|


 Как известно, при подключении трёхфазного двигателя в бытовую сеть теряется до 50% мощности, поэтому при отсутствии 380 вольт нужно учесть все потери.
Как известно, при подключении трёхфазного двигателя в бытовую сеть теряется до 50% мощности, поэтому при отсутствии 380 вольт нужно учесть все потери. ..
..Самодельные станки и оборудование для холодной ковки
Автор На чтение 6 мин Просмотров 496 Опубликовано
Холодная ковка — это интересный творческий процесс, позволяющий не только реализовать себя, но и иметь неплохой стабильный заработок.
Холодная ковка металла может принести дополнительный доход.Изготовить самодельные станки для холодной ковки сможет любой желающий, если есть минимальные навыки работы с инструментом и желание работать.
Содержание
- Самодельные цельные улитки
- Улитка наборная
- Изготовление торсиона
Самодельные цельные улитки
Для выполнения работ вам понадобятся:
- Сталь листовая.
- Пруток.
- Труба профильная.
- Полоса стальная.
- Сварочный аппарат.
- Рулетка.
- Маркер.
- Бумага и карандаш.
- Болгарка.
- Плоскогубцы.
Чаще всего в процессе холодной ковки возникает необходимость в изготовлении спиралей, для чего и были разработаны улитки разного рода. На практике применяется 2 типа улиток: цельные изделия из металла и наборные конструкции. Причем оба варианта могут быть ручными или с дополнительным приводом, облегчающим работу. В итоге рисунок получается у обеих одинаковый — спираль Архимеда, у которой всегда идет равное удаление каждого последующего витка.
Причем оба варианта могут быть ручными или с дополнительным приводом, облегчающим работу. В итоге рисунок получается у обеих одинаковый — спираль Архимеда, у которой всегда идет равное удаление каждого последующего витка.
Проще всего изготовить комплект цельных изделий, т.к. тут не потребуется воображение и не нужна особая точность при работе с инструментом. Процесс легко разделяется на этапы:
- На миллиметровой бумаге делается рисунок будущей спирали таким образом, чтобы в нее легко устанавливался армирующий прут 10 мм. Рисунок выполняется обычно на 3 витка, т.к. больше и не потребуется (виток № 4 отнимет столько же прута, сколько 1 и 3 вместе взятые). Сразу же делается четкое разделение спиралей, чтобы потом можно было без проблем этим воспользоваться. Самая первая спираль отделяется таким образом, чтобы при продевании прута можно было зацепиться за «хвостик».
- Вырезаются 2 пластины из листовой стали 10*10 см и 1 пластина 13*13 см, 3 отреза по 7 см профильной трубы, 3 см прутка и 3 полоски стальной полосы в зависимости от получившихся результатов на миллиметровке.
 Вся работа проделывается максимально качественно, а оставшиеся острые углы и заусеницы правятся наждаком.
Вся работа проделывается максимально качественно, а оставшиеся острые углы и заусеницы правятся наждаком. - Стальная полоса изгибается плоскогубцами по шаблону. Каждая следующая полоса начинается сначала, но имеет большую длину, т.к. при работе они будут заменяться.
- При помощи сварочного аппарата приваривается получившаяся улитка, причем 2 короткие на пластинки 10*10 см, а самая длинная на 13*13 см. Важно, чтобы центральные части идеально совпадали, иначе при работе будет повышен износ, а это чревато необходимостью дополнительных отвлечений. При работе сварочным аппаратом нужно делать швы полностью, чтобы не было ни одной не проваренной точки.
- В начале самой короткой спирали устанавливается отрезок прутка для фиксации обрабатываемой детали. При его установке нужно быть внимательным, чтобы не сделать что-то неточно. Фиксация осуществляется сварочным аппаратом по всему периметру.
- В самом конце приваривается снизу по центру профильная труба.
 Вся работа проделывается максимально качественно, а оставшиеся острые углы и заусеницы правятся наждаком.
Вся работа проделывается максимально качественно, а оставшиеся острые углы и заусеницы правятся наждаком.Вернуться к оглавлению
Вам может быть интересно: Сайт о стройматериалах.

Улитка наборная
Инструменты для холодной ковки значительно проще и удобней в обращении нежели для горячей.- Вырезается 1 пластинка 15*15 см, 3 см прутка, 7 см профильной трубы и по шаблону стальная полоса. Данный этап гораздо проще аналогичного, описанного выше.
- При помощи плоскогубцев выгибается стальная полоса, но на данный момент ее нужно делать с идеально завернутыми углами, т.к. нагрузки будут немного большие, нежели у упрощенного аналога.
- Прикладывается стальная полоса к пластине и обводится маркером (черный или красный, т.к. другие видно будет плохо). Обводка осуществляется с 2-х сторон, чтобы в итоге получилась светлая полоса на пластине, обведенная 2-мя темными.
- Стальная полоса разрезается на составные части, которые потом будут осуществляться для набора. Каждый элемент шлифуется наждаком движениями к центру, после чего по нижнему ребру с шагом 3 см привариваются маленькие отрезки прутка по 1 см длиной. Исключением остается только центральный элемент спирали, т.к. он будет привариваться к пластине.
- Наборные элементы прикладываются к пластине, «ножки» обводятся маркером, после чего в обведенных местах делаются отверстия при помощи дрели. Отверстия должны быть такого диаметра, чтобы пруток входил в них впритык, а конструкция сверху не имела свободного хода. Таким образом можно будет добиться идеального показателя прочности.
- Приваривается пруток и профильная труба. Их монтаж ничем не отличается от описанного выше варианта.
 Каждый элемент шлифуется наждаком движениями к центру, после чего по нижнему ребру с шагом 3 см привариваются маленькие отрезки прутка по 1 см длиной. Исключением остается только центральный элемент спирали, т.к. он будет привариваться к пластине.
Каждый элемент шлифуется наждаком движениями к центру, после чего по нижнему ребру с шагом 3 см привариваются маленькие отрезки прутка по 1 см длиной. Исключением остается только центральный элемент спирали, т.к. он будет привариваться к пластине.https://moyakovka.ru/youtu.be/KoEVVQ1tm7k
На практике фактические отличия лишь в строении улитки и необходимой точности исполнения детали, но именно этот фактор и служит самой большой загвоздкой. Многие профессиональные мастера создают индивидуальные конструкции, которые подстраивают под свою манеру работы. Очень важно при фиксации закрепить улитку в нужную сторону, чтобы при создании спиралей комфортно было работать правшам — по часовой стрелке, левшам — против.
Очень важно при фиксации закрепить улитку в нужную сторону, чтобы при создании спиралей комфортно было работать правшам — по часовой стрелке, левшам — против.
Вернуться к оглавлению
Изготовление торсиона
Подготовьте следующие инструменты и материалы:
- Сталь листовая.
- Болты с гайками.
- Тиски.
- Сварочный аппарат.
- Болгарка.
- Электродвигатель.
- Понижающий редуктор.
- Цепь.
- Двутавр.
https://moyakovka.ru/youtu.be/hlaPBMUsh7Q
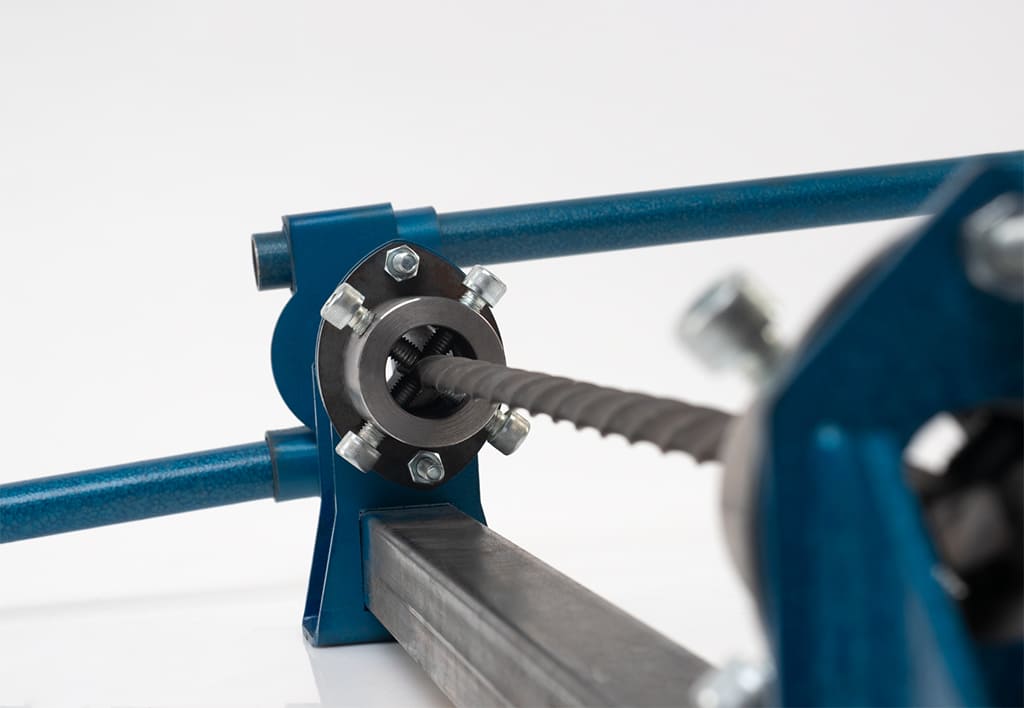
Данный станок служит для закручивания стальных прутов и т.п. конструкций в спирали. Для этого потребуется два блока, закрепленных на одной плоскости, причем подвижный из них только один. Несмотря на внушительную конструкцию, создать простой вариант достаточно просто. Для основы используется обыкновенный двутавр, а уже на нем происходят следующие действия:
- С одной стороны крепятся тиски, причем при монтаже нужно учитывать, что они не будут двигаться с места или вращаться. Поэтому есть второй вариант — приварить или закрепить на болты с гайками. Лучше всего приварить стальной лист к двутавру, а уже на него привинтить тиски. Сами тиски также придется доработать, приварив сверху и снизу пластины, чтобы при натяжении металл не выпрыгнул.
- С другой стороны создается подвижная система, в основе которой находится платформа на роликах с блокираторами движения. Сверху крепятся тиски с подвижной центральной частью (внешне напоминают колесо, а сжатие происходит за счет вкручиваемых болтов). Очень важно на этом этапе работы сделать оба элемента строго на одном уровне, чтобы при работе потом не происходили перекосы и не создавалось дополнительное напряжение в металле.
 Поэтому есть второй вариант — приварить или закрепить на болты с гайками. Лучше всего приварить стальной лист к двутавру, а уже на него привинтить тиски. Сами тиски также придется доработать, приварив сверху и снизу пластины, чтобы при натяжении металл не выпрыгнул.
Поэтому есть второй вариант — приварить или закрепить на болты с гайками. Лучше всего приварить стальной лист к двутавру, а уже на него привинтить тиски. Сами тиски также придется доработать, приварив сверху и снизу пластины, чтобы при натяжении металл не выпрыгнул.Торсион приводится в движение за счет рычагов, изначально присутствующих на «штурвале», но есть вариант, при котором используется электромотор. Почти все станки для холодной ковки могут быть оборудованы подобными системами, т.к. достаточно лишь иметь под рукой асинхронный двигатель. Сборка выглядит следующим образом:
Сборка выглядит следующим образом:
- Асинхронный двигатель (2200 кВт и 1000 об\мин) соединяется с понижающим редуктором напрямую. Для объединения удобнее всего использовать болты, т.к. отверстия почти всегда полностью совпадают.
- К обратной стороне рабочей детали (у улитки — профильная труба, у торсиона — обод штурвала) протягивается металлическая цепь, после чего сверху закрывается стальным кожухом.
https://moyakovka.ru/youtu.be/JQ8usBkOYXs
Сделать станки для холодной ковки сможет любой желающий, т.к. самодельные станки для ковки отвечают всем необходимым требованиям, которые предъявляются в индивидуальном порядке.
Самодельный станок холодной ковки: технологический процесс
Создание кованых изделий осуществляется с помощью горячей и холодной обработки. Последний способ не требует особых навыков, но для его осуществления нужны специальные приспособления. Существуют различные чертежи станков холодной ковки, Многие из которых подходят для самостоятельного создания инструментов.
Особенности производства
Образуются кованые металлические элементы в результате деформации, при этом в процессе работы необходимо учитывать эксплуатационные характеристики материала.
Структура кристаллической решетки металла состоит из зерен, имеющих неправильную форму. Инструмент, используемый для ковки, влияет на нее и приводит к изменению формы детали. Особое значение имеет подбор чертежей станков, так как заготовка должна сохранять свои прежние свойства.
Самодельный станок холодной ковки: правила изготовления
Существуют определенные правила, соблюдение которых обеспечивает необходимый результат:
- Создание подходящей конфигурации возможно с использованием нескольких инструментов.
- Перед началом изготовления рассчитываются параметры формованных изделий.
- Прутки, применяемые для заготовок, могут иметь различный диаметр, который подбирается с учетом степени сложности техники и последующей операции.
- Обрабатывают только низкоуглеродистую сталь, так как другие виды не обладают необходимой пластичностью.

«Гнутик»
Ручные станки для холодной ковки можно изготовить самостоятельно, достаточно разобраться в тонкостях использования инструмента и подобрать подходящий чертеж. «Гнутик» необходим для создания уголков различной конфигурации. Его основными конструктивными элементами являются приводной упор и два вала, расположенные на стальной плите.
Самодельные станки для холодной ковки такого типа необходимо создавать с учетом некоторых особенностей. Например, угол деформации должен быть определен изначально. Также возможно добавить дополнительный изгибающий элемент, если используется, монтируется третий вращающийся вал.
Инструмент изготовлен из специальной стали, так как в процессе работы подвергается большим нагрузкам. Стоит отметить возможность сбора различных деталей, в том числе волнообразных.
«Твистер» и «Улитка»
Сегодня художественная ковка не может обойтись без деталей в виде шнека. Они созданы вручную методом холодной ковки под названием «Твистер». Имеют характерную особенность, заключающуюся в прокручивании стержня вдоль оси. Инструмент состоит из подвижной и фиксирующей частей. Поворотная ручка деформирует заготовку, которая закреплена между основными частями конструкции. Стоит отметить, что спираль образуется со стороны крепления изделия, а уменьшить прилагаемые усилия можно грамотным расчетом рычага, оказывающего давление. Это устройство позволяет изготавливать детали металлических заборов и оконных решеток.
Имеют характерную особенность, заключающуюся в прокручивании стержня вдоль оси. Инструмент состоит из подвижной и фиксирующей частей. Поворотная ручка деформирует заготовку, которая закреплена между основными частями конструкции. Стоит отметить, что спираль образуется со стороны крепления изделия, а уменьшить прилагаемые усилия можно грамотным расчетом рычага, оказывающего давление. Это устройство позволяет изготавливать детали металлических заборов и оконных решеток.
«Улитка» — простой самодельный станок холодной ковки, обеспечивающий формирование спиралей с необходимым количеством витков. Он наиболее популярен и может быть адаптирован для изготовления желаемого продукта. Инструмент оснащается ручным или электрическим приводом, тип которого выбирается в соответствии с интенсивностью работы.
Самодельный станок холодной ковки: подготовка материалов
Для начала необходимо начертить спираль с одинаковым шагом всех витков. При этом отбивают использованные заготовки, так как ширина хода, как правило, в пределах 15 мм, а инструмент предназначен для прутков сечением 10 мм. Для маневра необходимо свободное пространство, так как при полном сжатии заготовки изгиб становится невозможным.
Для маневра необходимо свободное пространство, так как при полном сжатии заготовки изгиб становится невозможным.
Далее необходимо вырезать из стального листа пластину размером 20х20 см. Несмотря на небольшой размер, он обеспечит оптимальную производительность рабочего процесса. В соответствии с длиной предполагаемой «улитки» делается разрез стали. Ленту нужно согнуть плоскогубцами, положить на тарелку и обвести ярким маркером со всех сторон.
Далее отрезается часть стержня длиной, равной ширине стальной полосы. Главное, чтобы она не превышала этот параметр, так как это может привести к травмам в процессе сгибания. Стержень нужен для закрепления материала на первом этапе создания изделия, чтобы исключить свободный ход в одной точке.
От профилированной трубы отрезается отрезок длиной 10 см. Он будет соединять лист и основу, на которую будет производиться фиксация. Из-за высокой степени нагрузки следует использовать только толстостенные материалы. После того, как все основные элементы подготовлены, можно собрать самодельный станок для холодной ковки, чертеж которого представлен ниже.
Сборка конструкции
Стальная «улитка» разделена на витки, первый из которых будет удерживать заготовку, а остальные будут управляться витками стержня. Центральная часть приваривается к основанию, при этом на сварном соединении должны отсутствовать даже самые мелкие дефекты. Кусочки стержня привариваются к основной части полосы, расстояние между ними должно быть 3 см. Необходимо соблюдать осторожность при формировании швов, а затем сбивать их молотком.
Затем полосы устанавливаются в нужных местах и прорисовываются маркером. Получившиеся круги нужны для формирования отверстий. Они должны полностью соответствовать диаметру ножек для легкой установки и снятия.
Завершающий этап – приварка профильной трубы в нижней части, а также крепежного элемента рядом с «улиткой». Фото самодельных станков для холодной ковки, изготовленных таким способом, представлены выше.
Холодная ковка для необходимых вам металлических деталей
Являетесь ли вы специалистом в области производства, ответственным за планирование, приобретение или определение компонентов ваших сборок? Если это так, то вы, несомненно, знакомы с треугольником цена-время-качество. Чтобы сохранить свой бизнес, вы должны сбалансировать все три составляющие: низкая стоимость, высокое качество и доставка. Будет только хуже, если вы этого не сделаете. Вы отстанете в гонке.
Чтобы сохранить свой бизнес, вы должны сбалансировать все три составляющие: низкая стоимость, высокое качество и доставка. Будет только хуже, если вы этого не сделаете. Вы отстанете в гонке.
«Кто-то сделает ваш продукт устаревшим. Убедитесь, что это вы». — Эдвин Лэнд.
Холодная ковка может дать вам необходимое конкурентное преимущество.
Содержание
Что такое холодная ковка?Холодная ковка — это метод обработки металлов, при котором прутковый прокат обрабатывается и выдавливается в открытый штамп. Этот метод происходит при температуре окружающей среды или ниже температуры рекристаллизации металла, чтобы придать металлу желаемую форму.
Холодная ковка является эффективным и экономически выгодным методом формовки металла для изготовления больших объемов деталей с низкими затратами. Способ ковки разный в зависимости от температуры: холодный или горячий. Осуществляется на станках с молотками или на прессах для профилирования, прессования и прокатки стали.
Этот метод сравнительно менее затратен, чем горячая ковка, так как конечный продукт требует очень мало отделочных работ. Хотя холодная ковка называется холодной, она происходит при комнатной температуре или близкой к ней.
Размер станков для холодной штамповки зависит от твердости материала и веса конечного обрабатываемого компонента.
Холодная ковка обеспечивает экономию материала до 70% производственных затрат, так как очень мало отходов и брака.
Как работает холодная ковка?Низкая стоимость ковки обусловлена снижением трудозатрат и устранением второстепенных операций. Детали могут быть изготовлены быстро и эффективно со скоростью до 1000 штук в час, что снижает затраты.
Холодная ковка позволяет получить почти идеальное качество поверхности с повышенной размерной стабильностью. Каждая операция повышает прочность и долговечность заготовки, делая компоненты долговечными.
Ковка может относиться к процессу формирования металла в твердой форме. Большая часть ковки осуществляется посредством процесса осадки. Молотки или домкраты горизонтально вдавливают в концы, чтобы расширить или изменить форму заготовки.
Большая часть ковки осуществляется посредством процесса осадки. Молотки или домкраты горизонтально вдавливают в концы, чтобы расширить или изменить форму заготовки.
Детали обычно проходят стадию за станциями, пока не приобретут окончательную форму. Болты более высокой прочности традиционно подвергаются холодной головке с использованием этого метода. Клапан автомобильного двигателя формируется в процессе принудительной ковки. При штамповке детали выковываются в штампах для получения готовых изделий с помощью большого молота, прикрепленного к машине.
На фото выше: холоднокованый приводной вал.
Горячая и холодная ковка – в чем разница?Ковка — типичная производственная процедура, при которой сжимающие силы могут формировать металлические детали. Ковка возможна в разных условиях, например, горячая или холодная ковка. В ковке используются молотки или прессы, которые сжимают и деформируют материалы в твердые куски.
Наиболее существенная разница между горячей и холодной ковкой заключается в температуре. В отличие от холодной ковки, которая начинается при температуре окружающей среды, процесс горячей ковки происходит, когда металл нагревается выше температуры его кристаллизации. Высокая температура горячей штамповки помогает предотвратить деформационное упрочнение. При таких температурах металлы пластичны, хотя технически тверды.
В отличие от холодной ковки, которая начинается при температуре окружающей среды, процесс горячей ковки происходит, когда металл нагревается выше температуры его кристаллизации. Высокая температура горячей штамповки помогает предотвратить деформационное упрочнение. При таких температурах металлы пластичны, хотя технически тверды.
Холодная ковка — жизненно важный процесс придания формы и упрочнения металла.
Напротив, горячая штамповка позволяет получить материал с превосходным пределом текучести, меньшей твердостью, более высокой пластичностью и более высокой прочностью.
Вы можете выбрать один из двух типов на основе экономических показателей, ваших требований к механическим свойствам и размера оборудования, необходимого для изготовления детали определенного размера и объема.
Примечание. Ковка полностью отличается от литья, когда расплавленный материал заливают в формы.
Холодная штамповка и ковка – одно и то же? Процессы металлообработки включают штамповку и ковку. Оба они включают модификацию металла для получения различных размеров и/или форм. Доступны различные металлы и сплавы, от железа и стали до алюминия, бронзы и т. д. Несмотря на то, что они используют различные методы изменения металла, штамповка и ковка — это не одно и то же.
Оба они включают модификацию металла для получения различных размеров и/или форм. Доступны различные металлы и сплавы, от железа и стали до алюминия, бронзы и т. д. Несмотря на то, что они используют различные методы изменения металла, штамповка и ковка — это не одно и то же.
Деформация металлической заготовки с помощью механической деформации называется формованием. По определению, слово «формование» относится к любому металлургическому процессу, включающему деформацию металлической заготовки механическими средствами. Термин «формование» в соответствии с его точным значением относится к любой операции металлообработки, при которой металлическая заготовка деформируется физическими средствами. Поскольку во время формовки материал не добавляется и не удаляется из заготовки, она не меняет свой вес, а только форму.
Металлообработка имеет два вида штамповки: сжатие и растяжение. Сжимающая нагрузка используется для изгиба металлических деталей за счет деформации сжатия, тогда как растягивающее напряжение используется для деформации металлических компонентов. Прокатка и экструзия являются примерами формования сжатием, поскольку они используют сжимающую силу. С другой стороны, растяжение и опускание являются примерами деформации растяжением, поскольку они подвергают металлические изделия растягивающему напряжению.
Прокатка и экструзия являются примерами формования сжатием, поскольку они используют сжимающую силу. С другой стороны, растяжение и опускание являются примерами деформации растяжением, поскольку они подвергают металлические изделия растягивающему напряжению.
Процесс ковки представляет собой метод металлообработки, в котором используются удары под давлением для придания формы металлической заготовке и изменения ее формы. Все кузнечные операции предполагают использование мощных и напорных ударов для деформации и модификации металлической заготовки.
Что лучше? Металлические детали могут быть изменены по размеру и/или форме путем формовки или ковки. Ковка предполагает нанесение сильных ударов по металлическим деталям для придания им формы, тогда как формование достигается за счет механической деформации. В любом подходе нет отходов, что делает их экономически эффективными, если вы работаете с дорогими материалами. Чтобы узнать, какая процедура будет лучше всего соответствовать геометрии, объему и механическим требованиям вашего конечного компонента, вам следует проконсультироваться со специалистом.
Когда дело доходит до выбора металла для проекта, есть много вариантов. Примерами таких материалов являются твердые металлы, такие как углеродистая сталь, легированная сталь и нержавеющая сталь. Алюминий, латунь, медь, кремний и магний являются мягкими металлами, которые можно использовать. Единственным требованием для любого металла является твердость по Роквеллу 44 HRC или ниже.
Вверху: Болты с лезвиями, изготовленные методом холодной ковки.
В каких отраслях применяется холодная ковка?Автомобильный, аэрокосмический, сельскохозяйственный, внедорожный, судовой, трубопроводный и ручной инструмент — и это лишь некоторые из них.
Размеры варьируются от нескольких унций до тысяч фунтов.
Автомобильная промышленность: например, компоненты подвески, такие как шпиндели промежуточных рычагов, и элементы двигателя, такие как шатуны и редукторы, изготавливаются методом холодной ковки. Холоднокованые детали из-за их выдающейся ударопрочности используются в местах с высокими нагрузками. Компоненты холодной ковки включают в себя такие элементы, как трансмиссия, карданные валы, стойки или амортизаторы.
Холоднокованые детали из-за их выдающейся ударопрочности используются в местах с высокими нагрузками. Компоненты холодной ковки включают в себя такие элементы, как трансмиссия, карданные валы, стойки или амортизаторы.
Трубопровод: Штоки трубопроводов и корпуса клапанов, которые часто состоят из медного сплава для повышения коррозионной стойкости, изготовлены методом холодной ковки.
Ручные инструменты и скобяные изделия: гвозди, винты, заклепки и болты являются примерами крепежных изделий. Жесткие допуски и высокая точность размеров делают ковку лучшим вариантом по сравнению с другими процессами, такими как механическая обработка. Ручные инструменты, такие как розетки, часто подделываются.
Военные: Холодная ковка используется при изготовлении гильз, пуль и другого военного снаряжения в соответствии со строгими военными стандартами. Компоненты холодной ковки обеспечивают превосходную надежность и производительность, которые требуются военным. Детали с жесткими допусками и прочностью идеально подходят для боевого оружия.
Зубчатые колеса: Холодная ковка используется для производства зубчатых колес, потому что она устраняет необходимость в большей части механической обработки или придания формы зубчатым колесам. Важным преимуществом холоднокованых шестерен является то, насколько плавно и бесшумно они входят в зацепление (по зубьям шестерни, обработанным механической обработкой).
Какой объем производства мне нужен для обоснования процессов холодной штамповки?Для производства большого количества деталей по низкой цене холодная ковка является успешным и экономичным методом деформации металла.
Холодная ковка производится на машинах, предназначенных для деформации и придания формы металлу.
Вы сэкономите деньги на всем, от материалов до времени. Из-за небольшого количества образующегося лома (по сравнению с процессами удаления металла) вы можете сэкономить до 70% на материалах. Стоимость единицы продукции значительно снижается, поскольку компоненты изготавливаются очень быстро.
Вам нужно подумать о размере детали (и весе), а также о жесткости материала и объемах производства. Эксперт в этой области может предложить вам несколько вариантов, которые помогут вам принять решение.
Часто задаваемые вопросы Что подразумевается под холодной ковкой?Холодная ковка стала популярным процессом штамповки без стружки. Обычно это не требует никакой другой работы, кроме сверления. Наиболее широко используемое определение предполагает изготовление или ковку объемного материала с нулевым нагревом заготовки.
Хорошая ли холодная ковка?Он имеет много преимуществ по сравнению с горячей ковкой, таких как жесткие допуски на размеры, высокое качество обработки поверхности и использование более дешевых материалов.
Каковы преимущества холодной ковки? При холодной ковке нагревание не требуется. Этот метод ковки обеспечивает повышенную взаимозаменяемость и воспроизводимость. Вы можете добиться превосходного качества поверхности, минимальных проблем с загрязнением, улучшенного контроля размеров и большей прочности в результате улучшения направленности волокон.
Вы можете добиться превосходного качества поверхности, минимальных проблем с загрязнением, улучшенного контроля размеров и большей прочности в результате улучшения направленности волокон.
Недостаток холодной ковки заключается в том, что она не подходит для некоторых материалов, поскольку она может вызвать растрескивание во время производства, создать нежелательное остаточное напряжение, а кованые металлы часто менее пластичны. Специалист в этой области может помочь вам выбрать один из нескольких вариантов.
Готовы к холодной ковке?Независимо от того, изучаете ли вы варианты для нового продукта или у вас есть существующий продукт, который вы хотели бы запустить в производство, Federal Group USA предоставит вам данные и инструменты, необходимые для принятия обоснованного решения о поиске поставщиков. ваш следующий продукт, оптимизированный для вашего производственного процесса.
Более 41 года мы также предоставляем высококачественные услуги по контрактному производству для самых разных отраслей.