Конструкция пластиковых окон: названия, схема и описание деталей, устройство и состав ПВХ окна
Вопросы, из чего состоит пластиковое окно, какова общая конструкция и детали, интересуют воспитанников строительных учебных заведений и рачительных владельцев квартир. Если в первом случае необходимость изучения темы вызвана требованиями преподавателей и программы, то во втором – желанием подготовиться к заказу ПВХ окон. Такой подход оправдан, поскольку позволяет быстрее и со всеми основаниями вместе с замерщиком компании-устновщика определить оптимальный по цене и функционалу вариант. Представим конструкцию пластиковых окна со схемами и в деталях таким образом, чтобы материал в равной степени принес пользу и ученикам строительных колледжей, ВУЗов, и хозяевам квартир. Если после прочтения вопросы останутся, свяжитесь с консультантами завода «Лабрадор» в Петербурге.
Из чего состоит пластиковое окно – схема в разрезе, детали
С технической точки зрения в состав окна входят только ПВХ-рама с установленными створками, стеклопакетом, уплотнителями и фурнитурой. Однако установка подоконника, отлива, отделка откосов необходимы для того, чтобы светопрозрачная конструкция долго и надежно исполняла свои обязанности, а в комнатах было светло и тепло. По этой причине на приведенной схеме изображены также и эти элементы.
Однако установка подоконника, отлива, отделка откосов необходимы для того, чтобы светопрозрачная конструкция долго и надежно исполняла свои обязанности, а в комнатах было светло и тепло. По этой причине на приведенной схеме изображены также и эти элементы.
Для начала приведем названия с указанием состава и основной функциональности, а в нижеследующих разделах подробно опишем детали пластикового окна.
- Рама
Изготавливается из армированного металлом ПВХ-профиля. Рама (монтажники часто говорят «коробка») занимает весь периметр окна и служит основой для установки подвижных и глухих (неподвижных) створок.
- Створка (рама створки)
Подвижный элемент окна, собранная из ПВХ-профиля рама с установленным стеклопакетом. Элемент крепится на фурнитуру, которая и обеспечивает необходимую функциональность – открывание, закрывание, поворот и т.д. Стеклопакет в створке удерживается штапиком, соединение герметизируют уплотнителем.
- Стеклопакет
Прозрачный элемент окна, состоящий из 2 и более расположенных параллельно листов стекла. Герметичное скрепление и расстояние между стеклами определяет дистанционная рамка. Стеклопакет – важнейший элемент окна, поскольку через него в помещение проходит свет. Значительная площадь поверхности говорит о том, что этот элемент в первую очередь отвечает за теплопроводность конструкции пластикового окна.
- Штапик
Выполненная из поливинилхлорида (ПВХ) накладка с прорезиненным основанием. Благодаря плотному прилеганию к раме и стеклопакету штапик защищает помещения от проникновения снаружи холода, ветра, пыли.
- Импост
Выполненный из ПВХ-профиля элемент, разграничивающий зоны створок, обеспечивающий возможность их закрывания.
- Фурнитура
Иногда про фурнитуру говорят, как про конструкцию механизма пластиковых окон. Действительно, это набор элементов, который обеспечивает управление и изменения текущего положения створок. Планки, петли, подвесы и другие компоненты фурнитуры выбирают с учетом веса створок, который в основном определяется числом камер в стеклопакете и толщиной стекол.
Планки, петли, подвесы и другие компоненты фурнитуры выбирают с учетом веса створок, который в основном определяется числом камер в стеклопакете и толщиной стекол.
- Подоконник
Устанавливается с внутренней части (в помещении) под окном. Рекомендуется в ходе эксплуатации не загромождать подоконник, а при монтаже соблюдать требования по выступу от стены внутрь помещения. Это необходимо для того, чтобы в зимнее время в оконном проеме происходил достаточный воздухообмен, не выпадал конденсат.
- Отлив
Устанавливается под окном с внешней стороны. Задача элемента – удалить стекающую по оконному проему воду (дождь, тающий снег), не допустить попадания и накопления влаги под рамой.
- Откосы
Это поверхности стен дома по периметру оконного проема, которые нуждаются в утеплении и защитной отделке. Защитная отделка необходима для предотвращения проникновения холодного воздуха, влаги, утеплителя (монтажной пены) от УФ излучения. С наружной стороны на откосы могут устанавливаться наличники.
С наружной стороны на откосы могут устанавливаться наличники.
Конструкция профилей пластиковых окон
Профиль из поливинилхлорида (ПВХ) выступает основой конструкции окна, которое и называют пластиковым, хотя площадь стеклопакета больше. Поэтому опишем конструктивный элемент первым.
Представленная на рисунке конструкция пластиковых окон в разрезе полезна тем, что показывает внутреннее устройство не только ПВХ-профиля. Так же видны роль и место подставочного профиля, правильно установленных отлива и подоконника. Если не считать цвета и декоративной ламинации, то внешне профили ПВХ всех производителей и линеек различаются мало. Иной картина оказывается, если посмотреть на конструкционный материал в разрезе. Начнем с того, что в линейку продукции входят четыре подвида профилей для формирования:
- Рамы (коробки)
- Импоста
- Створки (рамы створки)
- Штапика
В любом случае основным материалом выступает ПВХ, из которого изготовлены внешние и внутренние стенки профиля. Внутренние стенки разделяют пространство рамы на камеры и чем камер больше, тем больше сопротивление теплопередаче. То есть 7-микамерный вариант лучше защищает от потерь тепла, чем 5-тикамерный. Названные показатели – 5-7 камер – это оптимальный выбор для средней полосы России, включая Петербург. Производители предлагают линейки профиля с внутренними и внешними стенками следующей толщины:
Внутренние стенки разделяют пространство рамы на камеры и чем камер больше, тем больше сопротивление теплопередаче. То есть 7-микамерный вариант лучше защищает от потерь тепла, чем 5-тикамерный. Названные показатели – 5-7 камер – это оптимальный выбор для средней полосы России, включая Петербург. Производители предлагают линейки профиля с внутренними и внешними стенками следующей толщины:
- Класс А – 2,8 и 2,5 мм
- Класс В – 2,5 и 2 мм
- Класс С (или object, объектный, энджин, тендер) – не нормируется
Для жилых помещений рекомендуется использовать только класс А. Изделия класса В имеют меньшую цену и рекомендованы к применению в подъездах, нежилых помещениях. Немалое число специалистов не рекомендует использовать изделия класса С где бы то ни было. Тем не менее, объектный тип находит применение во временных строениях, второстепенных производственных помещениях.
Поливинилхлорид достаточно прочный материал, для условий эксплуатации важны и другие свойства:
- не боится солнечного света, морозов, влаги
- не разрушается от химических воздействий (моющие средства)
- экологически чист, не испускает в воздух не только вредных, но и вообще каких-либо веществ даже при сильном нагревании
- не поддерживает горения
Однако даже прочность ПВХ классов А и В не столь велика, чтобы долгое время выдерживать вес таких тяжелых элементов, как стеклопакеты. Поэтому профиль армируют металлом. Важную роль играет форма армирующего металла – без дополнительных пояснений понятно, что П-образный вариант предпочтительнее Г-образного, поскольку обладает большей нагрузочной способностью.
Поэтому профиль армируют металлом. Важную роль играет форма армирующего металла – без дополнительных пояснений понятно, что П-образный вариант предпочтительнее Г-образного, поскольку обладает большей нагрузочной способностью.
Еще один существенный показатель пластикового профиля – ширина, определяющая возможность установки широких стеклопакетов. Для средней полосы России, Петербурга считается достаточной ширина 70-80 мм, но при желании надежно утеплиться выбирайте северный вариант – 120 мм.
Стеклопакеты
Конструктивно стеклопакет представляется собой два и больше листов закаленного стекла, которые скреплены между собой и удерживаются на требуемом расстоянии дистанционными рамками. Пространство между стеклами заполняется воздухом или инертными газами, после чего герметизируется. Толщина листов стекла 4-8 мм, кроме того возможно использование триплекса – склеенных между собой пленкой стекольных листов.
На приведенном в предыдущем разделе разрезе пластикового окна показан обычный однокамерный стеклопакет. Однако по климатическим условиям европейской части России этот вариант не считается достаточным.
Однако по климатическим условиям европейской части России этот вариант не считается достаточным.
С учетом суровых зим квартиры в Петербурге рекомендуется утеплять 2-хкамерными (3 стекла) стеклопакетами или однокамерными энергосберегающими. В энергосберегающих конструкциях одно из стекол с внутренней стороны покрывается нано-пленкой, которая отражает внутрь помещения 30-40% испускаемых радиаторами отопления и нагретыми предметами ИК-лучей. Другой вариант – использовать двухкамерный стеклопакет, чтобы снизить теплопроводность по сравнению с однокамерным в 1,5-1,8 раза.
Как показано на рисунке, используется ряд формул стеклопакетов. Очевидно, что увеличение ширины камер, толщины стекол снижает теплопроводность. Но пластиковое окно решает и другие задачи, например, защиты от внешнего шума. Для повышения шумозащищенности используются такие конструктивные решения, как изготовление стеклопакетов со стеклами-триплексами, с различающейся шириной камер.
Помимо описанных вариантов предлагаются также солнцезащитные и ударопрочные стеклопакеты, которые помогают защититься от летней жары и злоумышленников соответственно.
Не забывайте, что ПВХ-профиль должен предоставлять необходимое «посадочное место» для стеклопакета. При ограниченном бюджете, рекомендуем выбирать стеклопакет по минимуму, но широкий профиль. Если через некоторое время выяснится, что без установки более широкого многокамерного стеклопакета не обойтись (холодно, проникает шум с улицы), то широкий профиль позволит провести эту операцию без замены конструкции целиком.
Фурнитура
Это набор элементов, которые составляют механизм пластикового окна, позволяют фиксировать в определенных положениях, открывать и закрывать створки. Внешними видимыми и используемыми жильцами элементами этого механизма выступают поворотные ручки, другую часть системы внешний наблюдатель видит при открывании створок. Описывать, как называются детали фурнитуры пластиковых окон, не будем, поскольку они приведены на рисунке.
При выборе типа и набора фурнитуры учитываются следующие факторы:
- Вес выбранного стеклопакета и других конструктивных элементов
- Необходимый функционал – с ограничителями открывания, возможностью микропроветривания, под раздвижные конструкции, горизонтально подвесные, поворотно-откидные створки и т.д.
- Требование защиты от открывания детьми
- Стилевые и вкусовые предпочтения
Уплотнители
В сомнительных обзорах в Интернете встречаются взаимоисключающие рекомендации относительно силиконовых и резиновых уплотнителей. Одни говорят использовать только первый вариант, другие – только второй. Подобные заявления объясняются некомпетентностью или вкусовыми предпочтениями. По факту силиконовые VMQ и резиновые EPDM уплотнители служат долго, надежно, не боятся жары и морозов. Конечно, приходится учитывать высокую цену VMQ-варианта.
Не рекомендуются к применению уплотнители ТРЕ-S и PVC. Первый – по причине короткого срока службы, второй – из-за деформации при минусовых температурах.
Первый – по причине короткого срока службы, второй – из-за деформации при минусовых температурах.
Подоконники и отливы
Подробно останавливаться на этих элементах не будем, поскольку напрямую на теплопроводность, защищенность от шума они влияния не оказывают. В то же время установка подоконников и отливов необходима для правильной эксплуатации оконной конструкции. В силу этого выбор вариантов широк – от недорогих пластиковых до дизайнерских из искусственного или натурального камня. Главное не забыть о необходимости защиты пространства под рамой от попадания влаги.
Правильный выбор деталей пластикового окна
При описании конструкции давались рекомендации по выбору каждого элемента с учетом климатической зоны, мнений мастеров и опыта использования. Теперь перейдем к комплексным рекомендациям:
- Качественные материалы нельзя купить дешево
Справедливость этого утверждения доказана для всех без исключения областей, и для ПВХ-окон тоже. Если неожиданно предлагают материалы и услуги в 1,5-2 раза дешевле среднерыночной цены, то вариантов три: Первый – это профиль нового, обычно китайского производителя, о безопасности и надежности которого нельзя сказать ничего. Второй – предлагают подделку под профиль VEKA или другой известный бренд. Третий – предлагается профиль авторитетного производителя, но продукция класса С (объектный). Расчет при этом делается на то, что заказчик не разберется, а выполнившей работы фирме-однодневнке не придется отвечать по гарантии.
Если неожиданно предлагают материалы и услуги в 1,5-2 раза дешевле среднерыночной цены, то вариантов три: Первый – это профиль нового, обычно китайского производителя, о безопасности и надежности которого нельзя сказать ничего. Второй – предлагают подделку под профиль VEKA или другой известный бренд. Третий – предлагается профиль авторитетного производителя, но продукция класса С (объектный). Расчет при этом делается на то, что заказчик не разберется, а выполнившей работы фирме-однодневнке не придется отвечать по гарантии.
- Экономьте не на всем
При ограничении бюджета не используйте вариант выбора среднего или самого дешевого варианта для всех элементов конструкции пластикового окна. В данном случае конструкция сборная и логично экономить на деталях, которые можно заменить по ходу эксплуатации. Например, в условиях жесткой экономии выбираем однокамерный стеклопакет без энергосберегающего напыления. Но при этом устанавливаем многокамерный широкий ПВХ-профиль, который позволит позднее установить широкий многокамерный шумозащитный стеклопакет.
- Учитывайте ориентацию окон квартиры
Это позволит и сэкономить, и получить комфортный микроклимат в помещениях. Например, для ориентированного на север окна необходима повышенная теплозащищенность. А для выходящих на южную сторону оконных проемов лучше предусмотреть солнцезащитные стеклопакеты, которые помогут переносить летнюю жару. Не забывайте, что энергосберегающее и солнцезащитное напыление используют в одном стеклопакете, то есть зимой будет теплее, а летом прохладнее.
- Качество монтажа не менее важно, чем качество элементов конструкции ПВХ-окна
Повышенные расходы на широкий 7-микамерный профиль, двухкамерный стеклопакет с энергосберегающим напылением и защитой от шума напрасны, если из щелей в откосах дуют сквозняки, а створки плотно не закрываются. А такой результат дают ошибки при монтаже окна и утеплении, отделке откосов. При этом горе-монтажники ещё и не признают ошибок, а ссылаются на якобы некачественные материалы. Поэтому правильный вариант – заказывать изготовление и установку под ключ у авторитетной компании. В этом случае предоставляется гарантия и на материалы, и на работы.
Поэтому правильный вариант – заказывать изготовление и установку под ключ у авторитетной компании. В этом случае предоставляется гарантия и на материалы, и на работы.
Надеемся, что привели полезную информацию о конструкции окон ПВХ. Схема и полезные советы помогут как теоретически изучить вопрос, так и применить знания на практике.
Как правильно устанавливать пластиковые окна. Инструкция с фото и видео. -Блог
Подробная инструкция по монтажу Для монтажа окон применяйте набор герметизирующих материалов РОБИБАНД НОВИЧЕК
Содержание Скрыть
- Определяемся со сроками
- «Семь раз отмерь, один раз отрежь»
- Демонтируем старое окно
- Подготовка профиля к монтажу
- Анкера или пластины?
- «Сажаем» профиль в оконный проем
- Монтируем отлив окна и заделываем монтажные швы
- Устанавливаем стеклопакеты и створки окна
- Устанавливаем подоконник
Пластиковые окна уже давно перестали быть обязательными атрибутами так называемого евроремонта и элементом демонстрации финансовых возможностей. Сейчас окна из ПВХ и многокамерных стеклопакетов – насущная необходимость, особенно для шумных городов или холодного климата. Однако установка таких окон – дело довольно хлопотное. Малейшие недочеты могут привести к тому, что свои прямые функции – защищать от сквозняков, шума и пыли – таким рамам будет просто не под силу. Но если вы готовы скрупулезно следовать всем правилам установки пластиковых окон и уверены в своих силах – этот материал для вас.
Сейчас окна из ПВХ и многокамерных стеклопакетов – насущная необходимость, особенно для шумных городов или холодного климата. Однако установка таких окон – дело довольно хлопотное. Малейшие недочеты могут привести к тому, что свои прямые функции – защищать от сквозняков, шума и пыли – таким рамам будет просто не под силу. Но если вы готовы скрупулезно следовать всем правилам установки пластиковых окон и уверены в своих силах – этот материал для вас.
Определяемся со сроками
Если есть возможность выбирать время установки окон – лучше заняться этим процессом в достаточно теплое время года, желательно в период с мая по сентябрь. Однако бывает и так, что, по разным причинам, необходимо установить окна – например, при переезде в новую квартиру – и в более холодное время. Правило при этом одно: температура воздуха должна быть не ниже -5 градусов по Цельсию, а все монтажные работы должны производиться в сухую погоду. Однако не стоит заниматься новыми окнами и в сильную жару – последствия такой установки могут быть непредсказуемыми.
«Семь раз отмерь, один раз отрежь»
Итак, вы все-таки решили установить новые красивые окна самостоятельно. В таком случае перед заказом рам и стеклопакетов самое главное – абсолютно точно произвести все замеры, чтобы результат вас не разочаровал, а радовал долгие годы.
Для этого необходимо тщательно измерить оконный проем, куда планируется поставить новое окно, изнутри – его ширину от основания стены, а не от уже имеющихся откосов. Если таковые имеются, то их перед замерами требуется демонтировать. Затем замеряем высоту оконного проема, при этом необходимо учесть, какой у вас в доме подоконник. Если есть возможность его убрать – высота учитывается от основания плиты, на которую предполагается поставить окно. Следующий параметр – это глубина проема. Эти замеры так же должны быть произведены с учетом наличия демонтируемых элементов вроде старой штукатурки, реек и планок старого окна. Таким образом, мы завершили внутренние замеры.
С внешними размерами оконного проема тоже необходимо быть предельно внимательными. Здесь мы имеем дело с теми же параметрами – шириной, высотой и глубиной. При этом вновь нужно учесть наличие демонтируемых частей вроде старой штукатурки, цемента или окантовки низа оконного проема.
Здесь мы имеем дело с теми же параметрами – шириной, высотой и глубиной. При этом вновь нужно учесть наличие демонтируемых частей вроде старой штукатурки, цемента или окантовки низа оконного проема.
При проведении замеров следует учесть, что окно под воздействием температурных колебаний может сужаться и расширяться. Для этого необходимо оставить в оконном проеме соответствующее пространство, минимальный размер которого строго определен.
Так, для окон размерами до 1,2 м достаточно отступа в 15 мм, для окон до 2,2 м – 20 мм, а для окон размером до 3 м – 25 мм.
Не забудьте, что окно не полностью «садится» в оконный проем, а заходит в него лишь на несколько сантиметров. Иными словами, необходимо не менее 4 см расстояния между краями стеклопакета и самой створки, для того, чтобы можно было сделать откосы. Таким образом, заказывать окна имеет смысл лишь после того, как будут произведены все замеры с учетом оконной окантовки и учтены все детали. Не забудьте о фурнитуре и всех необходимых элементах – ручке, москитной сетке, крепления для нее, отлив и подоконник.
Демонтируем старое окно
Демонтаж старого окна – дело хлопотное и достаточно грязное, поскольку пыли будет немало. Поэтому стоит как минимум накрыть пленкой все находящиеся в комнате предметы интерьера. Однако наилучший вариант – если помещение полностью освобождено от мебели, особенно мягкой.
Для демонтажа старого окна вам понадобится зубило, молоток, монтировка, ножовка или электролобзик. Зубило и молоток вполне можно заменить перфоратором. В первую очередь избавляемся от старой форточки либо той створки окна, которая меньше всего по размеру. Затем снимаем большую створку. После этого наступает черед внутренней перегородки между створками – ее необходимо распилить, а затем вынуть из рамы. Далее «разбираем» нижнюю часть старой рамы – также при помощи ножовки или лобзика, а затем демонтируем остальные части окна.
После того, как старую раму демонтировали, необходимо выровнять поверхности, где будет размещаться новое окно. Для этого перфоратором или зубилом и молотком нужно отколоть все неровности, а для того, чтобы можно было установить новый подоконник – этими же инструментами необходимо подготовить по проемам будущего окна бороздки.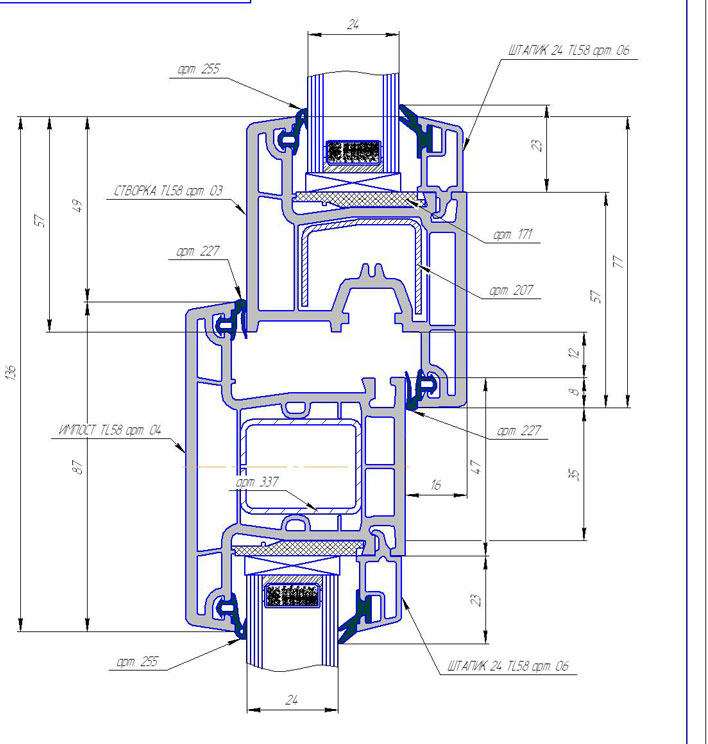
Теперь нужно подготовиться к относительно «чистому» процессу установки нового окна. Для этого полностью освобождаем оконный проем от мусора и пыли. Осыпающиеся поверхности проема необходимо обработать укрепляющими грунтовками.
Особое внимание следует уделить тем местам, куда будут приклеиваться герметизирующие ленты для обеспечения их надежной фиксации. Для этого могут применяться специальные грунтовки (праймеры).
Подготовка профиля к монтажу
Прежде чем установить новое окно, необходимо его разобрать: снять створки и изъять стеклопакеты из глухих частей окна. Поскольку с внешней стороны оконный профиль оклеен защитной пленкой, перед монтажом обязательно нужно избавиться от нее. Необходимо также сразу зафиксировать крепления для москитной сетки, а сливные отверстия закрыть декоративными заглушками.
Немаловажный этап при подготовке оконного профиля к установке – это соблюдение требований по защите монтажного шва или монтаж окон по ГОСТ. В российском климате с высокими перепадами температур даже при самом аккуратном монтаже и использовании окон проблемой может стать появление конденсата, а затем и грибка на стенах, прилегающих к оконному проему. Во избежание этой неприятности рекомендуется использовать пароизоляционные и гидроизоляционные паропроницаемые ленты. На этом этапе, перед установкой оконной коробки в проем, на внутреннею часть четверти проема или на профиль коробки, в место его примыкания к четверти, необходимо наклеить ПСУЛ (паропроницаемая саморасширяющаяся уплотнительная лента).
В российском климате с высокими перепадами температур даже при самом аккуратном монтаже и использовании окон проблемой может стать появление конденсата, а затем и грибка на стенах, прилегающих к оконному проему. Во избежание этой неприятности рекомендуется использовать пароизоляционные и гидроизоляционные паропроницаемые ленты. На этом этапе, перед установкой оконной коробки в проем, на внутреннею часть четверти проема или на профиль коробки, в место его примыкания к четверти, необходимо наклеить ПСУЛ (паропроницаемая саморасширяющаяся уплотнительная лента).
Это позволит обеспечить герметичное примыкание профиля к оконному проему. Для обеспечения герметизации шва изнутри помещения, в соответствии с рекомендациями производителя, к профилю приклеиваются пароизоляционные ленты. Для герметизации примыканий доборных элементов, расширительного и подставочного профиля рекомендуется использовать саморасширяющуюся ленту.
Анкера или пластины?
Один из основных моментов, с которым вам следует определиться до начала монтажа нового окна – это способ крепления. Возможно, вы предпочтете «посадить» оконный профиль на анкера, либо на монтажные пластины. Каждый из этих способов имеет свои особенности, а потому для правильного выбора необходимо учесть ряд нюансов вашего помещения, и в первую очередь, материал, из которого сделаны стены.
Возможно, вы предпочтете «посадить» оконный профиль на анкера, либо на монтажные пластины. Каждый из этих способов имеет свои особенности, а потому для правильного выбора необходимо учесть ряд нюансов вашего помещения, и в первую очередь, материал, из которого сделаны стены.
Если оконный проем – в кирпичной или панельной стене, то разницы, какой вид крепления использовать, практически нет. Но вам однозначно стоит выбрать крепление на монтажные пластины, если вы ставите окна в здании из газобетона или пеноблоков.
К слову, это и самый простой способ крепления, с которым справятся даже непрофессионалы. При этом у вас совершенно точно не произойдет размергетизация стеклопакетов, а вы сэкономите изрядное количество времени. Однако недостаток все же есть – окно на монтажных пластинах может несколько «дрожать» из-за не совсем плотного прилегания скрепляемых элементов друг к другу. Поскольку монтажные пластины крепятся к профилю, а не сквозь него, как в случае с анкерами, когда в профиле делаются отверстия.
Тем не менее, у другого способа крепления – на анкера – есть более существенный недостаток. В случае использования этого метода велика угроза разгерметизации камер нового окна, поскольку профиль просверливают насквозь. Таким образом, баланс температур внутри камер стеклопакета – от самой холодной со стороны улицы до наиболее теплой изнутри помещения может нарушиться.
Более того, крепление на анкера требует определенного профессионализма от установщика, поскольку малейшие неточности при сверлении профиля могут привести к появлению зазоров, неполному закрыванию створок окна и так далее. Однако такое крепление, выполненное с соблюдением всех правил, более прочное и гарантирует отсутствие вибрации при сильном ветре. Более того, вероятность проседания нового окна практически равна нулю.
При необходимости можно использовать оба способа крепления, но все зависит в первую очередь от материала стены, в которой проделан оконный проем. В любом случае, первый крепеж должен быть расположен на расстоянии 12-15 см от внутреннего угла профиля.
А все последующие размещаются на расстоянии 60-70 см друг от друга. При этом на каждой стороне профиля необходимо сделать не менее трех креплений. Расположение элементов крепления зависят от типа профиля, размера и цвета оконной коробки и регламентируются требованиями ГОСТ 30971-2012.
 А все последующие размещаются на расстоянии 60-70 см друг от друга. При этом на каждой стороне профиля необходимо сделать не менее трех креплений. Расположение элементов крепления зависят от типа профиля, размера и цвета оконной коробки и регламентируются требованиями ГОСТ 30971-2012.
А все последующие размещаются на расстоянии 60-70 см друг от друга. При этом на каждой стороне профиля необходимо сделать не менее трех креплений. Расположение элементов крепления зависят от типа профиля, размера и цвета оконной коробки и регламентируются требованиями ГОСТ 30971-2012.«Сажаем» профиль в оконный проем
Перед началом этого этапа работ необходимо добиться выравнивания плоскостей по всем сторонам оконного проема – по ним будем выставлять профиль. Проще всего проверить поверхности при помощи уровня. Для того, чтобы профиль идеально «сел» в проем, нужно вставить его и выровнять по вертикали, подкладывая снизу полимерные монтажные клинья или антисептированные бруски из древесины твердых пород. Такую регулировку проводим строго от верхней части оконного проема.
Только после того, как вы убедитесь в ровной посадке окна в проеме, стоит приступать к его финальной фиксации.
Если вы крепите профиль на монтажные пластины, то начните фиксировать первую из них для начала одним дупель-гвоздем.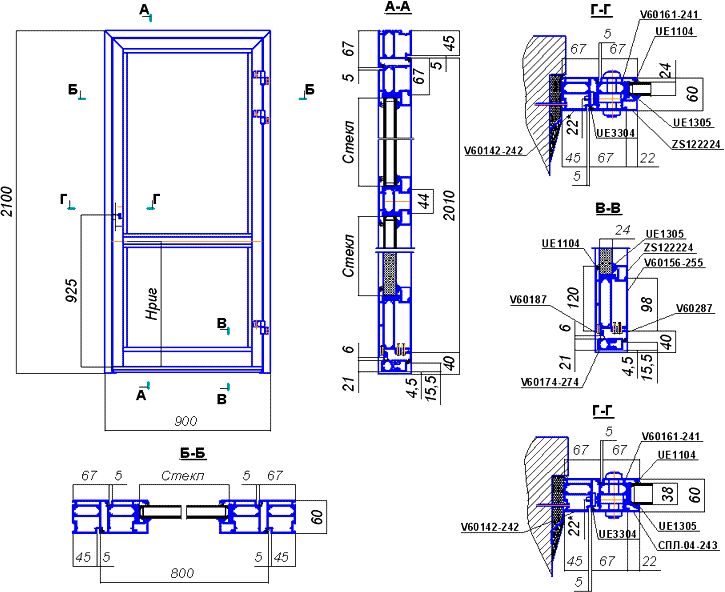 Второй дупель-гвоздь можно пускать в ход только после того, как вы убедитесь при помощи уровня в том, что профиль «сидит» абсолютно ровно.
Второй дупель-гвоздь можно пускать в ход только после того, как вы убедитесь при помощи уровня в том, что профиль «сидит» абсолютно ровно.
Если же вы предпочли работать с анкерами, то после того, как просверлите в стене отверстия, не спешите затягивать вкрученные через отверстия в профиле крепления. Сперва убедитесь в том, что окно «посажено» ровно. И даже если в этом плане все нормально, то затягивать анкера следует очень медленно, следя за тем, чтобы профиль не повело, и его геометрия не нарушилась.
В обоих случаях фиксирующие в оконном проеме профиль деревянные клинья стоит вынимать лишь после окончательной его фиксации креплениями. Причем первыми вынимаем клинья сверху, а затем и с боков окна. Нижние же должны остаться под профилем, поскольку они по сути являются его основанием.
Монтируем отлив окна и заделываем монтажные швы
На этом этапе работ понадобится все те же паронепроницаемая лента и саморезы, а также добавляется монтажная пена. Вновь самое главное – правильные замеры будущего отлива, подгонку производим с помощью ножниц по металлу. Гидроизоляционную паропроницаемую ленту необходимо наклеить на нижней части профиля – она будет защищать шов между окном и стеной снизу под отливом. Для шумоизоляции отлива, к нижней его части приклеивается бутиловая лена или в виде подпорки между отливом и нижней частью проема по внешней кромке устанавливают ленту ПСУЛ. С профилем он должен быть соединен саморезами, предварительно отлив нужно «посадить» в соответствующие пазы окна.
Гидроизоляционную паропроницаемую ленту необходимо наклеить на нижней части профиля – она будет защищать шов между окном и стеной снизу под отливом. Для шумоизоляции отлива, к нижней его части приклеивается бутиловая лена или в виде подпорки между отливом и нижней частью проема по внешней кромке устанавливают ленту ПСУЛ. С профилем он должен быть соединен саморезами, предварительно отлив нужно «посадить» в соответствующие пазы окна.
Для заделки монтажных швов следует использовать специальную монтажную пену для установки окон, с минимальным вторичным расширением, чтобы избежать возможной деформации оконной коробки в процессе ее полимеризации. Сперва обрабатываем шов между стеной и профилем с левой стороны, затем с правой. Завершаем обработку швов по верху и низу окна. Предварительно поверхность стены нужно немного увлажнить. Через несколько минут, когда пена расширилась и начался процесс ее полимеризации, поверх неё на стену наклеиваем вторую часть защитной пароизоляционной ленты по всему периметру окна.
Устанавливаем стеклопакеты и створки окна
Приступаем к одному из финальных этапов монтажа. Для начала необходимо снять защитную пленку с внутренней стороны окна. Затем при помощи специальных подкладок устанавливаем стеклопакет, следя за тем, чтобы он ровно размещался в проеме. Зафиксировать стеклопакет можно, используя фиксирующие планки, забитые в пазы окна. Для этого удобно использовать прорезиненный молоток.
Только потом устанавливаем створку окна на навесы. А после закрепления ручки необходимо произвести регулировку створки как по горизонтали, так и по вертикали. И лишь после этого при необходимости устанавливаем москитную сетку.
Устанавливаем подоконник
От этого этапа во многом зависит, насколько хорошо будет выглядеть ваша работа и насколько удобно вам будет использовать ваше новое окно. При этом подоконник не должен полностью изолировать теплый воздух от батареи от собственно окна.
Готовим «подушку» для подоконника – размещаем деревянные бруски длиной не менее 10 см, которые и будут для него основой. Следует учесть, что подоконник должен быть максимально плотно прижат к окну снизу, при этом угол наклона в сторону помещения не должен превышать 5 градусов.
Следует учесть, что подоконник должен быть максимально плотно прижат к окну снизу, при этом угол наклона в сторону помещения не должен превышать 5 градусов.
Очень важно перед тем, как обработать подоконник снизу монтажной пеной, проверить, насколько хорошо он держится на своем месте. Если вы все сделали правильно, то необходимости применять какие-либо дополнительные способы крепления просто не будет. А для временной фиксации его в оконном проеме, на время высыхания монтажной пены, можете поставить на подоконник груз, например, пятилитровые баллоны с водой.
расчет стоимости онлайн. Окна ПВХ, расчет стоимости онлайн.
| +7 (831) 235-04-70 |
| Отправить чертёж |
| Звоните с 9:00 до 21:00 |
Расчёт пластиковых окон может быть проведён онлайн. Для этого воспользуйтесь нашим калькулятором. Обязательно укажите все требования к окнам для того, чтобы расчёт был максимально верным.
Для этого воспользуйтесь нашим калькулятором. Обязательно укажите все требования к окнам для того, чтобы расчёт был максимально верным.
↕
2 варианта расчёта
Для расчёта стоимости пластиковых окон, нам необходимы точные данные как о размерах оконных проёмов и методе крепления окон к стенам, так и других Ваших пожеланиях (дополнительные опции). Самый точный способ расчёта — вызывать эксперта по замерам (заполнив заявку онлайн).
Отправить чертёж
Если у вас есть чертёж оконных проёмов, отправьте его нам. Наши эксперты смогут рассчитать окна по стоимости.
Однако перед заключением договора наш эксперт всё же должен будет переподтвердить размеры оконных проёмов и спланировать схему монтажа.
Отправить чертеж
Вызвать замерщика
Наш эксперт по замерам приедет к вам домой / в офис в удобное время.
Его цель — измерить точные оконные проёмы для монтажа, продемонстрировать образцы материалов, а также спроектировать схему монтажа.
Вызвать замерщика
Чертёж для расчёта стоимости онлайн
Если Вы впервые заказываете пластиковые окна, расчёт стоимости онлайн рекомендуем выполнять после консультации нашего специалиста (все консультации бесплатны!).
Наш эксперт поможет просчитать окно за считанные минуты, ответит на все возникшие вопросы по виду монтажа и посоветует, какие «фишки» помогут сэкономить на окнах и не потерять в качестве.
Если же Вы уже не первый раз заказываете ПВХ окна и точно знаете, чего хотите, пришлите нам чертёж с размерами через форму ниже.
| Калькулятор пластиковых окон онлайн | |
| Рассчитать пластиковое окно | |
| Окна расчет стоимости |
| Окно пластиковое расчет стоимости | |
| Калькулятор пластиковых окон | |
| Калькулятор остекления балкона |
Вызвать эксперта по замерам
Эксперт по замерам сможет приехать к вам домой (или в офис) в удобное время. Он является инженером, и спланирует схему монтажа, а также рассчитает цену заказа с учётом максимальных скидок.
Он является инженером, и спланирует схему монтажа, а также рассчитает цену заказа с учётом максимальных скидок.
Окно пластиковое — расчёт стоимости онлайн
Онлайн расчёт стоимости окна пвх находится в прямой зависимости от размеров Вашего оконного проёма и дополнительных опций. Расчёт стоимости пвх окна онлайн будет верным лишь для указанных размеров. Чтобы более точно рассчитать окно онлайн желательно вызвать квалифицированного замерщика нашей фирмы (бесплатно), который профессионально снимет индивидуальные размеры ваших окон.
Необходимо помнить, что в цену включаются:
- надёжная инновационная оконная фурнитура Vorne (предохранение от захлопывания, петли с улучшенным креплением), способствующая непроницаемому прилеганию створок – это исключает продувания;
- экологичный (без кадмия), долговечный (более 40 лет), не желтеющий гладкий ПВХ профиль EnWin с однородной поверхностью;
- демонтаж старого окна и вывоз мусора за собой;
- монтаж, соответствующий всем требованиям ГОСТа;
- стоимость доставки;
- гарантия на оконную систему и монтажные работы.

Расчёт стоимости окон позволяет нашим клиентам не просто «сориентироваться по цене» заранее, но и задать себе необходимые вопросы о том, каким именно должно быть окно под заказ.
Ещё раз акцентируем внимание на том, что выбирая у нас пластиковые окна, рассчитать онлайн реально лишь ориентировочную стоимость. Более точный расчёт с учётом персональных потребностей, скидок и акций Вам предоставят наши специалисты после выезда на объект замерщика окон.
Пластиковые окна
Остекление балконов
Остекление коттеджей
Готовые окна
Главная → Калькулятор → Пластиковые окна: расчёт стоимости онлайн
Пластиковые окна
Окна ПВХ
Остекление балконов
Остекление лоджии
Остекление коттеджей
Цены
Калькулятор окон
Готовые окна
Алюминиевые окна
Мансардные окна
Контакты
Услуги
От производителя дешево
Отзывы
Рассчитать стоимость
Доставка и оплата
г. Нижний Новгород
г. Арзамас
Арзамас
г. Дзержинск
г. Выкса
г. Балахна
г. Кстово
г. Павлово
Ежедневно с 9:00 до 21:00.
Вся Нижегородская область.
+7 (831) 235-04-70
Скидка до 40%
© 2011 — 2018. Официальный сайт компании «Окна Навсегда», г. Нижний Новгород. Все права защищены. Не является публичной офертой.
Продолжая использовать сайт, я соглашаюсь с Политикой конфиденциальности без оговорок и исключений. | Карта сайта
Установка пластиковых окон своими руками: этапы монтажа
Содержание
- 1 Из чего состоит пластиковое окно
- 2 Этапы установки пластиковых окон своими руками
- 3 Делаем замеры
- 4 Готовимся к установке
- 5 Технология установки пластиковых окон
- 5.1 Непосредственный монтаж
- 6 Основные ошибки при установке пластиковых окон своими руками
- 6.1 Размер окна выбран неправильно
- 6.2 Некачественная подготовка оконного проема
- 6.3 Игнорирование термоизоляции стены
- 6. 4 Неправильное расстояние между оконной рамой и откосом
- 6.5 Неправильный размер подоконной планки
- 6.6 Некачественное крепление окна ПВХ к стене
- 6.7 Недостаточно монтажной пены
- 6.8 Отсутствие изоляционной ленты
- 7 Видео об установке пластиковых окон своими руками
 4 Неправильное расстояние между оконной рамой и откосом
4 Неправильное расстояние между оконной рамой и откосомОтносительно недавно все жилые дома имели обычные деревянные окна, которые приходилось заклеивать на зиму. Сегодня это уже практически пережиток прошлого. И большинство людей стремится заменить такие окна на современные оконные конструкции из пластика, причем особенно интересует установка пластиковых окон своими руками.
Такое желание потребителя вполне понятно – пластиковые окна имеют не только эстетичный вид, но и служат украшением интерьера. Они еще и гораздо проще в эксплуатации, на порядок дольше служат, да и существенно дешевле своих деревянных аналогов.
Если у вас возникло желание поменять в своей квартире старые окна на современные стеклопакеты, то вы непременно зададитесь вопросом, а можно ли установить пластиковое окно самостоятельно. Насколько сложен монтаж пластиковых окон, и можно ли сделать это самому, не прибегая к помощи специалистов?
Насколько сложен монтаж пластиковых окон, и можно ли сделать это самому, не прибегая к помощи специалистов?
Да, это вполне возможно. Для того, чтобы установить пластиковое окно своими руками, не обязательно иметь строительную специальность. При определенных навыках и хороших инструментах любой человек сможет установить пластиковое окно своими руками.
Давайте разбираться, как это сделать правильно.
Из чего состоит пластиковое окно
Сначала рассмотрим конструкцию пластикового окна. Без этого вы не разберетесь в самом процессе монтажа.
Изготавливают пластиковые окна из специального материала, который называется ПолиВинилХлорид. Поэтому сокращенно пластиковые окна так и называют – окна ПВХ. Как и у любого окна, основной элемент окна ПВХ – это рама из профиля, состоящего из ячеек. Чем больше в раме таких ячеек (еще их называют камерами), тем более теплым будет окно.
Как правило, цвет рамы белый. Хотя пластик может быть и черным, и коричневым, и даже цветным. Самый распространенный и самый бюджетный вариант – пластиковые окна белого цвета.
Самый распространенный и самый бюджетный вариант – пластиковые окна белого цвета.
Кроме того, окно состоит из открывающейся части (створки) и неподвижной части, которую называют «глухарем». В эти части окна и вставляется непосредственно стеклопакет, который прижимается к раме специальной пластиковой планкой. Для герметичности кладется черный резиновый уплотнитель.
На оконные створки устанавливают специальные механизмы, с помощью которых окно открывается и закрывается.
Кроме того, снаружи окно имеет так называемый отлив – небольшая доска, с помощью которой отводятся осадки, и откосы – пластинки, которыми заделываются боковые и верхние части со стороны улицы.
Строение пластикового окна
Этапы установки пластиковых окон своими руками
Все этапы монтажа пластиковых окон своими руками сводятся к следующим:
- тщательное проведение замеров;
- демонтаж старых оконных конструкций;
- подготовка оконных проемов;
- установка окон ПВХ своими руками.
Делаем замеры
Прежде чем заказать, и, соответственно, установить пластиковое окно, необходимо сделать несколько замеров. Причем от того, насколько они будут тщательно проделаны, зависит то, как встанет в оконный проем ваша конструкция. Помните, что точные замеры – это практически половина успеха. Если вы сделаете замеры неправильно, при установке пластиковых окон своими руками конструкция просто не войдет в проем. Кроме того, окна могут начать промерзать.
Для начала нужно внимательно осмотреть проем. Если та часть окна, которая снаружи меньше, то измерения делают по самому узкому месту. Причем крайне желательно сделать их несколько, потому что оконные проемы редко бывают идеально ровными. Находите самую маленькую величину замера, и прибавляете к ней 3. Измеряете высоту, ее значение оставляете таким, какое оно есть.
Если окно и изнутри, и снаружи имеет одинаковый размер, замеры производятся несколько иначе. Нужно измерить ширину и высоту. Потом нужно отнять 5 см от высоты, и 3 – от ширины. Это будет полный размер вашего окна, с шириной и высотой. Отнимаем значения мы для того, чтобы оставить зазоры на установку подоконника и специальную монтажную пену.
Подоконник каждый хозяин выбирает по тому размеру, какой ему хочется. Кому-то нравятся широкие подоконники, кому-то узкие, а кто-то делает их на уровне стены. Это индивидуально, и никаких правил тут нет. Это касается ширины.
Внимание! По длине и подоконник, и отливы надо брать с запасом – примерно на 10 см шире оконного проема.
Готовимся к установке
Установка пластиковых окон своими руками всегда начинается с того, что демонтируется старое окно. Как правило, даже начинающим строителям демонтаж особенно легко удается.
После того, как вы выломали старое окно, нужно внимательно осмотреть проем и убрать все, что может позже отпасть. Если какие-то части проема после демонтажа выступают из стен, их тоже надо убрать, и сгладить поверхности. Выбоины, если они имеются. Следует заделать раствором цемента.
При установке окон ПВХ своими руками, необходимо учесть следующие обстоятельства:
- пластиковую оконную конструкцию следует тщательно закреплять;
- оконную конструкцию необходимо ровно выставить как по горизонтали, так и по вертикали, иначе в будущем ее может просто перекосить;
- нужно обязательно со всех сторон отштукатурить монтажную пену, с помощью которой крепится конструкция, также во избежание в дальнейшем проблем типа деформации.
Технология установки пластиковых окон
Монтируется пластиковое окно своими руками следующим образом:
- с четырех сторон следует зафиксировать конструкцию с помощью клинышков, и определить, насколько точно относительно проема стоит рама;
- закрепить раму специальными болтами;
- прикрепить конструкцию шурупами к деревянной части;
- загерметизировать пластиковую конструкцию с помощью монтажной пены, распределив ее по слегка смоченной водой поверхности.
Однако это очень общие рекомендации, и необходимо остановиться на том, как правильно вставить пластиковое окно своими руками, более подробно.
Начать нужно с того, что существует два разных способа монтажа пластиковых окон своими руками.
Первый способ заключается в том, что в оконной раме сверлят отверстия для специальных анкеров, которые вбивают в стену. Это достаточно непростой способ, однако более надежное крепление.
Крепление пластикового окна анкерами
Второй способ заключается в том, что к раме сначала крепят металлические пластины снаружи, а уже потом эти пластины прикрепляют к стенам. Это значительно более простой и быстрый способ, однако такое крепление не отличается надежностью. Раму может просто перекосить даже при сильном ветре. Поэтому если вы все-таки приняли решение облегчить себе жизнь, и установить пластиковое окно своими руками именно вторым способом, используйте толстые и широкие металлические пластины. В таком случае вы сможете придать своей пластиковой конструкции большую надежность. Однако если в вашем городе бывает очень ветрено, этот способ вам однозначно не годится.
Непосредственный монтаж
Монтаж пластикового окна своими руками первым способом с надежным закреплением осуществляется следующим образом.
Для начала следует проверить, совмещается ли конструкция и оконный проем. Если все в порядке, приступаем непосредственно к монтажу.
Для начала нужно снять створку окна. Для этого:
- поворачиваете оконную ручку вниз, поставив окно в положение «закрыто», и снимаете с помощью отвертки с петель накладки;
- вытаскиваете штифт, который находится на верхней петле;
- открываете затвор, повернув оконную ручку в горизонтальное положение, после чего, приподняв оконную створку, вы легко снимите ее с нижнего штифта.
После того, как вы сняли створку, нужно снять стеклопакет на «глухаре». Для этого:
- вставьте в щель между рамой и штапиком небольшой шпатель или что-нибудь подобное, достаточно прочное, тонкое и неширокое;
- отодвиньте шпателем штапик, пройдя по всей длине, и выньте его из рамы.
После этого уже достаточно легко можно вынуть сам стеклопакет. Главное, чтобы он не выпал из рамы после того, как его перестали удерживать вынутые вами штапики. Чтобы этого избежать, окно должно стоять под наклоном.
Рама освобождена от стеклопакета, и теперь ее следует оклеить по периметру специальной лентой. Эта лента нужна для того, чтобы окно сохраняло тепло.
Как правило, на рамы наклеены белые самоклеящиеся защитные ленты. Их также желательно снять, потому что потом, когда они нагреются на солнце и прилипнут к раме, сплавившись с ней, это будет сложно сделать. А пока ленты снимаются очень легко.
Теперь раму нужно вставить в оконный проем. Для этого понадобятся монтажные клинья, которые ставят по углам (это обязательное требование), а также в других местах, где вы посчитаете это необходимым.
С помощью дрели и сверла делают специальные отверстия, в которые вставляется крепеж. Первое отверстие высверливают на расстоянии 1,5 – 2 см от верхнего края. Нижнее отверстие должно находиться примерно на таком же расстоянии от нижнего угла. Промежуток между двумя креплениями не должен быть больше 5-7 см.
В отверстие забивают, а затем затягивают анкер. При этом затягивать анкер надо аккуратно, стараясь не перетянуть, иначе погнется профиль, а этого допустить нельзя. Эту операцию – затягивание анкеров – продолжают столько раз, сколько необходимо.
После этого снаружи следует установить отливы. Перед установкой следует наклеить на ту часть рамы, которая находится снаружи, самоклеящуюся гидроизоляцию. Сбоку в проемах делают штробы (туда потом нужно будет завести края этих отливов).
На ту часть проема, где отлив обопрется на стену, устанавливают специальный профиль, к которому потом и прикрепят отлив. Если перепад высоты небольшой, профиль можно не устанавливать, а просто нанести слой монтажной пены. Затем отлив следует завести под выступ рамы, и прикрепить к ней саморезами. По нижней границе отлив тоже нужно залить монтажной пеной.
Далее следует залить пеной и сам проем, чтобы между рамой и проемом не осталось никаких щелей и зазоров.
Теперь подробно рассмотрим второй способ установки пластиковых окон своими руками – с помощью пластин.
Этот способ намного проще, хотя, как мы уже говорили, менее надежен. Установка по этому методу предполагает монтаж толстых металлических пластин.
Их следует устанавливать на таком же расстоянии, как и анкера при первом способе монтажа – примерно 2 см от края, и не более 7 см между теми, которые находятся в середине. Металлические пластины просто прикручивают к профилю при помощи саморезов.
Во всем остальном монтаж пластиковых окон своими руками полностью совпадает с первым способом установки. Точно так же по уровню выставляется в трех плоскостях окно, после чего все действия идентичны. Просто, в отличии от первого способа, крепят не саму раму, а металлические пластины, причем крепят их на так называемые дюбель-гвозди. Особенность крепления состоит в том, что сначала сверлят отверстие, затем отгибают металлическую пластину, вставляют в отверстие дюбель, ставят пластину на место и закручивают дюбель.
Основные ошибки при установке пластиковых окон своими руками
Если установить пластиковые окна неправильно, то это может привести к тому, что в доме будет холодно, через неправильно смонтированные отливы в помещение потечет вода. И сами дорогостоящие конструкции быстро придут в негодность. И уж если профессиональные монтажники допускают при установке окон ПВХ иной раз ошибки, то от них, безусловно, не застрахован и любитель, который устанавливает пластиковые окна своими руками.
Давайте рассмотрим 10 самых распространенных ошибок, которые допускаются при установке пластиковых окон.
Размер окна выбран неправильно
Обычно это следствие неправильного, небрежного замера оконного проема, и, соответственно, изготовления неподходящей оконной конструкции. И в случае, если окно слишком большое по размеру. И в случае, если размер сильно маленький, устанавливать такие конструкции просто нельзя.
Некачественная подготовка оконного проема
Если поверхности плохо очищены, на них остался строительный мусор, пыль, выбоины или, напротив, части стены выступают на поверхности проема, монтажная пена не встанет так плотно и ровно, как это необходимо для качественной установки пластиковых окон своими руками. Кроме того, загрязнения такого рода очень хорошо впитывают в себя влагу, и она вскоре окажется внутри вашей квартиры.
Игнорирование термоизоляции стены
Если пластиковое окно будет установлено без учета термоизоляции стены, то на стыках в квартиру будет проникать холодный воздух. Поэтому обязательно надо учитывать слои стен при монтаже пластиковых окон. Если стена состоит из одного слоя, окно должно быть выставлено точно в середине стены. Если стена двуслойная, окно следует установить на самом краю, как можно ближе к изоляции. А если стена трехслойная, то установить окно ПВХ необходимо прямо в плоскости изоляции стены, во избежание теплопотерь.
Неправильное расстояние между оконной рамой и откосом
Если оконная рама расположена слишком близко к откосу, то уплотнение в этом месте будет некачественным, и в этих местах начнет появляться и скапливаться влага. Если же рама, наоборот, расположена слишком далеко от откоса, то появляется риск деформации, поскольку нагрузка на анкеры либо металлические пластины слишком велика.
Неправильный размер подоконной планки
Подоконная планка должна быть несколько уже самой оконной рамы. Если она другого размера, или ее вообще решили не ставить, то под оконную раму будет проникать вода из-за отсутствия нормального уплотнения в этом месте, и как следствие, стена постоянно будет влажной. Металлические детали могут через определенное время просто подвергнуться коррозии.
Некачественное крепление окна ПВХ к стене
Если вы пожалели дюбелей или анкеров, и их слишком мало для того, чтобы прикрепить оконную конструкцию к стене надлежащим образом, со временем положение окна изменится, рама деформируется, и вам будет сложно отрывать и закрывать окно.
Недостаточно монтажной пены
Монтажная пена – практически единственный материал для изоляции оконной конструкции и непосредственно стены, к которой она крепится. Если пены будет мало, то тепло будет уходить. Поэтому зазор между откосом и оконной рамой нужно заполнять как следует, не жалея монтажной пены.
Отсутствие изоляционной ленты
Если вы решили не использовать положенную по ГОСТу изоляционную ленту на внутренней и внешней стороне оконной конструкции, будьте готовы к тому, что теплоизоляция будет постепенно становиться все хуже и хуже. Соответственно, окна придут в негодность гораздо быстрее, чем вам бы того хотелось.
Поэтому если вы решили установить пластиковое окно своими руками, постарайтесь пройти все необходимые этапы и произвести все необходимые действия качественно, аккуратно и не торопясь. Тогда ваши красивые пластиковые окна, установленные своими руками, будут радовать вас и ваших домочадцев долгие годы.
Видео об установке пластиковых окон своими руками
Программы для расчета деревянных и пластиковых окон
Проекты домов и зданий имеют много отдельных областей и направлений. В этой сфере важную роль играет проектирование оконных конструкций. Для эффективного и простого управления ими используется программа для расчёта окон. Она выполняет целую серию важных функций, и, в первую очередь, позволяет экономить громадное количество времени, которое уходит на простые однотипные операции.
Такие программы для расчёта металлопластиковых и деревянных окон особо важны на этапе их производства, они разработаны таким образом, чтобы максимально помочь изготовителю сократить сроки и упростить работу в целом.
Вернуться к оглавлению
Содержание материала
- 1 Лучшие программы для расчёта окон ПВХ
- 2 Программа WH-Окна
- 2.1 Основные аспекты работы программы WH окна
- 3 Специальные программы для расчёта пластиковых окон
- 4 Что лучше использовать для расчёта деревянных окон
Лучшие программы для расчёта окон ПВХ
В принципе, все программы данного типа выполняют одни и те же функции. Со стороны клиента – это возможность визуального проектирования окон и расчёт их стоимости, со стороны заказчика – анализ необходимых материалов, расчёт этапов работы, финансовый учёт и документация. Среди всего многообразия программного обеспечения в этой области можно выделить пять самых популярных:
- Optima Win. Одна из первых подобных программ на российском рынке. Разработана ещё в 1998 году и постоянно обновляется и адаптируется под новые технологии и требования. Этот программный комплекс выбирают те, кто любит простоту и лёгкость в управлении производством.
Расчёт окна в программе Optima Win
- Окна Плюс. Очень хорошо продуманный конструктор изделий, возможности его позволяют не ограничивать себя ни в чём при проектировании окон. Прекрасно подходит для эксклюзивных случаев и необычных заказов. Кроме того, имеет большой спектр документов и учётных журналов, доступна в плане цены, всё просто и понятно в интерфейсе.
Проект окна в программе окна плюс
- Klaes. Германское качество в самом правильном его понятии. Невероятное удобство и многофункциональность, вариации и дополнения для всех видов конструкций, гибкая система настройки, подходящая для любого типа производства от небольших компаний до огромных фирм-производителей, учтены все нюансы и аспекты. Конечно, за качество нужно платить – стоимость такого программного обеспечения немаленькая, но оправдывает она себя на «отлично».
- Окнограф. Удобная программа, простая и функциональная. Позволяет создавать визуальные проекты разнообразных конструкций, включая нестандартные варианты. В плане управления очень хорошая, настройки учитывают все технические нюансы и финансовую составляющую. Режим «живого» времени помогает следить, на каком этапе сейчас конкретный заказ.
- Win Plast. Специально созданная программа для проектирования пластиковых окон. Ничего лишнего, всё очень чётко. Возможности её ограничены – к примеру, рассчитывать программа может лишь окна правильной прямоугольной формы. Подходит, скорее, для массового производства типовых оконных конструкций, чем для составления индивидуальных проектов для частных домов.
Выбор конструкции окна в программе Win Plast
Это далеко не все существующие на сегодня программы такого типа. Многие из них созданы на одной и той же основе и мало чем отличаются друг от друга.
Вернуться к оглавлению
Программа WH-Окна
Существует весьма удобная и простая программа, позволяющая выполнять проектирование окон с учётом размеров и материала, используемого для изготовления рам. Разработчиками предусмотрено наличие пошаговой инструкции, которая прилагается к данной программе, позволяющей в короткие временные сроки освоить принцип работы. Помимо окон данная программа позволяет проектировать также дверные проемы. Причём разработчиками заложена функция проектирования конструкций различных форм.
Проект окна в программе WH окнаОсновные аспекты работы программы WH окна
Программа имеет функцию, позволяющую моделировать форму будущих стеклопакетов. Также она позволяет грамотно учитывать профили и сочетать существующие в базе модели окон, выпускаемые большим количеством производителей подобной продукции строительного рынка. При помощи заложенных в программу функций можно, учитывая профиль оконного блока, просчитать его стоимость с учётом себестоимости используемых материалов для сооружения коробки.
Также данная программа позволяет компоновать имеющуюся у производителя информацию в сопроводительные документы. Можно составлять прайс-листы и отчёты о проделанной работе для предоставления их заказчику.
Вернуться к оглавлению
Специальные программы для расчёта пластиковых окон
В основном, программное обеспечение направлено на работу с ПВХ конструкциями. Они более распространены и востребованы сейчас на рынке. Производители даже чаще предпочитают использовать программы строго для расчёта стоимости пластиковых окон, чем универсальные. Они более простые в управлении и не перенасыщены лишним функционалом.
Главные функции таких программ:
- Для заказчика: визуальные решения конструкций, полный расчёт стоимости продукции.
- Для производителя: расчёт всех элементов и размеров профилей, фурнитуры и разрезов, перечень комплектующих и итоговая себестоимость товара.
На этом видео – пример расчёта пластикового окна на кухне в программе IT Окна Конструктор.
Вернуться к оглавлению
Что лучше использовать для расчёта деревянных окон
Отдельно программы для расчёта деревянных окон редко используются, производители предпочитают комплексные варианты. Одной из лучших по-прежнему остается OptimaWin, как по функционалу, так и по цене. При расчёте оконных конструкций из дерева учитываются особенности и свойства древесины разных пород (что влияет на общий вес, способы креплений и многое другое), а также дополнительная обработка материала. В остальном, принцип работы программ абсолютно идентичный.
Программа для проектирования окон – один из таких примеров, когда высокие технологии в комплекте с профессионализмом дают прекрасный результат.
ТОП программы для расчета ПВХ окон
Бесплатные программы для расчета ПВХ окон
Домовые проекты, а также планы зданий обладают большинством отдельных областей и направлений. В такой области немаловажную роль будет играть процесс проектирования конструкций окон. Для простого и эффективного управления ими применяется программа для расчета ПВХ окон. Она будет выполнять целую серию крайне важных функций, и самое главное, дает возможность здорово сэкономить много времени, которое уйдет на однотипные простые операции.
Подобные программы на ПК для расчета деревянных и металлопластиковых окон крайне важны при их производственном процессе, и они разработаны так, чтобы по максимуму помогать изготовителю сокращать сроки и упрощать работы в целом.
Содержание:
- 1 Лучшие ПО для расчета пластиковых окон
- 2 Программа WH-Окна
- 2.1 Главные аспекты при работе с программой WH-Окна
- 2.2 Специализированные ПО для расчета окон из пластика
- 3 Что лучше применять для расчета окон из древесины
Лучшие ПО для расчета пластиковых окон
В целом, все программы такого типа будут выполнять одинаковые функции.
Среди невероятного многообразия программных компонентов в такой области можно выделять 5 наиболее популярных:
- Optima Win – представляет собой одну из первых программ на рынке РФ разработок. Она была создана еще в 1998 году и регулярно обновляется, а также адаптирована под новейшие технологии и требования. Данный программный комплекс выбирают те, что обожает легкость и простоту в производственном управлении.
- Окна Плюс – довольно хороший и продуманный конструктор изделий, а его функционал дает возможность не ограничивать себя ни в чем при оконном проектировании. ПО идеально подойдет для эксклюзивных случаев, а также для нестандартных заказов. Более того, есть огромный спектр документации и учетных журналов, ценовая доступность, а еще все понятно и просто в интерфейсе.
- Klaes – немецкое качество в самом его грамотном понятии. Это многофункциональность и невероятное удобство, дополнения и вариации для всех конструкционных видов, гибкая система для настройки, которая подойдет для всех производственных типов от маленьких компаний до больших компаний-изготовителей, а также учтены все аспекты и нюансы. Естественно, за качество требуется платить – цена на такое программное обеспечение высока, но она оправдывает себя на все 100%.
- Win Plast – специализированная программа для создания и проектирования окон из ПВХ. В ней нет ничего ненужного, все довольно четко. Ее функционал ограничен – например, рассчитывать программа может только окна с правильной формой, в виде прямоугольника. Подойдет, скорее, для масштабного производства типичных оконных конструкций, нежели для составления индивидуальных и личных проектов для загородных домов.
- Окнограф – довольно удобная в пользовании программа, функциональная и простая. Дает возможность создавать визуализированные проекты различных конструкций, в том числе необычные варианты. В сфере управления ПО довольно хорошая, а настройки будут учитывать все нюансы технического плана, а также финансовую составляющую. В режиме реального времени поможет отследить, на каком этапе определенный заказ.
На самом деле далеко не все имеющиеся на данный момент программы этого типа.
Большинство из них созданы на одной и той же основе, а еще практически не отличаются друг от друга.
Программа WH-Окна
Есть довольно простая и удобная программа, которая позволяет выполнять оконное проектирование при учете габаритам и материала изготовления, применяемого для создания рам. Разработчики предусмотрели наличие инструкций с пошаговым планом, которая прилагается к этой программе, и дает возможность в короткие сроки осваивать рабочий принцип. Помимо окон такая программа дает возможность проектировать еще и дверные проемы.
При этом разработчиками была вшита функция для конструкционного проектирования с разными формами.
Главные аспекты при работе с программой WH-Окна
Какую программу скачать для расчета окон ПВХ? WH-Окна достойна внимания. У данной программы есть функции, позволяющие моделировать форму желанных стеклопакетов. Еще она дает возможность грамотно учесть профили и сочетать и имеющиеся в базе оконные модели, выпускаемые большим числом компаний-производителей такой продукции на строительном рынке. Посредство заложенных в программу возможностей (то есть функций) можно, если учитывать профиль оконного блока, просчитывать его цену с учетом себестоимости применяемых материалов для выстраивания коробки. Кроме того, данное программное обеспечение дает возможность компоновать имеющуюся у компании-изготовителя информацию в документы сопроводительного характера. Можно составлять отчеты о проделанной работе и прайс-листы для предоставления их заказчику.
Специализированные ПО для расчета окон из пластика
В основном, программы направлены на работу с конструкциями ПВХ типа. Она более популярны и востребованы на данный момент на рынке. Компании-изготовители даже чаще отдают предпочтение применять программы строго для того, чтобы рассчитать стоимость пластиковых окон, нежели универсальные.
Они более удобные и легкие в плане управления, а также не перенасыщены излишним функционалом. Основные функции подобного программного обеспечения:
- Для заказчика – визуальные конструкционные решения, полный подсчет цены продукции в готовом виде.
- Для изготовителя – расчет каждого из элемента и габаритов фурнитуры, профилей и разрезов, перечень комплектующих и конечная себестоимость товара.
В представленном видеоролике есть пример расчета пластиковых окон в кухонном помещении в программе IT Окна Конструктор.
Что лучше применять для расчета окон из древесины
Отдельные виды программного обеспечения для расчета окон из древесины довольно редко применяется, а компании-производители отдают предпочтение комплексным вариантам. Одной из самых лучших по-прежнему будет Optima Win, причем и по функционалу, и по стоимости. При расчете конструкций окон из древесины учитывают свойства и особенности древесины различных пород (что будет воздействовать на вес в целом, методы крепления и все остальное), а еще дополнительная обработка материалов. В целом, рабочий принцип программ в полной мере идентичен. Программа для оконного проектирования является одним из тех примеров, когда высокие технологии в комплексе с профессионализмом будут давать невероятный результат.
Sublime Windows — НПВХ
Чертежи САПР Тепловые характеристикиТройное изоляционное стекло толщиной 48 мм с двумя низкоэмиссионными покрытиями
Непластифицированный профиль ПВХ с сердцевиной из композитного стекловолокна
6-камерный каркас с изоляционными вставками из пенополистирола
Три компрессионных уплотнителя защищают от сквозняков и влаги
Отличная звукоизоляция
Армированное волокном ядро для повышения энергоэффективности и снижения веса на 40 %
Идеально подходит как для жилых, так и для коммерческих помещений
Высокая теплоизоляция для пассивного дома и строительства с нулевым потреблением энергии
Чертежи САПР Тепловые характеристики Цветные ламинаты
Тройное изоляционное стекло толщиной 48 мм с двумя низкоэмиссионными покрытиями
Непластифицированный профиль ПВХ с сердцевиной из композитного стекловолокна
6-камерный каркас с изоляционными вставками из пенополистирола
Три компрессионных уплотнителя защищают от сквозняков и влаги
Отличная звукоизоляция
Армированное волокном ядро для повышения энергоэффективности и снижения веса на 40 %
Идеально подходит как для жилых, так и для коммерческих помещений
Высокая теплоизоляция для пассивного дома и строительства с нулевым потреблением энергии
Чертежи САПР Тепловые характеристики Цветные ламинаты
Тройное изоляционное стекло толщиной 48 мм с двумя низкоэмиссионными покрытиями
Непластифицированный профиль ПВХ для жесткой, прочной рамы, полностью пригодной для вторичной переработки
7 — Камерная рама, использующая изоляционные свойства мертвого воздуха
Три компрессионных уплотнителя защищают от сквозняков и влаги
Отличная звукоизоляция
Усиленная оцинкованной сталью створка и рама позволяют использовать окна больших размеров
Идеально подходит как для жилых, так и для коммерческих помещений
Высокая теплоизоляция для пассивного дома и строительства с нулевым потреблением энергии
Чертежи САПР Тепловые характеристики Цветные ламинаты
Тройное теплоизоляционное стекло толщиной 48 мм с двумя низкоэмиссионными покрытиями
Экструзия непластифицированного ПВХ для жесткой, прочной рамы, полностью пригодной для вторичной переработки
6 — Камерная рама, использующая изоляционные свойства мертвого воздуха
Три компрессионных уплотнения защищают от сквозняков и влаги снаружи
Отличная звукоизоляция
Усиленная оцинкованной сталью створка и рама позволяют использовать окна больших размеров
Идеально подходит как для жилых, так и для коммерческих помещений
Высокая теплоизоляция для пассивных Дом и строительство Zero Net Energy
Чертежи САПР Тепловые характеристики Цветные ламинаты
Тройное изоляционное стекло толщиной 42 мм с двумя низкоэмиссионными покрытиями
Непластифицированный профиль ПВХ для жесткой, прочной рамы, которая полностью пригодна для вторичной переработки
5-камерная рама, использующая изоляционные свойства мертвого воздуха
Две компрессионные прокладки защищают от сквозняков и влаги
Отличная звукоизоляция
Усиленная оцинкованной сталью створка и рама позволяют использовать окна больших размеров
Идеально подходит как для жилых, так и для коммерческих помещений
Высокая теплоизоляция подходит для строительства Zero Net Energy
Китайский производитель алюминиевых окон, ПВХ-окна, поставщик кухонных шкафов
Алюминиевые окна
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Окно UPVC
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Горячие продажи продуктов
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Популярные продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/завод, Торговая компания | |
| Деловой диапазон: | Строительство и отделка, Мебель, Товары для офиса | |
| Основные продукты: | Алюминиевое окно , Окно ПВХ , Кухонный шкаф , Гардероб , Ванная комната | |
| Зарегистрированный капитал: | 3000000 юаней | |
| Тип собственности: | Общество с ограниченной ответственностью | |
| Площадь завода: | >2000 квадратных метров |
Компания Shandong Super Window House Co. , Ltd. расположена в красивом международном мегаполисе Циндао, Китай. Производитель дверей и окон из алюминиевого сплава, дверей и окон из ПВХ с хорошей репутацией в северном Китае. Компания была создана в 2009 году, мастерская площадью более 30 000 квадратных метров, с общим объемом инвестиций 50 миллионов долларов США. Фабрика имеет более 20 групп дизайнеров дверей и окон и более 2000 рабочих мастерских. Годовой объем экспорта составляет 200 миллионов долларов США. Товары …
Посмотреть все
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Мистер Брюс Ли
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете? Опубликовать запрос на поставку сейчас
Окна ПВХ Детали DWG для AutoCAD • Designs CAD
РЕКЛАМА
РЕКЛАМА
Дверь – окна пвх – детали
Чертежные этикетки, детали и другая текстовая информация, извлеченная из файла САПР (перевод с французского):
основа, штапик, панель, базовая точка, удлинитель рамы, рекламное уплотнение, уплотнительное стекло, базовый профиль, створка, муфта, полозья полосы, стекло, уплотнительная створка, ливанский университет, институт изящных искусств, раздел:, тема: исполнительный проект, профессора, имя:, проект:, номер доски: а, дата:, капельница, окна, двери, имя, тип, примечание, дерево, ———, алюминий, пвх, раздвижная, петля, силикон, мягкая древесина, номер, фасад, разрез, план, сталь, легенда, номер окна, номер детали, номер листа, номер двери
Необработанные текстовые данные, извлеченные из файла САПР:
01
01
ОСНОВА
Штапик
Панель
Сталь1
Базовая точка
Расширение рамы
Прокладка AD
Стеклянная прокладка
Базовый профиль
створка
Связь
Роликовые полосы
Глас
\А1;68
\А1;70
\А1;12,8
\A1;55
\А1;45
\А1;23
\А1;5
0,0
\А1;10
\А1;1,5
\А1;33
\А1;26
\А1;10
0,0
5
0,0
0,0
0,0
\А1;23
\А1;22
5
0,0
0,0
0,0
5
0,0
0,0
0,0
Прокладка створки
\А1;68
\А1;70
\А1;12,8
\A1;55
\А1;45
\А1;23
\А1;5
0,0
\А1;10
\А1;1,5
\А1;33
\А1;26
\А1;10
0,0
5
0,0
0,0
0,0
\А1;83
\А1;78
\А1;70
\A1;55
\А1;23
\А1;23
\А1;60
\А1;5
0,0
\А1;5
0,0
\А1;8
\А1;39\А1;17
\А1;1,5
0,0
0,0
5
0,0
\А1;11
\А1;23
\А1;3
5
5
0,0
0,0
0,0
0,0
0,0
5
0,0
0,0
0,0
0,0
5
0,0
0,0
0,0
\А1;5
0,0
\А1;10
\А1;1,5
\А1;33
\А1;26
\А1;10
0,0
5
0,0
0,0
0,0
\А1;5
0,0
\А1;5
0,0
\А1;8
\А1;39
\А1;17
\А1;1,5
0,0
0,0
5
0,0
\А1;11
\А1;23
\А1;3
5
5
0,0
\A1;120
\A1;120
\А1;87
\A1;120
\А1;87
\A1;120
\А1;87
\A1;120
\А1;87
\А1;4. 5
\А1;2,5
\А1;15
\A1;120
\A1;120
\А1;87
\А1;Л
\А1;Н
\А1;1/2
\А1;1/2
А
А’
Б
Б’
-12997.74089861102
-12997.74089861102
-12997.74089861102
-12997.74089861102
\А1;87
\А1;210
\А1;80
\A1;160
\А1;210
\А1;210
\A1;160
\А1;4.5
\А1;2,5
\А1;15
ЛИВАНСКИЙ УНИВЕРСИТЕТ
ИНСТИТУТ ИЗЯЩНОГО ИСКУССТВА
РАЗДЕЛ:
МАТЕРИАЛ: PROJET D’EXECUTIF
ПРОФЕССУРЫ
НОМЕР:
ПРОЕКТ:
НОМЕР НА ПЛАНШЕ: A
СВИДАНИЕ :
\LПРИМЕЧАНИЕ
120
87
120
КАПАТЬ
БЕТОН 10 СМ
ПОЛЫЙ БЛОК 10 СМ
НАТУРАЛЬНЫЙ КАМЕНЬ 3 СМ
2 СМ СТУПКА
БЕТОННАЯ ПЕРЕМЫЧКА 20 СМ
НАТУРАЛЬНЫЙ КАМЕНЬ 5 СМ
ПОДРАМКА ИЗ СОСНЫ 2,5 * 5 СМ
РАМА ИЗ СОСНЫ 15 * 4,5 СМ
10*4,5 см РАМА ИЗ ТИКОВОГО ДЕРЕВЯННОГО ДЕРЕВА
120
87
120
ПОЛЫЙ БЛОК 10 СМ
ШТУКАТУРКА 2 СМ
НАТУРАЛЬНЫЙ КАМЕНЬ 3 СМ (ИРСАЛИ)
БЕТОННАЯ ПЕРЕМЫЧКА 20 СМ
НАТУРАЛЬНЫЙ КАМЕНЬ 5 СМ
АЛЮМИНИЕВЫЙ ПРОФИЛЬ 10 СМ
ОКНА
ДВЕРИ
НАТУРАЛЬНЫЙ КАМЕНЬ 3 СМ
БЕТОННАЯ ПЕРЕМЫЧКА 20 СМ
НАТУРАЛЬНЫЙ КАМЕНЬ 5 СМ
АЛЮМИНИЕВЫЙ ПРОФИЛЬ 10 СМ
ШТУКАТУРКА 2 СМ
Д7
87
120
ИМЯ
ДЛИНА (СМ)
ШИРИНА (СМ)
ГЛУБИНА (СМ)
ТИП
ЗАМЕЧАНИЕ
W01
W01
W01
120
ДРЕВЕСИНА
120
10
120
———
120
120
———
120
АЛЮМИНИЕВЫЙ
ПВХ
10
10
210
ДРЕВЕСИНА
———
1 ЛИСТ
80
4
210
———
150
210
———
150
АЛЮМИНИЕВЫЙ
СКОЛЬЗЯЩИЕ
ПВХ
10
10
D01
D02
Д03
7*1,5 СМ АРХИТЕКТОР
ПЕТЛЯ
СТЕКЛО 6 ММ
87
4,5
2,5
15
СТЕКЛО 6 ММ
120
120
87
87
КРЕМНИЙ
БЕТОН 10 СМ
КАПАТЬ
ПОЛЫЙ БЛОК 10 СМ
ШТУКАТУРКА 2 СМ
НАТУРАЛЬНЫЙ КАМЕНЬ 3 СМ (ИРСАЛИ)
БЕТОННАЯ ПЕРЕМЫЧКА 20 СМ
НАТУРАЛЬНЫЙ КАМЕНЬ 5 СМ
БЕТОН 10 СМ
КАПАТЬ
НАТУРАЛЬНЫЙ КАМЕНЬ 5 СМ
НАТУРАЛЬНЫЙ КАМЕНЬ 5 СМ
ПРОФИЛЬ ПВХ 10 СМ
210
80
160
210
210
160
БЕТОННАЯ ПЕРЕМЫЧКА 20 СМ
7*1,5 ДЕРЕВЯННЫЙ АРХИТРЕВ
МЯГКАЯ ДРЕВЕСИНА
РАМА ИЗ СОСНЫ 14 * 4,5 СМ
ВУД ТСК. 2 см
КРЕМНИЙ
ПОЛЫЙ БЛОК 10 СМ
ПОЛЫЙ БЛОК 10 СМ
ШТУКАТУРКА 2 СМ
НАТУРАЛЬНЫЙ КАМЕНЬ 3 СМ
2 СМ СТУПКА
БЕТОННАЯ ПЕРЕМЫЧКА 20 СМ
НАТУРАЛЬНЫЙ КАМЕНЬ 5 СМ
ПРОФИЛЬ ПВХ 10 СМ
КОЛИЧЕСТВО
W01
Д1
А2
7*1,5 СМ АРХИТЕКТОР
ПЕТЛЯ
РАМА ИЗ СОСНЫ 14 * 4,5 СМ
МЯГКАЯ ДРЕВЕСИНА
W01
Д2
А2
W01
Д3
А2
А2
ВЫСОТА
СК. 1/50
А2
РАЗДЕЛ
СК. 1/50
А2
ПЛАН
СК. 1/50
А2
ВЫСОТА
СК. 1/50
А2
РАЗДЕЛ
СК. 1/50
А2
ВЫСОТА
СК. 1/50
А2
РАЗДЕЛ
СК. 1/50
А2
ВЫСОТА
СК. 1/50
А2
РАЗДЕЛ
СК. 1/50
А2
ВЫСОТА
СК. 1/50
А2
РАЗДЕЛ
СК. 1/50
А2
ВЫСОТА
СК. 1/50
А2
РАЗДЕЛ
СК. 1/50
А2
ПЛАН
СК. 1/50
А2
ПЛАН
СК. 1/50
А2
ПЛАН
СК. 1/50
А2
ПЛАН
СК. 1/50
А2
ПЛАН
СК. 1/50
Д1
А2
ДЕТАЛЬ 9СК. 1/5
Д2
А2
ДЕТАЛЬ 10
СК. 1/2
Д3
А2
ДЕТАЛЬ 13
СК. 1/2
Д5
А2
ДЕТАЛЬ 11+18
СК. 1/2
Д6
А2
ДЕТАЛЬ 14
СК. 1/2
Д1
А2
ДЕТАЛЬ 7 + 8
СК. 1/10
Д2
А2
ДЕТАЛЬ 10+11
СК. 1/10
Д3
А2
ДЕТАЛЬ 12+ 13
СК. 1/10
Д4
А2
ДЕТАЛЬ 15+16
СК. 1/10
Д5
А2
ДЕТАЛЬ 10+18
СК. 1/10
Д6
А2
ДЕТАЛЬ 12+19
СК. 1/10
4,5
2,5
15
Д4
А2
ДЕТАЛЬ 17
СК. 1/5
———
2 ЛИСТЬЯ
СКОЛЬЗЯЩИЕ
СКОЛЬЗЯЩИЕ
W01
Д1
А2
W01
Д1
А2
W01
Д1
А2
D01
Д4
А2
D02
Д5
А2
D02
Д6
А2
Д8
Д9
Д10
Д11
Д12
Д13
Д15
Д10
Д18
Д12
Д14
Д14
ИМЯ
ДЛИНА (СМ)
ШИРИНА (СМ)
ГЛУБИНА (СМ)
ТИП
ЗАМЕЧАНИЕ
КОЛИЧЕСТВО
D01
Д4
А2
D01
Д4
А2
D01
Д4
А2
Д17
Д19Д16
СКОЛЬЗЯЩИЕ
СТАЛИ
ЛЕГЕНДА
W01
W01
Д1
А2
D01
D02
Д5
А2
НОМЕР ОКНА
W01
Д1
А2
НОМЕР ОКНА
НОМЕР ДЕТАЛИ
НОМЕР ЛИСТА
НОМЕР ДВЕРИ
D02
Д5
А2
НОМЕР ДВЕРИ
НОМЕР ДЕТАЛИ
НОМЕР ЛИСТА
| Язык | французский |
| Тип чертежа | Деталь |
| Категория | Двери и окна |
| Дополнительные скриншоты | |
| Тип файла | черт. |
| Материалы | Алюминий, Бетон, Стекло, Сталь, Дерево, Другое |
| Единицы измерения | Метрика |
| Зона охвата | |
| Особенности здания | |
| Теги | autocad, ДЕТАЛЬ, детали, дверь, DWG, пвх, окно, windows |
РЕКЛАМА
Введение в программное обеспечение
— Behin Saman Hooshmand Negar
Целью программного обеспечения iwindoor является: создание интеллектуального и эффективного инструмента для производителей окон и дверей, предотвращение ошибок пользователей, уверенное проектирование и производство дверей и окон из ПВХ и алюминия; Как умный коллега.
iwindoor может проектировать различные типы створчатых и раздвижных дверей и окон из алюминия и ПВХ. Это программное обеспечение позволяет нам рисовать различные виды прямоугольных и непрямоугольных, спаренных окон, дверей без порога в удобном для пользователя интерфейсе. Редактировать размеры и детали легко возможно.
iwinddoor увеличивает вашу прибыль за счет сокращения времени и стоимости производства. Функции iwindoor обеспечивают комфорт и уверенность благодаря: графическому отображению оптимизации профиля резки, смешиванию проектов при оптимизации, использованию остатков профилей при оптимизации, расчету размера и угла профиля резки, рисунку стекла и т. д.
Загрузить демоверсию
Дизайн
Различные типы окон и дверей, створчатые и раздвижные, ПВХ, алюминиевые окна могут быть тщательно и быстро спроектированы iwindoor. Вы можете спроектировать большинство непрямоугольных окон, отредактировать их параметры, сдвоенные окна, порог, беспороговую дверь и карниз, рассчитать размеры, углы профилей. Вы можете легко редактировать окна, изменять размеры и систему профилей, аксессуары, а также импортировать элементы из других проектов.
Производство
В iwindoor вы можете добиться минимальных потерь при резке профиля, оптимизируя несколько проектов вместе.
Это программное обеспечение уменьшает использованный профиль со склада и сохраняет остатки профиля для дальнейшей оптимизации. Вы можете выполнять все производственные действия, используя технический план, рабочую карту, список резки стекла и профиля, профиль, стекло и оконную этикетку, а также вы можете получить схему резки стекла, переменные углы и радиус криволинейного профиля.
Оптимизация
Продажа
Вы можете выдавать различные форматы котировок через iwindoor.
Вы можете редактировать рассчитанную цену, используя шаблон, добавление цены и другие расходы, и ее изменения будут сохранены для следующего использования. Для расчета цены по разным профильным системам и выставления альтернативных котировок нет необходимости заново проектировать. Вы можете отправлять и получать проекты между разными компаниями.
Наличие на складе
Опора
Общие
770 роялти бесплатно Клип Арт
151–300 из 778 изображений
окна пвх Стоковые фотографии Окно ПВХ стоковые иллюстрации
Ориентиры:чистый Горизонтальный Панорамный Горизонтальный Панорамный вертикальный Площадь Вертикальный
Переключить субтитры
Макет
GridTitles
Результаты
5075100150250
Балконное окно и дверь из ПВХ
Деревянное окно в стене
Квадратное пластиковое окно
Коробка с макетом пластикового окна с Dieline
Реалистичные деревянные пластиковые окна.
Векторная иллюстрация.Иллюстрация поперечного сечения окна с двойным остеклением. ПВХ пластик или алюминиевый металлический профиль.
Комплект балконных окон и дверей из ПВХ
Квадратное окно из ПВХ с одной створкой
Классическое деревянное окно
Двойное окно с жалюзи вверх и вниз
Современная двойная створка из ПВХ на светлом внутреннем фоне стены. Свободный контур черными чернилами, нарисованный вручную, окно, векторный эскиз, иллюстрация
Изометрическая концепция оконного производства
Белые одинарные металлопластиковые окна с жалюзи.
Закрытые и открытые жалюзи на окна ПВХ. Реалистичный макет окна для дизайна интерьера.Пвх оконные рамы бортовые элементы набор иконок вектор
Изометрическое поперечное сечение через оконное стекло ПВХ-профиль, ламинированное древесное зерно, классический белый. набор диаграмм поперечного сечения застекленных окон.
Шаблон целевой страницы профиля окна ПВХ. Крошечный рабочий персонаж при измерении температуры поперечного сечения стекла
Реалистичные деревянные пластиковые окна. Векторная иллюстрация.
Арочное деревянное окно
Современная двойная створка из ПВХ на светлом внутреннем фоне стены.
Свободный контур черными чернилами, нарисованный вручную, окно, векторный эскизСовременная двойная створка из ПВХ на светлом внутреннем фоне стены. Свободный контур черными чернилами, нарисованный вручную, окно, векторный эскиз, иллюстрация
Простой дизайн значка открытого окна
Векторное белое пластиковое окно
Изометрическая композиция для оконной установки
Изометрический набор для производства окон
Пластиковые окна ПВХ вектор. Роликовые шторы. открытые и закрытые. Передний план. Элемент дизайна домашнего окна. Изолированные на прозрачном фоне реалистичные иллюстрации
Концепция производства, доставки и установки пластиковых окон.
Служба персонажей рабочих-установщиков, установка стекла из ПВХВид на деревянные оконные рамы.
Вид на деревянные оконные рамы.
Коробка с макетом пластикового окна с Dieline
Установка окон. Современное прозрачное стекло с пластиковыми рамами из ПВХ Процессы ремонта Рабочие ремонтируют двери и окна Яркая векторная плоская иллюстрация
Коричневое окно с прозрачным стеклом
Пластиковая оконная стеклянная векторная рамка. Пластиковые окна стены изолированные панели здания внешний фон
Иллюстрация Окно с двойным остеклением.
Пластиковый профиль ПВХ.Пластиковая оконная рама в доме. Векторное стеклянное пластиковое окно Closedm Office Inside Illustration, Blue Sky Outside
Деревянное раздвижное окно
Белая открытая дверь
Вид на деревянные оконные рамы.
Tiny Worker At Window Pvc Profile Вид в поперечном сечении Измерение температуры поверхности стекла, представляя пластиковое стекло
Деревянное классическое винтажное открытое окно
Комплект окон ПВХ
Закрытое ретро-окно дома, внешний винтажный вид с цветочными горшками, домашними растениями, подоконником, изолированными цветущими розами.
Современная двойная створка из ПВХ на светлом внутреннем фоне стены. Свободный контур черными чернилами, нарисованный вручную, окно, векторный эскиз
Оконный профиль
Набор иконок линии окна
Интерьер пустой комнаты с открытым окном
Закрыть окно Изометрический вид
Белая балконная дверь
Значок векторного пластикового окна
Пластиковые окна ПВХ вектор. Двукрылый. открытые и закрытые. Передний план. Элемент дизайна домашнего окна. Изолированные на прозрачном фоне реалистичные иллюстрации
Плоская иллюстрация окна
Большое окно из ПВХ в кирпичной стене
Иллюстрация пластикового окна
Окно ПВХ одностворчатое с полуоткрытой створкой.
Реалистичный шаблон макета пластикового окна. белая рамка оконного стекла с прозрачным стеклом.Изометрическая композиция оконного производства
Премиум шаблон целевой страницы окна. Крошечный мужской персонаж с огромным термометром в профиле из ПВХ, представляющий пластиковое стекло
Коричневое окно с рольставнями, поднимающимися и закрывающимися, набор
Открытое пластиковое окно дома Современная синяя иллюстрация на прозрачном фоне с подоконником, стеклом.
Windows с дизайном логотипа внешнего навеса. Полосатый навес векторного дизайна фасадов зданий
Реалистичные деревянные пластиковые окна.
Векторная иллюстрация.Классическое деревянное окно
Старая кирпичная стена с окном. Бесшовный узор
Векторная иллюстрация открытого для вентиляции окна
Деревянное деревянное окно в стене в векторной графике. в стене
Пустая комната с окном и городским пейзажем
Иллюстрация Окно с двойным остеклением. Пластиковый профиль ПВХ.
Изометрическая блок-схема производства окон
Пустая комната с большим окном
Вид на деревянные оконные рамы.
Иллюстрация поперечного сечения окна с двойным остеклением. ПВХ пластик или алюминиевый металлический профиль.
Комплект окон ПВХ
Классическая белая входная дверь
ПВХ арочные окна с тентом
Окно Вертикальная жалюзи с плоской линией. Векторная иллюстрация контура слепого занавеса. Тонкий линейный знак черного цвета для домашнего декора
Закрытый белый пластиковый балкон застекленный ПВХ, вид спереди.
Белые двойные металлопластиковые окна с жалюзи. Реалистичные жалюзи для окон ПВХ. Закрытые и открытые окна со ставнями для оформления интерьера
Современная икона окна, изометрический стиль
Набор старинных деревянных или деревянных оконных рам.
Иллюстрация векторного контура аркообразного окна
Значок производства окон из ПВХ
Черное окно с прозрачным стеклом
Иллюстрация векторного контура аркообразного окна
Реалистичные пластиковые окна с белой рамкой. Шаблон макета двойного пластикового окна. Рамка оконного стекла и прозрачная панель для наружного дизайна интерьера.
Изометрические элементы окон ПВХ
Защита от солнца с двойным остеклением. Пластиковый профиль ПВХ. Инфографика, показывающая свойства.
Значок окна на крыше, изометрический стиль
Изометрическая композиция оконной установки
Установка пластиковых окон.
Устранение внутренних проблем с дверями из ПВХ и оконными рамами Профессиональные рабочие Яркие векторные плоские изображения НаборИллюстрация векторного контура значка с двумя половинами окна
Деревянное раздвижное окно
Вид на деревянные оконные рамы.
Набор иконок современного окна
Белое окно с прозрачным стеклом
Иллюстрация векторного контура окна со ставнями
Белое открытое двойное окно
Набор иконок круглой линии окна
Набор изолированных белых пластиковых ПВХ разных балконных дверей и блоков с комнатными окнами с ручкой, блики на стекле
Вид на деревянные оконные рамы.
Оконный установщик Персонажи Строительство дома и услуги плотника, установка пластиковых оконных стекол
Комната с окном и городским пейзажем
Пластиковое окно и дверь с рольставнями Макет
Значок прямоугольного окна, изометрический стиль
Энергосберегающее окно из пластикового профиля. Три прозрачных стекла. Векторная иллюстрация
Горизонтальная оконная рама или листовой шаблон Реалистичная векторная иллюстрация изолирована.
Изометрическая концепция оконного производства
Современная двойная створка из ПВХ на светлом фоне внутренней стены.
Свободный контур черными чернилами, нарисованный вручную, окно, векторный эскизРеалистичный шаблон макета пластикового окна. Двойное окно ПВХ с полуоткрытыми створками. Рамка оконного стекла с прозрачным стеклом для наружного дизайна интерьера.
Классическая белая входная дверь
Арочная дверь с окном
Вид на деревянные оконные рамы.
Белое пластиковое окно
Звуконепроницаемое оконное стекло Неоновая светящаяся икона Иллюстрация
Иконка «Стеклянное окно», стиль контура
Комплект пластиковых окон ПВХ
- Иллюстрация
Пластиковое окно, секционное остекление на клетчатом фоне
Изометрические элементы окон ПВХ
Защитный чехол оконного стекла Значок векторного контура Иллюстрация
Черная балконная дверь
Иллюстрация поперечного сечения окна с двойным остеклением.
ПВХ пластик или алюминиевый металлический профиль.Вид на деревянные оконные рамы.
Окно, большая белая стеклянная рама, внутренняя конструкция, изолированная
Комплект окон ПВХ
Современное узкое окно с прозрачным стеклом в тонкой раме. Векторный элемент интерьера комнаты
Вид на деревянные оконные рамы.
Комната с панорамным окном
большое тройное пластиковое окно на белой стене. Реалистичный шаблон макета пластикового окна. Белая рамка оконного стекла с прозрачной панелью.
Москитная сетка с рамкой для значка и символа окон из ПВХ.
Белое окно с прозрачным стеклом
Белое окно с синей стеклянной векторной плоской иконой
Оконная рама из пластикового профиля. Два прозрачных стекла. Вид в разрезе. Векторная иллюстрация
Арочное окно, состоящее из векторного контура квадратных очков, иллюстрация
Окно из многослойного стекла Изометрическая икона Векторная иллюстрация
Арочное окно и дверь
Набор круглых икон современного окна
Иллюстрация векторного контура значка с двумя половинами окна
Иллюстрация векторного глифа значка ручки управления окном
Комната с огромным окном
Старинное деревянное окно с видом на море
Набор иконок современного окна
Металлопластиковое окно с белой рамой.
Реалистичный шаблон макета пластикового окна для наружного дизайна интерьера. Рамка оконного стекла и прозрачная панель.Современная икона окна, изометрический стиль
Противоударное стекло в окне Неоновая светящаяся икона Иллюстрация
Окно подводного пейзажа
Набор шаблонов целевых страниц пластиковых окон. Изготовление, доставка, установка стекла ПВХ. Установка рабочих персонажей
Окно со ставнями Изометрическая иконка Векторная иллюстрация
Лобовое стекло Окно каракули значок рисованной иллюстрации
Двойное окно с роликом
Арочная дверь с окном
Иллюстрация векторного контура значка размеров окна
Защитный чехол для оконного стекла Neon Glow Icon Illustration
Значок окна балкона, изометрический стиль
Следующая страница
Виниловые окна — Проемы — Скачать бесплатные чертежи САПР, блоки AutoCad и чертежи САПР
ВсеВсе ▾CADBIMSpecsSpecwizardsCatalogsVideosCertifications > Вакансии > 08 53 13 — Виниловые окна
Бесплатные архитектурные чертежи и блоки САПР для загрузки в формате dwg или pdf
форматы для использования с AutoCAD и другим программным обеспечением для 2D- и 3D-дизайна.
Загружая и используя любые чертежи ARCAT CAD, вы соглашаетесь с следующее лицензионное соглашение.
0100 – Новая конструкция с одной подвеской
скачать: DWG Посмотреть: PDF
0102 – Новая конструкция 2-х этажное раздвижное окно
скачать: DWG Посмотреть: PDF
0103 – Новое строительство 3-х этажное раздвижное окно
скачать: DWG Посмотреть: PDF
0104 – New Construction Fixed Lite
скачать: DWG Посмотреть: PDF
0151 – Новый строительный навес
скачать: DWG Посмотреть: PDF
0171 – Новая конструкция створчатого окна
скачать: DWG Посмотреть: PDF
01HP – высокопроизводительная новая конструкция с одинарной подвеской
скачать: DWG Посмотреть: PDF
0301 – Новая конструкция с двойной подвеской
скачать: DWG Посмотреть: PDF
03A0 – Сменный одиночный подвесной
скачать: DWG Посмотреть: PDF
03A2 – Замена 2-х дневного одинарного раздвижного окна
скачать: DWG Посмотреть: PDF
03A3 – Замена 3-х литрового раздвижного окна
скачать: DWG Посмотреть: PDF
03A4 – замена Fixed Lite
скачать: DWG Посмотреть: PDF
03A9 – Сменное раздвижное окно 3-Equal Lite
Скачать: DWG Посмотреть: PDF
0501 – Сменный двойной подвес
скачать: DWG Посмотреть: PDF
0502 – сменное 2-х этажное раздвижное окно
скачать: DWG Посмотреть: PDF
0503 – Запасное 3-х этажное раздвижное окно
скачать: DWG Посмотреть: PDF
0504 – замена Fixed Lite
скачать: DWG Посмотреть: PDF
0509 – сменное раздвижное окно Equal Lite
скачать: DWG Посмотреть: PDF
0951 – Запасное тентовое окно
скачать: DWG Посмотреть: PDF
0970 – сменное фиксированное створчатое окно
скачать: DWG Посмотреть: PDF
0971 – Замена створки окна
скачать: DWG Посмотреть: PDF
1106 – Патио-дверь новой конструкции
скачать: DWG Посмотреть: PDF
11I5 – Прибрежная раздвижная дверь нового строительства
скачать: DWG Посмотреть: PDF
3001 – сменный двойной подвес
скачать: DWG Посмотреть: PDF
3002 – Замена 2-х литрового раздвижного окна
скачать: DWG Посмотреть: PDF
3003 – Замена 3-х дневного раздвижного окна
скачать: DWG Посмотреть: PDF
3004 — замена Fixed Lite
скачать: DWG Посмотреть: PDF
3009 – сменное раздвижное окно Equal Lite
скачать: DWG Посмотреть: PDF
3100 – прибрежная новая конструкция с одной подвеской
скачать: DWG Посмотреть: PDF
3102 – новостройка Coastal 2-х этажное раздвижное окно
скачать: DWG Посмотреть: PDF
3104 – Прибрежная новая конструкция, стационарная облегченная
скачать: DWG Посмотреть: PDF
3109 – сменное раздвижное окно Coastal 3-lite
скачать: DWG Посмотреть: PDF
5102 – Раздвижная дверь патио на заказ
скачать: DWG Посмотреть: PDF
51I5 – Запасная раздвижная дверь патио
скачать: DWG Посмотреть: PDF
5203 – Раздвижная дверь патио Coastal
скачать: DWG Посмотреть: PDF
6102 – Раздвижная дверь патио 2-lite
скачать: DWG Посмотреть: PDF
6402-6475 3-дюймовая створка в сборе – 2-створчатая раздвижная дверь патио
скачать: DWG Посмотреть: PDF
6402-6475 5-дюймовая створка в сборе – 2-дюймовая раздвижная дверь патио
Загрузка: DWG Посмотреть: PDF
6402-6475 Французская створка в сборе – раздвижная дверь патио 2-lite
скачать: DWG Посмотреть: PDF
6422 3-дюймовая створка в сборе – 3-дюймовая раздвижная дверь патио
скачать: DWG Посмотреть: PDF
6422 5-дюймовая створка в сборе – 3-дюймовая раздвижная дверь патио
Загрузка: DWG Посмотреть: PDF
6422 Французская створка в сборе – раздвижная дверь патио 3-lite
скачать: DWG Посмотреть: PDF
i201hp — запасная модель Coastal с двойной подвеской
скачать: DWG Посмотреть: PDF
i204hp — замена фиксированной модели Coastal Lite
скачать: DWG Посмотреть: PDF
i951 – сменный тент Coastal
скачать: DWG Посмотреть: PDF
i970hp — запасное окно с неподвижной створкой для прибрежной зоны
скачать: DWG Посмотреть: PDF
i971hp — сменное створчатое окно Coastal
скачать: DWG Посмотреть: PDF
1700
скачать: DWG Посмотреть: PDF
1702
скачать: DWG Посмотреть: PDF
1703
скачать: DWG Посмотреть: PDF
1704
скачать: DWG Посмотреть: PDF
1709
скачать: DWG Посмотреть: PDF
1900
скачать: DWG Посмотреть: PDF
1901
скачать: DWG Посмотреть: PDF
1902
скачать: DWG Посмотреть: PDF
1903
скачать: DWG Посмотреть: PDF
1904
скачать: DWG Посмотреть: PDF
1909
скачать: DWG Посмотреть: PDF
1914
скачать: DWG Посмотреть: PDF
1700
скачать: DWG Посмотреть: PDF
1702
скачать: DWG Посмотреть: PDF
1703
скачать: DWG Посмотреть: PDF
1704
скачать: DWG Посмотреть: PDF
1709
скачать: DWG Посмотреть: PDF
1900
скачать: DWG Посмотреть: PDF
1901
скачать: DWG Посмотреть: PDF
1902
скачать: DWG Посмотреть: PDF
1903
скачать: DWG Посмотреть: PDF
1904
скачать: DWG Посмотреть: PDF
1909
скачать: DWG Посмотреть: PDF
1914
скачать: DWG Посмотреть: PDF
G3 Intl Окно маркизы
скачать: DWG Посмотреть: PDF
G3 Intl Створчатое окно
скачать: DWG Посмотреть: PDF
Виниловое (ЕС) створчатое окно
Загрузка: DWG Посмотреть: PDF
Винил (ЕС) Неподвижное окно
Загрузка: DWG Посмотреть: PDF
Виниловое (ЕС) окно бункера
Загрузка: DWG Посмотреть: PDF
Виниловое (ЕС) поворотно-откидное окно
скачать: DWG Посмотреть: PDF
Виниловое (NA) створчатое окно
Загрузка: DWG Посмотреть: PDF
Винил (NA) Неподвижное окно
Загрузка: DWG Посмотреть: PDF
Виниловое (NA) окно бункера
Загрузка: DWG Посмотреть: PDF
Виниловое (NA) поворотно-откидное окно
скачать: DWG Посмотреть: PDF
03S0 – Новая конструкция/замена одинарной подвески
скачать: DWG Посмотреть: PDF
03S2 – Новая конструкция/Замена 2-х литрового одинарного раздвижного окна
скачать: DWG Посмотреть: PDF
03S3 – Новая конструкция/Замена 3-х этажного раздвижного окна
Загрузка: DWG Посмотреть: PDF
03S4 – Новая конструкция/замена фиксированного облегченного
скачать: DWG Посмотреть: PDF
03S9 – Новая конструкция/замена раздвижного окна Equal Lite 3-lite
скачать: DWG Посмотреть: PDF
3A01 – Новая конструкция/Замена двухподвесной
Загрузка: DWG Посмотреть: PDF
3A02 – Новая конструкция/Замена двухслойного раздвижного окна
Загрузка: DWG Посмотреть: PDF
3A03 – Новая конструкция/Замена 3-х этажного раздвижного окна
Загрузка: DWG Посмотреть: PDF
3A04 – Новая конструкция/замена Fixed Lite
Скачать: DWG Посмотреть: PDF
3A09 – новая конструкция/замена раздвижного окна Equal Lite 3-lite
скачать: DWG Посмотреть: PDF
6502 3-дюймовая створка в сборе – 2-дюймовая раздвижная дверь патио
Загрузка: DWG Посмотреть: PDF
6502 5-дюймовая створка в сборе – 2-створчатая раздвижная дверь патио
скачать: DWG Посмотреть: PDF
6502 Французская створка в сборе – раздвижная дверь патио 2-lite
скачать: DWG Посмотреть: PDF
6522 3-дюймовая створка в сборе – 3-дюймовая раздвижная дверь патио
Загрузка: DWG Посмотреть: PDF
6522 5-дюймовая створка в сборе – 3-створчатая раздвижная дверь патио
скачать: DWG Посмотреть: PDF
6522 Французская створка в сборе – раздвижная дверь патио 3-lite
скачать: DWG Посмотреть: PDF
A172 – раздвижная дверь патио 2-lite
скачать: DWG Посмотреть: PDF
A173 – Раздвижная дверь патио 3-lite
скачать: DWG Посмотреть: PDF
A175 – 4-х дневная раздвижная дверь патио
скачать: DWG Посмотреть: PDF
A193 – распашная французская дверь
скачать: DWG Посмотреть: PDF
A270 — серия 70 Новая конструкция/замена фиксированной версии Lite
Загрузка: DWG Посмотреть: PDF
A272 — серия 70 Новая конструкция/замена 2-х этажного одинарного раздвижного окна
скачать: DWG Посмотреть: PDF
A273 – Серия 70 Новая конструкция/Замена 3-х этажного раздвижного окна
Загрузка: DWG Посмотреть: PDF
A280 — серия 80 Новая конструкция/замена фиксированной версии Lite
скачать: DWG Посмотреть: PDF
A282 – серия 80 Новая конструкция/замена 2-х этажного одинарного раздвижного окна
скачать: DWG Посмотреть: PDF
A283 – Серия 80 Новая конструкция/Замена 3-х этажного раздвижного окна
Загрузка: DWG Посмотреть: PDF
A390 — серия 90 Новая конструкция/замена фиксированной версии Lite
Загрузка: DWG Посмотреть: PDF
A392 — Серия 90 Новая конструкция/ замена 2-х литрового одинарного раздвижного окна
скачать: DWG Посмотреть: PDF
A393 – Серия 90 Новая конструкция/Замена 3-х этажного раздвижного окна
Загрузка: DWG Посмотреть: PDF
A501 – сменный двойной подвес
скачать: DWG Посмотреть: PDF
A502 – сменное 2-х этажное раздвижное окно
скачать: DWG Посмотреть: PDF
A503 – Замена 3-х литрового раздвижного окна
скачать: DWG Посмотреть: PDF
A504 — Сменный фиксированный Lite
скачать: DWG Посмотреть: PDF
A509 – сменное раздвижное окно Equal Lite 3-lite
скачать: DWG Посмотреть: PDF
A570 – Серия 70 Новая конструкция/Замена Fixed Lite
скачать: DWG Посмотреть: PDF
A571 – Серия 70 Новая конструкция/Замена одинарной подвески
Загрузка: DWG Посмотреть: PDF
A580 — серия 80 Новая конструкция/замена фиксированной версии Lite
Загрузка: DWG Посмотреть: PDF
A581 – серия 80 Новая конструкция/замена одинарной подвески
скачать: DWG Посмотреть: PDF
A680 – Новая конструкция с фиксированной створкой
скачать: DWG Посмотреть: PDF
A681 – Новая конструкция навесного окна
скачать: DWG Посмотреть: PDF
A682 – новое створчатое окно
скачать: DWG Посмотреть: PDF
A690 – сменная фиксированная створка
скачать: DWG Посмотреть: PDF
A691 – Запасное тентовое окно
скачать: DWG Посмотреть: PDF
A692 – сменное створчатое окно
скачать: DWG Посмотреть: PDF
A770 — серия 70, новая конструкция/замена, фиксированная облегченная версия
скачать: DWG Посмотреть: PDF
A780 – Серия 80 Новая конструкция/Замена Fixed Lite
Загрузка: DWG Посмотреть: PDF
A991 – Серия 90 Новая конструкция/Замена с одинарной подвеской
Загрузка: DWG Посмотреть: PDF
B193 – Распашная французская дверь
Загрузка: DWG Посмотреть: PDF
© 2022 ARCAT, Inc.