. Используйте тонкую или обычную полировальную машинку, чтобы открыть элемент настолько, чтобы удалить бумагу. Отожгите элемент перед его полным открытием.
Отожгите элемент перед его полным открытием.
Наблюдение 14:
Неравномерное размещение бумаги, используемой в качестве клина для последующего раскрытия сложенного и гофрированного элемента, может создать эффект тени во время гофрирования.
Наблюдение 15:
Элементы, сложенные равномерно и полностью пополам, не будут испытывать эффекта тени из-за одинаковой глубины гофрированного материала.
Наблюдение 16:
Складки или металл одинаковой толщины будут гофрироваться с одинаковой интенсивностью, а неравные складки будут гофрироваться с меньшей интенсивностью или вообще не будут гофрироваться.
Наблюдение 17:
В зависимости от выбранного инструмента поверхностная печать может быть достигнута путем вставки бумаги с вырезами или вставки узорчатых бумажных клиньев аналогично результатам, полученным с использованием прокатного стана и валиковой печати.
Наблюдение 18:
Сложенный и гофрированный тонкий металл можно открывать, сгибать, скручивать, вытягивать и перемещать для создания трехмерных скульптурных объектов. Поскольку выбранные участки металла обжаты друг с другом, гофрированный элемент имеет естественную тенденцию к закрытию формы, стягиванию и созданию мешочка без необходимости использования специальных инструментов для достижения этого эффекта.
Наблюдение 19:
Сложно определить, где нужно просверлить отверстие для изготовления детали перед гофрированием. Гофрированная поверхность сминается, если ее прижать к поверхности сверлильного станка. Если перед гофрированием просверлить металл, отверстие в процессе деформируется и потребует переделки. С помощью круглого ручного напильника, надфиля или бора скорректируйте отверстие до круглого.
Наблюдение 20:
Набор алмазных боров прекрасно подходит для сверления гофрированного материала, если вы не можете определить, где вы хотите разместить отверстие до гофрирования. С помощью небольшого бора можно создать углубление на рифленой поверхности, чтобы можно было использовать конусообразный алмазный бор. Конусообразный бор особенно удобен, если вы хотите вставить трубку в гофрированный элемент. Используя алмазный конусный бор, просверлите сначала одну сторону, а затем другую, так как если просверлить только одну сторону, образуется бор. Продолжайте проверять диаметр трубки по мере продвижения бора и остановитесь, когда трубка подойдет. Очистите весь остаточный металл вокруг отверстия перед тем, как вставить трубку для пайки.
С помощью небольшого бора можно создать углубление на рифленой поверхности, чтобы можно было использовать конусообразный алмазный бор. Конусообразный бор особенно удобен, если вы хотите вставить трубку в гофрированный элемент. Используя алмазный конусный бор, просверлите сначала одну сторону, а затем другую, так как если просверлить только одну сторону, образуется бор. Продолжайте проверять диаметр трубки по мере продвижения бора и остановитесь, когда трубка подойдет. Очистите весь остаточный металл вокруг отверстия перед тем, как вставить трубку для пайки.
Наблюдение 21:
Спайка гофрированных элементов — дело непростое. При пайке гофрированных элементов припой неизбежно будет стремиться стекать в желоб под действием силы тяжести, а не тепла вашей горелки! Поддерживайте герметичность паяного соединения любыми способами, которые вам подходят и соответствуют требованиям проекта. Вот несколько советов, которые могут вам помочь:
- Третья рука для плотного скрепления элементов.
- Зерно припоя из карбида кремния к опорным и позиционным элементам
вместе (его также можно использовать в мокром виде в качестве радиатора). - Желтая охра или другой антифлюсовый агент, окрашенный вокруг участка
, окружающего место пайки, но не на участке, подлежащем пайке. - Блок для пайки и Т-образные штифты для фиксации элементов на месте.
- Небольшие клинья из огнеупорного кирпича, вырезанные для поддержки и удержания элементов на месте.
- Небольшие медные квадраты, используемые в качестве подпорок для подъема элементов и их установки на место. Обратите внимание, что это также будет действовать как радиатор, и вы должны принять меры предосторожности, чтобы не припаять эти реквизиты к вашей работе!
- Используйте средний или легкий припой.
- Используйте пастообразный припой.

Наблюдение 22:
При пайке гофрированных элементов припой будет проникать в соседние гофрированные гребни, как только припой начнет течь. При соединении сегментов гофрированных элементов обработайте флюсом и припаяйте каждый из гофрированных гребней, ближайший к паяному соединению. Альтернативой может быть желтая охра, нанесенная на гофрированную область вокруг стыка.
При соединении сегментов гофрированных элементов обработайте флюсом и припаяйте каждый из гофрированных гребней, ближайший к паяному соединению. Альтернативой может быть желтая охра, нанесенная на гофрированную область вокруг стыка.
Наблюдение 23:
Для усиления гофрированной полосы может быть целесообразно и/или желательно спаять каждый гофр перед окончательной сборкой. Когда непропаянная обжатая часть зацепится за что-нибудь, она разорвется.
Наблюдение 24:
При использовании нескольких инструментов для гофрирования более тонкие полосы или полосы металла могут слегка смещаться под углом во время обработки. Используя отожженный или мягкий металл, выровняйте металл по желанию и удерживайте металл в выравнивании во время обработки, слегка надавливая. Совместите металл с гофрирующими валиками и снова обработайте, чтобы усилить давление еще немного. Немного попрактиковавшись, вы сможете определить, что нужно, чтобы удерживать металл на месте, и обработать его по своему вкусу.
Наблюдение 25:
При включении в конструкцию двух разных гофрированных металлов для создания второго металлического слоя лучше использовать металл одинакового размера. Глубина гофрирования будет одинаковой на каждой детали, что приведет к идеальному выравниванию гребней и впадин для обеспечения плотного прилегания для пайки или обжатия элементов вместе.
Наблюдение 26:
Прочность гофра проходит по рисунку вкладыша гофрированного элемента. Хрупкость гофры находится в противоположном направлении.
Наблюдение 27:
Любой инструмент можно довести до разрушения. Обычно всегда можно сказать, когда пора ОТМЕНИТЬСЯ, до того, как наступит переломный момент.
Авторское право © Trish McAleer 2003
Выдержка из «МЕТАЛЛИЧЕСКАЯ ГОФРАЦИЯ Поверхностная отделка и формовка элементов для кузнеца»
Вы принимаете на себя всю ответственность и риск за использование ресурсов безопасности, доступных на этой веб-странице или через нее.