видео, чертежи как сделать и что это такое (фото)
Изготовить рейсмус своими руками — далеко не самая сложная задача. Самодельное устройство может обладать аналогичными характеристиками с простыми заводскими рейсмусами, но при этом такой инструмент обойдется в разы дешевле, если вовсе не бесплатно. Все зависит от того, сколько необходимых для сборки устройства комплектующих придется купить или заказать у мастеров.
Содержание статьи
Особенности
Фото чертежа рейсмуса своими руками
- Рейсмус представляет собой устройство, предназначенное для строгания заготовок, придания им завершенного внешнего вида;
- Такое устройство позволяет менять толщину изделия, создавать идеально гладкую поверхность;
- Рейсмус — незаменимый инструмент в сфере мебельного производства;
- С помощью рейсмуса можно выполнять отделку помещений, создавать стройматериалы, декоративные элементы;
- Заводской инструмент — удовольствие не из дешевых. В связи с этим большую популярность завоевал самодельный рейсмус;
- Изготовить строгальный инструмент своими руками можно, опираясь на чертежи и понимая принцип работы агрегата.
Самодельное устройство — это бюджетный аналог заводскому станку. Если вам приходится часто иметь дело с деревянными заготовками, либо вы занимаетесь самостоятельно постройками, создаете для своего дома мебель, не обязательно покупать дорогой заводской рейсмус. Для подобных целей вполне сгодится самодельный инструмент.
Элементы станка
Фото устройства и принципа работы рейсмуса
Самодельный рейсмус, как и его заводской аналог, включает несколько основных компонентов, которые вам потребуется изготовить и собрать своими руками:
- Стол;
- Рама;
- Ножевой вал;
- Система подачи заготовок;
- Регулировочные болты.
Чтобы в процессе работы у вас не возникало проблем и вопросов, мы рассмотрим особенности сборки каждого из представленных элементов станка отдельно.
Рама и стол
Дадим несколько рекомендаций относительно таких составляющих как стол и рама.
- Перед началом сборки самого рейсмуса для работы по дереву, определите особенности его будущей конструкции. Желательно основываться на готовых чертежах или подробно разработанных своими руками эскизах.
- Рабочий стол служит для размещения всей конструкции самодельного рейсмуса.
- При этом стол должен быть устроен так, чтобы вы могли свободно перемещаться вокруг него. Это обусловлено подачей заготовок на рабочий стол.
- Самодельный рейсмус обычно имеет компактные размеры, что позволяет разместить раму и рабочий стол внутри собственного гаража.
- Делая или выбирая материал, дабы изготовить рабочий стол, отдавайте предпочтения идеально ровным поверхностям. В противном случае будут возникать повышенные вибрации во время работы установки.
- Классическое решение для самодельного рейсмуса — это рабочий стол и рама, сваренные соответствующим аппаратом из квадратной трубы и металлических уголков. Рекомендуется выбирать уголки размером 50 на 50 мм, а трубу — около 40 миллиметров.
- Чем массивнее вы сделаете рабочий стол, тем устойчивее к вибрациям окажется устройство. Потому есть смысл использовать тяжелые, прочные материалы, изготавливая стол и раму.
Для самостоятельной сборки рейсмуса вам могут пригодиться следующие инструменты:
- Электрическая дрель;
- Сварка;
- Токарный инструмент;
- Сверлильный станок;
- Угловая шлифовальная машинка или просто болгарка.
Вал
- Немаловажный компонент рейсмусового станка — это ножевой вал. Без него самодельный рейсмус выполнять свои прямые обязанности попросту не сможет;
- Ножевой вал выступает главным элементом, с помощью которого выполняется обработка заготовок;
- Пытаться сделать самостоятельно ножевой вал не рекомендуется, поскольку новичку добиться его идеальной сбалансированности почти невозможно;
- Специалисты, имеющие опыт по сборке строгальных станков, советуют выбирать ножевой вал размером 300 мм с тремя ножами;
- Ножевой вал имеет шкивы и соединяется с двигателем. В случае с рейсмусовым станком отдавайте предпочтение ступенчатым моделям;
- На станке ножевой вал должен вращаться с определенной частотой оборотов. Для домашнего применения оптимальными пределами частоты вращения являются 4000-700 об/мин;
- Подключать вал следует через асинхронный электрический двигатель. Его мощность может составлять 4-5 кВт. Этого вполне достаточно для работы в домашних условиях;
- Принцип работы асинхронного 4-5 килловатного двигателя позволяет сделать такое подключение через однофазную стандартную электросеть. Ваш станок будет питаться от сети 220 Вольт. Это снизит затраты на электроэнергии, существенно упростит процесс ухода, профилактики и эксплуатации рейсмуса;
- Для работы станка потребуются прижимные ролики. Их вы можете выточить своими руками, либо воспользоваться роликами от стиральных машин. Во втором случае советуем выбрать детали от советских стиральных машин;
- Рама для роликов изготавливается в виде сварной конструкции с использованием подпружиненных болтов.
Система подачи и болты регулировки
Ручной деревообрабатывающий рейсмус несколько уступает по эффективности и производительности станку, потому ручной вариант следует применять в определенных случаях. Большинству мастеров подходит принцип станка, который они решаются сделать своими руками.
- Самодельный рейсмус, согласно чертежам, устанавливается на рабочий стол с регулировочными болтами. Такой принцип устройства позволяет по мере необходимости регулировать положение конструкции.
- Для обеспечения точной регулировка стола, позволяющей эффективно использовать ножевой вал, многие используют звездочки от велосипедов, соединяя их с цепью. Подобный принцип сборки позволит избавиться от необходимости регулировать каждый болт отдельно и с максимальной точностью менять положение стола.
- Для сборки подобной конструкции потребуются пружины. Их позаимствуйте из клапанов движка грузовиков. Отыскать их на рынке автозапчастей или на свалках совершенно не проблематично.
- В большинстве случаев рейсмусовый самодельный инструмент имеет ручную подачу. Со временем самодельный рейсмус можно усовершенствовать, добавив к рабочему столу автоматизированную систему подачи обрабатываемых изделий. Это позволит заготовке плавно перемещаться по станку, снимая равномерный слой древесины с поверхности.
- Опытные мастера советуем воспользоваться специальными вальцами для прижима заготовок к рабочему столу во время обработки. Самостоятельно изготовить прижимы сложно, а вот готовые вальцы смогут прекрасно справиться с поставленной задачей.
Как видите, принцип сборки рейсмуса достаточно прост. Советуем подкрепить полученные знания видео уроками, где мастера подскажут вам секреты самостоятельного создания эффективных рейсмусов.
Перед началом работы
- Прежде чем сделать первый прогон заготовки, обязательно убедитесь в работоспособности все элементов собранного своими руками станка. Без этого эксплуатировать инструмент категорически запрещается;
- Проверьте, насколько качественно заточены ножи. С тупыми валами добиться хоть какого-то результата вы не сумеете. И убедитесь, что они правильно установлены;
- Не забывайте о значимости постоянного ограждения вала;
- Никогда не обрабатывайте на самодельном рейсмусе детали, длина которых меньше расстояния между двумя валами вашего инструмента;
- Не чистите, не ремонтируйте и не пытайтесь внести в настройки рейсмусового станка в тот момент, когда инструмент работает.
В остальном только желаем удачи в сборке эффективного, надежного и производительного рейсмусового станка.
tvoistanok.ru
Рейсмусовый станок своими руками: чертежи, видео
Рейсмусовые станки по дереву являются разновидностью строгально-фуговальных, и предназначены для точного изготовления «в размер» досок с определённым поперечным сечением. В отличие от строгального деревообрабатывающего оборудования такие агрегаты оснащаются устройствами прижима и подачи, а также могут одновременно обрабатывать несколько заготовок. Универсальность современных рейсмусовых станков повышается, если в комплект инструмента входят не только плоские, но и фигурные ножи.
 Самодельный рейсмусовый станок
Самодельный рейсмусовый станокКлассификация и возможности
Исполнение рассматриваемых агрегатов может быть довольно разнообразным. Классифицируют станки по следующим признакам:
- По типу привода. Самодельные мини-устройства могут иметь и ручной привод, но в большинстве случаев используют всё-таки электрический привод. При этом бытовые модели комплектуются двигателем на 220 В, а профессиональные – на 380 В.
- По типу подачи. В схеме станка может быть одна или две пары подающих роликов, соответственно, в первом случае потребуется сделать прижим обрабатываемой заготовки к столу более мощным, не исключаются также вибрации в момент врезания. Двусторонние валковые подачи более совершенны и удобны в работе. Ряд зарубежных фирм (Makita, DeWalt и др.) комплектуют свои изделия узлами автоматической подачи, но эта опция оправдывает себя лишь при значительных программах выпуска однотипной продукции.
- По числу ножевых валов. Это определяет, сколько разных профилей может одновременно обрабатывать станок. Правда, соответственно увеличится и количество операторов.
- По функциональным возможностям. Устройство рейсмусовых станков позволяет сделать не только размерную обработку полуфабриката, но и последующую его калибровку. Это исключает появление поперечных сколов, вмятин и прочих дефектов, которые могут появиться на обработанной поверхности в случае несоблюдения технологии фугования или при чрезмерно большой подаче исходного материала.
- По своим технологическим характеристикам. На практике рассматриваемое оборудование производят с диапазоном мощностей 1…40 кВт, при частоте вращения вала до 10000…12000 мин-1, ширине строгания до 1350 мм, ходе до 50 м/мин и толщине исходной заготовки 5…160 мм.
Кроме того, некоторые модели различаются способом регулировки зазоров и устройством подшипникового узла главного привода.
Устройство и принцип действия
Типовой рейсмусовый станок по дереву может успешно заменить две единицы оборудования: механический приводной фуганок и строгальный станок (поперечный – для коротких изделий, или продольный – для длинных).

Самодельный рейсмусовый станок
Наиболее простая схема рейсмусового станка (с односторонней подачей исходного материала) включает в себя следующие узлы:
- Приводной электродвигатель.
- Передачу. Она может быть стандартной клиноременной, зубчатой, с вариатором, а также со сменными шкивами (последний вариант отличается минимальными значениями передаваемой мощности, а потому применяется лишь в маломощном оборудовании).
- Ножевой вал. Может иметь несколько инструментов с разной конфигурацией. Особо удачными считаются спиральные ножи, которые при своей работе издают минимальный шум.
- узел верхнего направления, который, в свою очередь, состоит из пары вальцев – переднего и заднего. Передний валец имеет рифлёную поверхность: для того, чтобы улучшить сцепление с деревом, и предупредить возможное изменение направления движения обрабатываемой доски. Задний валец всегда выполняется гладким;
- узла прижима, который предотвращает заклинивание стружки и возможное трещинообразование материала. Конструктивно прижим можно сделать в виде когтевых захватов, внедряющихся в древесину, а можно и в виде массивного металлического элемента, снабжённого подпружиненными зубьями;
- узла нижнего направления, облегчающего подачу заготовки в рабочее пространство;
- стола с приспособлениями для регулировки технологических зазоров между вальцами верхнего и нижнего прижимов;
- станины, на которой располагаются все остальные элементы рабочей схемы станка.

Принцип работы рейсмусового станка
Агрегаты с устройством двухсторонней подачи отличаются тем, что снабжаются дополнительным узлом выдвижения ножевого вала. В связи с этим заменить инструмент для его переустановки с одного типоразмера на другой (либо с целью последующей заточки) значительно легче.

Устройство рейсмусового станка
Работает рейсмусовый станок так. Крутящий момент от электродвигателя через передачи сообщается ножевому валу. Подлежащая обработке доска заводится в зазор и прижимается вначале к нижним, а потом – к верхним прижимным вальцам. При этом заготовка захватывается рифлёным валком, и подаётся к инструменту. Перед врезанием полуфабрикат зажимается между верхним и нижним направляющим устройством, что обеспечивает надёжную фиксацию материала при его обработке. Прижимное устройство обеспечивает своевременный отвод стружки из-под вращающегося инструмента. В момент схода заготовки с заднего направляющего вальца, в передний задаётся следующее изделие, после чего процесс повторяется.
Самодельный станок-рейсмус в собственной мастерской: выбор параметров
На рынке имеется значительное количество разнообразных моделей рассматриваемого оборудования, как от отечественных производителей (Корвет, Энкор, Красный Металлист и пр.) так и импортного производства. В последних вариантах преобладают сомнительные китайские бренды, которые не отличаются надёжностью в работе, а, кроме того, часто имеют заниженные, против паспортных, параметры. В таких случаях, а также, если предлагаемые станки не вписываются в имеющиеся размеры площади, есть смысл изготовить рейсмус своими руками.
Сразу стоит отметить, что ряд узлов и деталей лучше приобретать, нежели попытаться сделать своими руками. Это, в первую очередь, касается самого ножевого вала вместе с подшипниками крепления: самодельные варианты не будут отличаться необходимой точностью сопряжения, в результате чего деталь будет сильно перегреваться при нагрузке.
При выборе схемы станка руководствуются имеющимися чертежами (можно найти в Интернете), но перед этим стоит уточнить ряд элементов устройства. Например, если в одном агрегате есть необходимость совместить фуганок и рейсмус, то целесообразно сделать оборудование с двухсторонним приводом. Тогда с одной стороны устройства можно производить предварительное прострагивание заготовки, а с другой стороны – вести окончательную обработку дерева «в размер».
Также надо определиться с наибольшей длиной ножевого вала: самодельный станок с валом более 500 мм может потерять жёсткость при работе на твёрдых сортах дерева: груши, граба, дуба. В результате по поверхности доски могут пойти волнообразные гребни высотой до 1 мм, что потребует дальнейшей обработки полуфабриката. Посадочные размеры и диаметр необходимо сделать такими, чтобы на самодельном оборудовании можно было получать плинтусные, багетные профили, а также другие декоративные элементы из дерева.
При выборе конструкции следует в полной мере предусмотреть и меры безопасности при последующей эксплуатации агрегата. Самодельный рейсмусовый станок Станки своими руками должен иметь надёжное ограждение рабочей зоны стола, а также исключать вероятность обратного хода доски при чрезмерной величине зазора, а также её разрушение во время обработки.
Анализируя имеющиеся чертежи самодельных устройств, стоит иметь в виду, что наличие в столе двух нижних прижимов снизит усилие задачи доски в рабочее пространство, поскольку заготовка будет перемещаться по гладкой поверхности валка, а не по столу.
Производство и сборка
Изготовление станка начинают со станины. Для этих целей целесообразно использовать трубчатый стальной прокат с поперечным сечением не менее 60×40 мм: труба отличается повышенной жёсткостью и моментом сопротивления, что положительно скажется на точности операций, производимых на самодельном агрегате. Элементы конструкции соединяют сваркой. Её можно заменить сборным вариантом, но он менее предпочтителен — сборка стола и станины с применением уголка и соединительных шпилек диаметром от М30 вынудит часто проверять их затяжку.
Для подающих роликов можно использовать валки от старой стиральной машины: их обрезиненная поверхность вполне справится с поставленными задачами. Вальцы растачивают под диаметр имеющихся подшипников, учитывая требуемое значение диапазона регулировки. В самодельных рейсмусовых станках этот процесс можно сделать и вручную, вращением рукоятки.
Для изготовления стола самодельного агрегата подойдёт широкая шлифованная доска из лиственницы или дуба. Древесина хорошо гасит возникающие вибрации, но для повышения антикоррозионных показателей, и с точки зрения пожарной безопасности её стоит пропитать огнестойкими составами или креозотом. Соединение стола со станиной может быть болтовым.

3d модель самодельного рейсмуса
При выборе двигателя следует соотнести максимально необходимый крутящий момент с потребностями обработки. Как правило, достаточно электродвигателя мощностью 5…6 кВт, с числом оборотов до 3500…4000 в минуту.
Для обеспечения безопасности самодельный станок должен быть ограждён съёмным кожухом. Его можно сделать из тонколистовой стали (толщиной 0,6…0,8 мм).
Необходимые комплектующие – подшипники, ножи, шкивы, крепёжные изделия — подбираются в соответствии со спецификацией к чертежам самодельного рейсмус- станка.
При сборке самодельного станка необходимо:
- обеспечить максимальную ровность поверхности стола;
- отбалансировать все вращающиеся части в статическом и динамическом режимах;
- предусмотреть удобную регулировку положения стола;
- проверить надёжность устройства ограждения подвижных элементов.
Самодельный рейсмусовый станок проверяется на холостом ходу. Если все узлы работают верно, проверяют агрегат на рабочем режиме, после чего окрашивают все неподвижные части атмосферостойкой краской.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Что такое рейсмус и для чего он нужен? Станок деревообрабатывающий многофункциональный бытовой с рейсмусом
В наборе инструментов любого плотника или слесаря обязательно должен быть рейсмус. Его функция позволяет корректно фиксировать размерные показатели, прокладывать точные проекции и определять правильность положения тех или иных объектов или конструкций в строительстве и монтаже. Однако вопрос о том, что такое рейсмус, предполагает неоднозначный ответ. С одной стороны, это может быть незатейливый деревянный прибор с двумя-тремя компонентами, а с другой – полноценный обрабатывающий станок, в котором функция рейсмуса предусмотрена в качестве вспомогательной.

В чем заключается функция рейсмуса?
Обычно рейсмус приобретается для работы с древесиной. Как уже отмечалось, классическое устройство позволяет фиксировать геометрические параметры заготовки, производить замеры, переносить данные с чертежей на реальные материалы и т.д. Однако полноценный рейсмус по дереву в виде станка обладает более широкими возможностями. Если ручные модели применяются только для разметки, то настольное оборудование на месте реализует и обрабатывающие действия. Но и здесь есть своя специфика. Коррекция заготовок по форме и размерам производится по типу фуговальных машин или рубанков. То есть это именно корректирующая машина, по функционалу близкая к шлифовальным станкам. Такие агрегаты применяются и в профессиональных целях на мебельных фабриках, и в быту при строительстве небольших объектов или конструкций с применением древесного материала.
Конструкция обычного рейсмуса

Простейшая модель такого типа формируется тремя компонентами – базовой несущей стойкой с размерной шкалой, зажимом или ухватывающим приспособлением и небольшим устройством для нанесения разметки. Характерной чертой бюджетных домашних рейсмусов является материал изготовления – это модели, выполненные из той же древесины, но твердой породы. По конструкции готовый прибор представляет собой колодку, в которой имеется прямоугольное отверстие. Используя перемещение функциональных элементов в виде реек, пользователь может выполнять динамическую разметку. Для понимания, что такое рейсмус в традиционном исполнении, следует учитывать и значимость чертежных компонентов – штырей. Их может быть несколько. Например, двойная конфигурация разметки позволяет выполнять разметку, сформированную параллельно идущими линиями.
Особенности станков с рейсмусами

Кардинально отличаются от обычных рейсмусов станковые модели. Они предназначены для механической обработки древесного материала посредством ножей. Как правило, станок деревообрабатывающий многофункциональный бытовой с рейсмусом состоит из станины, рабочей площадки и упомянутых ножевых элементов. Роль оператора в процессе эксплуатации может быть разной. В бюджетных моделях, где не предусматриваются автоматические системы, он сам подает заготовку и ее же принимает с другой стороны рабочей поверхности. Но есть и автоматические модели, которые могут выполнять и серийную обработку без контроля со стороны оператора.
Важно учитывать отличия такого рода станков от фуговальных агрегатов. Здесь вновь стоит обратиться к вопросу о том, что такое рейсмус станкового типа. Это машина, которая за счет ножей выполняет шлифовальные или строгальные операции. В свою очередь, фуговальные станки могут иметь ту же конструкцию, но благодаря большему количеству ножей (минимум три) они реализуют глубокий съем лишней массы с поверхности заготовки.
Советы по эксплуатации прибора

Главное в процессе установки – обеспечить стабильное положение конструкции. При этом станок может быть напольным и настольным. В обоих случаях надежная фиксация машины на поверхности обеспечит получение точного результата. Желательно использовать специальные крепежи, которые обездвижат рейсмус. Инструкция к настольным моделям, к примеру, рекомендует фиксировать агрегат посредством 4 комплектных болтов к верстаку или устойчивой рабочей платформе. Работа начинается после того, как барабан, оснащенный лезвиями, наберет должную скорость. Далее можно устанавливать заготовку на поверхность стола заподлицо. В процессе строгания тяжелых и длинных объектов следует немного приподнимать крайние части заготовки с двух сторон резки. Это позволит исключить выдалбливание или отрезание лишних частей.
Производители рейсмусов
В той или иной модификации рейсмусы присутствуют в ассортименте практически всех крупных изготовителей строительного инструмента и оборудования. В частности настольный рейсмус для работы с небольшими объемами предлагают компании Makita и Dewalt. Это надежная техника, которая отличается долговечностью, эксплуатационной гибкостью и высокой эффективностью в плане обработки.

Интересные варианты предлагают и отечественные производители. Например, модель «Энкор Корвет-21» вполне подойдет для небольшой мастерской, занимающейся обработкой пиломатериала. Если требуется рейсмус универсальный для широкого спектра типовых операций, то можно обратиться к линейке «Калибр». Под этой маркой выпускаются также доступные по цене и выносливые в работе модели.
Как выбрать рейсмусовый станок?
Прежде всего, учитываются технико-эксплуатационные характеристики. Например, по глубине пропила можно понять, какой пласт с поверхности сможет снять станок за один проход. Эта величина варьируется в среднем от 1 до 3 мм. Не менее важна и ширина пропила, от которой в принципе зависит способность машины обслуживать заготовки того или иного формата. Бытовые модели обычно работают с шириной в диапазоне 300-330 мм. Зачастую важна и мощность. Она определит, какой производительностью располагает станок деревообрабатывающий многофункциональный бытовой с рейсмусом в конкретном исполнении. Данный показатель может составлять и 1,5 кВт, и 2 кВт. Модели, близкие к первому значению, подойдут для частных нужд, а станки мощностью более 2 кВт относятся к промышленному сегменту.
Заключение

Успешность эксплуатации станков такого типа зависит от множества факторов. Для определения отдельных нюансов использования техники надо понять, что такое рейсмус станкового типа в плане обслуживания. Это в первую очередь сложное и многокомпонентное устройство, требующее тщательного ухода после каждого сеанса обработки. Пользователь должен регулярно проверять техническое состояние агрегата, производить смазку элементов рабочей группы и поддерживать режущие качества ножей. Только в условиях грамотного всестороннего поддержания работоспособности рейсмуса можно ожидать и высокого качества его функции.
fb.ru
СР-6-9 Станок рейсмусовый (рейсмус). Паспорт, схемы, описание, характеристики
Сведения о производителе рейсмусового станка СР-6-9
Производителем рейсмусового деревообрабатывающего станка СР 6-9 является Ставропольский Станкостроительный завод Красный Металлист, — который с 1932 года специализировался на производстве деревообрабатывающих станков. Завод был основан в 1902 году и расположен в городе Ставрополь.
Станки, выпускаемые Ставропольским станкостроительным заводом Красный Металлист
СР 6-9 Станок рейсмусовый односторонний. Назначение, область применения
Рейсмусовый станок СР 6-9 принадлежит модельнову ряду рейсмусовых станков, выпущенных заводом «Красный Металлист» в середине восьмидесятых, а именно: СР3-6 (300 мм), СР6-9 (600 мм), СР8-1 (800 мм).
Рейсмусовый односторонний станок СР-6-9 предназначен для продольного, одностороннего строгания в размер по толщине от 5 до 200 мм поверхностей плоских заготовок шириной до 630 мм, из древесины хвойных и лиственных пород с влажностью не более 15%. Станок СР-6-9 относится к универсальному оборудованию и применяется в серийном и мелкосерийном производстве столярных изделий в строительной отрасли, мебельной, судостроении, вагоностроении.
Рейсмусовый станок СР-6-9 служит для плоского строгания (фрезерования) досок, брусьев или щитов в размер по толщине. Применяется на предприятиях и в цехах по производству столярно-строительных изделий, клееных щитов, производствк мебели, деревянного домостроения и в др. деревообрабатывающих производствах.
Обработка заготовок производится 4- ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе вала. Перед ножевым валом установлен специальный прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности.
Стол, по которому подаются заготовки, литой жёсткой конструкции, оборудован поддерживающими вальцами для уменьшения трения при перемещении обрабатываемого материала.
Подъем и опускание стола по высоте в зависимости от толщины обрабатываемого материала производится механически от отдельного электродвигателя или вручную маховиком с последующей фиксацией, исключающей самопроизвольное опускание стола.
Нижняя (базовая) поверхность заготовки должна быть обработана на фуговальном станке. Отклонение базовой пласти заготовки не должно превышать 0,15 мм на длине 1000 мм.
Подача заготовки — механическая. Устройство подачи приводится в движение от двигателя через редуктор.
Помещение, где устанавливается станок, должно соответствовать требованиям класса П-IIа по ПУЭ-98.
Климатическое исполнение и категория размещения станка — УХЛ4.2, категория условий хранения — 2 по ГОСТ15150-69.
Отличительные особенности рейсмусового станка СР 6-9:
- Станок имеет литую станину, что зачительно увеличивает ее жесткость;
- Подъем и опускание стола по высоте производится механически от отдельного электродвигателя или вручную с последующей фиксацией, исключающей самопроизвольное опускание стола;
- Станок имеет три приводных вальца, что значительно улучшает тяговую способность механизма подачи;
- Стол оборудован поддерживающими вальцами в том числе задним приводным для повышения надежности подачи при перемещении заготовки;
- Передний подающий валец выполнен секционным, что позволяет одновременную обработку нескольких заготовок с разницей по толщине до 4 мм;
- Обработка заготовок производится 4-х ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе;
- Станок оснащен автоматическим тормозным устройством ножевого вала для безопасности работы;
- Перед ножевым валом установлен специальный литой прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности;
- Когтевая защита со стороны загрузки, предотвращающая обратное выбрасывание заготовки в процессе обработки;
- Электроблокировка, исключающая возможность включения станка при открытом ограждении.
СР-6-9 Общий вид рейсмусового станка

Фото рейсмусового станка СР 6-9

Фото рейсмусового станка СР 6-9

Фото рейсмусового станка СР 6-9
Расположение составных частей и органов управления рейсмусовым станком СР-6-9

Расположение составных частей станка СР 6-9. Рис. 3
Расположение составных частей и органов управления станком СР-6-9. Смотреть в увеличенном масштабе
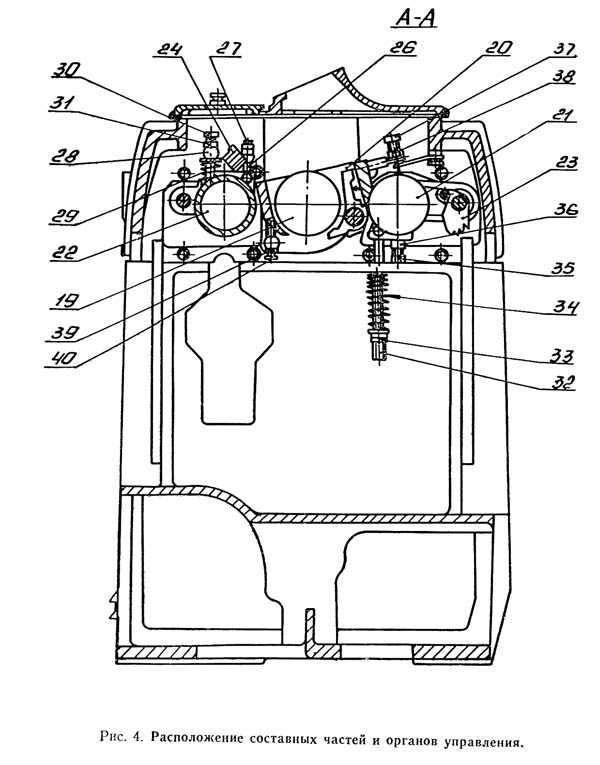
Расположение органов управления станком СР 6-9. Рис. 4
Расположение составных частей и органов управления станком СР-6-9. Смотреть в увеличенном масштабе

Расположение органов управления станком СР 6-9. Рис. 5

Расположение органов управления станком СР 6-9. Рис. 6
Расположение составных частей и органов управления станком СР-6-9. Смотреть в увеличенном масштабе
Расположение составных частей рейсмусового станка СР 6-9
- Станина — СР6-9.10.000 — Рис. 3, поз. 1
- Стол — СР6-9.12.000 — Рис 3, поз. 2
- Валец подающий (передний) — СР6-9.22.000 — Рис. 4, поз. 21, Рис. 10
- Прижимы — СР6-9.24.000 — Рис. 4, поз. 20, Рис 9
- Вал ножевой — CP6-9.25.000 — Рис. 4, поз. 19, Рис. 8
- Валец подающий (задний) — СР6-9.28.000 — Рис. 4, поз. 22, Рис. 11
- Привод подачи — СР6-9.30.000 — Рис. 3, поз. 3, Рис 12
- Завеса звукопоглощающая — СР6-9.78.000 — Рис. 13*
- Электрооборудование — СР6-9.80.000 — Рис. 3, поз. 62
Расположение органов управления рейсмусовым станком СР 6-9
- Указатель нагрузки
- Световой указатель о наличии напряжения
- Кнопка «Пуск» ножевого вала
- Кнопка «Вверх» перемещения стола
- Кнопка «Вниз» перемещения стола
- Кнопка «Пуск» подачи
- Кнопка «Стоп» общая
- Кнопка «Стоп» общая
- Выключатель местного освещения
- Вводный выключатель
- Маховичок ручного перемещения стола
- Маховичок регулировки скорости подачи
- Рукоятка механического зажима стола
- Рукоятка перемещения вальцов стола
Схема кинематическая рейсмусового станка СР-6-9
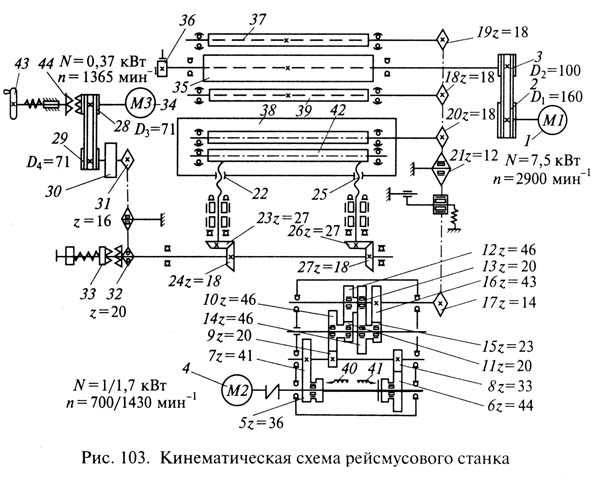
Кинематическая cхема рейсмусового станка СР 6-9
Схема кинематическая рейсмусового станка СР-6-9. Смотреть в увеличенном масштабе
Кинематические цепи станка осуществляют следующие движения:
- Вращение ножевого вала
- Вращение подающих вальцов
- Механическое и ручное перемещение стола вверх-вниз
- Ручная настройка скорости подачи
- Ручной зажим стола
На рисунке изображена кинематическая схема одностороннего рейсмусового станка СР 6-9. Ножевой вал 35 приводится во вращение от электродвигателя 1 через клиноременную передачу со шкивами 2 и 3. Торможение вала осуществляется тормозом 36.
Механизм подачи — трехвальцовый. Привод верхних подающих вальцов 37 и 39 и заднего нижнего вальца 42 осуществляется от двухскоростного электродвигателя 4, соединительной муфты и редуктора, смонтированных на одной плите. В редукторе расположены две электромагнитные муфты 40 и 41, с помощью которых включаются ступени редуктора с разным передаточным отношением.
При включении муфты 40 вращение на вальцы поступает через зубчатые передачи 5—7, 9—10, 11—12, 13—14, 15—16 и цепную передачу со звездочками 17—21. При включении муфты 41 вращение передается через шестерни 6—8, а далее по той же кинематической цепи.
Установка необходимой скорости подачи производится двумя переключателями (для муфт и двигателя) по таблице настройки, где для каждой скорости указано соответствующее положение переключателей. Четыре значения скорости подачи в диапазоне 8… 24 м/мин вполне удовлетворяют потребителей, а упрощение кинематической цепи привода подачи повышает надежность станка.
Стол 38 станка имеет настроечное вертикальное перемещение по направляющим. Вращение от электродвигателя 34 через ременную передачу 28—29, червячный редуктор 30, цепную передачу 31—32, конические зубчатые передачи 23—24 и 26—27 поступает на две винтовые пары 22 и 25. Стол движется вверх и вниз только при непрерывном нажиме на кнопку. Для предотвращения поломки механизма подъема служит предохранительная муфта 33. Ручное перемещение стола осуществляется маховичком 43 через зубчатую муфту 44.
Фиксация стола в заданном положении производится вручную поворотом рукоятки, которая через эксцентрик и шток зажимает направляющую стола.
Общая компановка рейсмусового станка СР-6-9. Описание основных сборочных единиц
Станина станка СР-6-9. См. рис. 3, 4, 5, 6
Станина 1 станка представляет жесткую цельнолитую коробку. Внутри станины, в центральной нише передней части станка, установлен бесступенчатый привод подающих вальцов и перемещения стола 2.
Регулирование скорости подачи осуществляется при помощи маховичка 16, расположенного в левой части станины. В левой нише станины расположен электрошкаф. В правой нише станины размещены цепная передача 41 привода подающих вальцов и клиноременная передача 46 привода ножевого вала.
Верхний блок станка
Верхняя часть станка 4 (см. рис. 3) выполнена блочной конструкцией, в которой размещены (см. рис. 4): когтевая защита 23, вальцы подающие — передний 21 и задний 22, вал ножевой 19, прижимы 20, траверса 24 фуговального приспособления. В левой передней нише блока размещено электрооборудование пульта управления станком. В левой боковой нише блока размещено тормозное устройство ножевого вала, в правой нише — цепная передача верхних подающих вальцов и клиноременная передача привода ножевого вала.
Стол рейсмусового станка СР-6-9
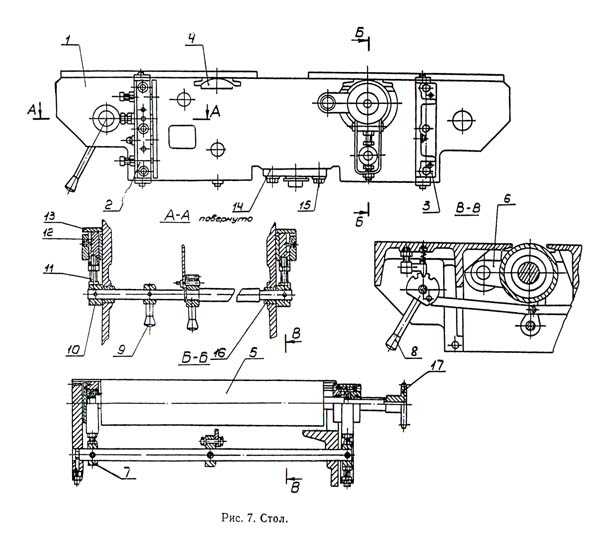
Стол рейсмусового станка СР 6-9. Рис. 7
Стол рейсмусового станка СР-6-9. Смотреть в увеличенном масштабе
Стол 1 — чугунный, прямоугольной формы с направляющими 2 и 3. В столе расположены два гладких вальца 4 и 5. Валец 5 — приводной. Вальцы смонтированы на качающихся кронштейнах 6. Выставка вальцов по высоте относительно рабочей поверхности стола производится эксцентриковым механизмом 7, поворотом рукоятки 8.
Фиксация стола в заданном положении производится эксцентриковым зажимом поворотом рукоятки 9.
Механизм перемещения стола
Механизм механического перемещения стола состоит из привода 3 (см. рис. 3), цепной передачи 44 (рис. 5), распределительного вала IX (см. рис. 2), конических передач 23—24, 26—27 передач винт. — гайка X—25, XI—28.
Ручное перемещение стола осуществляется маховичком 15 (см. рис. 3), через кулачковую муфту 60 (см. рис. 6), цепную передачу 59. Для включения муфты необходимо нажать на маховичок в осевом направлении.
Вал ножевой рейсмусового станка СР-6-9

Вал ножевой рейсмусового станка СР-6-9. Рис. 8
Вал ножевой рейсмусового станка СР-6-9. Смотреть в увеличенном масштабе
Корпус ножевого вала 1 цилиндрической формы имеет четыре паза, размещенные параллельно оси вала, в которые устанавливаются прямые ножи — 7. Крепление ножей производится клиньями 6 и винтами 5. Выставка ножей осуществляется винтами 8 через гайки 9. Корпус ножевого вала монтируется на шарикоподшипниках 2, размещенных в цилиндрических опорах 3 и 4. На станке ножевой вал устанавливается в расточках блока 4 (см. рис. 3). Вращение ножевого вала осуществляется от электродвигателя 47 (см. рис. 5) клиноременной передачей 46. Электродвигатель установлен на качающейся плите 49.
Прижимы и схема установки по высоте подающих вальцов, прижимов и когтевой защиты рейсмусового станка СР-6-9

Прижимы рейсмусового станка СР 6-9. Рис. 9
Передний прижим 1 служит для создания подпора волокон древесины в месте выхода ножа из материала и предупреждения заколов.
Передний прижим — секционный. Прижимная губка переднего прижима состоит из узких секций. Давление каждой секции осуществляется пружиной 3. Все секции размещаются на оси 4.
Задний прижим представляет собой сплошную балку. Передний и задний, прижимы монтируются на щеках 5 и 6 и имеют возможность поворачиваться на фланцах ножевого вала относительно его оси.
Механизм подачи рейсмусового станка СР-6-9

Валец подающий передний рейсмусового станка СР 6-9. Рис. 10
Валец подающий передний рейсмусового станка СР 6-9. Смотреть в увеличенном масштабе
Механизм подачи станка — вальцовый. Верхние подающие вальцы размещены в блоке станка и состоят из переднего секционного 21 и заднего гладкого 22 вальцов (см. рис. 4).
Нижние вальцы — гладкие и установлены в столе (см. рис. 7).
Секции 1 (рис. 10) переднего подающего вальца монтируются на валу 2. Вал 2 вращается на шарикоподшипниках 3, установленных в кронштейнах 4 и 5. Кронштейн 4 качается на промежуточной втулке 6, установленной в блоке станка, кронштейн 5 — на втулке 7, смонтированной в щеке 8. На валу 2 имеются продольные прорези — канавки, в которых размещаются упорные планки секционных колец 1.
Когтевая защита 10 установлена на оси 11. Подъем когтевой защиты производится поворотом оси 11. Пружина 12 возвращает когтевую защиту 10 в рабочее положение.

Валец подающий задниий рейсмусового станка СР 6-9. Рис. 11
Валец подающий задниий рейсмусового станка СР 6-9. Смотреть в увеличенном масштабе
Задний подающий валец I (см. рис. 11) выполнен гладким и вращается на шарикоподшипниках 2, установленных в кронштейнах 3 и 4. Кронштейн 4 жестко связан с осью 5, которая одним концом опирается» во втулке 6, установленной в щеке 7, другим — во втулке 8, установленной в блоке станка.
Прижим верхних подающих вальцов к заготовке осуществляется тягами 27 и 32 (см. рис. 4), усилие прижима регулируется винтом 30 и гайками 33, сжимающие пружины 29 и 34.
Вращение подающих вальцов и перемещение стола вверх и вниз осуществляется от бесступенчатого привода подачи 3 (см. рис. 3), через цепные передачи 41 и 44 (см. рис. 5).
Привод подачи рейсмусового станка СР-6-9

Привод подачи рейсмусового станка СР-6-10. Рис. 12
Привод подачи рейсмусового станка СР-6. Смотреть в увеличенном масштабе
Бесступенчатый привод подачи состоит из электродвигателя 1, механического вариатора 2, редуктора 3, смонтированных на одной плите 23.
От электродвигателя 1 через муфту 24, конусный диск 4 вращение передается валу 5. Далее через зубчатые передачи 6, 7, 8, 9 и 12 вращение передается валу 10 и от звездочки 13 — цепной передаче 41. При включении электромагнитных муфт 14 или 18 вращение от вала 16 и звездочки 17 передается цепной передаче 44 — происходит перемещение стола вверх или вниз. Изменение частоты вращения привода (т. е. получение, необходимой скорости подачи) достигается перемещением конусного диска 4 относительно контактного кольца 20. Перемещение осуществляется маховичком 16 (см. рис. 3).
Завеса звукопоглощающая рейсмусового станка СР-6-9
Для снижения уровня звука спереди и сзади станка устанавливается звукопоглощающая завеса, передняя и задняя подвижные стенки.
Завесы крепятся к блоку винтами 1. В передней завесе установлены подвижные секторы. Внутренние стенки завесы облицованы звукопоглощающим материалом. В задней завесе установлена штора из звукопоглощающего материала.
Передние и задние подвижные стенки крепятся к столу винтами 2.
Принадлежности к станку
В комплект поставки станка входят:
Фиксатор
Приспособление предназначено для стопорения ножевого вала при смене ножей (см.рис. 14). Приспособление состоит из корпуса 1, винта 2, штока 3, пружины 4. Смена ножей производится только при зафиксированном ножевом вале. Для этого приспособление устанавливается на правой щеке переднего прижима, и крепится винтом 2. После закрепления фиксатора на щеке прижима, осторожно поворачивая ножевой вал, опустить стопор 4 фиксатора в один из четырех пазов ножевого вала. Смена ножей производится последовательно при зафиксированном ножевом вале.
После смены ножей фиксатор необходимо снять со станка.
Приспособление заточное
Для заточки ножей, установленных на ножевом вале станка, служит заточное приспособление. Все вопросы, касающиеся его эксплуатации и работы, см. в руководстве по эксплуатации заточного приспособления.
Приспособление фуговальное
Приспособление фуговальное предназначено для доводки лезвий заточных ножей мелкозернистым абразивом с целью повышения качества режущей поверхности.
При вращении головки нониусного устройства 6 по часовой стрелке или против часовой стрелки происходит перемещение пиноли 2 со шлифовальным бруском 5 относительно корпуса 1. Величина перемещения фиксируется делением нониусного устройства. Цена деления 0,1 мм.
Приспособление контрольное рейсмусового станка СР-6-9
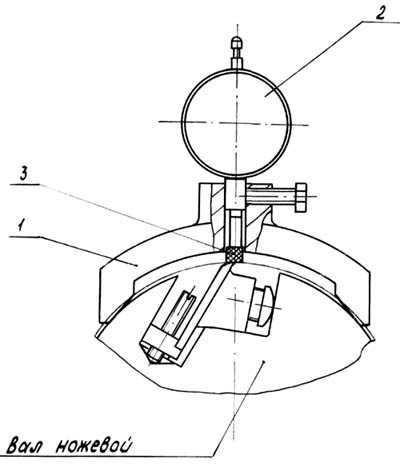
Приспособление контрольное рейсмусового станка СР-6-9
Приспособление контрольное предназначено для установки режущих кромок ножей относительно оси вращения ножевого вала на диаметр резания 128 ± 0,05 мм.
Приспособление состоит из корпуса (1), индикатора часового типа (2) и наконечника (3).
При установке приспособления на корпус ножевого вала происходит контакт наконечника с лезвием ножа. Разность показаний индикатора в крайних точках не должна превышать 0,05 мм.
Электрооборудование станка рейсмусового одностороннего СР-6-9
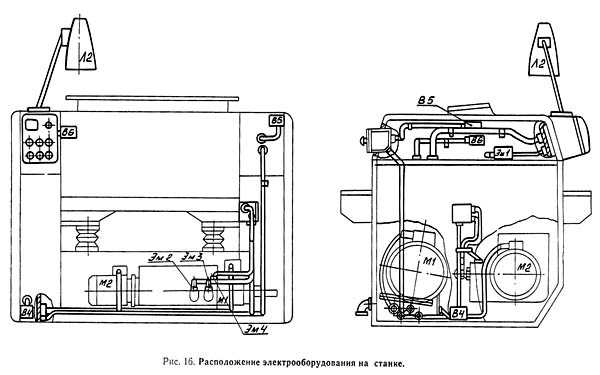
Расположение электрооборудования на рейсмусовом станке СР 6-9 Рис. 16
Электрооборудование станка. Общие сведения
Электрооборудование одностороннего рейсмусового станка СР6-9 (рис. 16) содержит:
- Ml — электродвигатель привода ножевого вала;
- М2 — электродвигатель привода подачи и перемещения стола;
- Эм1 — тормозной электромагнит привода ножевого вала;
- Эм2, Эм3 — электромагнитные муфты перемещения стола;
- Эм4 — тормозная электромагнитная муфта перемещения стола;
- Аппаратура управления, сигнализация — расположенная в пульте управления и нише электрошкафа
На станке применяются следующие величины напряжений:
- силовая цепь 50 Гц, 380 В;
- цепь управления 50 Гц, 110 В;
- цепь сигнализации 50 Гц, 24 В.
- цепь питания электромагнитных муфт = 24 В.

Схема электрическая принципиальная рейсмусового станка СР 6-9 Рис. 17
Схема электрическая принципиальная СР-6-9. Смотреть в увеличенном масштабе
Описание работы электросхемы
Перечень элементов к электросхеме (см. табл. 6). Перед включением станка необходимо открыть дверь электрошкафа и проверить состояние выключателя В2 и предохранителей Пр1…Пр3, после чего закрыть дверь электрошкафа.
Напряжение на силовые цепи и цепи управления подается включением вводного выключателя В1. При этом на пульте управления должна загореться сигнальная лампа Л1 молочного цвета. Включение привода ножевого вала осуществляется кнопкой Кн5. При этом включается магнитный пускатель Р1, замыкая свои контакты в цепи питания электродвигателя ножевого вала. Отключается привод ножевого вала кнопкой Кн4 или Кн1.
Привод ножевого вала невозможно включить при открытой эксгаустерной воронке или открытой боковой крышке (правой и левой). Блокировка осуществляется микровыключателями В4, В5, В6.
Привод подачи включается кнопкой Кн6 при включенном приводе ножевого вала. При этом включается магнитный пускатель Р2, замыкая свои контакты в цепи питания электродвигателя М2. Привод подачи нельзя включить, если не включен привод ножевого вала, благодаря наличию замыкающих контактов пускателя Р1 в цепи питания катушки пускателя Р2.
Перемещение стола производится включением кнопки Кн2 или Кн3 в толчковом режиме при отключенном приводе ножевого вала. При включенном приводе ножевого вала привод перемещения стола не включится, так как в его цепи имеется размыкающий контакт магнитного пускателя Р1.
Кнопкой Кн2 включается реле Р3, которое замыкает свой контакт в цепи питания электромагнитной муфты Эм2 и включает перемещение стола вверх.
Кнопкой Кн3 включается реле Р4, которое замыкает свой контакт в цепи питания электромагнитной муфты Эм3 и включает привод перемещения стола вниз.
Для фиксации стола в заданном положении «применяется тормозная муфта Эм4.
Переключатель В3 служит для включения лампы местного освещения Л2.
Кнопка Кн4, расположенная на пульте управления, и кнопка Кн1, расположенная на станине станка, служат для аварийного отключения станка.
Защита электрооборудования от токов короткого замыкания и перегрузок осуществляется вводным выключателем В1, выключателем В2 и предохранителями Пр1…ПрЗ.
Нулевая защита осуществляется магнитными пускателями.
Подготовка электрооборудования станка к первоначальному пуску и первоначальный пуск.
При первоначальном пуске станка необходимо прежде всего проверить надежность заземления и качество монтажа электрооборудования внешним осмотром. После осмотра в электрошкафе на блоках зажимов отключить провода питания двигателей Ml и М2. Включить вводный выключатель B1. При помощи кнопок, находящихся на пульте управления, проверить четкость срабатывания пускателей. После чего восстановить схему в исходное положение и проверить правильность направления вращения электродвигателей.
СР-6-9 Станок деревообрабатывающий рейсмусовый. Видеоролик
Технические характеристики рейсмусового станка СР-6-9
| Наименование параметра | СР-6-9 | СР-6-10 | СР-8-2 |
|---|---|---|---|
| Основные параметры | |||
| Максимальная ширина строгания, мм | 630 | 630 | 800 |
| Диапазон толщины обрабатываемых заготовок, мм | 5..200 | 5..250 | 5..250 |
| Скорость механической подачи заготовки, м/мин | 8-24 | 8; 16 | 8; 16 |
| Минимальная длина обрабатываемой заготовки, мм | 400 | 450 | 450 |
| Наибольшая толщина снимаемого слоя за один проход, мм | 5 | 8 | 8 |
| Частота вращения строгального вала (на холостом ходу), об/мин. | 4570 | 4570 | 4570 |
| Количество строгальных ножей на строгальном валу | 4 | 4 | 4 |
| Диаметр строгального вала, мм | 125 | 128 | 128 |
| Размер ножа: Длина, ширина, толщина, мм | |||
| Длина рейсмусового стола, мм | |||
| Номинальный диаметр присоединительного патрубка эксгаустерной воронки, мм | 180 | ||
| Максимальная разность толщины одновременно подаваемого материала, мм | 4 | 4 | |
| Электрооборудование станка | |||
| Род тока питающей сети | 380В 50Гц | 380В 50Гц | 380В 50Гц |
| Количество электродвигателей на станке, шт | 1 | 3 | 3 |
| Электродвигатель привода ножевого вала, кВт | 7,5 | 5,5 | 11,0 |
| Электродвигатель привода подачи, кВт | 1,1 | 1/ 1,7 | 1/ 1,7 |
| Электродвигатель привода перемещения стола, кВт | — | 0,37 | 0,37 |
| Суммарная мощность всех эл. двигателей станка, кВт | 8,6 | 13,07 | |
| Габарит и масса станка | |||
| Габарит станка (длина х ширина х высота), мм | 1130 х 1360 х 1260 | 1120 х 1315 х 1340 | 1120 х 1480 х 1340 |
| Масса станка, кг | 1680 | 1440 | 1600 |
Полезные ссылки по теме. Дополнительная информация
Каталог справочник деревообрабатывающих станков
Паспорта деревообрабатывающих станков
Купить каталог — Купить справочник — Купить базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Jet, Кратон, Корвет, Scheppach, Metabo
В последнее врем все чаще в домашних условиях или в промышленности устанавливается фуговально-рейсмусовые станки. Существует огромное количество методов обработки древесины, но все они имеют определенные сходства. Отдельными методами обработки можно назвать фугование и рейсмусование, которые имеют огромное количество сходство. Именно поэтому при создании оборудования, на котором проводятся рассматриваемые процессы, многие производители решили объединить фуганок и рейсмус. Результатом стало появление отдельной категории оборудования. Он несколько отличается от более распространенных фуговальных моделей. Главное отличие заключается в установке упоров и калибра, которые позволяют с более высокой точностью проводить срезание слоев древесины с поверхности.
 Фуговально-рейсмуcовый станок Jet
Фуговально-рейсмуcовый станок JetОсобенности процессов фугования и рейсмусования
Фуганок и строгальные станки позволяют обрабатывать древесину. Строгание – процесс изменения характеристик древесины, при котором подаваемый материал или инструмент совершает возвратно-поступательное движение для снятия верхнего слоя материала во время обработки. Ранее для выполнения подобной работы использовались ручные инструменты, но последние десятилетия для повышения показателя производительности используют фуговально-рейсмусовый станок или другие модели. Во время обработки используемое оборудование проводит снятие верхнего слоя древесины по всей длине бруса.
Строгальные инструменты и фуговально-рейсмусовые станки используются для достижения следующих целей:
- уменьшения высоты заготовки путем снятия нескольких слоев древесины;
- для получения поверхности необходимого качества. степень шероховатости зависит от типа ножей, их количества и диаметра барабана;
- удаления дефектов поверхности;
- создания кромок определенного типа. параллельный упор позволяет размещать заготовки под определенным углом к барабану с лезвием;
- некоторые модели, снятия коры путем черновой обработки для получения материала, которые будут пропущены через фуговально-рейсмусовый станок.

Подключение аспирации на станке Jet
Издавна для финишной обработки использовался фуганок. Использовался фуганок в качестве ручного инструмента для снятия поверхностного слоя. Фуганок используется для строгания большого объема древесины. Передвигая фуганок по всей длине заготовки, мастер с высокой периодичностью проводит удаление слоев, от силы нажатия можно регулировать их величину.

Ножи Helical у фуговально-рейсмусного станк а Jet 54 A
Для дома можно использовать ручной инструмент или фуговально-рейсмусовый станок. Стоит учитывать нижеприведенные моменты:
- Фугование – своего рода разновидность строгания. Отличительной особенностью подобного процесса назовем подачу заготовки большой длины. Во время воздействия режущего инструмента и подачи заготовка может прогибаться, что значительно снижает точность обработки. Для предотвращения деформации заготовки во время фугования станина имеет большие размеры, устройство оснащено прижимным механизмом. Фугование проводится исключительно для доведения поверхности до нужного класса шероховатости, толщина материала выдерживается с малой точностью.
- Рейсмусование – несколько иной тип обработки, позволяет получить поверхность более высокого качества. Используется в случае, когда заготовка имеет относительно небольшие размеры. Особенностью станков, которые относятся к этому классу, можно отнести возможность установки калибра. При рейсмусовании устанавливается то, какая будет выдержана толщина получаемой детали. По установленному калибру можно прогонять все заготовки.
Как правило, фуговально-рейсмусовый строгальный станок, который используется для получения древесины с высоким качеством поверхности, объединяет в себе функции фугования и рейсмусования. Фуговально-рейсмусовый станок получил широкое распространение благодаря объединению двух операций.
Особенности конструкции
Строгание по дереву, при совмещении функции рейсмусования и фугования, проводится при использовании специальных станков. Фуговально-рейсмусовый станок по дереву имеет нижеприведенные особенности:
- подобная модель совмещает в себе две самые востребованные технологии обработки дома и в промышленном производстве;
- как правило, при создании используется современный электродвигатель с высокой тяговой силой. Современные электродвигатели обладают малым электропотреблением при высокой производительности, однако очень восприимчивы к перегреву. Для этого снабжаются датчиками температуры, которые при срабатывании проводят отключение системы;
- строгальный стол используется для базирования. Строгание по дереву проводят при ручной или автоматической подаче;
- устройство может снабжаться упорами для установки заготовки под определенным углом. Как правило, обработку по дереву может проводиться при установке угла в диапазоне от 0 до 45°;
- фуговально-рейсмусовый станок для дома или промышленного использования может проводить снятие различного слоя материала, как правило, не больше 5 миллиметров;
- рейсмусование по дереву предусматривает обработку по установленному калибру. Для этого конструкция имеет устройство автоподачи. Для значительно повышения качества поверхности при обработке дома или на промышленном заводе снижается глубина врезания за один проход. Некоторые модели могут за один проход снимать около 2-х миллиметров.
Вышеприведенные особенности характеризуют фуговально-рейсмусовый станок по дереву. Современный бытовой вариант исполнения имеет небольшие габаритные размеры, может устанавливаться на пол без фундаментной плиты. Питание может проходить от стандартной сети с напряжением 220 В. К другим особенностям отнесем интуитивный блок управления, а также малый уровень шума во время выполнения строгания по дереву.
Основные технические характеристики
Строгальный или фуговально-рейсмусовый тип станка можно охарактеризовать по определенным признакам, по которым зачастую проводится выбор модели. К основным характеристикам можно отнести:
- Частота вращения строгального вала. Чем выше скорость вращения режущего инструмента, тем более высокое качество можно получить при проведении фугования или рейсмусования по дереву. При повышении частоты оборотов значительно повышается нагрузка на привод. Именно поэтому при высокой частоте строгания значительно снижается глубина резания за один проход. Современные модели имеют частоту вращения вала около 10 000 об/мин. Высокая скорость вращения вала приводит к повышению нагрузки на элементы крепления, установленные подшипники и другие связанные детали. Именно поэтому с повышение показателя скорости вращения значительно повышается стоимость конструкции.
- Диаметр вала также можно назвать важным показателем. Этот показатель оказывает влияние на то, сколько максимально снимается материала за один проход. С увеличением диаметра повышается нагрузка. Для дома можно приобрести модель, которая имеет вал с диаметром 50 миллиметров или больше. Кроме этого стоит учитывать, что увеличение диаметра вала приводит к значительному увеличению габаритов станков.
- Некоторые модели позволяют проводить обработку сразу с двух сторон. Двусторонние варианты исполнения значительно повышают производительность обработки. Однако этот момент делает конструкцию более дорогой и сложной.
- На строгальном валу размещено определенное количество ножей. Ножи имеют определенные размеры: длину, ширину, толщину. Длина ножа определяет то, какой ширины может быть подана заготовка в зону резания. Фугование и иной тип обработки может проводиться исключительно по ширине заготовки. В противном случае добиться нужного результата довольно сложно. Высота ножа определяет то, насколько глубоко они могут врезаться за один проход. Толщина используемого металла при изготовлении определяет то, как долго барабан с ножами может использоваться без замены. Малая толщина ножа определяет быстрое его истирание. Поэтому при выборе подобного оборудования следует обращать внимание на параметры установленных ножей.
- Мощность электродвигателя – один из основных показателей, которые следует учитывать при выборе фуговально-рейсмусовых станков. Для домашнего использования приобретают модели с мощностью около 2 кВт. Ее зачастую достаточно для решения бытовых задач. Для промышленного применения выбирают модели, на которых устанавливаются электродвигатели мощностью более 3 кВт. Как правило, питание проходит от сети 220В, но есть варианты исполнения, которые питаются от сети 380В. Трехфазные варианты исполнения имеют повышенное энергопотребление.
- Тип привода, который используется для передачи вращения режущему элементу. Практически все фуговально-рейсмусовые станки имеют клиноременную передачу. Особенностью клиноременной передачи является то, что она может передавать всю мощность с минимальными потерями. При этом изменение диаметров шкивов позволит отрегулировать количество оборотов на выходе. Ремень при повышении нагрузки может проскальзывать на шкиве, что защищает выходной вал электродвигателя от деформации. Существуют и более современные методы защиты электродвигателя от перегрузки, но рассматриваемый самый просто и надежный.
- Уровень шума во время работы можно назвать также важным показателем. Применение деталей, изготовленных с высокой точностью, позволяет снизить уровень шума во время работы.
- Количество ножей также определяет производительность модели. На барабане устанавливается два или более ножей. Фуговально-рейсмусовый станок высокой производительности имеет несколько ножей.
- Максимальная ширина подаваемой заготовки – один из наиболее важных показателей. Как правило, показатель ширины подаваемой заготовки приближен к показателю длины устанавливаемых ножей, но чуть меньше.
- Как ранее было отмечено, рейсмусование и фугование проводится для получения чистовой поверхности при правильной фиксации дерева. Деформация заготовки во время подачи не допускается. Поэтому важным показателем является также то, какие габаритные размеры должна иметь заготовка: длина и толщина.
- Габаритные размеры станка по дереву также играют важную роль. Во время установки станка следует обеспечить доступ к нему со всех сторон. При выборе модели следует обращать внимание на ее длину и ширину, высота, как правило, стандартная.
- Тип станины также можно назвать важным параметром. Станина используется для базирования оборудования, а также гашения вибрации. При изготовлении зачастую используется металл. Вид конструкции станины определяет устойчивость фуговально-рейсмусового станка.
- Вес конструкции – следующий критерий выбора. Чем больше вес, тем больше требований к ее установке. Тяжелые фуговально-рейсмусовые станки следует устанавливать на специальные фундаментные плиты. Обычные варианты исполнения для дома имеют вес всего несколько десятков килограмм, что позволяет их устанавливать без создания специального основания.
- Глубина строгания за один проход может быть различной. Этот показатель является важным критерием, так как определяет производительность выбранной конструкции. Большая часть моделей рассматриваемого типа оборудования способны проводить снятие за один проход слой материала толщиной до 5 миллиметров. Однако это не значит, что при чистовом проходе можно выставить подобное значение. С повышением чистоты вращения барабана с лезвиями значительно снижается и глубина строгания.
- Угол наклона параллельного упора. Параллельный упор определяет возможность обработки заготовки под углом. Это зачастую необходимо для образования фасок и наклонных поверхностей.
- Подача может быть ручной и автоматической при помощи упора. При ручной подаче проводится черновое снятие материала, при автоматической – чистовое. Автоматическую подачу можно охарактеризовать скоростью. Как правило, она составляет около 10 м/мин. Некоторые модели позволяют регулировать скорость подачи.
Вышеприведенные моменты можно назвать основными. Практически все современные модели имеют схожие характеристики. Поэтому провести выбор довольно просто.
В заключение отметим, что есть несколько производителей, которые проводят производство фуговально-рейсмусовых станков, используемых для фугования и рейсмусования. Бытовой вариант исполнения может стоить около 500$. Производят оборудование как российские, так и зарубежные компании. Примером можно назвать станки фирмы JET или MAKITA, PARITET и Metado. Популярность некоторых брендов высока, другие менее востребованы. Цена может зависеть не только от функциональности, мощности и других характеристик, но и ценовой политики производителя бренда.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Рейсмусовый станок своими руками: чертежи стола
Содержание статьи:
Мастера, которые часто работают с теми или иными деревянными заготовками, сталкиваются с необходимость осуществлять строгание большого количества досок для придания им привлекательного внешнего вида. При этом также необходимо выравнивать их толщину, делать их поверхность гладкой, благодаря чему материал можно будет использовать для производства мебели, отделки помещений или во многих других подобных целях. Лучше всего для выполнения таких работ подходит рейсмусовый станок по дереву.
Сейчас стоимость такого типа оборудования достаточно высокая, даже в том случае, если это небольшой станок для использования в домашней мастерской. В результате этого сделать такую покупку может далеко не каждый. В таком случае правильным решением будет сделать рейсмусовый станок своими руками по готовым чертежам. В итоге, на обычном рабочем столе можно будет самому быстро и качественно строгать разнообразные деревянные заготовки.
Стол и рама будущего станка

Работа на самодельном рейсмусовом станке
Перед тем, как начинать самому делать рейсмус по дереву, следует определиться с его конструкцией, ознакомиться с готовыми чертежами(в конце статьи). Вся конструкция должна располагаться на рабочем столе так, чтобы вокруг него можно было свободно ходить для подачи материала. Такой инструмент можно использовать и в домашней мастерской, поскольку размеры его совсем небольшие.
Главное – чтобы поверхность стола, где он будет находиться, была максимально ровной для предотвращения возникновения сильных вибраций.
Чтобы сделать такое оборудование для домашнего использования, обычно подходит следующая конструкция. Рабочий стол станка и его рама являются сварными, для этого используется металлический уголок и квадратная труба размеров 50×50 и 40 миллиметров соответственно. В принципе, при сборе стола и основания станка можно использовать материалы не только таких, но и любых других размеров, но следует помнить, что чем массивнее будут используемые элементы, тем более устойчивым будет оборудование, и тем меньшие вибрации будут возникать при его работе.
Чтобы сделать рейсмусовый станок для домашней мастерской, понадобятся:
- сверлильный станок;
- токарный станок;
- сварочный аппарат;
- дрель;
- болгарка.
Ножевой вал
Следующий элемент, наличие которого в рейсмусовом станке является обязательным, – ножевой вал. Это основная часть станка, которая и осуществляет обработку деревянных заготовок. Оптимальным вариантом является покупка готовой конструкции с буксами, поскольку самодельные валы очень сложно сделать хорошо сбалансированными. Подходящим вариантом будет использование трехсот миллиметрового вала, в конструкции которого есть три ножа. Шкивы вала и двигателя лучше всего выбирать ступенчатыми, что же относится к оборотам вала, то оптимальным вариантом будет 4000-7000 оборотов за минуту.
Для работы такого вала подойдет асинхронный двигатель с мощностью 4-5 кВт. Важным преимуществом подобного выбора является тот факт, что сделав станок с таким двигателем, его можно будет запускать от однофазного электрического тока, что значительно сокращает затраты и сложность в использовании оборудования.
Прижимные ролики лучше всего выточить самостоятельно, также неплохим вариантом будет использовать готовые детали от старых стиральных машин советского образца. Раму роликов нужно сделать сварной на подпружиненных болтах.
Регулировочные болты и подача заготовок
Чертежи самодельного станка
Согласно используемому чертежу, стол для установки рейсмусового станка необходимо устанавливать на регулировочные болты, что даст возможность при необходимости отрегулировать его. Чтобы максимально точно отрегулировать плоскость стола, а также предотвращать необходимость регулировки каждого болта по отдельности, к ним можно приварить велосипедные звездочки, соединив их цепью. Пружины можно взять от клапанов с двигателя любого грузовика.
В используемом чертеже ручная подача заготовок. Но всегда есть возможность усовершенствовать конструкцию, оснастив стол для станка системой автоматической подачи заготовок. В таком случае заготовка будет очень плавно подаваться в станок, что обеспечит точное снятие требуемого слоя древесины при строгании.
Кроме того, нелишним будет использование специальных вальцов, которые будут прижимать заготовку к рабочей поверхности в процессе ее обработки. Качественно сделать это вручную очень сложно, в то время, как вальцы справляются с такой задачей «на отлично».
На этом сборка рейсмусового станка закончена. Чтобы предотвратить образование коррозии и грибков, рекомендуется покрасить все металлические части такого самодельного оборудования. Не нужно красить только нижнюю рабочую часть инструмента, которая и будет осуществлять обработку материала.
Подготовка станка к работе
Независимо от того, какой рейсмус используется – самодельный или заводской, перед проведением любых работ его необходимо настроить для работы. От этого напрямую будет зависеть не только качество выполняемых работ, но еще и безопасность работника, который использует такое оборудование при обработке деревянных заготовок.

Самодельный рейсмусовый станок в работе
Кроме того, при подготовке к работе необходимо помнить, что в случае значительного заполнения стола при необходимости одновременной подачи нескольких деталей по всей ширине стола, в процессе строгания щита большой ширины или тому подобных работ давление в подающих вальцах необходимо отрегулировать так, чтобы оно было повышенным, поскольку в подобных случаях работы сопротивление резанию значительно увеличивается. Если же осуществляется обработка деталей небольшой ширины или стол заполнен не полностью, чтобы не допустить смятия древесины при ее обработке давление в вальцах следует уменьшить до нужного уровня.
Безопасная работа на станке
Перед каждым началом работы на станке необходимо тщательно проверять правильность положения ножей, а также уровень их заточки. Ножевой вал всегда должен быть огражден. На самодельном рейсмусовом станке нельзя обрабатывать детали, длина которых меньше, чем расстояние между валами.
Для предотвращения возможности получить ту или иную травму категорически запрещено ремонтировать, настраивать или чистить станок, а также чистить рабочий стол со станком при его работе.
Подавать заготовки дерева на рабочий стол и в сам станок необходимо торец в торец, при этом необходимо использовать всю ширину стола.
stanokgid.ru
Самодельный рейсмусный станок по дереву своими руками с видео инструкцией
У людей имеющих небольшую столярную мастерскую дома порой возникает необходимость в ровных досках для проведения некоторых работ, но рейсмусовые станки по дереву стоят очень дорого, и никто не станет их покупать для сиюминутных нужд. Но есть выход из этой ситуации, можно соорудить станок по дереву своими руками, пользуясь подручными средствами.
Самодельные рейсмусовые станки имеют различное устройство, в этой статье речь пойдет о самом простом варианте его изготовления, но даже для этого потребуются определенные навыки и инструменты.
Материалы и инструмент
Раз станок изготавливается из подручных средств, то материалы, перечисленные ниже должны быть у каждого человека, которому такой станок может понадобиться:
- Стол для работ – минимальная ширина должна быть не меньше полутора метров, а длина должна позволять обрабатывать минимум 2-х метровые доски;
- Старая дверь от шифоньера – это как вариант, вообще сгодится любая плоская поверхность, примерно соответствующая размерам двери;
- Два бруса сечением 150х50 мм и длиной, не превышающей дверь;
- Две доски сечением примерно 25х100, и длиной 40 см;
- Бруски и дощечки поменьше, разных размеров;
- Деревянные клинья;
- Фанера толщиной 20 мм;
- Набор тонких планок толщиной от 2 до 6 мм.
В процессе подготовки потребуются такие инструменты:
- Электрический рубанок;
- Дрель и набор сверил;
- Электрический лобзик;
- Угольник;
- Саморезы.
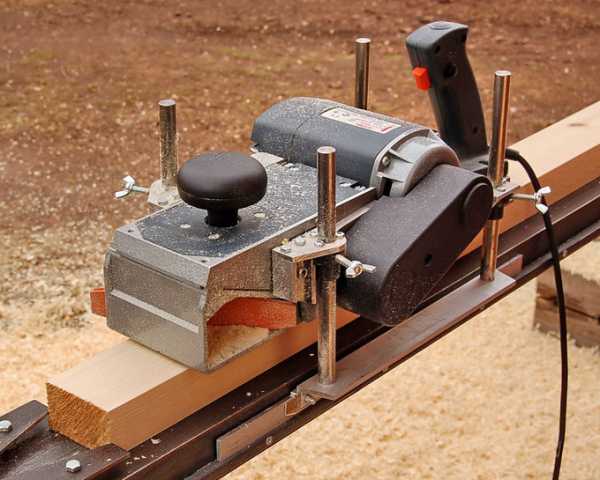
Станок самоделка и система его работы
Устройство рейсмусового станка выглядит следующим образом, доска, зафиксированная на плоскости его нижней части, подвергается обработке рубанком, передвигающимся в специальной ограничительной рамке вручную. Рамка позволяет электроинструменту свободно перемещаться влево и вправо, обрабатывая доски шириной до 400 мм.
Подготовка поверхности
На рабочий стол ложится шифоньерная дверь или плита фанеры, ее заменяющая. Главным условием должно быть соответствие размерам и ровность поверхности;
Фиксация к столу может быть как через болты, для этого сверлятся отверстия по краям плиты, которые должны быть идентичны с отверстиями в столе и плита прижимается болтами. Можно ее зафиксировать, уперев в заранее подготовленные штырьки на столе.
Крепление направляющих осей
Для осей используются отшлифованные брусья, они должны быть одинаковой высоты, что бы доски после обработки в самодельном рейсмусе были ровными со всех сторон;
Положите на них фанеру, так, что бы брусья располагались строго по краям фанеры, и прикрутите их при помощи саморезов.

Накладки для рубанка
- Из толстой фанеры необходимо вырезать две накладки под рубанок, они нужны, для того, что бы электрорубанок можно было установить на несущую рамку самодельного рейсмуса и с их помощь регулировать глубину строгания;
- Накладки должны повторять контуры рубанка, но иметь большую длину, по их краям надо вырезать посадочные места, одинаковой глубины, примерно 60-70 мм, с каждой стороны. Ширина их должна быть около 5 см.
- Рабочую поверхность накладок следует обработать наждачной бумагой;
- Крепятся накладки к рубанку при помощи болтов имеющихся на нем, для более плотной фиксации рекомендуется использование шайб. Верхние выступающие части для жесткости распираются маленькими брусочками, и фиксируются саморезами.
Если болтов на корпусе электрического рубанка не предусмотрено, можно сделать рамки размером чуть больше и скрепить их с четырех сторон шпильками, расперев заранее брусками, длиной чуть меньшими, чем ширина рубанка.
Несущая рамка
Для изготовления рамки используется брус и доска. Рамка должна быть шире на 10 см, чем расстояние между наружными частями зафиксированных к шифоньерной двери брусков, а длина соразмерна с пазами на накладках рубанка. Другими словами он должен полностью ложиться внутрь рамки, и при этом вперед и назад не шевелился, а только по сторонам;
В сборке рамки поможет угольник. Поперечные доски сечением 100х25 мм надо упереть торцами в брусок, и выдержав угол в 90 градусов, зафиксировать с помощью саморезов;

Для того, что бы рамка вдоль направляющих брусков двигалась равномерно, с одной стороны на ней следует расположить ограничительную планку. Это можно сделать при помощи саморезов.
Совет! Не используйте для сборки каркаса несущей рамки менее 8 саморезов, иначе она не будет достаточно жесткой!
По большому счету инструмент готов, для большей наглядности можете ознакомиться, как сконструировать самодельный рейсмусный станок по дереву видео будет представлено в конце статьи. Для того что бы понять как правильно им пользоваться, ниже приведена краткая инструкция.
Инструкция пользования рейсмусовым станком
Данный станок помогает придать доскам идеально ровный вид, ведь зачастую они в процессе высушивания приобретают форму пропеллера, порой это настолько незначительно, что при первом взгляде кажется, что доска абсолютно ровная. Но как только она попадает на действительно ровную поверхность, то начинает играть на ней.
- Поместив поведенную доску на нижней части станка, следует расклинить ее таким образом, что бы при нажатии на любой ее край она оставалась неподвижной;
- Между направляющими брусками и обрабатываемой доской остается место, его надо заполнить наборными распорками, и подклинить доску, для надежной фиксации;
- Рубанок в рамке надо выставить таким образом, что бы он едва касался обрабатываемой поверхности доски. Для этого используются брусья различной толщины. Для плавной регулировки потребуется набор из тонких планок, размеры которых указаны в перечне материалов;
- Выставив рейсмус надлежащим образом можно переходить к первоначальной шлифовке;
- Для этого пройдите несколько раз рубанком по всей плоскости обрабатываемой доски. Затем замените планки на те, что тоньше, или вовсе уберите их, и повторите процедуру;
- Когда одна сторона доски обработана, ее следует изъять из станка и очистить плоскость от насыпавшейся древесной стружки;
- Переверните доску, зафиксируйте и повторите весь процесс от начала до конца. У вас останется обработанная с обеих сторон доска, которую при надобности можно подогнать под любой размер.
Данный рейсмусовый станок по дереву может обтачивать доски с высокой точностью, погрешность составляет около 0,5 мм на двухметровую заготовку. Это сопоставимо с точностью заводских отечественных станков.
В данной статье приведен процесс изготовления и практического применения самодельного рейсмусового станка на примере обработки доски, для большей наглядности рекомендуем вам ознакомиться с видео уроком по его изготовлению ниже.
Видео: рейсмусовый станок своими руками
derevostroika.ru