Характеристики пилит ДВП — вес, плотность и размер
Характеристики пилит ДВП — вес, плотность и размер- О компании
- Новости и статьи
- Оплата и доставка
- Контакты
Древесина, фанера и пиломатериалы
со склада в Москве оптом и в розницу
Итого всего:
Итого к оплате:
Перейти в корзину Оформить заказ
Ваша корзина покупок пуста.
Оргалит представляет собой древесно-волокнистую плиту, сформированную под прессом из древесного волокна с добавлением связующих смол. Плиты различаются между собой плотностью, форматом и толщиной. Эти параметры определяют свойства и назначение материала. Расскажем о характеристиках стандартных листов оргалита.
Вес и плотность
Плотность древесноволокнистой плиты определяет сферу ее применения. На эту характеристику влияет количество смол, входящих в состав оргалита, а также сила, с которой прессуется волокно. Укажем диапазон плотностей ДВП распространенных видов:
На эту характеристику влияет количество смол, входящих в состав оргалита, а также сила, с которой прессуется волокно. Укажем диапазон плотностей ДВП распространенных видов:
- Мягкие — до 400 кг/м3. Используются как теплоизоляционный материал.
- Полутвердые — от 400 до 800 кг/м3. Применяются в отделочных работах, мебельной промышленности. Из них изготавливают фасады, подоконники, двери.
- Твердые — от 800 кг/м3. Применяются в качестве задней стенки мебели. Подходят для обшивки внутренних поверхностей сухих помещений.
Плотность оргалита определяет вес материала. Для расчета массы одной плиты ДВП также нужно знать ее формат и толщину. Вес оргалита равен произведению ширины, длины и толщины листа в метрах на его плотность в кг/м3. Его следует рассчитывать при сооружении конструкций, не допускающих превышение предельной нагрузки.
Основные размеры
Основными размерными характеристиками ДВП являются:
- Длина.
 У мягких плит она может составлять от 1200 до 3000 мм, у остальных видов ДВП — от 1220 до 3660 мм.
У мягких плит она может составлять от 1200 до 3000 мм, у остальных видов ДВП — от 1220 до 3660 мм. - Ширина. У мягких сортов доступно лишь два варианта: 1200 и 1700 мм. У полутвердых и твердых их больше: 1220, 1525, 1830 и 2140 мм.
- Толщина. Мягкие плиты более толстые. Они изготавливаются толщиной 8, 12, 16 и 25 мм. Полутвердые производят толщиной 6, 8 и 12 мм, твердые — от 2,5 до 6 мм.
 У мягких плит она может составлять от 1200 до 3000 мм, у остальных видов ДВП — от 1220 до 3660 мм.
У мягких плит она может составлять от 1200 до 3000 мм, у остальных видов ДВП — от 1220 до 3660 мм.Эти характеристики оргалита следует учитывать при подборе материала для решения конкретных задач. Толщина определяет прочность будущей конструкции, а знание размера помогает в расчете необходимого количества листов. Формат плит следует подбирать так, чтобы при работе получалось как можно меньше обрезков. Наиболее распространенным является формат 2440х1220 мм — такого же размера производятся плиты OSB и ламинированная фанера.
Внимание! Кроме стандартных листов ДВП деревоперерабатывающие заводы могут изготавливать материал нестандартных размеров. Но делают они это по индивидуальным заказам.
Но делают они это по индивидуальным заказам.
Мы перезвоним Вам в течение 5 минут.
Калькулятор
Хотите сделать заказ в один клик?
Введите пожалуйста номер телефона.
Спасибо за заявку, скоро мы с Вами свяжемся.
Вы первыми узнаете о поступлении товара!
Спасибо за заявку, мы обязательно с Вами свяжемся!
классификация, выбор и сферы применения
Рынок древесных плит богат разнообразными изделиями. В некоторых случаях бывает сложно понять, что несколько различных по физико-техническим свойствам материалов могут относиться к одному типу. Древесноволокнистая плита – один из самых разноплановых древесно-композитных материалов. Он используется в мебельном производстве, для отделки, для теплоизоляции помещений и др.
В этой статье мы рассмотрим виды и сферы применения ДВП.
Вместе со словом ДВП часто употребляется слово «оргалит». В некоторых случаях складывается впечатление, что оргалит – это какая-то отдельная разновидность древесных плит. На самом деле с технической точки зрения оргалит – «народный» термин, который чаще всего применяется к твердому ДВП. Сложная судьба постигла и понятие МДФ, который с одной стороны по технологии производства очень схож с ДВП, но при этом в массовом сознании он часто фигурирует как совершенно другой материал. МДФ – это транслитерация английского обозначения MDF (Medium Density Fibreboard), на русском языке он называется ДВП средней плотности.
Древесноволокнистую плиту получают методом термического прессования древесных волокон. В некоторых случаях для производства сырье подвергается просушке. Фактически сырьем служат отходы деревообрабатывающей промышленности. Связующими компонентами служат различные синтетические смолы, также в состав входят парафины, антисептики, огнеупорные средства и другие добавки. Метод производства с помощью смол называется «сухим», если такие добавки отсутствуют, то способ изготовления считается «мокрым». Для получения «сухого» материала сырье многократно измельчается, при этом в состав не добавляется вода. Листы получаются более прочными и упругими.
Для получения «сухого» материала сырье многократно измельчается, при этом в состав не добавляется вода. Листы получаются более прочными и упругими.
Стороны ДВП в зависимости от способа производства
В зависимости от плотности материал подразделяется на типы. Типы в свою очередь уже делятся на марки. Две большие группы составляют твердые и мягкие волокнистые плиты. Твердые подразделяются на сверхтвердые (СТ), полутвердые или пониженной твердости (НТ) и твердые (Т). Также материал классифицируется в зависимости от устойчивости к влаге и от способа обработки поверхностей.
- Сверхтвердые (СТ) имеют плотность 950 – 1100 кг/м.куб и предельную прочность на изгиб 47 Мпа. По характеристикам видно, что материал имеет большой запас прочности, также СТ имеют низкую влажность, допустимый предел по ГОСТу составляет всего 4 %, впрочем, низкое содержание жидкости отличительная черта большинства разновидностей твердых ДВП. Сверхтвердые плиты применяются для изготовления дверей и для внутренней отделки.

- Твердые (Т) подразделяются на несколько разновидностей. Марка ТВ обладает повышенной влагостойкостью, по показателям она практически ничем не уступает сверхтвердым, только процент разбухания от влаги у неё ниже, составляет 10 % против 13 % у сверхтвердых. Этот материал может использоваться для укладки полов в помещениях с повышенной влажностью, для установки балконных дверей. Для твердого ДВП без влагостойкости допускается больший процент разбухания, показатель может достигать 20 %.
Отдельно твердые ДВП делятся на марки в зависимости от способа обработки поверхности. Такую разновидность называют облагороженной. К ним относятся марки Т-С (тонкодисперсное покрытие лицевой стороны), Т-П (подкрашенная поверхность), Т-СВ (сочетание влагостойкости и тонкодисперсного покрытия) и Т-СП (подкрашенное тонкодисперсное покрытие). Облагороженная лицевая сторона приобретает гладкий внешний вид, а задняя – остается шероховатой для лучше адгезии с другими поверхностями. В зависимости от качества физико-технических характеристик марки подразделяются на классы А и Б.
В зависимости от качества физико-технических характеристик марки подразделяются на классы А и Б.
- Полутвердые (НТ) – материал, используемый для изготовления мебели, внутренних элементов отделки, полок, выдвижных ящиков и др. Плотность изделий по ГОСТу не может быть меньше 600 кг/м.куб. Предел прочности при изгибе составляет 15 МПа, поэтому для конструкционных сооружений такие плиты не подойдут. Влажная среда тоже не подходит для полутвердого ДВП, допустимый процент разбухания составляет 30 %.
Полутвердые ДВП схожи с МДФ. Производство МДФ налажено на территории России, но при этом специальных ГОСТов, которые регламентировали бы характеристики изделий не существует. Производители изготавливают материал, опираясь на собственные, европейские или американские ТУ. На практике плотность ДВП средней плотности составляет 700 – 800 кг/м.куб, что соответствует ГОСТам для полутвердных древесных плит. Часто в качестве отличий МДФ называются более мелкая стружка, которая облегчает обработку, и использование карбамидной смолы с меламином. Последний признак по ГОСТам влияет только на класс эмиссии формальдегида, который для использования в помещениях у всех марок ДВП должен соответствовать классу E-1.
Последний признак по ГОСТам влияет только на класс эмиссии формальдегида, который для использования в помещениях у всех марок ДВП должен соответствовать классу E-1.
- Мягкие плиты применяются в качестве теплоизолирующего материала, конструкционные нагрузки они нести не могут из-за небольшой плотности (100 – 400 кг/м.куб). Марка обозначается буквой М, дополнительно она подразделяется на классы: М-1, М-2 и М-3. Чем меньше плотность, тем выше пористость, а соответственно ниже теплопроводность. Еще одна особенность мягких древесноволокнистых плит – это отсутствие в их составе синтетических смол. Мягкие ДВП обладают хорошими звукоизолирующими свойствами, поэтому они вполне подходят для перегородок или пола. Также материал этой марки обладает хорошей устойчивостью к огню.
Теплопроводность – это свойство вещества передавать тепловую энергию. Нулевым показателем обозначается вакуумная среда, где отсутствует вещество, а соответственно и передавать тепло может только излучение. Чем ниже теплопроводность, тем лучше материал сохраняет тепло.
Чем ниже теплопроводность, тем лучше материал сохраняет тепло.
- ЛДВП – материал, поверхность которого покрыта пленкой с определенной фактурой или рисунком. Такая плита называется ламинированной, она обладает повышенной износостойкостью и устойчивостью к влаге. ЛДВП применяется для декоративной отделки помещений.Ламинированные изделия не только выпускаются в разных цветах, но и имитируют древесную текстуру разных пород
В зависимости от качества обработки поверхности ДВП подразделяется на изделия первого и второго сортов. Обозначения вносятся в маркировку в виде римских цифр I или II
- Первый сорт (I) отличается тем, что на лицевой поверхности не допускаются выступы. Большинство дефектов, такие как сколы, пятна парафина или воды, допускаются только в небольшом количестве. Изменение оттенка, если и присутствует, то должно состоять не более 5 % поверхности изделия.
- Второй сорт (II) – не допускаются только сколы глубиной более 5 мм и парафиновые пятна площадью 10 см.кв на 1 м.кв. Все остальные огрехи лицевой части не нормируются, т.е. остаются на совести производителя. Стоит отметить, что второсортные изделия чаще приобретаются для применения в тех местах, которые в дальнейшем планируется закрыть отделкой или другими элементами.

Древесноволокнистые плиты могут иметь значительные размеры, которые позволяют им без стыков и швов закрыть сразу большую площадь. По ГОСТу максимальная длина твердой плиты составляет 6100, максимальная ширина 2140. Для небольшой комнаты таких площадей может не понадобиться. Обычно длина варьируется от 3660 до 2140 мм, а ширина от 2140 до 1220. Технологические особенности производства не позволяют сделать лист очень толстым. Для твердых плит этот показатель не превышает 5 – 6 мм, мягки плиты могут достигать 12 – 16 мм.
ДВП применяется в разных сферах: при отделке стен, полов, потолков, при производстве мебели, хозяйственных построек и тары.
- Отделка стен – плиты применяются в качестве средства для выравнивания кладки или при иных дефектах. ДВП крепится с помощью саморезов и дюбелей. Монтаж на бетон может производиться с помощью битумной мастики. Для этого используются листы с тонкодисперсным покрытием на лицевой стороне и с шероховатой задней поверхностью, она обеспечивает лучшую адгезию со стеной. Также древесноволокнистые плиты могут крепиться на поперечные рейки. Поверхность легко поддается финишной отделке: поклейке обоев или покраске. Для этих задач лучше выбрать марку ДВП Т или СТ.
Отделка комнаты с помощью волокнистых плит
- Теплоизоляция стен – конструкционные материалы часто обладают высокой плотностью, а соответственно и высокой теплопроводностью, они часто не в состоянии обеспечить нормальное сохранение тепла в жилом помещении. По этой причине в домах приходится прибегать к устройству теплоизоляционного слоя. Для этой цели подходит ДВП марки М, их теплопроводность не превышает 0,07 Вт/мК. Фактически 10 – 12 мм волокнистой плиты соответствует 40 мм древесины.
- Ветрозащита дома – для материалов, которые боятся влаги очень важен ветрозащитный слой внутри стены. К таким конструкциям относятся каркасные дома из ОСП (ориентированно-стружечной плиты). Ветрозащитный слой удерживает влагу, которая попадает на стену вместе с осадками, но при этом должен выпускать пар из дома (обеспечивать «дыхание» стены). Мягкий ДВП с этой задачей справляется благодаря тому, что в его состав входит парафин.
- Декоративная отделка производится из тонких листов, они крепятся к обрешетке или приклеиваются. Для этой цели подойдут окрашенные или ламинированные ДВП.
 Фактически 10 – 12 мм волокнистой плиты соответствует 40 мм древесины.
Фактически 10 – 12 мм волокнистой плиты соответствует 40 мм древесины.Декоративная отделка стены с помощью ламинированного ДВП
- Подложка под пол – для этих целей используется ДВП марки М-1, он позволяет убрать неровности, закрыть щели и зазоры. При этом структура материала обеспечивает хороший уровень теплоизоляции. Сверху этот слой покрывается паркетом или ламинатом.
- Черновой пол – служит основой для последующей укладки ламината или паркета. Черновой пол выполняет роль прочного основания, а не теплоизоляции, поэтому для него не подойдет мягкий ДВП, в этом случае следует применять марку Т.
 Сверху этот слой покрывается паркетом или ламинатом.
Сверху этот слой покрывается паркетом или ламинатом.Покрытие пола с помощью древесноволокнистой плиты облегчается простотой обработки листов
ДВП – это недорогой и простой в использовании материал, который может широко использоваться для отделки внутренних помещений дома, для этих целей больше подойдет твердая древесно-стружечная плита. Мягкие изделия хорошо подходят для тепло и звукоизоляции внешних стен, перегородок и пола.
ДВП | Encyclopedia.com
буря
просмотров обновлено 29 мая 2018 г.
Справочная информация
Композитные лесоматериалы или инженерная древесина относятся к материалам, изготовленным из древесины, которые склеены вместе. В Соединенных Штатах ежегодно производится около 21 миллиона тонн (21,3 миллиона метрических тонн) композитной древесины. К наиболее популярным композиционным материалам относятся фанера, столярные плиты, ДВП, ДСП и клееный брус. Большинство этих продуктов основано на том, что ранее было древесными отходами или малоиспользуемыми или некоммерческими породами. При производстве композитов теряется очень мало сырья.
В Соединенных Штатах ежегодно производится около 21 миллиона тонн (21,3 миллиона метрических тонн) композитной древесины. К наиболее популярным композиционным материалам относятся фанера, столярные плиты, ДВП, ДСП и клееный брус. Большинство этих продуктов основано на том, что ранее было древесными отходами или малоиспользуемыми или некоммерческими породами. При производстве композитов теряется очень мало сырья.
Древесноволокнистая плита средней плотности (МДФ) — это общий термин для панели, состоящей в основном из лигноцеллюлозных волокон в сочетании с синтетической смолой или другой подходящей связующей системой и склеенных вместе под воздействием тепла и давления. Панели сжимаются до плотности от 0,50 до 0,80 по удельному весу (31-50 фунтов/фут3). Во время производства могут быть введены добавки для улучшения определенных свойств. Поскольку древесноволокнистую плиту можно разрезать на самые разные размеры и формы, у нее множество применений, включая промышленную упаковку, дисплеи, экспонаты, игрушки и игры, мебель и шкафы, стеновые панели, молдинги и дверные детали.
Поверхность МДФ плоская, гладкая, однородная, плотная, без сучков и зернистости, что делает отделочные работы более простыми и однородными. Однородная кромка МДФ позволяет выполнять сложные и точные методы обработки и отделки. Отходы обрезков также значительно сокращаются при использовании МДФ по сравнению с другими подложками. Улучшенная стабильность и прочность являются важными преимуществами МДФ, при этом стабильность способствует соблюдению точных допусков в точно вырезанных деталях. Это отличная замена массивной древесине во многих интерьерах. Производители мебели также чеканят поверхность объемными рисунками, поскольку МДФ имеет такую ровную текстуру и стабильные свойства.
За последние 10 лет рынок МДФ в США быстро вырос. Отгрузки увеличились на 62%, а мощность завода выросла на 60%. Сегодня в Америке ежегодно потребляется более миллиарда квадратных футов (93 миллиона квадратных метров) МДФ. Мировые мощности MDF увеличились на 30% в 1996 году до более чем 12 миллиардов квадратных футов (1,1 миллиарда квадратных метров), и в настоящее время действует более 100 заводов.
История
МДФ был впервые разработан в США в 1960-х годах, производство началось в Депости, Нью-Йорк. Аналогичный продукт, оргалит (прессованное древесноволокнистое покрытие), был случайно изобретен Уильямом Мейсоном в 1925, когда он пытался найти применение огромному количеству древесной щепы, которую выбрасывали лесопилки. Он пытался впрессовать древесное волокно в изоляционную плиту, но изготовил прочный тонкий лист, забыв выключить свое оборудование. Это оборудование состояло из паяльной лампы, печатного станка восемнадцатого века и старого автомобильного котла.
Сырье
Древесная щепа, стружка и опилки обычно составляют сырье для древесноволокнистых плит. Однако, поскольку вопросы вторичной переработки и защиты окружающей среды становятся нормой, также используются макулатура, кукурузные рыльца и даже багасса (волокна сахарного тростника). Другие материалы также перерабатываются в МДФ. Одна компания использует сухие отходы
в размере 100 000 тонн в год.
Производство
Процесс
Передовые технологии и обработка улучшили качество древесноволокнистых плит. К ним относятся инновации в подготовке древесины, рецепты смол, технология прессования и методы шлифования панелей. Усовершенствованная технология прессования позволила сократить общие циклы прессования, а антистатическая технология также способствовала увеличению срока службы ленты в процессе шлифования.
Подготовка древесины
- 1 Производство качественных древесноволокнистых плит начинается с выбора и очистки сырья, большая часть которого перерабатывается из стружки и стружки, получаемых на лесопильных и фанерных заводах. Сырье сначала очищают от любых металлических примесей с помощью магнита. Далее материал разделяется на крупные куски и мелкие хлопья. Хлопья разделяются на штабеля опилок и щепы.
- 2 Материал снова проходит через магнитный детектор, при этом отбракованный материал отделяется для повторного использования в качестве топлива. Хороший материал собирается и отправляется в бункер для предварительного пропаривания. В бункер впрыскивается пар для нагрева и смягчения материала. Волокна подаются сначала в боковой шнековый питатель, а затем в поршневой шнековый питатель, который сжимает волокна и удаляет воду. Затем сжатый материал подается в рафинер, который разрывает материал на пригодные для использования волокна. Иногда волокно может пройти вторую стадию очистки, чтобы улучшить чистоту волокна. Моторы большего размера на рафинерах иногда используются для отсеивания посторонних предметов из процесса.
 Далее материал разделяется на крупные куски и мелкие хлопья. Хлопья разделяются на штабеля опилок и щепы.
Далее материал разделяется на крупные куски и мелкие хлопья. Хлопья разделяются на штабеля опилок и щепы.Отверждение и прессование
3 Смола добавляется перед стадией рафинирования, чтобы контролировать устойчивость смеси к формальдегиду, а после рафинирования добавляется катализатор.
Затем волокна выдуваются в сушилку с испарительной трубкой, которая нагревается либо маслом, либо газом. Соотношение твердой смолы и волокна тщательно контролируется путем взвешивания каждого ингредиента. Затем волокно проталкивают через скальпирующие валки для получения мата одинаковой толщины. Этот мат проходит несколько этапов прессования, чтобы получить более удобный размер, а затем обрезается до желаемой ширины перед окончательным этапом прессования. Пресс непрерывного действия, оснащенный большим барабаном, равномерно сжимает мат, контролируя его высоту. Прессы оснащены электронным управлением для обеспечения точной плотности и прочности. Полученная плита перед охлаждением разрезается на соответствующую длину с помощью пил.Прессы имеют уравновешенные системы одновременного закрывания, в которых используются гидравлические цилиндры для выравнивания плиты, что при работе в сочетании с четырехточечным управлением положением обеспечивает больший контроль толщины отдельных панелей.
Гидравлическая система может закрывать пресс на таких скоростях и давлениях, которые уменьшают проблемы с предварительным затвердеванием плит и сокращают общие циклы прессования.
 Затем волокна выдуваются в сушилку с испарительной трубкой, которая нагревается либо маслом, либо газом. Соотношение твердой смолы и волокна тщательно контролируется путем взвешивания каждого ингредиента. Затем волокно проталкивают через скальпирующие валки для получения мата одинаковой толщины. Этот мат проходит несколько этапов прессования, чтобы получить более удобный размер, а затем обрезается до желаемой ширины перед окончательным этапом прессования. Пресс непрерывного действия, оснащенный большим барабаном, равномерно сжимает мат, контролируя его высоту. Прессы оснащены электронным управлением для обеспечения точной плотности и прочности. Полученная плита перед охлаждением разрезается на соответствующую длину с помощью пил.
Затем волокна выдуваются в сушилку с испарительной трубкой, которая нагревается либо маслом, либо газом. Соотношение твердой смолы и волокна тщательно контролируется путем взвешивания каждого ингредиента. Затем волокно проталкивают через скальпирующие валки для получения мата одинаковой толщины. Этот мат проходит несколько этапов прессования, чтобы получить более удобный размер, а затем обрезается до желаемой ширины перед окончательным этапом прессования. Пресс непрерывного действия, оснащенный большим барабаном, равномерно сжимает мат, контролируя его высоту. Прессы оснащены электронным управлением для обеспечения точной плотности и прочности. Полученная плита перед охлаждением разрезается на соответствующую длину с помощью пил. Гидравлическая система может закрывать пресс на таких скоростях и давлениях, которые уменьшают проблемы с предварительным затвердеванием плит и сокращают общие циклы прессования.
Гидравлическая система может закрывать пресс на таких скоростях и давлениях, которые уменьшают проблемы с предварительным затвердеванием плит и сокращают общие циклы прессования.Шлифование панелей
- 4 Для получения гладкой поверхности панели шлифуются лентами с абразивным покрытием. Обычно используется карбид кремния, но при необходимости более тонкой поверхности используются другие керамические абразивы, в том числе оксид циркония и оксид алюминия. Восьмиголовочное шлифовальное оборудование и двусторонняя планировка улучшают постоянную гладкость поверхности. Антистатическая технология используется для снятия статического электричества, которое способствует быстрой нагрузке и избыточной шлифовальной пыли, тем самым увеличивая срок службы ремня.
Отделка
- 5 Панели могут подвергаться различным этапам отделки в зависимости от конечного продукта. Возможно нанесение различных цветов лака, а также различных рисунков под дерево. Гильотинная резка используется для резки древесноволокнистых плит на большие листы (например, шириной 100 дюймов). Для листов меньшего размера, таких как 42 на 49 дюймов (107 на 125 см), используется высечка. Специальные машины используются для резки ДВП на узкие полосы шириной от 1 до 24 дюймов (от 2,5 до 61 см).
- 6 Ламинаторы используются для нанесения на поверхность винила, фольги и других материалов. Этот процесс включает в себя разматывание рулона древесноволокнистого материала, его подачу между двумя валами, на которые наносится клей, объединение покрытой клеем древесноволокнистой плиты с ламинирующим материалом между другим набором валов и отправку объединенных материалов в ламинатор.
 Гильотинная резка используется для резки древесноволокнистых плит на большие листы (например, шириной 100 дюймов). Для листов меньшего размера, таких как 42 на 49 дюймов (107 на 125 см), используется высечка. Специальные машины используются для резки ДВП на узкие полосы шириной от 1 до 24 дюймов (от 2,5 до 61 см).
Гильотинная резка используется для резки древесноволокнистых плит на большие листы (например, шириной 100 дюймов). Для листов меньшего размера, таких как 42 на 49 дюймов (107 на 125 см), используется высечка. Специальные машины используются для резки ДВП на узкие полосы шириной от 1 до 24 дюймов (от 2,5 до 61 см).Контроль качества
Большинство заводов МДФ используют компьютеризированный контроль процесса для контроля каждого этапа производства и поддержания качества продукции. В сочетании с непрерывными грузовыми лентами, измерителями основного веса, мониторами профиля плотности и толщиномерами поддерживается однородность продукта.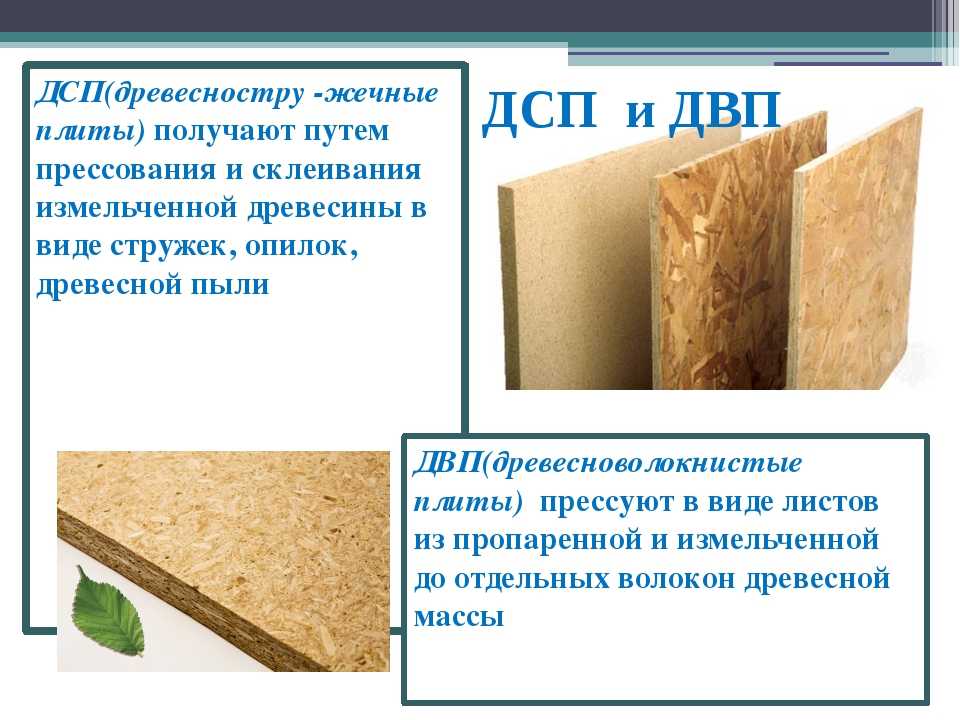 Кроме того, Американский национальный институт стандартов установил спецификации продукта для каждого применения, а также предельные значения выбросов формальдегида. Поскольку экологические нормы и рыночные условия продолжают меняться, эти стандарты пересматриваются.
Кроме того, Американский национальный институт стандартов установил спецификации продукта для каждого применения, а также предельные значения выбросов формальдегида. Поскольку экологические нормы и рыночные условия продолжают меняться, эти стандарты пересматриваются.
Последний стандарт для MDF, ANSI Standard A208.2, является третьей версией этого отраслевого стандарта. Этот стандарт классифицирует МДФ по плотности и использованию (внутри или снаружи) и выделяет четыре сорта продукции для внутренней отделки. Определенные спецификации включают в себя физические и механические свойства, допуски на размеры и пределы эмиссии формальдегида. Спецификации представлены как в метрических, так и в дюймово-фунтовых пределах.
Измеряемые физические и механические свойства готового продукта включают плотность и удельный вес, твердость, модуль разрыва, сопротивление истиранию, ударную вязкость, модуль упругости и предел прочности при растяжении. Кроме того, также измеряются водопоглощение, набухание по толщине и прочность внутренней связи. Американское общество испытаний материалов разработало стандарт (D-1037) для проверки этих свойств.
Американское общество испытаний материалов разработало стандарт (D-1037) для проверки этих свойств.
Будущее
Хотя в 1996 году было построено более 750 новых заводов, в 1997 году ожидалось, что потребление МДФ упадет на 10% ниже прогнозируемого уровня. Показатели использования снизились для некоторых рынков, а экспорт сократился. Несмотря на эту тенденцию, некоторые заводы продолжат инвестировать в высокотехнологичное оборудование и экологический контроль для производства высококачественной продукции.
Экологические нормы будут по-прежнему бросать вызов промышленности древесноволокнистых плит. Хотя карбамидоформальдегидные смолы в основном используются в производстве МДФ из-за их низкой стоимости и характеристик быстрого отверждения, они имеют потенциальные проблемы с выделением формальдегида. Возможным решением являются фенолформальдегидные смолы, поскольку они не выделяют формальдегид после отверждения. Эти смолы, однако, более дорогие, но предварительные исследования показали, что их можно использовать в гораздо меньших количествах и добиться того же времени обработки, что и мочевинной смолы.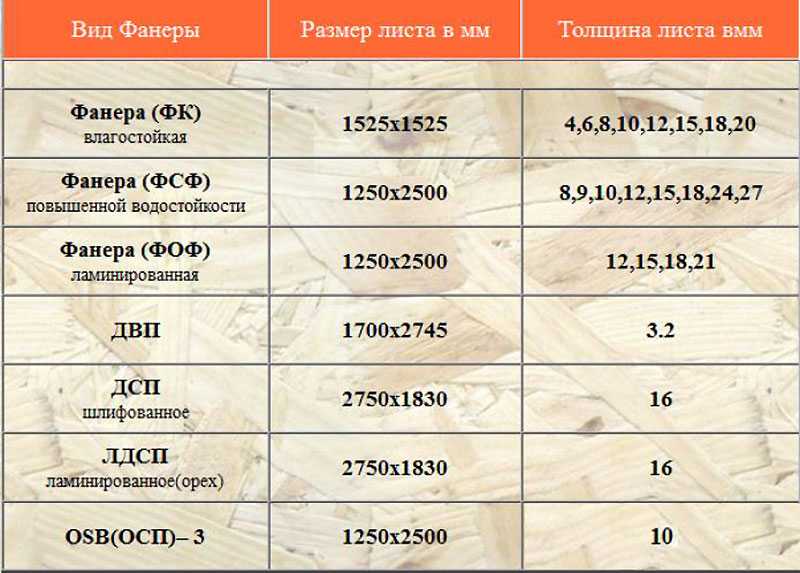
Будут продолжены разработки в области производственных технологий, включая оборудование для обработки панелей и режущие инструменты. Со временем будет разработано прессовочное оборудование, которое устранит предварительное отверждение и уменьшит разброс толщины отдельных панелей. МДФ и другие изделия из инженерной древесины станут еще более однородными по характеристикам кромок и гладкости поверхности, а также будут иметь лучшие физические свойства и постоянство толщины. Эти улучшения приведут к тому, что все больше производителей мебели и шкафов будут включать такие продукты в свои проекты.
Где узнать больше
Периодические издания
«Руководство для покупателей и спецификаторов ДСП и МДФ». Wood & Wood Products, , январь 1996 г., стр. 67-75.
Кениг, Карен. «Новый завод МДФ отличается высокими технологиями и качеством». Wood & Wood Products, , апрель 1996 г., стр. 68-74.
«Древесина Ласани — идеальная замена дереву.» Economic Review, , апрель 1996 г. , с. 48.
, с. 48.
Маргосян Рич. «Новые стандарты для ДСП и МДФ». Wood & Wood Products, , январь 1994 г., стр. 90–92.
Другое
Институт древесно-стружечных плит и древесноволокнистых плит средней плотности. http://www.pbmdf.com (9 июля 1997 г.).
— Laurel M. Sheppard
Что такое МДФ? Типы, свойства, производство
- Shanta Urmila Mou
В настоящее время плиты МДФ стали очень популярны. Полная форма МДФ — древесноволокнистая плита средней плотности. Низкая стоимость сделала его надежной альтернативой дереву. Здесь, в этой статье, обсуждаются детали МДФ, включая типы, свойства, процедуру производства МДФ.
Что такое древесноволокнистая плита средней плотности (МДФ)?
Инженерное композитное деревянное изделие, изготовленное из остатков древесины лиственных и хвойных пород, склеенных воском и смолой под экстремальным давлением и давлением, называется Древесноволокнистая плита средней плотности или МДФ.
Типы МДФ
Встречаются различные виды МДФ, которые можно маркировать по цвету. Ниже приведены основные типы плит МДФ:
- Сверхлегкая плита МДФ (ULDF)
- Обычно зеленые плиты МДФ, влагостойкие
- МДФ обычно красного или синего цвета, огнестойкий
Свойства МДФ
В прошлом сырьем для МДФ служила пшеница на полностью оборудованных экспериментальных установках. Для изготовления МДФ более высокого качества используются связующие вещества. Химические вещества, такие как формальдегид мочевины с меламином, клейкая смесь с формальдегидом и меламином мочевины, используются в качестве связующего. Для производства МДФ разного качества требовалось разное количество смолы и пшеничной соломы разного качества, производимый МДФ назывался Соломенным древесноволокнистым картоном средней плотности (SMDF).
Свойства, проанализированные по MDF:
- Прочность на внутреннюю связь
- Модуль Arupture
- Эластично МДФ сильно изменился с течением времени. Теперь передовые технологии изменили качество и сэкономили время и стоимость производства. Так что это прибыльный бизнес в настоящее время день. Он содержит некоторый процесс, такой как: —
- Коллекция
- Подготовка древесины
- Рецепты смолы
- Технология прессования
- Техника шлифования панелей
- Отделка
Коллекция
Отбор и обработка сырья или древесных отходов является первым этапом подготовки древесины. С лесопильных и фанерных заводов собирают щепу и стружку. Если используется хвойная древесина, проводится окорка (например, Eucalyptus sp). Окорка уменьшает количество органических отходов и песка и улучшает чистовую отделку. Мягкая древесина рубится и при необходимости снова рубится. Для этого можно использовать измельчитель.
Подготовка древесины
С помощью магнита удаляются металлические примеси. Материалы разделены на крупные лепестки и мелкие лепестки.
Для разделения остальных металлов используется магнитный детектор. Затем отобранные волокна отправляются на прессование. Для этого используются боковой шнековый питатель и пробковый шнековый питатель. Вода удаляется, что является важной задачей для этого. Рафинер разрывает материал на пригодные для использования волокна. Посторонние предметы удаляются более мощными двигателями.Отверждение и прессование
Для снижения толерантности к формальдегиду перед рафинированием добавляют смолу, а после рафинирования добавляют катализатор. Количество смолы регулируется необходимым количеством. Скальпирующий валик используется для производства мата одинаковой толщины. Сжатие выполняется в несколько этапов. Они вырезаются или обрезаются перед окончательной обработкой. Большой барабан используется для сжатия его в однородный мат. Перед охлаждением полученную доску разрезают.
Шлифование панелей
Подготовленные панели шлифуются до получения гладкой поверхности. Используются ремни и встречается покрытие абразивами.
Используются различные керамические абразивы, такие как оксид циркония, оксид алюминия. Кроме того, карбид кремния используется для более тонкой поверхности. Для улучшения консистенции проводится двусторонняя сортировка. При производстве во избежание статического электричества используется антистатическая технология. Статическое электричество вызывает чрезмерное запыление.Финишная обработка
Первый этап финишной обработки – резка. В зависимости от требований к качеству отделки МДФ этапы различаются. Замечены истинности цвета, истинности текстуры древесины. Для резки разного размера используются разные обрезки
- Резка узких полос: (1-24 дюйма/2,5-61 см) Используются специальные машины.
- Вырубка малого размера: (42-49 дюймов/107-125 см) Используется высечка.
- Резка больших листов: (например, 100 дюймов) Используется гильотинная резка.
Второй этап отделки – ламинирование. ДВП пропускается между двумя валками. Между двумя валками наносится клей.
Двп характеристика: Свойства, виды и технические характеристики ДВП
 Теперь передовые технологии изменили качество и сэкономили время и стоимость производства. Так что это прибыльный бизнес в настоящее время день. Он содержит некоторый процесс, такой как: —
Теперь передовые технологии изменили качество и сэкономили время и стоимость производства. Так что это прибыльный бизнес в настоящее время день. Он содержит некоторый процесс, такой как: — Для разделения остальных металлов используется магнитный детектор. Затем отобранные волокна отправляются на прессование. Для этого используются боковой шнековый питатель и пробковый шнековый питатель. Вода удаляется, что является важной задачей для этого. Рафинер разрывает материал на пригодные для использования волокна. Посторонние предметы удаляются более мощными двигателями.
Для разделения остальных металлов используется магнитный детектор. Затем отобранные волокна отправляются на прессование. Для этого используются боковой шнековый питатель и пробковый шнековый питатель. Вода удаляется, что является важной задачей для этого. Рафинер разрывает материал на пригодные для использования волокна. Посторонние предметы удаляются более мощными двигателями. Используются различные керамические абразивы, такие как оксид циркония, оксид алюминия. Кроме того, карбид кремния используется для более тонкой поверхности. Для улучшения консистенции проводится двусторонняя сортировка. При производстве во избежание статического электричества используется антистатическая технология. Статическое электричество вызывает чрезмерное запыление.
Используются различные керамические абразивы, такие как оксид циркония, оксид алюминия. Кроме того, карбид кремния используется для более тонкой поверхности. Для улучшения консистенции проводится двусторонняя сортировка. При производстве во избежание статического электричества используется антистатическая технология. Статическое электричество вызывает чрезмерное запыление.